JP6048672B2 - コイル組み付け装置及び方法 - Google Patents
コイル組み付け装置及び方法 Download PDFInfo
- Publication number
- JP6048672B2 JP6048672B2 JP2013098440A JP2013098440A JP6048672B2 JP 6048672 B2 JP6048672 B2 JP 6048672B2 JP 2013098440 A JP2013098440 A JP 2013098440A JP 2013098440 A JP2013098440 A JP 2013098440A JP 6048672 B2 JP6048672 B2 JP 6048672B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- stator core
- teeth
- moving
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Manufacture Of Motors, Generators (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
Description
以下の発明の態様は、本発明の構成を例示するものであり、本発明の多様な構成の理解を容易にするために、項別けして説明するものである。各項は、本発明の技術的範囲を限定するものではない。そのため、発明を実施するための最良の形態を参酌しつつ、各項の構成要素の一部を置換し、削除し、又は、更に他の構成要素を付加したものについても、本願発明の技術的範囲に含まれ得るものである。
(7)上記(6)項の、前記挿入工程において、前記コイルの巻線の中心軸と前記ティースのステータコア回転方向中心との、ステータコア回転方向における相対角度を調整しながら、前記コイルを前記ティースの両隣の2つのスロットに進入させるコイル組み付け方法(請求項7)。
(9)上記(8)項の、前記第1移動工程において、前記コイルの中心軸と前記ティースの中心軸とが一致する状態まで挿入が進行した時点で、前記第2移動工程に移行するコイル組み付け方法(請求項9)。
そして、上記(6)から(9)項に記載のコイル組み付け方法は、各々、上記(2)から(5)項に記載のコイル組み付け装置を用いて実行されることで、上記(2)から(5)項に対応する同等の作用を奏するものである。
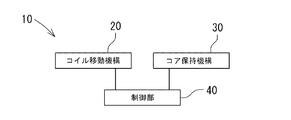
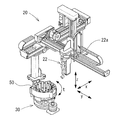
図1は、本発明の実施の形態に係るコイル組み付け装置10の構成を示すブロック図である。図1の例において、コイル組み付け装置10は、コイル移動機構20、コア保持機構30、制御部40を有している。コイル移動機構20は、例えば、図2に示すような、直交3軸ロボットの3軸可動部にコイルチャックユニット22を取り付けたものであり、コイルチャックユニット22によりコイルを把持し、把持したコイルをx軸、y軸、z軸の3軸方向に移動させるものである。なお、符号22aで示す配線は、コイルチャックユニット22の配線である。又、コア保持機構30は、例えば、図2に示すように、ステータコア50をステータコア50の回転軸C1(図7参照)で回転可能に保持するものであり、図2の例では、t方向(z軸回り)にステータコア50を回転させる。又、制御部40は、コイル移動機構20とコア保持機構30とを同期制御し、コイル移動機構20によるコイルの3軸方向の移動動作と、コア保持機構30によるステータコア50の回転動作とを、同期させるものである。
S10(挿入準備工程):図7に示すようなステータコア50の、複数のティース52のうち、コイルの挿入が完了していないティース52の1つを、コイルを挿入するターゲットのティース52として定め、このターゲットのティース52にコイルを挿入する準備を行う工程である。具体的には、コイル移動機構20のコイルチャックユニット22によりコイルを把持し、図2のz軸方向上側から、コア保持機構30で保持しているステータコア50の内部にコイルを移動させる。そして、ステータコア50の内部に移動したコイルと、ターゲットのティース52との相対角度が、予め定められている初期進入角度になるように、コア保持機構30によりステータコア50をt方向に回転させる。
このように、本第1移動工程S22は、制御部40によりコイル移動機構20とコア保持機構30とを同期制御し、ステータコア50のt方向時計回りの回転と、コイル60の円弧軌道Aの移動とを同期させて、ティース52両隣のスロット54にコイル60を挿入していくものである。
このように、本第2移動工程S24は、制御部40によりコイル移動機構20とコア保持機構30とを制御し、ステータコア50を回転させずに、コイル60を直線的(図4の例では図中上方向)に移動させて、ティース52両隣のスロット54にコイル60を挿入するものである。
Claims (9)
- 内周にティースとスロットとが交互に形成されたステータコアにコイルを組み付けるためのコイル組み付け装置であって、
前記コイルを把持して3軸方向に移動させるコイル移動機構と、前記ステータコアを回転可能に保持するコア保持機構と、前記コイル移動機構及び前記コア保持機構を同期制御する制御部とを含むことを特徴とするコイル組み付け装置。 - 前記制御部は、前記コイル移動機構による前記コイルの移動動作と、前記コア保持機構による前記ステータコアの回転動作とを同期させて、前記コイルの変形を促し、前記コイルが該コイル自体の積層方向の一端から徐々に前記ティースに挿入され、前記コイルの全体の挿入が完了するように、前記コイル移動機構と前記コア保持機構とを制御するものであることを特徴とする請求項1記載のコイル組み付け装置。
- 前記制御部は、前記コイルの巻線の中心軸と前記ティースのステータコア回転方向中心との、ステータコア回転方向における相対角度が調整されながら、前記コイルが前記ティースの両隣の2つのスロットに進入するように、前記コイル移動機構と前記コア保持機構とを制御するものであることを特徴とする請求項2記載のコイル組み付け装置。
- 前記制御部は、前記ステータコアが回転している状態で前記コイルが円弧軌道を移動し、この後、前記ステータコアが回転していない状態で前記コイルが直線的に移動するように、前記コイル移動機構と前記コア保持機構とを制御するものであることを特徴とする請求項1から3のいずれか1項記載のコイル組み付け装置。
- 前記制御部は、前記ステータコアが回転している状態で前記コイルが円弧軌道を移動し、前記コイルの中心軸と前記ティースの中心軸とが一致する状態まで挿入が進行した時点で、前記ステータコアが回転していない状態で前記コイルが直線的に移動するように、前記コイル移動機構と前記コア保持機構とを制御するものであることを特徴とする請求項4記載のコイル組み付け装置。
- 内周にティースとスロットとが交互に形成されたステータコアにコイルを組み付けるためのコイル組み付け方法であって、
前記コイルの3軸方向の移動と前記ステータコアの回転とを同期させて行い、前記コイルを前記ティースに挿入する挿入工程を含むことを特徴とするコイル組み付け方法。 - 前記挿入工程において、前記コイルの巻線の中心軸と前記ティースのステータコア回転方向中心との、ステータコア回転方向における相対角度を調整しながら、前記コイルを前記ティースの両隣の2つのスロットに進入させることを特徴とする請求項6記載のコイル組み付け方法。
- 前記挿入工程は、前記ステータコアを回転させた状態で前記コイルを円弧軌道で移動させる第1移動工程と、該第1移動工程の後に前記ステータコアを回転させない状態で前記コイルを直線的に移動させる第2移動工程とを含むことを特徴とする請求項6又は7記載のコイル組み付け方法。
- 前記第1移動工程において、前記コイルの中心軸と前記ティースの中心軸とが一致する状態まで挿入が進行した時点で、前記第2移動工程に移行することを特徴とする請求項8記載のコイル組み付け方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013098440A JP6048672B2 (ja) | 2013-05-08 | 2013-05-08 | コイル組み付け装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013098440A JP6048672B2 (ja) | 2013-05-08 | 2013-05-08 | コイル組み付け装置及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014220910A JP2014220910A (ja) | 2014-11-20 |
| JP6048672B2 true JP6048672B2 (ja) | 2016-12-21 |
Family
ID=51938897
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013098440A Active JP6048672B2 (ja) | 2013-05-08 | 2013-05-08 | コイル組み付け装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6048672B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018201757A1 (de) * | 2018-02-06 | 2019-08-08 | Thyssenkrupp Ag | Personenfördervorrichtung mit vorgegebener Fahrtrichtung |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104440906B (zh) * | 2014-11-24 | 2016-06-01 | 东莞市智赢智能装备有限公司 | 生产流水线系统高速机器人 |
| CN105119440B (zh) * | 2015-08-19 | 2017-09-12 | 苏州市圣玛特电机设备制造有限公司 | 一种嵌线机旋转及定子支撑机构 |
| CN106695307B (zh) * | 2016-12-28 | 2019-01-11 | 南通凯蒂亚智能设备制造有限公司 | 一种电动机线圈组装机的t形铁芯压入装置 |
| CN109687663A (zh) * | 2019-01-22 | 2019-04-26 | 北京北一法康生产线有限公司 | 一种电梯曳引机定子线圈安装装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10271774A (ja) * | 1997-03-28 | 1998-10-09 | Nittoku Eng Co Ltd | 巻線機 |
| JP2002247812A (ja) * | 2000-12-12 | 2002-08-30 | Fuji Electric Co Ltd | 回転電機用固定子コイルの製造方法および製造装置 |
-
2013
- 2013-05-08 JP JP2013098440A patent/JP6048672B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018201757A1 (de) * | 2018-02-06 | 2019-08-08 | Thyssenkrupp Ag | Personenfördervorrichtung mit vorgegebener Fahrtrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014220910A (ja) | 2014-11-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6048672B2 (ja) | コイル組み付け装置及び方法 | |
| KR100965696B1 (ko) | 권선 방법 및 권선 장치 | |
| EP2684283B1 (en) | Apparatus and method for aligning conductors of coil members in cores of elecric dynamic machines prior to welding operations | |
| JP5647735B2 (ja) | ステータ製造方法及びステータ製造装置 | |
| JP6378375B2 (ja) | 電気導体の整列方法及びその装置 | |
| EP1997213B1 (en) | Apparatus and methods for winding wire coils of dynamoelectric machine cores | |
| JP2019033554A (ja) | コイルセグメント成形装置、コイルセグメント成形方法及び回転電機の製造装置 | |
| CN111434015A (zh) | 线圈段处理方法、线圈段处理装置以及线圈段的连接结构 | |
| EP2849319A1 (en) | Manufacturing method for rotating electric machine | |
| JP2011130554A (ja) | コイルの製造装置 | |
| JP5936270B2 (ja) | 巻線装置及び巻線方法 | |
| EP3322072B1 (en) | Coil unit arrangement device | |
| JP2007173264A (ja) | 多軸巻線機 | |
| JP7239736B2 (ja) | ステータコイルの巻線装置 | |
| JP2007006677A (ja) | ステータコアの巻線方法および巻線装置 | |
| JP2018082554A (ja) | コイル変形装置及びステータの製造装置並びにステータの製造方法 | |
| JP7269366B2 (ja) | ステータコイルの巻線装置 | |
| US7380335B2 (en) | Stator manufacturing device | |
| EP2955819A1 (en) | Production method for stator for rotating electrical machines | |
| JP2021086973A (ja) | 平角線成形装置、平角線成形方法、及び平角線成形システム | |
| JP6321776B2 (ja) | ステッピングモータ制御装置、それを備える部品実装機およびフィーダ並びにステッピングモータ制御方法 | |
| WO2013069881A1 (en) | Apparatus for winding coils on motor core | |
| JP7403151B2 (ja) | 巻線機 | |
| JP6992554B2 (ja) | コイル組付装置 | |
| JP6996433B2 (ja) | ステータの製造装置及び製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160511 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161026 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161108 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6048672 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |