JP6032007B2 - 発泡構造材、樹脂製パネルの製造方法 - Google Patents
発泡構造材、樹脂製パネルの製造方法 Download PDFInfo
- Publication number
- JP6032007B2 JP6032007B2 JP2012288328A JP2012288328A JP6032007B2 JP 6032007 B2 JP6032007 B2 JP 6032007B2 JP 2012288328 A JP2012288328 A JP 2012288328A JP 2012288328 A JP2012288328 A JP 2012288328A JP 6032007 B2 JP6032007 B2 JP 6032007B2
- Authority
- JP
- Japan
- Prior art keywords
- core material
- core
- resin
- reinforcing
- foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920005989 resin Polymers 0.000 title claims description 167
- 239000011347 resin Substances 0.000 title claims description 167
- 239000000463 material Substances 0.000 title claims description 103
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 239000011162 core material Substances 0.000 claims description 104
- 239000006260 foam Substances 0.000 claims description 60
- 239000012779 reinforcing material Substances 0.000 claims description 54
- 238000000034 method Methods 0.000 claims description 34
- 238000003466 welding Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 description 37
- 230000015572 biosynthetic process Effects 0.000 description 32
- 239000011521 glass Substances 0.000 description 20
- 238000001125 extrusion Methods 0.000 description 17
- 230000003014 reinforcing effect Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 10
- 239000004088 foaming agent Substances 0.000 description 9
- 239000011324 bead Substances 0.000 description 8
- 230000004048 modification Effects 0.000 description 8
- 238000012986 modification Methods 0.000 description 8
- 239000000945 filler Substances 0.000 description 5
- -1 styrene ethylene butylene styrene Chemical class 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 2
- 239000004156 Azodicarbonamide Substances 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000001099 ammonium carbonate Substances 0.000 description 2
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 2
- 235000019399 azodicarbonamide Nutrition 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- CZGWDPMDAIPURF-UHFFFAOYSA-N (4,6-dihydrazinyl-1,3,5-triazin-2-yl)hydrazine Chemical compound NNC1=NC(NN)=NC(NN)=N1 CZGWDPMDAIPURF-UHFFFAOYSA-N 0.000 description 1
- BJEPYKJPYRNKOW-REOHCLBHSA-N (S)-malic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O BJEPYKJPYRNKOW-REOHCLBHSA-N 0.000 description 1
- SCYULBFZEHDVBN-UHFFFAOYSA-N 1,1-Dichloroethane Chemical compound CC(Cl)Cl SCYULBFZEHDVBN-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- LSPHULWDVZXLIL-UHFFFAOYSA-N Camphoric acid Natural products CC1(C)C(C(O)=O)CCC1(C)C(O)=O LSPHULWDVZXLIL-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004805 Cyclohexane-1,2-dicarboxylic acid Substances 0.000 description 1
- FEWJPZIEWOKRBE-JCYAYHJZSA-N Dextrotartaric acid Chemical compound OC(=O)[C@H](O)[C@@H](O)C(O)=O FEWJPZIEWOKRBE-JCYAYHJZSA-N 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- UIIMBOGNXHQVGW-DEQYMQKBSA-M Sodium bicarbonate-14C Chemical compound [Na+].O[14C]([O-])=O UIIMBOGNXHQVGW-DEQYMQKBSA-M 0.000 description 1
- FEWJPZIEWOKRBE-UHFFFAOYSA-N Tartaric acid Natural products [H+].[H+].[O-]C(=O)C(O)C(O)C([O-])=O FEWJPZIEWOKRBE-UHFFFAOYSA-N 0.000 description 1
- VRFNYSYURHAPFL-UHFFFAOYSA-N [(4-methylphenyl)sulfonylamino]urea Chemical compound CC1=CC=C(S(=O)(=O)NNC(N)=O)C=C1 VRFNYSYURHAPFL-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- BJEPYKJPYRNKOW-UHFFFAOYSA-N alpha-hydroxysuccinic acid Natural products OC(=O)C(O)CC(O)=O BJEPYKJPYRNKOW-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 235000012538 ammonium bicarbonate Nutrition 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- LSPHULWDVZXLIL-QUBYGPBYSA-N camphoric acid Chemical compound CC1(C)[C@H](C(O)=O)CC[C@]1(C)C(O)=O LSPHULWDVZXLIL-QUBYGPBYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- QSAWQNUELGIYBC-UHFFFAOYSA-N cyclohexane-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCCCC1C(O)=O QSAWQNUELGIYBC-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- IRXRGVFLQOSHOH-UHFFFAOYSA-L dipotassium;oxalate Chemical compound [K+].[K+].[O-]C(=O)C([O-])=O IRXRGVFLQOSHOH-UHFFFAOYSA-L 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000010097 foam moulding Methods 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000001630 malic acid Substances 0.000 description 1
- 235000011090 malic acid Nutrition 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000011736 potassium bicarbonate Substances 0.000 description 1
- 229910000028 potassium bicarbonate Inorganic materials 0.000 description 1
- 235000015497 potassium bicarbonate Nutrition 0.000 description 1
- TYJJADVDDVDEDZ-UHFFFAOYSA-M potassium hydrogencarbonate Chemical compound [K+].OC([O-])=O TYJJADVDDVDEDZ-UHFFFAOYSA-M 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- UNSYHJWOORERTF-UHFFFAOYSA-J sodium dicarboxyoxyalumanyl hydrogen carbonate hydrogen carbonate Chemical compound [Na+].[Al+3].OC([O-])=O.OC([O-])=O.OC([O-])=O.OC([O-])=O UNSYHJWOORERTF-UHFFFAOYSA-J 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000011975 tartaric acid Substances 0.000 description 1
- 235000002906 tartaric acid Nutrition 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/022—Particular heating or welding methods not otherwise provided for
- B29C65/028—Particular heating or welding methods not otherwise provided for making use of inherent heat, i.e. the heat for the joining comes from the moulding process of one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5064—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like of particular form, e.g. being C-shaped, T-shaped
- B29C65/5085—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like of particular form, e.g. being C-shaped, T-shaped and comprising grooves, e.g. being E-shaped, H-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
- B29C65/564—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined hidden in the joint, e.g. dowels or Z-pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/433—Casing-in, i.e. enclosing an element between two sheets by an outlined seam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/727—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being porous, e.g. foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81427—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single ridge, e.g. for making a weakening line; comprising a single tooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81431—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined comprising a single cavity, e.g. a groove
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/086—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers and with one or more layers of pure plastics material, e.g. foam layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
- B29D99/0021—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings provided with plain or filled structures, e.g. cores, placed between two or more plates or sheets, e.g. in a matrix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/18—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only
- B32B37/182—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of discrete sheets or panels only one or more of the layers being plastic
- B32B37/185—Laminating sheets, panels or inserts between two discrete plastic layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5064—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like of particular form, e.g. being C-shaped, T-shaped
- B29C65/5071—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like of particular form, e.g. being C-shaped, T-shaped and being composed by one single element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/114—Single butt joints
- B29C66/1142—Single butt to butt joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/814—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8141—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined
- B29C66/81411—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat
- B29C66/81415—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the design of the pressing elements, e.g. of the welding jaws or clamps characterised by the surface geometry of the part of the pressing elements, e.g. welding jaws or clamps, coming into contact with the parts to be joined characterised by its cross-section, e.g. transversal or longitudinal, being non-flat being bevelled
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/462—Moulding structures having an axis of symmetry or at least one channel, e.g. tubular structures, frames
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2025/00—Use of polymers of vinyl-aromatic compounds or derivatives thereof as moulding material
- B29K2025/04—Polymers of styrene
- B29K2025/06—PS, i.e. polystyrene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/08—Polymers of acrylic acid esters, e.g. PMA, i.e. polymethylacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
- B29K2033/12—Polymers of methacrylic acid esters, e.g. PMMA, i.e. polymethylmethacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/776—Walls, e.g. building panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/022—Foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/19—Sheets or webs edge spliced or joined
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/233—Foamed or expanded material encased
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24496—Foamed or cellular component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
この発泡構造材は、補強材を嵌合するための直線状の溝部が設けられる発泡体を、前記溝部において割断した、第1の芯材及び第2の芯材と、第1の芯材及び第2の芯材がそれぞれ前記補強材の一方及び他方から嵌合された補強材と、を含む。
この樹脂製パネル用の製造方法は、補強材を嵌合するための直線状の溝部が設けられる発泡体を、前記溝部において割断して、第1の芯材及び第2の芯材に分割する工程と、第1の芯材及び第2の芯材をそれぞれ前記補強材の一方及び他方から嵌合して、芯材と補強材が一体となった発泡構造材を組み立てる工程と、表皮材シートとなる樹脂シートを前記発泡構造材に溶着させる工程とを含む。
図1に示すように、実施形態に係る樹脂製パネル1の外形は、おもて面1aと裏面1b、及びおもて面1aと裏面1bの間に介在する側壁面1cからなる。おもて面1a、裏面1b、及び側壁面1cは熱可塑性樹脂の樹脂シートSA,SBによって構成されており、その内部には内装材10(発泡構造材)が内装されている。つまり、樹脂製パネル1は、熱可塑性樹脂の樹脂シートSA,SBによって、内装材10を挟み込むようにしたサンドイッチ構造となっている。
芯材21,22の厚さは、樹脂製パネル1としての目標厚さ、さらには、樹脂製パネル1の目標の剛性を確保するための樹脂シートの厚さに応じて適宜決定され、特に限定されるものではない。
ガラスフィラーとしては、ガラス繊維、ガラスクロスやガラス不織布などのガラス繊維布、ガラスビーズ、ガラスフレーク、ガラスパウダー、ミルドガラスなどが挙げられる。ガラスの種類としては、Eガラス、Cガラス、Aガラス、Sガラス、Dガラス、NEガラス、Tガラス、クオーツ、低誘電率ガラス、高誘電率ガラスなどが挙げられる。
なお、ガラスフィラーに限らず、剛性を上げるためのタルク、炭酸カルシウム、珪灰石(Wollastonite)、マグネシウム系材料等の無機フィラー、カーボンファイバー等を混入させてもよい。
次に、図3〜図10を参照して、本実施形態の内装材10及びその製造方法について説明する。
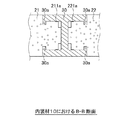
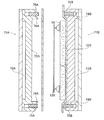
図3は、実施形態の内装材10の芯材21,22となる発泡体20の斜視図である。図4A及び図4Bは、図3に示す発泡体20を成形する工程を順に説明するための図である。図5は、実施形態の内装材10の芯材21,22となる発泡体20の平面図である。図6(a)〜(d)はそれぞれ、図5に示すA−A,B−B,C−C,D−Dの断面図である。図7は、図5に示すE部の拡大斜視図である。図8は、実施形態の内装材10を組み立てる工程を示す図である。図10は、実施形態の内装材10の、図5のB−Bに相当する位置における断面図である。
本実施形態の芯材21,22は、一体物として成形される発泡体20を割断することによって作製される。図3に示すように、発泡体20の外形は、おもて面20aと裏面20b、及びおもて面20aと裏面20bの間に介在する側壁面20cからなる。
図3に示すように、発泡体20のおもて面20aには一端から他端に亘って直線状の溝部230が形成されている。なお、発泡体20の裏面20bにもおもて面20aと同様に、溝部230形成されている。溝部230は、発泡体20を割断し、かつ割断後に補強材30を嵌合するために設けられている。溝部230については後で詳述する。
発泡体20は、図4A及び図4Bに示す成形装置50を使用してビーズ法型内発泡成形法によって成形される。図4A(a)に示すように、成形装置50には対向して配置される型51,52が設けられる。型51,52はそれぞれ、空室53,54の一部を構成している。空室53,54には、冷却管41,42が配設されている。
図4A(a)に示す状態から型51,52を閉じると、図4A(b)に示すように型51,52による密閉空間であるキャビティ50aが形成される。型51,52が閉じられた状態で、フィーダ43,44を通して発泡ビーズを充填する。充填される発泡ビーズの量は、例えばキャビティ50aの容積の105〜110%である。次に、図4B(c)に示すように、蒸気注入口55,56より、空室53,54に蒸気(例えば蒸気圧3.0〜3.5kgf/cm2 )を、例えば10〜30秒間注入する。蒸気は型に形成された細孔から発泡ビーズ内の気泡、個々間の空隙に入り込み、ビーズ相互を融着させる。その後、図4B(d)に示すように、冷却水注入口57,58から冷却水を冷却管41,42に注入し、型51,52に噴霧して型51,52および発泡体20を冷して発泡体20を固化させる。次いで、図4B(e)に示すように型を開けて発泡体20を取り出す。発泡体20はその後、例えば50〜70°Cの部屋に12〜24時間置いて養生させることで硬化を促進させ、ヒケ、変形を防止する。
次に、発泡体20の溝部230の詳細形状について、図5〜7を参照して説明する。以下では、おもて面20a側の溝部230についてのみ説明するが、裏面20b側の溝部230も同様の形状である。なお、本実施形態では、溝部230の中央にあるおもて面20aに直交する面を想定したときに、その面を挟んで溝部230は対称構な構造になっている。
突起211a,221aの高さ、係合面211,221が延びる方向に沿った長さ、及び各突起の個数は、芯材21,22と補強材30を組み立てるときの作業性(つまり、嵌合するときの力)と、芯材21,22を補強材30に嵌合した後の離脱力とを勘案して、適宜に設定される。
なお、図5に示したように、浅溝230aと深溝230bはそれぞれ複数個を交互に設けることが好ましい。これは、成形性と作業性を両立しつつ、係合面211,221が延びる方向に沿って複数の浅溝の位置が分散されるため、発泡体20の割断位置の精度が良好となるためである。
なお、図7に示す例では、ストッパ212,222はおもて面20aと同一の平面を構成しているが、これに限られない。ストッパ212,222は、補強材30がその長手方向に沿って移動して脱落することを防止できればよいので、必ずしもおもて面20aと同一平面である必要はなく、補強材30が係合する係合面211,221よりもおもて面20a側に突出していればよい。
次に、発泡体20が成形された後の工程について説明する。
発泡体20が成形されると、発泡体20を溝部230の浅溝230a及び深溝230bにおいて割断して、第1の芯材及び第2の芯材としての芯材21,22に分割する。次いで、図8に示すように、芯材21,22をそれぞれ補強材30の一方及び他方から嵌合して、芯材21,22と補強材30が一体となった内装材10を組み立てる。図9に示すように、内装材10において突起211a,221aが形成された箇所では芯材21,22の補強材30に対する面圧が高くなり、かつ仮に芯材21,22がそれぞれ図中の右方向又は左方向に移動した場合でも補強材30の突起30aが芯材21,22の突起211a,221aと当接して芯材21,22が補強材30から離脱しない。なお、図10に示すように、突起30aがない補強材30を使用してもよい。この場合でも、芯材21,22の突起211a,221aが設けられた位置で補強材30との間の面圧が高くなるため、芯材21,22がそれぞれ図中の右方向又は左方向に離脱し難くなる。
次に、図11〜17を参照して、実施形態の樹脂製パネル1を、金型を用いて成形する装置および方法について説明する。
図11に示すように、実施形態の成形装置90は、押出装置60と、押出装置60の下方に配置された型締装置70とを有する。押出装置60から押出された溶融状態の樹脂シートPは、型締装置70に送られ、型締装置70において溶融状態の樹脂シートPが成形される。なお、図11では、型締装置70及び溶融状態の樹脂シートPのみを断面図で示してある。
先ず、図11に示したように、押出装置60から溶融状態の樹脂シートPが各ダイスリットから鉛直下方に押し出される。この押し出された樹脂シートPはそれぞれ、ローラ65A,65Bを通して、一対の分割金型71A,71Bの間に供給される。この時点で、一対の分割金型71A,71Bは開位置にある。
また、あらかじめ、装飾シートを分割金型の形成面に設置しておき、樹脂シートPの成形と同時に、樹脂シートPを装飾シートに溶着させてもよい。
尚、布製の装飾シートとしては、不織布が好ましい。特に、かえしのある針を突き刺して機械的に繊維を結合させてなるニードルパンチ不織布を用いることが、溶着強度向上のうえで好ましい。
尚、形成面72A,72Bの周囲にある摺動部75A,75Bの先端から樹脂シートP側の空気を吸引できるように構成することで、樹脂シートPを摺動部75A,75Bに接触させた状態で、確実に保持することができる。また、キャビティを吸引して樹脂シートPを形成面72A,72Bに沿った形状にするときに、皺が発生することを抑制できる。
また、鉛直下方に溶融状態の樹脂シートを押し出す構成とすることで製造装置の占有面積を減らすことができる。なぜなら、例えば、水平方向に押し出して成形する場合は、水平方向に樹脂シートを移動させるための搬送装置が別途必要になるとともに、当該搬送装置や金型を押出装置と水平方向に並べて設置することが必要になるからである。
なお、上述した実施形態の樹脂製パネルの成形方法は、適宜変形するようにしてもよい。以下、実施形態の樹脂製パネルの成形方法の変形例について説明する。
上述した樹脂製パネルの成形方法では、一対のTダイが溶融状態の樹脂シートを押し出す場合について説明したが、円筒状のパリソンを切断しつつ押し出すことで樹脂シートを得るようにしてもよい。
上述した樹脂製パネルの成形方法では、一対の分割金型71A,71Bを閉位置に移動させる前に、樹脂シートPと一対の分割金型71A,71Bの形成面72A,72Bとの間にキャビティを形成する場合について説明したが、これに限られない。一対の分割金型71A,71Bを閉位置に移動させることでキャビティを形成するようにしてもよい。
上述した樹脂製パネルの成形方法では、樹脂シートPを一対の分割金型71A,71Bの形成面72A,72Bに押圧させるために、キャビティ内部の空気を吸引するようにした場合について説明したが、これに限られない。樹脂シートPに空気等の流体を吹き付けることによって樹脂シートPを一対の分割金型71A,71Bの形成面72A,72Bに押圧させるようにしてもよい(ブロー成形)。
上述した樹脂製パネルの成形方法では、溶融状態の樹脂シートの外層を分割金型の形成面に押圧させる工程は、キャビティからの吸引による方法、又はブロー成形による方法を用いたが、これらの方法に限られない。キャビティを形成することなく、内装材10を用いて溶融状態の樹脂シートを分割金型のキャビティに押し付ける方法を適用してもよい。この方法について、図16及び図17を参照して説明する。
図16は、溶融状態の樹脂シートに対して内装材10を押し付ける前の状態を示す図である。図17は、溶融状態の樹脂シートに対して内装材10を分割金型の形成面に達するまで押し付けた後の状態を示す図である。
マニピュレータ120がさらに移動させられ、樹脂シートPの外層が分割金型71Bの形成面72Bに達すると、図17に示す状態となる。このとき、マニピュレータ120によって樹脂シートPの外層が内装材10を介して形成面72Bに押し付けられる。その後、内装材10からマニピュレータ120が取り外される。
すなわち、図15に示したように、一対の分割金型71A,71Bを開位置から閉位置まで移動させて、型締する。これにより、一方の樹脂シートP(図面右側)に対して溶着されていた内装材10が他方の樹脂シートP(図面左側)に対しても溶着される。そして、一対の樹脂シートが分割金型71A,71Bの形成面72A,72Bに押圧させられ、図13に示すように、形成面72A,72Bに沿った形状、すなわち、樹脂製パネル1の略外形に形成される。さらに、一対の分割金型71A,71Bのピンチオフ部74A,74Bにおいて、一対の樹脂シートPの周縁が溶着させられ、パーティングラインPLが形成される。最後に、一対の分割金型71A,71Bを再び開位置に移動させ、成形した樹脂製パネル1を形成面72A,72Bから離間させ、パーティングラインPLまわりに形成されたバリを、カッター等で切断して除去する。以上で、樹脂シートSA、内装材10、樹脂シートSBが積層された樹脂製パネル1が完成する。
例えば、本発明の発泡構造材は、樹脂製パネルの内装材として用いる場合に限定されず、発泡構造材を樹脂シートで覆わずに、そのままの状態で、補強部材、緩衝部材、断熱部材などとして用いることができる。具体的には、木材などで形成された板材に固定したり、当該板材でサンドイッチして使用してもよい。
SA,SB…樹脂シート(表皮材シート)
1a…おもて面
1b…裏面
1c…側壁面
10…内装材(発泡構造材)
21…芯材
22…芯材
30…補強材
20…成形体
20a…おもて面
20b…裏面
20c…側壁面
230…溝部
230a…浅溝
230b…深溝
211,221…係合面
211a,221a…突起
212、222…ストッパ
50…成形装置
50a…キャビティ
41,42…冷却管
43,44…フィーダ
51,52…型
53,54…空室
55,56…蒸気注入口
57,58…冷却水注入口
60…押出装置
70…型締装置
61A,61B…Tダイ
65A,65B…ローラ
71A,71B…分割金型
72A,72B…形成面
73A,73B…真空チャンバ
74A,74B…ピンチオフ部
75A,75B…摺動部
90…成形装置
P…樹脂シート
Claims (9)
- 補強材を嵌合するための直線状の溝部が設けられた、発泡体である第1の芯材及び第2の芯材と、
第1の芯材及び第2の芯材の前記溝部がそれぞれ前記補強材の一方及び他方から嵌合されている補強材と、
を含み、
前記補強材は、断面形状がH形であって、
前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部は、H形の前記補強材の互いに対向する一対の面と係合する一対の係合面を含み、前記係合面には、前記補強材の前記一対の面に向かって突出する1又は複数の突起が形成されていることを特徴とする、
発泡構造材。 - 補強材を嵌合するための直線状の溝部が設けられた、発泡体である第1の芯材及び第2の芯材と、
第1の芯材及び第2の芯材の前記溝部がそれぞれ前記補強材の一方及び他方から嵌合されている補強材と、
を含み、
前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部の端には、前記補強材の脱落を防止するためのストッパが形成されていることを特徴とする、
発泡構造材。 - 前記ストッパは、前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部の両端に形成されていることを特徴とする、
請求項2に記載された発泡構造体。 - 補強材を嵌合するための直線状の溝部が設けられた、発泡体である第1の芯材及び第2の芯材と、
第1の芯材及び第2の芯材の前記溝部がそれぞれ前記補強材の一方及び他方から嵌合されている補強材と、
を含み、
第1の芯材及び第2の芯材のそれぞれの前記直線状の溝部には、当該溝部が形成されている直線方向に沿って、複数の浅溝と深溝がそれぞれ交互に形成されていることを特徴とする、
発泡構造材。 - 発泡構造材を表皮材シートで覆う樹脂製パネルの製造方法であって、
補強材を嵌合するための直線状の溝部が設けられる発泡体を、前記溝部において割断して、第1の芯材及び第2の芯材に分割する工程と、
第1の芯材及び第2の芯材をそれぞれ前記補強材の一方及び他方から嵌合して、芯材と補強材が一体となった発泡構造材を組み立てる工程と、
表皮材シートとなる樹脂シートを前記発泡構造材に溶着させる工程と
を含む、樹脂製パネルの製造方法。 - 前記補強材は、断面形状がH形であって、
前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部は、H形の前記補強材の互いに対向する一対の面と係合する一対の係合面を含み、前記係合面には1又は、前記補強材の前記一対の面に向かって突出する複数の突起が形成されていることを特徴とする、
請求項5に記載された、樹脂製パネルの製造方法。 - 前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部の端には、前記補強材の脱落を防止するためのストッパが形成されていることを特徴とする、
請求項5又は6に記載された、樹脂製パネルの製造方法。 - 前記ストッパは、前記第1の芯材及び前記第2の芯材の少なくともいずれかの芯材の溝部の両端に形成されていることを特徴とする、
請求項7に記載された樹脂製パネルの製造方法。 - 前記発泡体の溝部には、前記発泡体を割断するための溝として複数の浅溝と深溝がそれぞれ交互に形成されていることを特徴とする、
請求項5〜8のいずれかに記載された、樹脂製パネルの製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012288328A JP6032007B2 (ja) | 2012-12-28 | 2012-12-28 | 発泡構造材、樹脂製パネルの製造方法 |
| CN201380063558.8A CN104837606B (zh) | 2012-12-28 | 2013-11-21 | 发泡结构件、树脂制面板、树脂制面板的制造方法 |
| EP13868050.9A EP2942184B1 (en) | 2012-12-28 | 2013-11-21 | Foam structure, resin panel, and resin panel manufacturing method |
| US14/651,169 US9987821B2 (en) | 2012-12-28 | 2013-11-21 | Foam structural material, resin panel, and method for manufacturing a resin panel |
| CN201711043232.5A CN107839241B (zh) | 2012-12-28 | 2013-11-21 | 发泡结构件、树脂制面板 |
| PCT/JP2013/081431 WO2014103580A1 (ja) | 2012-12-28 | 2013-11-21 | 発泡構造材、樹脂製パネル、樹脂製パネルの製造方法 |
| US15/970,681 US10688751B2 (en) | 2012-12-28 | 2018-05-03 | Foam structural material, resin panel, and method for manufacturing a resin panel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012288328A JP6032007B2 (ja) | 2012-12-28 | 2012-12-28 | 発泡構造材、樹脂製パネルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014128938A JP2014128938A (ja) | 2014-07-10 |
| JP6032007B2 true JP6032007B2 (ja) | 2016-11-24 |
Family
ID=51020674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012288328A Active JP6032007B2 (ja) | 2012-12-28 | 2012-12-28 | 発泡構造材、樹脂製パネルの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US9987821B2 (ja) |
| EP (1) | EP2942184B1 (ja) |
| JP (1) | JP6032007B2 (ja) |
| CN (2) | CN107839241B (ja) |
| WO (1) | WO2014103580A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6315313B2 (ja) * | 2014-02-28 | 2018-04-25 | キョーラク株式会社 | サンドイッチパネルおよびサンドイッチパネルの製造方法 |
| JP6368985B2 (ja) * | 2014-08-29 | 2018-08-08 | キョーラク株式会社 | 成形方法 |
| JP6485052B2 (ja) * | 2015-01-14 | 2019-03-20 | キョーラク株式会社 | 樹脂製パネル |
| JP6519272B2 (ja) * | 2015-03-30 | 2019-05-29 | キョーラク株式会社 | 樹脂製パネル及び樹脂製パネルの製造方法 |
| JP6764746B2 (ja) * | 2016-09-29 | 2020-10-07 | キョーラク株式会社 | 発泡構造体、樹脂製パネル |
| US10836093B2 (en) | 2016-02-15 | 2020-11-17 | Kyoraku Co., Ltd. | Foamed structure and resin panel |
| JP6708362B2 (ja) * | 2016-02-25 | 2020-06-10 | キョーラク株式会社 | 樹脂製パネル |
| JP6764744B2 (ja) * | 2016-09-28 | 2020-10-07 | キョーラク株式会社 | 発泡構造体、樹脂製パネル |
| CN109641380B (zh) * | 2016-08-31 | 2021-04-13 | 京洛株式会社 | 发泡结构体以及树脂制面板 |
| JP6809757B2 (ja) * | 2016-08-31 | 2021-01-06 | キョーラク株式会社 | 発泡体、樹脂製パネル |
| JP6721834B2 (ja) * | 2016-09-29 | 2020-07-15 | キョーラク株式会社 | 金型及びその製造方法、並びに成形体の製造方法 |
| JP6855270B2 (ja) * | 2017-02-17 | 2021-04-07 | 積水樹脂株式会社 | 建材 |
| CN109808126B (zh) * | 2017-11-21 | 2024-05-28 | 广东美的生活电器制造有限公司 | 芯件、搅拌器、泡奶机以及搅拌器的制作方法 |
| JP6959522B2 (ja) * | 2017-11-29 | 2021-11-02 | キョーラク株式会社 | 樹脂製パネルの製造方法 |
| WO2019107319A1 (ja) * | 2017-11-29 | 2019-06-06 | キョーラク株式会社 | 樹脂製パネル及びその製造方法 |
| EP3527357B1 (de) * | 2018-02-20 | 2021-06-09 | Maucher Formenbau GmbH & Co. KG | Kern und verfahren zur herstellung und weiterverarbeitung eines solchen |
| JP7064133B2 (ja) * | 2018-04-27 | 2022-05-10 | キョーラク株式会社 | 構造体の製造方法及びパネル |
| JP7132489B2 (ja) * | 2018-04-27 | 2022-09-07 | キョーラク株式会社 | 構造体の製造方法及びパネル |
| WO2019208631A1 (ja) * | 2018-04-27 | 2019-10-31 | キョーラク株式会社 | 構造体の製造方法及びパネル |
| US20220139364A1 (en) * | 2020-11-02 | 2022-05-05 | Pratt & Whitney Canada Corp. | Sandwich-structured panels and method of manufacture |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5129628A (en) * | 1988-04-06 | 1992-07-14 | Vesper Dale E | Fence panel and wall construction |
| JPH0880538A (ja) * | 1994-09-13 | 1996-03-26 | Kanegafuchi Chem Ind Co Ltd | 発泡合成樹脂製板状部材の製造方法および発泡合成樹脂製組立容器 |
| JP4061744B2 (ja) * | 1997-11-26 | 2008-03-19 | 東レ株式会社 | Frp構造体およびその製造方法 |
| JP3367599B2 (ja) | 1998-05-14 | 2003-01-14 | 日鉄鋼板株式会社 | 断熱パネルの製造方法及びその切断装置 |
| JP3970690B2 (ja) | 2002-05-31 | 2007-09-05 | ニチハ株式会社 | 木質セメント板およびその製造方法 |
| JP5678406B2 (ja) * | 2009-01-31 | 2015-03-04 | キョーラク株式会社 | 樹脂製パネルおよびその製造方法 |
-
2012
- 2012-12-28 JP JP2012288328A patent/JP6032007B2/ja active Active
-
2013
- 2013-11-21 WO PCT/JP2013/081431 patent/WO2014103580A1/ja active Application Filing
- 2013-11-21 CN CN201711043232.5A patent/CN107839241B/zh active Active
- 2013-11-21 EP EP13868050.9A patent/EP2942184B1/en active Active
- 2013-11-21 US US14/651,169 patent/US9987821B2/en active Active
- 2013-11-21 CN CN201380063558.8A patent/CN104837606B/zh active Active
-
2018
- 2018-05-03 US US15/970,681 patent/US10688751B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2942184A4 (en) | 2016-09-14 |
| EP2942184A1 (en) | 2015-11-11 |
| US20180250911A1 (en) | 2018-09-06 |
| US10688751B2 (en) | 2020-06-23 |
| EP2942184B1 (en) | 2020-04-15 |
| US20150306844A1 (en) | 2015-10-29 |
| US9987821B2 (en) | 2018-06-05 |
| CN104837606B (zh) | 2017-12-01 |
| WO2014103580A1 (ja) | 2014-07-03 |
| JP2014128938A (ja) | 2014-07-10 |
| CN104837606A (zh) | 2015-08-12 |
| CN107839241B (zh) | 2023-06-13 |
| CN107839241A (zh) | 2018-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6032007B2 (ja) | 発泡構造材、樹脂製パネルの製造方法 | |
| JP5613442B2 (ja) | 表皮付きパネルの成形方法、表皮付きパネル | |
| JP5966429B2 (ja) | 樹脂パネルの製造方法、サンドイッチパネルの製造方法 | |
| KR101578593B1 (ko) | 수지 성형품의 성형방법 및 수지 성형품 | |
| JP6485052B2 (ja) | 樹脂製パネル | |
| JP6252749B2 (ja) | 樹脂製サンドイッチパネルおよび樹脂製サンドイッチパネルの製造方法 | |
| JP2018047586A (ja) | 発泡構造体、樹脂製パネル | |
| JP5083647B2 (ja) | 射出発泡成形品 | |
| KR20190061022A (ko) | 금형 및 그 제조 방법, 그리고 성형체의 제조 방법 | |
| JP3128664B2 (ja) | 電気装置用ハウジングパネルの製造方法 | |
| KR20190066010A (ko) | 발포성형체의 제조방법 | |
| JP6681569B2 (ja) | 発泡構造体、樹脂製パネル | |
| JP6764744B2 (ja) | 発泡構造体、樹脂製パネル | |
| JP5155053B2 (ja) | 樹脂発泡成形品及びその製造方法 | |
| JP7492108B2 (ja) | 構造体の製造方法及び金型 | |
| JP6764746B2 (ja) | 発泡構造体、樹脂製パネル | |
| JP6764748B2 (ja) | 樹脂積層体の製造方法 | |
| KR20130082287A (ko) | 발포성형물용 금형의 제조방법 | |
| JP2010162809A (ja) | 発泡成形品の製造方法 | |
| JP2002355846A (ja) | フォーム層付表皮一体発泡成形方法及び表皮一体発泡成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160927 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6032007 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |