JP4061744B2 - Frp構造体およびその製造方法 - Google Patents
Frp構造体およびその製造方法 Download PDFInfo
- Publication number
- JP4061744B2 JP4061744B2 JP32195898A JP32195898A JP4061744B2 JP 4061744 B2 JP4061744 B2 JP 4061744B2 JP 32195898 A JP32195898 A JP 32195898A JP 32195898 A JP32195898 A JP 32195898A JP 4061744 B2 JP4061744 B2 JP 4061744B2
- Authority
- JP
- Japan
- Prior art keywords
- frp
- groove
- core material
- resin
- frp structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 239000011162 core material Substances 0.000 claims description 68
- 229920005989 resin Polymers 0.000 claims description 45
- 239000011347 resin Substances 0.000 claims description 45
- 239000012783 reinforcing fiber Substances 0.000 claims description 43
- 239000000463 material Substances 0.000 claims description 34
- 230000003014 reinforcing effect Effects 0.000 claims description 27
- 238000000465 moulding Methods 0.000 claims description 20
- 239000000758 substrate Substances 0.000 claims description 11
- 238000005470 impregnation Methods 0.000 claims description 3
- 230000002787 reinforcement Effects 0.000 claims description 3
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 58
- 239000011151 fibre-reinforced plastic Substances 0.000 description 58
- 238000000034 method Methods 0.000 description 12
- 229920000049 Carbon (fiber) Polymers 0.000 description 6
- 239000004917 carbon fiber Substances 0.000 description 6
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 6
- 239000006260 foam Substances 0.000 description 5
- 239000002759 woven fabric Substances 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- -1 strands Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 239000011800 void material Substances 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 238000009787 hand lay-up Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images





Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、FRP構造体およびその製造方法に関し、とくにコア材を用いた軽量で高強度のFRP構造体の、コア材およびその周辺部の最適設計技術、およびそのFRP構造体を安価に効率よく製造できる方法に関する。
【0002】
【従来の技術】
軽量で高強度な素材として、FRP(繊維強化プラスチック)が各種産業分野で注目されており、中でもCFRP(炭素繊維強化プラスチック)が、その優れた機械特性等から注目されている。
【0003】
このFRPは、比較的大型の部材に成形する場合には、FRPのスキン材と軽量のコア材との組み合わせ構造、とくにコア材の両面にFRPスキン板を配置したサンドイッチ構造を採ることがある。このような構成により、大型でありながら軽量で、必要な強度、剛性を備えたFRP構造体が得られる。さらに補強するために、適当な部位にリブやキャップ部材の補強部材を配置することが有効であることも知られている。
【0004】
【発明が解決しようとする課題】
しかしながら、比較的大型のFRP構造体は、ハンドレイアップ法等で成形されることが多かったため、製造が容易ではなく、かつ、コストも比較的高いという問題があった。
【0005】
今度本発明者らは、比較的大型のFRP構造体を、容易にかつ安価に製造できる成形技術を確立した。
【0006】
そこで本発明の課題は、従来の技術に対し容易にかつ安価に製造できる、軽量かつ高強度、高剛性のFRP構造体と、その製造方法を提供することにあり、とくに、コア材およびその周辺部の最適な構造を提供することにある。
【0007】
【課題を解決するための手段】
上記課題を解決するために、本発明のFRP構造体は、コア材の両面にFRP板が配置されたサンドイッチ構造を有し、前記FRP板に対し実質的に並行に延びる部分と垂直に延びる部分とを有するFRP製の補強部材とを備えたFRP構造体であって、前記コア材の一端部の両面に、前記補強部材のFRP板に対し実質的に並行に延びる部分が嵌着される凹部が切り欠かれており、かつ、前記FRP板と前記FRP製の補強部材及び前記コア材が樹脂によって一体化されているとともに、前記コア材が、前記切り欠き凹部へと連通して成形時の樹脂の流路となる溝を有していることを特徴とするものからなる。
【0008】
このようなサンドイッチ構造により、軽量のコア材によってFRP構造体全体の軽量性を確保しつつ、両面に配置されたFRP板で強度、剛性及び表面の耐久性が確保でき、さらに垂直に延びる補強部材によってFRP構造体全体の一層高い強度、剛性を確保できる。
また、前記溝が大溝と、該大溝から分岐した小溝とに効果的に形成されており、前記切り欠き凹部に連通する溝が、該切り欠き凹部の底面まで延びていることから、大型の構造体でも効率良く成形出来る構造になっている。
そして、また 前記溝の深さをh、溝幅をw、溝の配設ピッチをpとするとき、
(a)200≧w×h≧1(mm2),(b)300≧p≧5(mm)
の関係が満たされる構造となっていることを特徴としている。
一端部の両面に切り欠き凹部が設けられ、該切り欠き凹部へと連通して樹脂の流路となる溝を有しているコア材と、該コア材の両面においてコア材の面方向に延びる強化繊維基材と、該強化繊維基材に対し実質的に並行に延びる部分と垂直に延びる部分とを有し、該並行に延びる部分が前記切り欠き凹部内に位置された補強部材形成用基材とを配置しておき、全体をバッグフイルムで覆った後バッグフイルムで覆われた内部を真空状態にし、樹脂を前記溝に注入してコア全体に樹脂を流動させながら、該樹脂を強化繊維基材に含浸することにより一発成形することを特徴とするFRP構造体の製造方法。
【0009】
また、本発明に係るFRP構造体の製造方法は、型内に、一端部の両面に切り欠き凹部が設けられ、該切り欠き凹部へと連通して樹脂の流路となる溝を有しているコア材と、該コア材の両面においてコア材の面方向に延びる強化繊維基材と、該強化繊維基材に対し実質的に並行に延びる部分と垂直に延びる部分とを有し、該並行に延びる部分が前記切り欠き凹部内に位置された補強部材形成用基材とを配置しておき、全体をバッグフイルムで覆った後バッグフイルムで覆われた内部を真空状態にし、樹脂を前記溝に注入してコア全体に樹脂を流動させながら、該樹脂を強化繊維基材に含浸することにより一発成形することを特徴とする製造方法からなる。この方法においては、注入された樹脂はコアに形成された溝を効果的に流動しながら該樹脂が強化繊維基材の厚み方向に順次含浸する。
【0010】
この一発成形により、比較的大型の補強部材内蔵FRP構造体が、軽量かつ高強度、高剛性の特性が確保されつつ、容易に効率よく、しかも安価に製造される。
【0011】
【発明の実施の形態】
以下に、本発明の望ましい実施の形態を、図面を参照しながら説明する。
【0012】
本発明に係るFRP構造体は、コア材と、該コア材の少なくとも片面に配置されたFRP板と、コア材の少なくとも一端部に配置され、FRP板に対し実質的に並行に延びる部分と垂直に延びる部分とを有する(つまり、L字形やコ字形、T字形、I字形等の断面を有する)FRP製の補強部材とを備えたものである。このFRP板と補強部材は、強化繊維とマトリックス樹脂とを含む複合材料である。これらFRP材の強化繊維としては、炭素繊維の織物、マット、ストランドや、ガラス繊維の織物、マット、ロービングを単独あるいは混合して使用することが好ましい。特に軽量化効果を最大限に発揮するためには炭素繊維の使用が好ましい。そして、その炭素繊維も、炭素繊維糸1糸条のフィラメント数が通常の10,000本未満のものではなく、10,000〜300,000本の範囲、より好ましくは50,000〜150,000本の範囲にあるトウ状の炭素繊維フィラメント糸を使用する方が、樹脂の含浸性、強化繊維基材としての取扱い性、さらには強化繊維基材の経済性において、より優れるため、好ましい。またFRP構造体の表面に炭素繊維の織物を配置すると、表面の意匠性が高められ、より好ましい。また、必要に応じて、あるいは要求される機械特性等に応じて、強化繊維の層を複数層に積層して強化繊維基材を形成し、その強化繊維基材に樹脂を含浸する。積層する強化繊維層には、一方向に引き揃えた繊維層や織物層を適宜積層でき、その繊維配向方向も、要求される強度の方向に応じて適宜選択できる。
【0013】
FRPの樹脂としては、エポキシ、不飽和ポリエステル、フェノール、ビニルエステルなどの熱硬化性樹脂が、成形性・コストの点で好ましい。ただし、ナイロンやABS樹脂等の熱可塑性樹脂や、熱硬化性樹脂と熱可塑性樹脂の混合樹脂も使用可能である。
【0014】
コア材としては、発泡体や木材等を使用でき、軽量化の点で発泡体が好ましい。発泡体の材質としては、ポリウレタン、ポリスチレン、ポリエチレン、ポリプロピレン、PVC、シリコンなどを用い、その比重は0.02から0.2の間で選択することが好ましい。比重が0.02未満のものを用いると、十分な強度が得られなくなる恐れが生じる。また、比重が0.2を超えると、強度は高くなるが、重量が嵩み軽量化という目的に反するものになってしまう。また、コア材としてハニカム材を用いることもできる。ハニカム材の材質としてはアルミハニカム、アラミドハニカムなどがあり、必要とされる強度等によりその材質、寸法を選択することができる。
【0015】
図1に、本発明に係るFRP構造体の代表的な構造例を示す。FRP構造体1は、コア材2と、コア材2の少なくとも一面(本実施態様では両面)に配置されたFRP板3a、3bと、各コア材2の少なくとも一端部(本実施態様では両端部)に配置された断面コ字状のFRP製の補強部材4a、4bとを有している。FRP構造体1の中央部に配置された補強部材4aは、補強用リブとして機能し、端部に配置された補強部材4bはキャップ部材として機能している。これら補強部材4a、4bの断面形状はコ字状以外にも、L字形やT字形、I字形等であっもよい。FRP板3aまたは3bに対し実質的に並行に延びる部分と垂直に延びる部分とを有する形状であればよい。このFRP板に対し実質的に並行に延びる部分、図1の例ではコ字状断面形状のフランジ部が、コア材2の端部の少なくとも一面に形成された切り欠き凹部2aに嵌着されている。この切り欠き凹部2aの深さと、そこに嵌着される補強部材部分の厚さとは実質的に等しいことが好ましく、それによってその上に配置されるFRP板の平面性が確保される。
【0016】
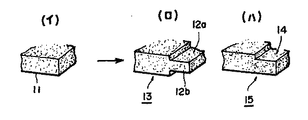
コア材2の切り欠き凹部は、たとえば図2に示すように形成されている。図2において、(イ)は、たとえば発泡体からなるコア材用の素材11であり、たとえば矩形に形成されている。この素材11の少なくとも一端部に、図2の(ロ)、(ハ)に示すように凹部が切り欠かれる。図2(ロ)に示す例では、図1に示したような断面コ字状の補強部材が装着できるように、両面に切り欠き凹部12a、12bが設けられたコア材13とされ、図2(ハ)に示す例では、片面のみに切り欠き凹部14が設けられたコア材15とされている。
【0017】
上記のようなFRP構造体は、真空バッグ法による一発成形法によって成形できる。この一発成形は、たとえば図3に示すように行われる。図3では、サンドイッチ構造を有するFRP構造体の成形について説明する。
【0018】
図3に示す方法においては、型21内に、発泡体等からなるコア材22が配置されるとともに、少なくともその両面に強化繊維基材23が配置される。コア材22は、本実施態様では複数の分割構成とされ、複数のコア材22が平面的にみて縦横に配列されている。配列されたコア材22の列の端部は、上記強化繊維基材23がコア材22を包み込むように配置されてもよいし、図3に示すように、コ字状のキャップ状強化繊維基材28を配置してもよい。
【0019】
各コア材22はたとえば図4に示すように構成されており、樹脂の通り道となる大溝24と、該大溝24から分岐した多数の小溝25を有している。この大溝24および小溝25を介して樹脂が強化繊維基材23の面方向に拡散され、拡散された樹脂が強化繊維基材23の厚み方向に基材23に含浸される。この実施態様では、コア材22自身に、溝部分により、樹脂を基材面方向に拡散するための拡散路を付与してあるが、この構造とは別に、あるいはこの構造とともに、別部材からなる、樹脂を強化繊維基材の面方向に拡散するシート状の媒体を設けてもよい。この媒体は、強化繊維基材23の上面側に、あるいは上下両面側に配置することができる。媒体の構造は特に限定されないが、図4に示したと同様の溝構造を有するシート状部材、あるいは縦横に溝を有するシート状部材、さらには網状部材等から構成できる。
【0020】
そして図4に示した実施態様では、コア材22の両側部(または四辺部)に切り欠き凹部26が形成されており、該切り欠き凹部26に図3に示すように断面コ字状のリブ用補強部材を形成するための強化繊維基材27が配置されている。パネルの中央部ではこのリブを形成するコ字状強化繊維基材27同士が突き合わされており、配列されたコア材22の端部部分では、コ字状のキャップ用強化繊維基材28が配置されており、これらがコア材22とともに、両面に配置した強化繊維基材23で覆われている。但し、配列されたコア材22の端部部分を強化繊維基材23で覆うようにする場合等には、該端部部分のコ字状のキャップ状強化繊維基材28は必ずしも設ける必要はない。
【0021】
上記強化繊維基材23の型の上面側が、バッグフイルム29で覆われ、内部が真空ポンプ30による吸引によって真空状態にされる。次いで、バルブ31を開いて、液状の樹脂32が上記真空状態に保たれた型21内に注入される。注入は、多孔質材等からなるエッジブリーザ33を介して行われ、ポンプ30への吸引も同様のエッジブリーザ34を介して行われる。樹脂の注入位置、真空吸引位置、エッジブリーザは33、34の設置位置は、適宜変更できる。たとえば、FRP構造体の中央部から樹脂を注入するようにすることもできる。また、本実施態様では、強化繊維基材23の上面を直接バッグフイルム29で覆うようにしたが、必要に応じて、間に成形後に剥離される離型資材(図示略)を介装してもよい。上記実施態様では、バッグフイルム29自身が離型資材の機能を備えている。必要に応じて設ける離型資材としては、樹脂は通過できるが硬化後に剥がされFRP構造体から取り除くことが可能な離型資材(たとえば、ナイロン製タフタ織物シートなど)が好ましい。さらにまた、バッグフイルム29と強化繊維基材23の型の上面側との間に、鉄板等の剛性板を配置してもよい。
【0022】
注入された樹脂は、前述の如く、コア材22の大溝24、小溝25に沿って強化繊維基材23の表面の面方向に速やかに拡散しつつ、強化繊維基材23の厚み方向に徐々に含浸される。このとき同時に、リブやキャップを形成するコ字状強化繊維基材27、28にも樹脂が含浸され、リブやキャップが一体に成形される。含浸された樹脂が、常温で、場合によっては加熱によって硬化され、FRP構造体が完成する。硬化後にバッグフイルム29が取り除かれ、硬化したFRP構造体が型21から取り出される。このように、FRP構造体が一発成形される。上記成形において、コア材に設けられた溝は、成形の際の樹脂の通り道となる。この溝と前述のコア材に設ける切り欠き凹部との関係は、各種の態様を採ることができる。
【0023】
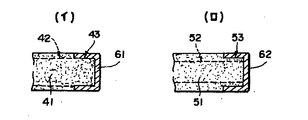
たとえば図5(イ)に示すように、コア材41に溝42を複数条並設し、該溝42を、端部に設けた切り欠き凹部43と連通するように形成すれば、成形時に樹脂を円滑に切り欠き凹部43に導いて、該部分に配置されている補強部材形成用基材に容易に樹脂を拡散させることができる。また、図5(ロ)に示すように、溝52が切り欠き凹部53の底面まで延びるコア材51とすれば、一層良好な樹脂の拡散を行わせることができるとともに、この延長部分は樹脂のみあるいは樹脂リッチの部分に成形されるのでボイドの逃げ場にもなり、FRP成形部分のボイド率の低下にも寄与できる。
【0024】
上記図5(イ)、(ロ)に示したコア材41、51に、FRP製の補強部材61、62あるいは該補強部材形成用の強化繊維基材を配置した構造は、それぞれ、図6の(イ)、(ロ)のようになる。
【0025】
さらに、図5の(ハ)に示すように、コア材71に、切り欠き凹部73の延設方向と並行する方向に延びる溝72を刻設することもでき、さらにコア材71の他の部位の表面に、溝72と並行する溝74を刻設しておくこともできる。溝72は、主として補強部材部分への樹脂の拡散に寄与し、溝74はFRP板形成用強化繊維基材への樹脂拡散に寄与する。
【0026】
上記のようなコア材に形成される溝は、図7に示すように、そのピッチp、深さh、幅wを、成形条件(温度、圧力等)や用いる樹脂の粘度等に応じて適宜設定できる。たとえば、
(a)200≧w×h≧1(mm2 ),(b)300≧p≧5(mm)
より好ましくは、
(a)100≧w×h≧5(mm2 ),(b)100≧p≧20(mm)
に設定される。w×hが小さすぎると成形速度が遅くなる。逆に大きすぎると樹脂が多くなり、成形体の重量が大きくなる。pが狭すぎると樹脂が多くなり、成形体の重量が大きくなる。逆に広すぎると成形速度が遅く、また、含浸不良となり、安定成形が困難になる。
【0027】
このように、切り欠き凹部、溝を有する最適なコア材が設計され、それによって、補強部材部分を含めたFRP構造体全体の一発成形が容易化される。
【0028】
【発明の効果】
以上説明したように、本発明のFRP構造体およびその製造方法によれば、とくにコア材の構造の最適化により、軽量で高強度、高剛性の比較的大型のFRP構造体を一発成形により容易にかつ安価に製造できる。
【図面の簡単な説明】
【図1】本発明の一実施態様に係るFRP構造体の断面図である。
【図2】本発明におけるコア材の切り欠き凹部の形成例を示す部分斜視図である。
【図3】本発明に係る一発成形方法の一例を示す概略構成図である。
【図4】図3の方法で用いられるコア材の拡大斜視図である。
【図5】コア材の溝形成例を示す部分斜視図である。
【図6】図5の(イ)、(ロ)に対応するコア材の端部断面図である。
【図7】コア材の溝部の断面図である。
【符号の説明】
1 FRP構造体
2、13、15、22、41、51、71 コア材
3a、3b FRP板
4a、4b、61、62 補強部材
11 コア材の素材
12a、12b、14、26、43、53、73 切り欠き凹部
21 型
23 強化繊維基材
24、25、42、52、72、74 溝
27、28 コ字状強化繊維基材
29 バッグフイルム
30 真空ポンプ
31 バルブ
32 樹脂
33、34 エッジブリーザ
Claims (9)
- コア材の両面にFRP板が配置されたサンドイッチ構造を有し、前記FRP板に対し実質的に並行に延びる部分と垂直に延びる部分とを有するFRP製の補強部材とを備えたFRP構造体であって、前記コア材の一端部の両面に、前記補強部材のFRP板に対し実質的に並行に延びる部分が嵌着される凹部が切り欠かれており、かつ、前記FRP板と前記FRP製の補強部材及び前記コア材が樹脂によって一体化されているとともに、前記コア材が、前記切り欠き凹部へと連通して成形時の樹脂の流路となる溝を有していることを特徴とするFRP構造体。
- 前記溝が、大溝と、該大溝から分岐した小溝とに形成されている、請求項1に記載のFRP構造体。
- 前記切り欠き凹部に連通する溝が、該切り欠き凹部の底面まで延びている、請求項1に記載のFRP構造体。
- 前記切り欠き凹部の底面と、それ以外のコア材の表面とに、それぞれ溝が設けられている、請求項1に記載のFRP構造体。
- 前記溝が複数条並設されている、請求項1に記載のFRP構造体。
- 前記溝の深さをh、溝幅をw、溝の配設ピッチをpとするとき、
(a)200≧w×h≧1(mm2),(b)300≧p≧5(mm)
の関係が満たされている、請求項1に記載のFRP構造体。 - 型内に、一端部の両面に切り欠き凹部が設けられ、該切り欠き凹部へと連通して樹脂の流路となる溝を有しているコア材と、該コア材の両面においてコア材の面方向に延びる強化繊維基材と、該強化繊維基材に対し実質的に並行に延びる部分と垂直に延びる部分とを有し、該並行に延びる部分が前記切り欠き凹部内に位置された補強部材形成用基材とを配置しておき、全体をバッグフイルムで覆った後バッグフイルムで覆われた内部を真空状態にし、樹脂を前記溝に注入してコア全体に樹脂を流動させながら、該樹脂を強化繊維基材に含浸することにより一発成形することを特徴とするFRP構造体の製造方法。
- 前記補強部材形成用基材も強化繊維基材からなる、請求項7に記載のFRP構造体の製造方法。
- 前記補強部材形成用基材が、予め成形されたFRP製の基材からなる、請求項7に記載のFRP構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32195898A JP4061744B2 (ja) | 1997-11-26 | 1998-11-12 | Frp構造体およびその製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34069597 | 1997-11-26 | ||
| JP9-340695 | 1997-11-26 | ||
| JP32195898A JP4061744B2 (ja) | 1997-11-26 | 1998-11-12 | Frp構造体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11216789A JPH11216789A (ja) | 1999-08-10 |
| JP4061744B2 true JP4061744B2 (ja) | 2008-03-19 |
Family
ID=26570641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP32195898A Expired - Fee Related JP4061744B2 (ja) | 1997-11-26 | 1998-11-12 | Frp構造体およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4061744B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2573671T3 (es) * | 1999-12-28 | 2016-06-09 | Milliken & Company | Núcleos de material compuesto reforzados con fibras |
| DK176135B1 (da) * | 2004-11-30 | 2006-09-18 | Lm Glasfiber As | Vakuuminfusion ved hjælp af semipermeabel membran |
| JP4734967B2 (ja) * | 2005-03-03 | 2011-07-27 | 横浜ゴム株式会社 | 周波数選択板を積層したハニカムサンドイッチパネルの製造方法 |
| JP2007210101A (ja) * | 2006-01-13 | 2007-08-23 | Jfe Engineering Kk | 構造体及びその製造方法、並びに容器及びその製造方法 |
| US10112361B2 (en) * | 2008-04-30 | 2018-10-30 | Kyoraku Co., Ltd. | Core material for sandwich panel, method of molding core material for sandwich panel, sandwich panel, and method of molding sandwich panel |
| KR100994414B1 (ko) | 2008-05-27 | 2010-11-15 | (주)동아 에이치아이 | 충진에 의한 보강구조를 갖는 거더 |
| JP5678406B2 (ja) * | 2009-01-31 | 2015-03-04 | キョーラク株式会社 | 樹脂製パネルおよびその製造方法 |
| JP2014141084A (ja) * | 2012-12-26 | 2014-08-07 | Hikari Resin Kogyo Co Ltd | 積層構造及びその製造方法、避難用シェルター及びその製造方法 |
| JP6032007B2 (ja) * | 2012-12-28 | 2016-11-24 | キョーラク株式会社 | 発泡構造材、樹脂製パネルの製造方法 |
| JP6855270B2 (ja) * | 2017-02-17 | 2021-04-07 | 積水樹脂株式会社 | 建材 |
| DE102019114434A1 (de) * | 2019-05-29 | 2020-12-03 | Airbus Operations Gmbh | Verfahren zum Herstellen einer Verbundstruktur und Verbundbauteil für eine Bodenstruktur |
| CN117774400B (zh) * | 2023-12-29 | 2024-09-06 | 南通智凯瑞玻璃钢复合材料有限公司 | 一种玻璃钢复合板制备设备 |
-
1998
- 1998-11-12 JP JP32195898A patent/JP4061744B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11216789A (ja) | 1999-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4061744B2 (ja) | Frp構造体およびその製造方法 | |
| CA2713204C (en) | Fiber reinforced core panel | |
| US5599606A (en) | Sheet-like sandwich molding | |
| US9120253B2 (en) | Methods of RTM molding | |
| US8646183B2 (en) | Process for forming a fiber reinforced core panel able to be contoured | |
| JP4106826B2 (ja) | 繊維強化樹脂構造体およびその製造方法 | |
| JPH11254566A (ja) | Frp構造体およびその製造方法 | |
| WO2000048830A1 (fr) | Structure en stratifie plastique renforce et sa methode de fabrication | |
| JP2000043173A (ja) | コア材とそれを用いたfrp構造体およびその製造方法 | |
| JP2000043171A (ja) | Frp構造体およびその製造方法 | |
| JP3968895B2 (ja) | Frp構造体の製造方法 | |
| JP4839523B2 (ja) | 繊維強化樹脂の製造方法 | |
| JP2000043172A (ja) | Frpサンドイッチ構造体およびその製造方法 | |
| JP4009921B2 (ja) | Frp製サンドイッチパネル | |
| JP3874228B2 (ja) | Frp構造体の製造方法 | |
| JP4211102B2 (ja) | Frp構造体 | |
| US20120238168A1 (en) | Fiber reinforced core panel able to be contoured | |
| JP3994552B2 (ja) | Frp製屋根材およびその製造方法 | |
| JP2000233464A (ja) | Frp構造体およびその製造方法 | |
| JPH11159056A (ja) | ハウジング用パネル、ハウスおよびそれらの製造方法 | |
| JP6731875B2 (ja) | 繊維強化複合体 | |
| JP2001260238A (ja) | Rtm成形法およびfrp成形体 | |
| JP2000079649A (ja) | Frp構造体およびその製造方法 | |
| WO2012125224A1 (en) | Fiber reinforced core panel able to be contoured | |
| JP2017217769A (ja) | シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050427 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070918 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071217 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120111 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130111 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140111 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |