JP6025330B2 - 開口部を有する成形された研磨粒子 - Google Patents
開口部を有する成形された研磨粒子 Download PDFInfo
- Publication number
- JP6025330B2 JP6025330B2 JP2011542206A JP2011542206A JP6025330B2 JP 6025330 B2 JP6025330 B2 JP 6025330B2 JP 2011542206 A JP2011542206 A JP 2011542206A JP 2011542206 A JP2011542206 A JP 2011542206A JP 6025330 B2 JP6025330 B2 JP 6025330B2
- Authority
- JP
- Japan
- Prior art keywords
- abrasive particles
- shaped abrasive
- openings
- particles
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
- C09K3/1418—Abrasive particles per se obtained by division of a mass agglomerated by sintering
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/22—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by pressing in moulds or between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09G—POLISHING COMPOSITIONS; SKI WAXES
- C09G1/00—Polishing compositions
- C09G1/02—Polishing compositions containing abrasives or grinding agents
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24364—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.] with transparent or protective coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
- Y10T428/24413—Metal or metal compound
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
- Y10T428/256—Heavy metal or aluminum or compound thereof
- Y10T428/257—Iron oxide or aluminum oxide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
Description
本明細書で使用されているように、「含む」、「有する」、及び「包含する」という単語の形態は、法律的に同意義でありかつ制約されない。それゆえ、列挙されている要素、機能、工程又は制限に加えて、列挙されていない付加的な要素、機能、工程又は制限が存在し得る。
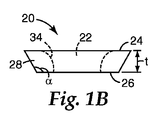
図1A、1B、及び1Cを参照すると、例示の開口部22を有する成形された研磨粒子20が図示されている。開口部22を有する成形された研磨粒子20が作製される材料は、αアルミナを含む。αアルミナの成形された研磨粒子は、本明細書で後述するように、ゲル化され、型で成形され、その形を維持するために乾燥され、か焼され、焼結された、酸化アルミニウム一水和物の分散により作製されてよい。成形された研磨粒子の形は、次に成形された構造体に形成される、結合剤中の研磨粒子を含む粒塊を形成するための結合剤を必要とせずに維持される。
図6を参照すると、被覆された研磨物品50は、裏材52の第1の主表面52に塗布される結合剤の第1の層(以下、メークコート54と呼ぶ)を有する裏材52を含む。メークコート54に付着する又は部分的に埋め込まれるのは、開口部22を有する複数の成形された研磨粒子20であり、研磨層を形成する。開口部22を有する成形された研磨粒子20には、結合剤の第2の層(以下、サイズコート58と呼ぶ)が塗布される。メークコート54の目的は、開口部22を有する成形された研磨粒子20を裏材52に固定することであり、サイズコート58の目的は、開口部22を有する成形された研磨粒子20を補強することである。開口部22を有する成形された研磨粒子20は、示されるように先端部又は頂点が裏材52から離れるように、又は裏材52に向いて配向されてよい。前述したように、開口部22を有する成形された研磨粒子20の開口部22は、メークコート54、サイズコート58、スーパーサイズコート、研削助剤、空隙、又は被覆された研磨物品50の製造方法及びこの特定の研磨物品の用途に使用される開口部22の主要目的に応じたこれらの任意の組み合わせを含んでよい。
第1のプロセス工程は、αアルミナに転換可能なシードされた又はシードされていない研磨材分散液のいずれかを提供する工程を伴う。αアルミナ前駆体組成物は、揮発性成分である液体を含むことが多い。一実施形態において、揮発性成分は水である。研磨材分散液は、成形型の空洞を充填して成形型表面を複製することを可能にするために、研磨材分散液の粘性を十分に低くするために十分な量でありながらも、後に成形型の空洞から液体を除去することを実現不可能なほど高価にしない程度の量の液体を含まなくてはならない。一実施形態において、研磨材分散液は、αアルミナに転換可能な、酸化アルミニウム一水和物(ベーマイト)のような粒子を2重量%〜90重量%、及び水のような揮発性成分を少なくとも10重量%、又は50重量%〜70重量%、又は50重量%〜60重量%含む。逆に、いくつかの実施形態における研磨材分散液は、固体を30重量%〜50重量%、又は40重量%〜50重量%含有する。
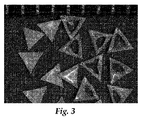
次の配合を使用してベーマイトゾルゲルの試料を作製した。つまり、水(7087部)及び70%の含水硝酸(212部)を含有する溶液を13分間高せん断混合することによって、商品名「DISPERAL」を有する酸化アルミニウム一水和物粉末(4824部)を分散させた。結果として生じるゾルゲルは、1時間放置してから被覆した。ゾルゲルは、28ミル(0.711mm)の深さ及び各辺110ミル(2.794mm)の三角形の成形型の空洞を有する生産工具に押し入れた。側壁と成形型の底面とがなす抜き勾配αは98度であった。生産工具は、成形型の空洞の50%が、三角形の一辺と90度の角度で交差する空洞の底面から上がる8つの平行の隆起部を有し、残りの空洞が平滑な成形型底面を有するように製造された。上記で参照された代理人整理番号64792US002の特許出願に記述されているように、平行な隆起部は0.277mm毎の定間隔で置かれ、隆起部の断面は、高さ0.0127mmで、それぞれの隆起部の側部が先端となす角度が45度の三角形であった。ゾルゲルは、生産工具の全ての開口部が完全に埋まるように、真空スロットダイコーティングステーションを使用して空洞に押し入れた。離型剤(水中2%のピーナッツオイル)を使用して、生産工具に約1mg/in2(0.155mg/cm2)のピーナッツオイルを塗布した。ゾルゲルで被覆された生産工具を、10フィート/分(3.05m/分)で27フィート(8.23m)の空気対流炉を通過させた。13.5フィート(4.11m)のゾーン1区域は、60%の気流速度において135℃、13.5フィート(4.11m)のゾーン2区域は、40%の気流速度において121℃に設定した。超音波ホーンを通過させることにより、成形された研磨粒子の前駆体を生産工具から取り出した。成形された研磨粒子の前駆体を約650℃でか焼し、次に、(酸化物として報告された)濃度がそれぞれ1.8%のMgO、Y2O3、Nd2O3及びLa2O3硝酸混合液で飽和した。過剰な酢酸溶液を除去し、飽和した、開口部を有する成形された研磨粒子の前駆体を乾燥させ、その後粒子を650℃で再か焼し、約1400℃で焼結した。か焼及び焼結のいずれも、回転管状窯を使用して実行した。
2回目の使用時に、ピーナッツオイル離型剤で生産工具を再処理しないことを除いて、上述の手順に従った。成形型の空洞に存在するピーナッツオイルを低減させることは、個々の三角形の粒子に開口部22を作製するための条件と考えられた。
2.開口部を有する三角形(ディスクあたり9gの鉱物)
3.開口部を有さない三角形(ディスクあたり18gの鉱物)
4.321 CUBITRON grain(ランダムに粉砕)(−18+20メッシュ、ディスクあたり18gの鉱物)
Claims (5)
- 開口部を有する成形された研磨粒子であって、
前記成形された研磨粒子がαアルミナを含み、厚さ10〜1000マイクロメートルによって離隔される外辺部を有する第1の面及び第2の面を有し、
前記開口部が前記第1の面及び前記第2の面を貫通する、研磨粒子。 - 前記第1の面及び前記第2の面の外辺部が三角形を含み、前記第1の面又は前記第2の面が一方の面よりも小さい、請求項1に記載の研磨粒子。
- 前記開口部が実質的に三角形を含む、請求項2に記載の研磨粒子。
- 前記成形された研磨粒子の嵩密度が1.35g/cm3未満である、請求項1に記載の研磨粒子。
- 前記成形された研磨粒子は、前記外辺部が閉鎖多角形を含み、前記開口部の外周部が前記外辺部と同形状である閉鎖多角形を含む形状である、請求項1に記載の研磨粒子。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/337,112 US8142532B2 (en) | 2008-12-17 | 2008-12-17 | Shaped abrasive particles with an opening |
| US12/337,112 | 2008-12-17 | ||
| PCT/US2009/066199 WO2010077518A1 (en) | 2008-12-17 | 2009-12-01 | Shaped abrasive particles with an opening |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012512047A JP2012512047A (ja) | 2012-05-31 |
| JP2012512047A5 JP2012512047A5 (ja) | 2012-08-30 |
| JP6025330B2 true JP6025330B2 (ja) | 2016-11-16 |
Family
ID=42240900
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011542206A Active JP6025330B2 (ja) | 2008-12-17 | 2009-12-01 | 開口部を有する成形された研磨粒子 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8142532B2 (ja) |
| EP (1) | EP2385889B1 (ja) |
| JP (1) | JP6025330B2 (ja) |
| KR (1) | KR101800900B1 (ja) |
| CN (1) | CN102281993B (ja) |
| BR (1) | BRPI0918330B1 (ja) |
| WO (1) | WO2010077518A1 (ja) |
Families Citing this family (179)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8142532B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with an opening |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| EP2370232B1 (en) * | 2008-12-17 | 2015-04-08 | 3M Innovative Properties Company | Shaped abrasive particles with grooves |
| US8142891B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Dish-shaped abrasive particles with a recessed surface |
| CN102666017B (zh) | 2009-12-02 | 2015-12-16 | 3M创新有限公司 | 双锥形成形磨粒 |
| KR101367472B1 (ko) * | 2009-12-03 | 2014-02-25 | 신닛테츠스미킨 카부시키카이샤 | 강판의 산세 방법 및 산세 장치 |
| US8480772B2 (en) | 2009-12-22 | 2013-07-09 | 3M Innovative Properties Company | Transfer assisted screen printing method of making shaped abrasive particles and the resulting shaped abrasive particles |
| EP3536454B1 (en) | 2010-03-03 | 2022-10-26 | 3M Innovative Properties Company | Bonded abrasive wheel |
| CN102858496B (zh) | 2010-04-27 | 2016-04-27 | 3M创新有限公司 | 陶瓷成形磨粒及其制备方法以及包含陶瓷成形磨粒的磨具制品 |
| US8728185B2 (en) | 2010-08-04 | 2014-05-20 | 3M Innovative Properties Company | Intersecting plate shaped abrasive particles |
| JP6021814B2 (ja) | 2010-11-01 | 2016-11-09 | スリーエム イノベイティブ プロパティズ カンパニー | 成形研磨粒子及び作製方法 |
| CN105713568B (zh) | 2010-11-01 | 2018-07-03 | 3M创新有限公司 | 用于制备成形陶瓷磨粒的激光法、成形陶瓷磨粒以及磨料制品 |
| EP2658680B1 (en) | 2010-12-31 | 2020-12-09 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles comprising abrasive particles having particular shapes and methods of forming such articles |
| WO2012112322A2 (en) | 2011-02-16 | 2012-08-23 | 3M Innovative Properties Company | Electrostatic abrasive particle coating apparatus and method |
| CA2827223C (en) | 2011-02-16 | 2020-01-07 | 3M Innovative Properties Company | Coated abrasive article having rotationally aligned formed ceramic abrasive particles and method of making |
| CN102689270B (zh) * | 2011-03-22 | 2015-04-01 | 中芯国际集成电路制造(上海)有限公司 | 固结磨料抛光垫及其制备方法 |
| WO2012141905A2 (en) | 2011-04-14 | 2012-10-18 | 3M Innovative Properties Company | Nonwoven abrasive article containing elastomer bound agglomerates of shaped abrasive grain |
| WO2013003830A2 (en) | 2011-06-30 | 2013-01-03 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particles of silicon nitride |
| CN103764349B (zh) | 2011-06-30 | 2017-06-09 | 圣戈本陶瓷及塑料股份有限公司 | 液相烧结碳化硅研磨颗粒 |
| JP6151689B2 (ja) | 2011-07-12 | 2017-06-21 | スリーエム イノベイティブ プロパティズ カンパニー | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 |
| EP3590657A1 (en) | 2011-09-07 | 2020-01-08 | 3M Innovative Properties Company | Bonded abrasive article |
| RU2586181C2 (ru) | 2011-09-07 | 2016-06-10 | Зм Инновейтив Пропертиз Компани | Способ абразивной обработки заготовки |
| EP2567784B1 (en) | 2011-09-08 | 2019-07-31 | 3M Innovative Properties Co. | Bonded abrasive article |
| EP2760639B1 (en) | 2011-09-26 | 2021-01-13 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| KR20140106713A (ko) | 2011-12-30 | 2014-09-03 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자 및 이의 형성방법 |
| BR112014016159A8 (pt) | 2011-12-30 | 2017-07-04 | Saint Gobain Ceramics | formação de partículas abrasivas moldadas |
| CN104114327B (zh) | 2011-12-30 | 2018-06-05 | 圣戈本陶瓷及塑料股份有限公司 | 复合成型研磨颗粒及其形成方法 |
| CA3170246A1 (en) * | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having complex shapes and methods of forming same |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| EP2830829B1 (en) | 2012-03-30 | 2018-01-10 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| EP2834040B1 (en) * | 2012-04-04 | 2021-04-21 | 3M Innovative Properties Company | Abrasive particles, method of making abrasive particles, and abrasive articles |
| IN2014DN10170A (ja) | 2012-05-23 | 2015-08-21 | Saint Gobain Ceramics | |
| US20130337725A1 (en) | 2012-06-13 | 2013-12-19 | 3M Innovative Property Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| US10106714B2 (en) | 2012-06-29 | 2018-10-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| EP3170879B1 (de) | 2012-08-02 | 2021-09-08 | Robert Bosch GmbH | Schleifkorn mit einer oberfläche, die mindestens eine grundfläche mit einer aussenkontur enthält, die mindestens sieben ecken aufweist |
| EP2692818A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Hauptoberflächen und Nebenoberflächen |
| EP2692814A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn, enthaltend eine erste Fläche ohne Ecke und zweite Fläche mit Ecke |
| US9914863B2 (en) | 2012-08-02 | 2018-03-13 | Robert Bosch Gmbh | Abrasive particle with at most three surfaces and one corner |
| EP2692821A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Basiskörper und Aufsatzkörper |
| EP2692819A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch GmbH | Schleifkorn mit Basisfläche und Erhebungen |
| EP2692820A1 (de) * | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Basiskörper, Erhebung und Öffnung |
| EP2692813A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Erhebungen verschiedener Höhen |
| EP2692817A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit unter einem Winkel angeordneten Platten |
| EP2692816A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit einander durchdringenden flächigen Körpern |
| EP2692815A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit konkavem Abschnitt |
| RU2614488C2 (ru) | 2012-10-15 | 2017-03-28 | Сен-Гобен Абразивс, Инк. | Абразивные частицы, имеющие определенные формы, и способы формирования таких частиц |
| PL2914402T3 (pl) | 2012-10-31 | 2021-09-27 | 3M Innovative Properties Company | Ukształtowane cząstki ścierne oraz wyroby ścierne obejmujące sposoby ich wytwarzania |
| US9074119B2 (en) | 2012-12-31 | 2015-07-07 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| WO2014137972A1 (en) * | 2013-03-04 | 2014-09-12 | 3M Innovative Properties Company | Nonwoven abrasive article containing formed abrasive particles |
| MX2015012492A (es) | 2013-03-12 | 2016-04-21 | 3M Innovative Properties Co | Articulo abrasivo aglomerado. |
| WO2014160578A1 (en) | 2013-03-29 | 2014-10-02 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| CN105073343B (zh) | 2013-03-29 | 2017-11-03 | 圣戈班磨料磨具有限公司 | 具有特定形状的磨粒、形成这种粒子的方法及其用途 |
| WO2014176108A1 (en) | 2013-04-24 | 2014-10-30 | 3M Innovative Properties Company | Coated abrasive belt |
| JP6373982B2 (ja) | 2013-06-24 | 2018-08-15 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨粒子、研磨粒子の作製方法、及び研磨物品 |
| TW201502263A (zh) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | 包含成形研磨粒子之研磨物品 |
| TWI527887B (zh) * | 2013-06-28 | 2016-04-01 | 聖高拜陶器塑膠公司 | 包含成形研磨粒子之研磨物品 |
| US9902046B2 (en) | 2013-09-16 | 2018-02-27 | 3M Innovative Properties Company | Nonwoven abrasive article with wax antiloading compound and method of using the same |
| MX2016004000A (es) | 2013-09-30 | 2016-06-02 | Saint Gobain Ceramics | Particulas abrasivas moldeadas y metodos para formación de ellas. |
| PL3052271T3 (pl) | 2013-10-04 | 2021-10-04 | 3M Innovative Properties Company | Spojone wyroby ścierne i sposoby |
| WO2015058092A2 (en) * | 2013-10-18 | 2015-04-23 | Skarie James B | Traction media and traction enhancing systems for dispensing such traction media |
| CN105992805B (zh) * | 2013-12-19 | 2018-02-16 | 金世博股份公司 | 磨粒及具有高研磨性能的磨料 |
| EP3083870B1 (de) * | 2013-12-19 | 2017-11-01 | Klingspor AG | Verfahren zur herstellung von mehrschicht-schleifpartikeln |
| WO2015100220A1 (en) | 2013-12-23 | 2015-07-02 | 3M Innovative Properties Company | A coated abrasive article maker apparatus |
| US11344998B2 (en) | 2013-12-23 | 2022-05-31 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| EP3089851B1 (en) | 2013-12-31 | 2019-02-06 | Saint-Gobain Abrasives, Inc. | Abrasive article including shaped abrasive particles |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| JP6637431B2 (ja) | 2014-02-14 | 2020-01-29 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及びその使用方法 |
| CN106062122B (zh) | 2014-02-27 | 2018-12-07 | 3M创新有限公司 | 磨料颗粒、磨料制品及其制备和使用方法 |
| JP6452295B2 (ja) * | 2014-03-19 | 2019-01-16 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨パッド及びガラス基板の研磨方法 |
| DE202014101741U1 (de) | 2014-04-11 | 2014-05-09 | Robert Bosch Gmbh | Teilweise beschichtetes Schleifkorn |
| DE202014101739U1 (de) | 2014-04-11 | 2014-05-09 | Robert Bosch Gmbh | Schleifkorn mit Knoten und Fortsätzen |
| CA3123554A1 (en) | 2014-04-14 | 2015-10-22 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| CN106457521A (zh) | 2014-04-14 | 2017-02-22 | 圣戈本陶瓷及塑料股份有限公司 | 包括成形磨粒的研磨制品 |
| WO2015164211A1 (en) | 2014-04-21 | 2015-10-29 | 3M Innovative Properties Company | Abrasive particles and abrasive articles including the same |
| US9902045B2 (en) | 2014-05-30 | 2018-02-27 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| CN106794570B (zh) | 2014-08-21 | 2020-07-10 | 3M创新有限公司 | 具有多重化磨料颗粒结构的带涂层磨料制品及制备方法 |
| CN106573361B (zh) | 2014-08-27 | 2019-07-09 | 3M创新有限公司 | 制备磨料制品的方法 |
| KR102442945B1 (ko) | 2014-09-15 | 2022-09-14 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마 용품을 제조하는 방법 및 그것에 의해 준비 가능한 접합식 연마 휠 |
| JP6718868B2 (ja) | 2014-10-21 | 2020-07-08 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨プリフォーム、研磨物品を製造する方法、及び結合研磨物品 |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| CN107427991B (zh) | 2015-03-30 | 2020-06-12 | 3M创新有限公司 | 带涂层磨料制品及其制备方法 |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| CN107636109A (zh) | 2015-03-31 | 2018-01-26 | 圣戈班磨料磨具有限公司 | 固定磨料制品和其形成方法 |
| JP6454796B2 (ja) | 2015-04-14 | 2019-01-16 | スリーエム イノベイティブ プロパティズ カンパニー | 不織布研磨物品及びその製造方法 |
| DE102015108812A1 (de) | 2015-06-03 | 2016-12-08 | Center For Abrasives And Refractories Research & Development C.A.R.R.D. Gmbh | Plättchenförmige, zufällig geformte, gesinterte Schleifpartikel sowie ein Verfahren zu ihrer Herstellung |
| KR102006615B1 (ko) * | 2015-06-11 | 2019-08-02 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마 입자들을 포함하는 연마 물품 |
| JP6865180B2 (ja) | 2015-06-19 | 2021-04-28 | スリーエム イノベイティブ プロパティズ カンパニー | ある範囲内のランダムな回転配向を有する研磨粒子付き研磨物品 |
| US9849563B2 (en) | 2015-11-05 | 2017-12-26 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| EP3374098A4 (en) | 2015-11-13 | 2019-07-17 | 3M Innovative Properties Company | METHOD FOR FORMSORTING SMALL GRINDING PARTICLES |
| EP3423235B1 (en) | 2016-03-03 | 2022-08-24 | 3M Innovative Properties Company | Depressed center grinding wheel |
| WO2017192426A1 (en) | 2016-05-06 | 2017-11-09 | 3M Innovative Properties Company | Curable composition, abrasive article, and method of making the same |
| ES2922927T3 (es) * | 2016-05-10 | 2022-09-21 | Saint Gobain Ceramics & Plastics Inc | Procedimientos de formación de partículas abrasivas |
| US20170335155A1 (en) | 2016-05-10 | 2017-11-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles and methods of forming same |
| CN109475998B (zh) | 2016-07-20 | 2021-12-31 | 3M创新有限公司 | 成形玻璃化磨料团聚物、磨料制品和研磨方法 |
| EP3507316A1 (en) | 2016-08-31 | 2019-07-10 | 3M Innovative Properties Company | Halogen and polyhalide mediated phenolic polymerization |
| US11351653B2 (en) | 2016-09-26 | 2022-06-07 | 3M Innovative Properties Company | Nonwoven abrasive articles having electrostatically-oriented abrasive particles and methods of making same |
| WO2018063902A1 (en) | 2016-09-27 | 2018-04-05 | 3M Innovative Properties Company | Open coat abrasive article and method of abrading |
| EP4349896A2 (en) | 2016-09-29 | 2024-04-10 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US11097398B2 (en) | 2016-09-30 | 2021-08-24 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| WO2018063962A1 (en) | 2016-09-30 | 2018-04-05 | 3M Innovative Properties Company | Multipurpose tooling for shaped particles |
| PL3532562T3 (pl) | 2016-10-25 | 2021-10-04 | 3M Innovative Properties Company | Magnesowalna cząstka ścierna oraz sposób jej wytwarzania |
| EP3532246B1 (en) | 2016-10-25 | 2022-11-30 | 3M Innovative Properties Company | Shaped vitrified abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods |
| EP3533075A4 (en) | 2016-10-25 | 2020-07-01 | 3M Innovative Properties Company | METHOD FOR MANUFACTURING MAGNETIZABLE ABRASIVE PARTICLES |
| CN109890931B (zh) | 2016-10-25 | 2021-03-16 | 3M创新有限公司 | 可磁化磨料颗粒和包含可磁化磨料颗粒的磨料制品 |
| CN109890565B (zh) | 2016-10-25 | 2021-05-18 | 3M创新有限公司 | 可磁化磨料颗粒及其制备方法 |
| CN109862999B (zh) | 2016-10-25 | 2022-05-10 | 3M创新有限公司 | 粘结砂轮及其制备方法 |
| US10774251B2 (en) | 2016-10-25 | 2020-09-15 | 3M Innovative Properties Company | Functional abrasive particles, abrasive articles, and methods of making the same |
| EP3532249A4 (en) | 2016-10-25 | 2020-06-17 | 3M Innovative Properties Company | STRUCTURED ABRASIVE ITEM AND METHOD FOR USE THEREOF |
| JP7056877B2 (ja) | 2016-12-07 | 2022-04-19 | スリーエム イノベイティブ プロパティズ カンパニー | 可撓性研磨物品 |
| WO2018106587A1 (en) | 2016-12-07 | 2018-06-14 | 3M Innovative Properties Company | Flexible abrasive article |
| JP2020513337A (ja) | 2016-12-09 | 2020-05-14 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及び研磨方法 |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2018236989A1 (en) | 2017-06-21 | 2018-12-27 | Saint-Gobain Ceramics & Plastics, Inc. | PARTICULATE MATERIALS AND METHODS OF FORMATION THEREOF |
| JP7300441B2 (ja) * | 2017-07-11 | 2023-06-29 | スリーエム イノベイティブ プロパティズ カンパニー | 適合性コーティングを含む研磨物品及びそれらからのポリッシングシステム |
| JP2021504171A (ja) | 2017-11-21 | 2021-02-15 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨ディスク並びにその製造方法及び使用方法 |
| WO2019102331A1 (en) | 2017-11-21 | 2019-05-31 | 3M Innovative Properties Company | Coated abrasive disc and methods of making and using the same |
| US20200353594A1 (en) | 2017-11-27 | 2020-11-12 | 3M Innovative Properties Company | Abrasive article |
| WO2019111215A1 (en) | 2017-12-08 | 2019-06-13 | 3M Innovative Properties Company | Abrasive article |
| JP7337062B2 (ja) | 2017-12-08 | 2023-09-01 | スリーエム イノベイティブ プロパティズ カンパニー | 多孔質研磨物品 |
| WO2019125995A1 (en) | 2017-12-18 | 2019-06-27 | 3M Innovative Properties Company | Phenolic resin composition comprising polymerized ionic groups, abrasive articles and methods |
| CN112055737B (zh) | 2018-03-01 | 2022-04-12 | 3M创新有限公司 | 具有成型磨料颗粒的成型硅质磨料团聚物、磨料制品及相关方法 |
| WO2019197948A1 (en) | 2018-04-12 | 2019-10-17 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| US20210046612A1 (en) | 2018-04-24 | 2021-02-18 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| EP3784434B1 (en) | 2018-04-24 | 2023-08-23 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| EP3784435B1 (en) | 2018-04-24 | 2023-08-23 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| EP3826805A1 (en) | 2018-07-23 | 2021-06-02 | 3M Innovative Properties Company | Articles including polyester backing and primer layer and related methods |
| JP2021534006A (ja) | 2018-08-13 | 2021-12-09 | スリーエム イノベイティブ プロパティズ カンパニー | 構造化研磨物品及びそれを製造する方法 |
| EP3843947A1 (en) | 2018-08-27 | 2021-07-07 | 3M Innovative Properties Company | Embedded electronic circuit in grinding wheels and methods of embedding |
| WO2020099969A1 (en) | 2018-11-15 | 2020-05-22 | 3M Innovative Properties Company | Coated abrasive belt and methods of making and using the same |
| JP2022507498A (ja) | 2018-11-15 | 2022-01-18 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨ベルト並びにその製造方法及び使用方法 |
| WO2020128853A1 (en) | 2018-12-18 | 2020-06-25 | 3M Innovative Properties Company | Tooling splice accommodation for abrasive article production |
| WO2020128719A1 (en) | 2018-12-18 | 2020-06-25 | 3M Innovative Properties Company | Coated abrasive article having spacer particles, making method and apparatus therefor |
| US20220016747A1 (en) | 2018-12-18 | 2022-01-20 | 3M Innovative Properties Company | Coated abrasive articles and methods of making coated abrasive articles |
| WO2020165683A1 (en) | 2019-02-11 | 2020-08-20 | 3M Innovative Properties Company | Abrasive articles and methods of making and using the same |
| EP3924150A1 (en) | 2019-02-11 | 2021-12-22 | 3M Innovative Properties Company | Abrasive article |
| WO2020212788A1 (en) | 2019-04-15 | 2020-10-22 | 3M Innovative Properties Company | Partially shaped abrasive particles, methods of manufacture and articles containing the same |
| EP3956104A1 (en) | 2019-04-16 | 2022-02-23 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| KR20220024864A (ko) | 2019-06-28 | 2022-03-03 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 자화가능한 연마 입자 및 이의 제조 방법 |
| JP2022542018A (ja) | 2019-07-18 | 2022-09-29 | スリーエム イノベイティブ プロパティズ カンパニー | 静電粒子整列装置及び方法 |
| CN114423843A (zh) | 2019-07-23 | 2022-04-29 | 3M创新有限公司 | 具有尖锐边缘的成形磨料颗粒、制造方法和包含其的制品 |
| EP4227379A1 (en) | 2019-10-14 | 2023-08-16 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| WO2021074756A1 (en) | 2019-10-17 | 2021-04-22 | 3M Innovative Properties Company | Coated abrasive articles and method of making the same |
| US20220396722A1 (en) | 2019-10-23 | 2022-12-15 | 3M Innovative Properties Company | Shaped abrasive particles with concave void within one of the plurality of edges |
| US20230347474A1 (en) | 2019-12-06 | 2023-11-02 | 3M Innovative Properties Company | Mesh abrasive and method of making the same |
| WO2021116882A1 (en) | 2019-12-09 | 2021-06-17 | 3M Innovative Properties Company | Abrasive article |
| CN114901430A (zh) | 2019-12-09 | 2022-08-12 | 3M创新有限公司 | 带涂层磨料制品及制备带涂层磨料制品的方法 |
| US11926019B2 (en) | 2019-12-27 | 2024-03-12 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles and methods of forming same |
| EP4096867A1 (en) | 2020-01-31 | 2022-12-07 | 3M Innovative Properties Company | Coated abrasive articles |
| US20230059614A1 (en) | 2020-02-10 | 2023-02-23 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| US20230116900A1 (en) | 2020-03-18 | 2023-04-13 | 3M Innovative Properties Company | Abrasive Article |
| US20230118971A1 (en) | 2020-04-03 | 2023-04-20 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| WO2021214605A1 (en) | 2020-04-23 | 2021-10-28 | 3M Innovative Properties Company | Shaped abrasive particles |
| CN115605319A (zh) | 2020-05-11 | 2023-01-13 | 3M创新有限公司(Us) | 磨料体及其制备方法 |
| US20230226664A1 (en) | 2020-05-20 | 2023-07-20 | 3M Innovative Properties Company | Composite abrasive article, and method of making and using the same |
| WO2021245492A1 (en) | 2020-06-04 | 2021-12-09 | 3M Innovative Properties Company | Incomplete polygonal shaped abrasive particles, methods of manufacture and articles containing the same |
| WO2021245494A1 (en) | 2020-06-04 | 2021-12-09 | 3M Innovative Properties Company | Shaped abrasive particles and methods of manufacture the same |
| EP4171877A1 (en) | 2020-06-30 | 2023-05-03 | 3M Innovative Properties Company | Coated abrasive articles and methods of making and using the same |
| US20230286112A1 (en) | 2020-07-28 | 2023-09-14 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| WO2022023848A1 (en) | 2020-07-30 | 2022-02-03 | 3M Innovative Properties Company | Method of abrading a workpiece |
| WO2022023845A1 (en) | 2020-07-30 | 2022-02-03 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| WO2022034443A1 (en) | 2020-08-10 | 2022-02-17 | 3M Innovative Properties Company | Abrasive articles and method of making the same |
| US20230364744A1 (en) | 2020-08-10 | 2023-11-16 | 3M Innovative Properties Company | Abrasive system and method of using the same |
| EP4225532A1 (en) | 2020-10-08 | 2023-08-16 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| WO2022074601A1 (en) | 2020-10-09 | 2022-04-14 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| US20230405766A1 (en) | 2020-10-28 | 2023-12-21 | 3M Innovative Properties Company | Method of making a coated abrasive article and coated abrasive article |
| CN116472323A (zh) | 2020-11-12 | 2023-07-21 | 3M创新有限公司 | 可固化组合物和使用该可固化组合物制成的磨料制品 |
| EP4284592A1 (en) | 2021-02-01 | 2023-12-06 | 3M Innovative Properties Company | Method of making a coated abrasive article and coated abrasive article |
| WO2022229744A1 (en) | 2021-04-30 | 2022-11-03 | 3M Innovative Properties Company | Abrasive cut-off wheels and methods of making the same |
| WO2022263986A1 (en) | 2021-06-15 | 2022-12-22 | 3M Innovative Properties Company | Coated abrasive article including biodegradable thermoset resin and method of making and using the same |
| WO2023057838A1 (en) | 2021-10-08 | 2023-04-13 | 3M Innovative Properties Company | Surface conditioning article and methods of making and using the same |
| WO2023084362A1 (en) | 2021-11-15 | 2023-05-19 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| WO2023100104A1 (en) | 2021-11-30 | 2023-06-08 | 3M Innovative Properties Company | Abrasive articles and systems |
| WO2023156980A1 (en) | 2022-02-21 | 2023-08-24 | 3M Innovative Properties Company | Nonwoven abrasive article and methods of making the same |
| WO2023180880A1 (en) | 2022-03-21 | 2023-09-28 | 3M Innovative Properties Company | Curable composition, coated abrasive article containing the same, and methods of making and using the same |
| WO2023180877A1 (en) | 2022-03-21 | 2023-09-28 | 3M Innovative Properties Company | Curable composition, treated backing, coated abrasive articles including the same, and methods of making and using the same |
| WO2023209518A1 (en) | 2022-04-26 | 2023-11-02 | 3M Innovative Properties Company | Abrasive articles, methods of manufacture and use thereof |
Family Cites Families (126)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5002A (en) * | 1847-03-06 | Godlove k | ||
| US2002A (en) * | 1841-03-12 | Tor and planter for plowing | ||
| CA743715A (en) | 1966-10-04 | The Carborundum Company | Manufacture of sintered abrasive grain of geometrical shape and controlled grit size | |
| US477802A (en) * | 1892-06-28 | Button | ||
| US1910444A (en) | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3079243A (en) | 1959-10-19 | 1963-02-26 | Norton Co | Abrasive grain |
| GB986847A (en) | 1962-02-07 | 1965-03-24 | Charles Beck Rosenberg Brunswi | Improvements in or relating to abrasives |
| US3481723A (en) | 1965-03-02 | 1969-12-02 | Itt | Abrasive grinding wheel |
| US3387957A (en) | 1966-04-04 | 1968-06-11 | Carborundum Co | Microcrystalline sintered bauxite abrasive grain |
| US3536005A (en) | 1967-10-12 | 1970-10-27 | American Screen Process Equip | Vacuum screen printing method |
| US3608050A (en) * | 1969-09-12 | 1971-09-21 | Union Carbide Corp | Production of single crystal sapphire by carefully controlled cooling from a melt of alumina |
| US3874856A (en) | 1970-02-09 | 1975-04-01 | Ducommun Inc | Porous composite of abrasive particles in a pyrolytic carbon matrix and the method of making it |
| US3909991A (en) | 1970-09-22 | 1975-10-07 | Norton Co | Process for making sintered abrasive grains |
| USRE29808E (en) * | 1973-09-26 | 1978-10-24 | Norddeutsche Schleifmittel-Indutrie Christiansen & Co. | Hollow body grinding materials |
| US4028453A (en) | 1975-10-20 | 1977-06-07 | Lava Crucible Refractories Company | Process for making refractory shapes |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| DE2935914A1 (de) | 1979-09-06 | 1981-04-02 | Kali-Chemie Ag, 3000 Hannover | Verfahren zur herstellung von kugelfoermigen formkoerpern auf basis al(pfeil abwaerts)2(pfeil abwaerts)o(pfeil abwaerts)3(pfeil abwaerts) und/oder sio(pfeil abwaerts)2(pfeil abwaerts) |
| US4393021A (en) | 1981-06-09 | 1983-07-12 | Vereinigte Schmirgel Und Maschinen-Fabriken Ag | Method for the manufacture of granular grit for use as abrasives |
| US4548617A (en) | 1982-08-20 | 1985-10-22 | Tokyo Shibaura Denki Kabushiki Kaisha | Abrasive and method for manufacturing the same |
| US4963012A (en) | 1984-07-20 | 1990-10-16 | The United States Of America As Represented By The United States Department Of Energy | Passivation coating for flexible substrate mirrors |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| AU604899B2 (en) | 1987-05-27 | 1991-01-03 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| US5312789A (en) | 1987-05-27 | 1994-05-17 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| US4954462A (en) | 1987-06-05 | 1990-09-04 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| US5185299A (en) | 1987-06-05 | 1993-02-09 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| US4848041A (en) | 1987-11-23 | 1989-07-18 | Minnesota Mining And Manufacturing Company | Abrasive grains in the shape of platelets |
| JPH01303626A (ja) * | 1988-06-01 | 1989-12-07 | Fujitsu Ltd | 磁気ディスク媒体の製造方法 |
| CH675250A5 (ja) | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5011508A (en) | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| YU32490A (en) | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| JPH0320317A (ja) | 1989-03-14 | 1991-01-29 | Mitsui Toatsu Chem Inc | 狭い粒度分布を持ったアミノ系樹脂微粒子の製造方法 |
| US5035723A (en) | 1989-04-28 | 1991-07-30 | Norton Company | Bonded abrasive products containing sintered sol gel alumina abrasive filaments |
| US5009676A (en) | 1989-04-28 | 1991-04-23 | Norton Company | Sintered sol gel alumina abrasive filaments |
| US5431967A (en) | 1989-09-05 | 1995-07-11 | Board Of Regents, The University Of Texas System | Selective laser sintering using nanocomposite materials |
| US4997461A (en) | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5049166A (en) * | 1990-02-27 | 1991-09-17 | Washington Mills Ceramics Corporation | Light weight abrasive tumbling media and method of making same |
| US5085671A (en) | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5078753A (en) | 1990-10-09 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Coated abrasive containing erodable agglomerates |
| US5090968A (en) | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5120327A (en) | 1991-03-05 | 1992-06-09 | Diamant-Boart Stratabit (Usa) Inc. | Cutting composite formed of cemented carbide substrate and diamond layer |
| US5282875A (en) | 1992-03-18 | 1994-02-01 | Cincinnati Milacron Inc. | High density sol-gel alumina-based abrasive vitreous bonded grinding wheel |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| JPH07509508A (ja) * | 1992-07-23 | 1995-10-19 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | 成形研磨粒子およびその製造方法 |
| RU95105160A (ru) | 1992-07-23 | 1997-01-10 | Миннесота Майнинг энд Мануфакчуринг Компани (US) | Способ приготовления абразивной частицы, абразивные изделия и изделия с абразивным покрытием |
| US5304331A (en) | 1992-07-23 | 1994-04-19 | Minnesota Mining And Manufacturing Company | Method and apparatus for extruding bingham plastic-type materials |
| US5366523A (en) | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| US5312791A (en) | 1992-08-21 | 1994-05-17 | Saint Gobain/Norton Industrial Ceramics Corp. | Process for the preparation of ceramic flakes, fibers, and grains from ceramic sols |
| JP3560341B2 (ja) | 1992-09-25 | 2004-09-02 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | アルミナおよびジルコニアを含む砥粒 |
| ATE186939T1 (de) | 1992-09-25 | 1999-12-15 | Minnesota Mining & Mfg | Seltenes erdoxid enthaltendes schleifkorn |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| CA2115889A1 (en) | 1993-03-18 | 1994-09-19 | David E. Broberg | Coated abrasive article having diluent particles and shaped abrasive particles |
| US5441549A (en) | 1993-04-19 | 1995-08-15 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a grinding aid dispersed in a polymeric blend binder |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| DE69419764T2 (de) | 1993-09-13 | 1999-12-23 | Minnesota Mining & Mfg | Schleifartikel, verfahren zur herstellung desselben, verfahren zur verwendung desselben zum endbearbeiten, und herstellungswerkzeug |
| US5454844A (en) | 1993-10-29 | 1995-10-03 | Minnesota Mining And Manufacturing Company | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface |
| US5409645A (en) | 1993-12-20 | 1995-04-25 | Saint Gobain/Norton Industrial Ceramics Corp. | Molding shaped articles |
| WO1995018193A1 (en) | 1993-12-28 | 1995-07-06 | Minnesota Mining & Mfg | Alpha alumina-based abrasive grain |
| US5443603A (en) | 1994-01-11 | 1995-08-22 | Washington Mills Ceramics Corporation | Light weight ceramic abrasive media |
| US6054093A (en) | 1994-10-19 | 2000-04-25 | Saint Gobain-Norton Industrial Ceramics Corporation | Screen printing shaped articles |
| US5725162A (en) | 1995-04-05 | 1998-03-10 | Saint Gobain/Norton Industrial Ceramics Corporation | Firing sol-gel alumina particles |
| US5645619A (en) | 1995-06-20 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of making alpha alumina-based abrasive grain containing silica and iron oxide |
| WO1997006926A1 (en) | 1995-08-11 | 1997-02-27 | Minnesota Mining And Manufacturing Company | Method of making a coated abrasive article having multiple abrasive natures |
| US5576409B1 (en) | 1995-08-25 | 1998-09-22 | Ici Plc | Internal mold release compositions |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| US5667542A (en) | 1996-05-08 | 1997-09-16 | Minnesota Mining And Manufacturing Company | Antiloading components for abrasive articles |
| US6080215A (en) | 1996-08-12 | 2000-06-27 | 3M Innovative Properties Company | Abrasive article and method of making such article |
| US6475253B2 (en) | 1996-09-11 | 2002-11-05 | 3M Innovative Properties Company | Abrasive article and method of making |
| US6206942B1 (en) | 1997-01-09 | 2001-03-27 | Minnesota Mining & Manufacturing Company | Method for making abrasive grain using impregnation, and abrasive articles |
| US5893935A (en) | 1997-01-09 | 1999-04-13 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain using impregnation, and abrasive articles |
| US5779743A (en) | 1996-09-18 | 1998-07-14 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain and abrasive articles |
| US5776214A (en) | 1996-09-18 | 1998-07-07 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain and abrasive articles |
| KR100293863B1 (ko) | 1996-09-30 | 2001-09-17 | 아키오 하라 | 초지립공구와그제조방법 |
| US5902647A (en) | 1996-12-03 | 1999-05-11 | General Electric Company | Method for protecting passage holes in a metal-based substrate from becoming obstructed, and related compositions |
| US6524681B1 (en) | 1997-04-08 | 2003-02-25 | 3M Innovative Properties Company | Patterned surface friction materials, clutch plate members and methods of making and using same |
| US5908477A (en) | 1997-06-24 | 1999-06-01 | Minnesota Mining & Manufacturing Company | Abrasive articles including an antiloading composition |
| US5946991A (en) | 1997-09-03 | 1999-09-07 | 3M Innovative Properties Company | Method for knurling a workpiece |
| US6696258B1 (en) | 1998-01-20 | 2004-02-24 | Drexel University | Mesoporous materials and methods of making the same |
| AU7701498A (en) * | 1998-01-28 | 1999-08-16 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain using impregnation and abrasive articles |
| US6080216A (en) | 1998-04-22 | 2000-06-27 | 3M Innovative Properties Company | Layered alumina-based abrasive grit, abrasive products, and methods |
| US6228134B1 (en) | 1998-04-22 | 2001-05-08 | 3M Innovative Properties Company | Extruded alumina-based abrasive grit, abrasive products, and methods |
| US6019805A (en) | 1998-05-01 | 2000-02-01 | Norton Company | Abrasive filaments in coated abrasives |
| US6053956A (en) | 1998-05-19 | 2000-04-25 | 3M Innovative Properties Company | Method for making abrasive grain using impregnation and abrasive articles |
| US6261682B1 (en) | 1998-06-30 | 2001-07-17 | 3M Innovative Properties | Abrasive articles including an antiloading composition |
| US6319108B1 (en) * | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| US6287353B1 (en) | 1999-09-28 | 2001-09-11 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6277161B1 (en) | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6596041B2 (en) | 2000-02-02 | 2003-07-22 | 3M Innovative Properties Company | Fused AL2O3-MgO-rare earth oxide eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| CA2408249A1 (en) | 2000-05-09 | 2001-11-15 | 3M Innovative Properties Company | Porous abrasive article having ceramic abrasive composites, methods of making, and methods of use |
| JP3563017B2 (ja) | 2000-07-19 | 2004-09-08 | ロデール・ニッタ株式会社 | 研磨組成物、研磨組成物の製造方法及びポリシング方法 |
| US6776699B2 (en) | 2000-08-14 | 2004-08-17 | 3M Innovative Properties Company | Abrasive pad for CMP |
| EP1332194B1 (en) | 2000-10-06 | 2007-01-03 | 3M Innovative Properties Company | Ceramic aggregate particles |
| US20020090901A1 (en) | 2000-11-03 | 2002-07-11 | 3M Innovative Properties Company | Flexible abrasive product and method of making and using the same |
| US8062098B2 (en) | 2000-11-17 | 2011-11-22 | Duescher Wayne O | High speed flat lapping platen |
| US7632434B2 (en) | 2000-11-17 | 2009-12-15 | Wayne O. Duescher | Abrasive agglomerate coated raised island articles |
| JP2002346934A (ja) * | 2001-05-29 | 2002-12-04 | Komatsu Ltd | 砥粒と研削工具 |
| CN1649802B (zh) | 2001-08-02 | 2012-02-01 | 3M创新有限公司 | 陶瓷材料、磨粒、磨具及制造和使用方法 |
| US20040244675A1 (en) * | 2001-08-09 | 2004-12-09 | Mikio Kishimoto | Non-magnetic particles having a plate shape and method for production thereof, abrasive material, polishing article and abrasive fluid comprising such particles |
| JP2003049158A (ja) * | 2001-08-09 | 2003-02-21 | Hitachi Maxell Ltd | 研磨粒子および研磨体 |
| JP2003071731A (ja) * | 2001-09-03 | 2003-03-12 | Three M Innovative Properties Co | ディンプル構造の研磨材料 |
| NL1018906C2 (nl) | 2001-09-07 | 2003-03-11 | Jense Systemen B V | Laser scanner. |
| US6593699B2 (en) | 2001-11-07 | 2003-07-15 | Axcelis Technologies, Inc. | Method for molding a polymer surface that reduces particle generation and surface adhesion forces while maintaining a high heat transfer coefficient |
| US6706319B2 (en) | 2001-12-05 | 2004-03-16 | Siemens Westinghouse Power Corporation | Mixed powder deposition of components for wear, erosion and abrasion resistant applications |
| US6811579B1 (en) * | 2002-06-14 | 2004-11-02 | Diamond Innovations, Inc. | Abrasive tools with precisely controlled abrasive array and method of fabrication |
| FR2848889B1 (fr) | 2002-12-23 | 2005-10-21 | Pem Abrasifs Refractaires | Grains abrasifs a base d'oxynitrure d'aluminium et de zirconium |
| US7811496B2 (en) | 2003-02-05 | 2010-10-12 | 3M Innovative Properties Company | Methods of making ceramic particles |
| US6843815B1 (en) | 2003-09-04 | 2005-01-18 | 3M Innovative Properties Company | Coated abrasive articles and method of abrading |
| US20050064805A1 (en) | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Structured abrasive article |
| US7300479B2 (en) | 2003-09-23 | 2007-11-27 | 3M Innovative Properties Company | Compositions for abrasive articles |
| US20050060941A1 (en) | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Abrasive article and methods of making the same |
| US20050132655A1 (en) | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US7297402B2 (en) | 2004-04-15 | 2007-11-20 | Shell Oil Company | Shaped particle having an asymmetrical cross sectional geometry |
| JP2006192540A (ja) | 2005-01-14 | 2006-07-27 | Tmp Co Ltd | 液晶カラーフィルター用研磨フィルム |
| US7875091B2 (en) * | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7524345B2 (en) | 2005-02-22 | 2009-04-28 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US20070020457A1 (en) | 2005-07-21 | 2007-01-25 | 3M Innovative Properties Company | Composite particle comprising an abrasive grit |
| US7556558B2 (en) | 2005-09-27 | 2009-07-07 | 3M Innovative Properties Company | Shape controlled abrasive article and method |
| WO2007070881A2 (en) * | 2005-12-15 | 2007-06-21 | Laser Abrasive Technologies, Llc | Method and apparatus for treatment of solid material including hard tissue |
| US7373887B2 (en) | 2006-07-01 | 2008-05-20 | Jason Stewart Jackson | Expanding projectile |
| US20080236635A1 (en) | 2006-07-31 | 2008-10-02 | Maximilian Rosenzweig | Steam mop |
| PL2125984T3 (pl) | 2007-01-23 | 2012-09-28 | Saint Gobain Abrasives Inc | Powlekane produkty ścierne zawierające agregaty |
| US8142531B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| US8142532B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with an opening |
-
2008
- 2008-12-17 US US12/337,112 patent/US8142532B2/en active Active
-
2009
- 2009-12-01 CN CN200980154705.6A patent/CN102281993B/zh active Active
- 2009-12-01 BR BRPI0918330-2A patent/BRPI0918330B1/pt active IP Right Grant
- 2009-12-01 KR KR1020117016297A patent/KR101800900B1/ko active IP Right Grant
- 2009-12-01 JP JP2011542206A patent/JP6025330B2/ja active Active
- 2009-12-01 WO PCT/US2009/066199 patent/WO2010077518A1/en active Application Filing
- 2009-12-01 EP EP09836639.6A patent/EP2385889B1/en active Active
-
2012
- 2012-02-16 US US13/398,295 patent/US8845773B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8845773B2 (en) | 2014-09-30 |
| US20100151201A1 (en) | 2010-06-17 |
| CN102281993A (zh) | 2011-12-14 |
| US8142532B2 (en) | 2012-03-27 |
| CN102281993B (zh) | 2014-01-29 |
| BRPI0918330A2 (pt) | 2020-08-04 |
| BRPI0918330B1 (pt) | 2022-03-03 |
| KR20110093946A (ko) | 2011-08-18 |
| WO2010077518A1 (en) | 2010-07-08 |
| EP2385889A4 (en) | 2015-07-15 |
| KR101800900B1 (ko) | 2017-11-23 |
| EP2385889B1 (en) | 2019-08-07 |
| EP2385889A1 (en) | 2011-11-16 |
| JP2012512047A (ja) | 2012-05-31 |
| US20120144755A1 (en) | 2012-06-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6025330B2 (ja) | 開口部を有する成形された研磨粒子 | |
| JP5415558B2 (ja) | 窪み面を有する皿状の研磨粒子 | |
| KR101879884B1 (ko) | 교차 플레이트 성형된 연마 입자 | |
| KR101863969B1 (ko) | 이중 테이퍼진 성형된 연마 입자 | |
| JP5525546B2 (ja) | 溝を有する成形された研磨粒子 | |
| US8142531B2 (en) | Shaped abrasive particles with a sloping sidewall | |
| JP2012530615A (ja) | 真円度係数の低い成形研磨粒子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120709 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131203 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140527 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140922 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140930 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20141024 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150828 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160627 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160727 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161011 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6025330 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |