JP6151689B2 - セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 - Google Patents
セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 Download PDFInfo
- Publication number
- JP6151689B2 JP6151689B2 JP2014520203A JP2014520203A JP6151689B2 JP 6151689 B2 JP6151689 B2 JP 6151689B2 JP 2014520203 A JP2014520203 A JP 2014520203A JP 2014520203 A JP2014520203 A JP 2014520203A JP 6151689 B2 JP6151689 B2 JP 6151689B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- sol
- gel composition
- ceramic
- shaped abrasive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
- B24D18/009—Tools not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/004—Devices for shaping artificial aggregates from ceramic mixtures or from mixtures containing hydraulic binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/14—Producing shaped prefabricated articles from the material by simple casting, the material being neither forcibly fed nor positively compacted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/58—Applying the releasing agents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/624—Sol-gel processing
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5427—Particle size related information expressed by the size of the particles or aggregates thereof millimeter or submillimeter sized, i.e. larger than 0,1 mm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6027—Slip casting
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/94—Products characterised by their shape
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
Description
本開示は、広義には、研磨粒子及びこれを作製する方法に関する。
セラミック成形研磨粒子を作製する既知の方法にしたがうと、セラミック前駆体材料を含むゾル−ゲル組成物は、モールド内のモールドキャビティの中に追い込まれる(urged)。典型的にはモールドキャビティは、例えば、ピラミッド又は切頭三角錐などの一般的な幾何学的形状に対応する、所定の形状を有する。次いで、ゾル−ゲル組成物を部分的に乾燥させ、結果として得られる成形セラミック前駆体粒子は、モールドから取り出され、セラミック成形研磨粒子へと更に処理される。
モールドキャビティから成形セラミック前駆体粒子を取り出す間、部分的に乾燥させたゾル−ゲル組成物は、比較的壊れやすく、かつ付着しやすい傾向がある場合があるので、モールド内のモールドキャビティの破損及び/又は閉塞につながる。この問題を克服するために、モールドキャビティの充填の前にモールドに離型剤が塗布されてきた。しかしながら、モールドへの離型剤の塗布は、乾燥前及び/又は乾燥の間に、ゾル−ゲル組成物の形状の変化につながる場合があり、結果として得られる形状がモールドキャビティの形状に対応しない場合がある。この現象は、部分的に乾燥させたゾル−ゲル材料の平坦度及び/又はアスペクト比の制御などの、ひいては結果として得られるセラミック成形研磨粒子の生産の間の再現性について問題を生じさせる。追加的に、モールドへの離型剤の塗布は、モールドキャビティが非常に小さい場合、モールドキャビティに信頼性のあるコーティングを提供しない場合がある。
複数のモールドキャビティを有するモールドを提供することであって、それぞれのモールドキャビティが共通の縁部に沿って結合する複数の面によって区切られた、モールドを提供することと、
少なくともいくつかのモールドキャビティをゾル−ゲル組成物で充填することであって、ゾル−ゲル組成物が、液体の媒体及びセラミック前駆体を含み、液体の媒体が揮発性成分及び揮発性成分全体にわたって分散された離型剤を含む、充填することと、
ゾル−ゲル組成物がモールドキャビティ内にある間に、揮発性成分の少なくとも一部をゾル−ゲル組成物から除去し、それによって成形セラミック前駆体粒子を提供することと、を含む。
本開示の方法にしたがって、成形セラミック前駆体粒子を作製することと、
セラミック成形研磨粒子を提供するために、成形セラミック前駆体粒子の少なくとも一部を焼結することと、を含む。
本開示の方法にしたがって、成形セラミック前駆体粒子を作製することと、
か焼した成形セラミック前駆体粒子を提供するために、請求項1に記載の成形セラミック前駆体粒子の少なくとも一部をか焼することと、
セラミック成形研磨粒子を提供するために、か焼した成形セラミック前駆体粒子の少なくとも一部を焼結することと、を含む。
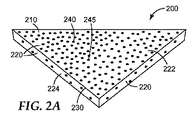
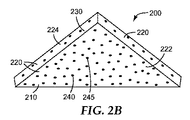
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
露出した面より面積が小さいモールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、成形セラミック前駆体粒子を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
モールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、成形セラミック前駆体粒子を提供する。
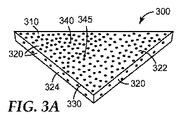
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
露出した面より面積が小さいモールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、セラミック成形研磨粒子を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
モールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、セラミック成形研磨粒子を提供する。
用語「楕円体」は、楕円体及び球体を含み、球体は楕円体の特殊な場合と考えられる。
セラミック成形研磨粒子を作製する例示的な方法が、図1に示される。第1の工程では、モールドが、複数のモールドキャビティを有して提供される。それぞれのモールドキャビティは、共通の縁部並びに少なくとも1つの外側開口に沿って結合する複数の側面によって区切られる。モールドは、一般に、平坦な下表面及び反対側の上表面を有することができる。上表面は、モールドキャビティを画定する構造化表面であってもよい。モールドは、例えば、ベルト、シート、連続ウェブ、輪転グラビアロールなどのコーティングロール、コーティングロール上に載置されるスリーブ、又はダイとすることができる。モールドキャビティは、モールドキャビティ内に収容されるゾル−ゲル組成物が、乾燥の間空気(又は他の気体)に露出される少なくとも1つの面を有するように構成することができる。
−35+40、−40+45、−45+50、−50+60、−60+70、−70+80、−80+100、−100+120、−120+140、
−140+170、−170+200、−200+230、−230+270、−270+325、−325+400、−400+450、
−450+500、又は−500+635を含む公称の篩分けされた等級を有することができる。いくつかの実施形態では、セラミック成形研磨粒子は、25ミリメートル未満、15ミリメートル未満、又は5ミリメートル未満の粒径を有する。
2316グラムの脱イオン水と66グラムの硝酸とを、1601rpmで作動する高剪断混合器(Scott Turbon Mixer(Adelanto,California))の中で混合して、アルミナゾルを調製した。1600グラムの酸化アルミニウム一水和物(DISPERALとしてSasol North America(Houston,Texas)から入手可能)が1分間にわたって添加された。5分後、追加的な6グラムの硝酸が添加され、7分間の混合の後、12グラムのピーナッツ油(ピーナッツ油N.F.としてAlnor Oil Company(Valley Stream,New York)から入手可能)(ベーマイトの理論酸素重量の0.88%)が混合物に添加され、2分間組み込まれた。バッチサイズは4000グラムであった。結果として生じる組成物は、ゲル化することができ、かつ使用する前に24時間熟成し、それによってゾル−ゲル組成物を準備した。
比較実施例Aは、ピーナッツ油を添加していないこと以外、実施例7と同じに実施された。実質的にすべての粒子は、モールドキャビティ内で乾燥させている間に断裂したが、モールドから順調に取り外された。
実施例2〜11は、表1に示すように、様々な量のピーナッツ油を組み込んだことを除いて、実施例1と同様に調製された。
以下の処方を使用して、ベーマイトゾル−ゲルが作製され、処方は、水(2400部)及び70%水性硝酸(72部)を含有する溶液を11分間高せん断混合することによって、商品名「DISPERAL」を有する酸化アルミニウム一水和物粉末(1600部)を分散することである。結果として生じるゾルゲルは、少なくとも1時間熟成してから塗布した。ゾル−ゲルを、深さ28ミル(0.71mm)及びそれぞれの辺が110ミル(2.79mm)の、三角形に成形モールドキャビティを有するモールドに押し入れた。モールドキャビティの側壁と下面との間の抜き勾配は98度であった。モールドは、モールドキャビティの50%が三角形の一辺と90度の角度で交差するモールドキャビティの下表面から立ち上がる8つの平行な隆線を有し、残りのモールドキャビティが平滑なモールドキャビティの下表面を有するように製造された。米国特許出願公開第2010/0146867(A1)号(Bodenら)に記載されるように、平行な隆起部は0.277mmごとに離隔され、隆線の断面は、高さ0.0127mmで、先端におけるそれぞれの隆線の辺の間の角度が45度の三角形であった。

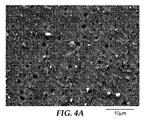
実施例12は、ピーナッツ油が、酸化アルミニウム一水和物の重量の2.75%の量(理論酸素重量の3.24%)だけ含まれることを除いて、実施例1と同様に調製された。図4A及び図4Bは、結果として生じるセラミック成形研磨粒子の上(露出した)表面及び下(モールド)表面をそれぞれ示す。これらの顕微鏡写真は、2つの面上の空隙の不均一な分布を示し、図4Aは、図4Bと比較して少なくとも10倍の数の空隙を示す。
実施例7にしたがって調製された(すなわち、ピーナッツ油が酸化アルミニウム一水和物の重量の0.65%の量で存在する)、10個のセラミック成形研磨粒子(すなわち、焼成した)の露出した面(モールドキャビティ外側開口部に対応する)及び下側モールド面(露出した外面と反対側の)が、JEOL 7600F電界放射走査形電子顕微鏡(JEOL Ltd.(日本、東京)から)を使用して、2,000Xで、後方散乱電子を使用して、独立して画像化された。比較的高倍率なので、粒子のそれぞれの上の不規則領域が選択された。画像は、引き続いてImageJ画像解析ソフトウェアを使用して解析された。10個の露出した面及び10個のモールド面のそれぞれについて個々の露出した空隙の面積を手動で測定し、これらの個々の孔面積測定値を組み合わせて画像当たりの空隙の総面積を得て、次いで、この値を総視野面積で除算して、最終的に「空隙率で覆われた面積百分率」を得ることによって、データが得られた。空隙によって占められているそれぞれの面の表面積の百分率は、露出した面−平均値=0.72%、標準偏差=0.50%;及びモールド面−平均値=0.16%、標準偏差=0.14%であった。
手順は、ピーナッツ油の代わりにココナッツ油が代用され、残りの成分と組み合される前にココナッツ油を炉内で液体になるまで45℃に加熱されたことを除いて、実施例7と同一であった。
この実施例では、金属スクリーンが使用された。金属スクリーンは、厚さ22ミル(0.56mm)で、それぞれの辺が0.110インチ(2.8mm)の正3角形状の開口部を有する。実施例1と同様に調製されたゾル−ゲル組成物が、パテナイフを使用して金属スクリーンに塗布され、それによってスクリーン内の開口部を充填した。スクリーンは、直ちに取り出され、試料を45℃で15分間乾燥させた。
プラスチックスキージを使用してゾル−ゲルが塗布される間、金属スクリーンが垂直に保持されることと、過剰なゾル−ゲルをスクリーンの両方の側面上から同時に剥ぎ取ることと、ゾル−ゲルでコーティングされた金属スクリーンを45℃で15分間乾燥させることと、乾燥させる間粒子がスクリーンから収集パン内へと落ちることと、を除いて、実施例15が繰り返された。
10個のセラミック成形研磨材前駆体(すなわち、焼成されていない)粒子の露出した面(モールドキャビティ外側開口部に対応する)及び下側モールド面(露出した外面と反対側の)が、後方散乱電子を使用したJEOL 7600F電界放射走査形電子顕微鏡を2,000Xで使用して、独立して画像化された。粒子が未焼成で、ピーナッツ油のレベルが酸化アルミニウム一水和物の重量の2.5%(理論酸素重量の2.9%)であることを除いて、粒子が実施例1にしたがって調製された。比較的高倍率なので、粒子のそれぞれの上の不規則領域が選択された。画像は、引き続いてImageJ画像解析ソフトウェアを使用して解析された。10個の露出した面及び10個のモールド面のそれぞれについて個々の露出した空隙の面積を手動で測定し、これらの個々の孔面積測定値を組み合わせて画像当たりの空隙の総面積を得て、次いで、この値を総視野面積で除算して、最終的に「空隙率で覆われた面積百分率」を得ることによって、データが得られた。空隙によって占められているそれぞれの面の表面積の百分率は、露出した面−平均値=6.5%、標準偏差=1.7%;及びモールド面−平均値=0.8%、標準偏差=0.4%であった。
10個のセラミック成形研磨材(すなわち、焼成された)粒子の露出した面(モールドキャビティ外側開口部に対応する)及び下側モールド面(露出した外面と反対側の)が、後方散乱電子を使用したJEOL 7600F電界放射走査形電子顕微鏡を2,000Xで使用して、独立して画像化された。ピーナッツ油のレベルが酸化アルミニウム一水和物の重量の2.5%(理論酸素重量の2.9%)であることを除いて、粒子が実施例1にしたがって調製された。比較的高倍率なので、粒子のそれぞれの上の不規則領域が選択された。画像は、引き続いてImageJ画像解析ソフトウェアを使用して解析された。10個の露出した面及び10個のモールド面のそれぞれについて個々の露出した空隙の面積を手動で測定し、これらの個々の孔面積測定値を組み合わせて画像当たりの空隙の総面積を得て、次いでこの値を総視野面積で除算して、最終的に「空隙率で覆われた面積百分率」を得ることによって、データが得られた。空隙によって占められているそれぞれの面の表面積の百分率は、露出した面−平均値=6.04%、標準偏差=2.21%;及びモールド面−平均値=0.24%、標準偏差=0.18%であった。露出した面上の平均の空隙のフェレー径は、1.57マイクロメートルで、標準偏差=0.79マイクロメートルであり、かつこれはモールド面上では1.64マイクロメートル、標準偏差=0.72マイクロメートルであった。
10個のセラミック成形研磨粒子(焼成された)の露出した面(モールドキャビティ外側開口部に対応する)及び下側モールド面(露出した外面と反対側の)が、後方散乱電子を使用したJEOL 7600F電界放射走査形電子顕微鏡を2,000Xで使用して、独立して画像化された。粒子は、実施例2にしたがって調製された(すなわち、ピーナッツ油が酸化アルミニウム一水和物の重量の0.1%の量で存在する)。比較的高倍率なので、粒子のそれぞれの上の不規則領域が選択された。画像は、引き続いてImageJ画像解析ソフトウェアを使用して解析された。10個の露出した面及び10個のモールド面のそれぞれについて個々の露出した空隙の面積を手動で測定し、これらの個々の孔面積測定値を組み合わせて画像当たりの空隙の総面積を得て、次いで、この値を総視野面積で除算して、最終的に「空隙率で覆われた面積百分率」を得ることによって、データが得られた。空隙によって占められているそれぞれの面の表面積の百分率は、露出した面−平均値=0.11%、標準偏差=0.08%;及びモールド面−平均値=0.04%、標準偏差=0.04%であった。
第1の実施形態では、本開示は、成形セラミック前駆体粒子を作製する方法であって、
複数のモールドキャビティを有するモールドを提供することであって、それぞれのモールドキャビティが共通の縁部に沿って結合する複数の面によって区切られた、モールドを提供することと、
少なくともいくつかのモールドキャビティをゾル−ゲル組成物で充填することであって、ゾル−ゲル組成物が、液体の媒体及びセラミック前駆体を含み、液体の媒体が揮発性成分及び揮発性成分全体にわたって分散された離型剤を含む、充填することと、
ゾル−ゲル組成物がモールドキャビティ内にある間に、揮発性成分の少なくとも一部をゾル−ゲル組成物から除去し、それによって成形セラミック前駆体粒子を提供することと、を含む、方法を提供する。
第1又は第2の実施形態の方法にしたがって、成形セラミック前駆体粒子を作製することと、
成形セラミック前駆体粒子の少なくとも一部を焼結して、セラミック成形研磨粒子を提供することと、を含む、方法を提供する。
第1〜3の実施形態のいずれか1つの方法にしたがって、成形セラミック前駆体粒子を作製することと、
か焼した成形セラミック前駆体粒子を提供するために、請求項1に記載の成形セラミック前駆体粒子の少なくとも一部をか焼することと、
セラミック成形研磨粒子を提供するために、か焼した成形セラミック前駆体粒子の少なくとも一部を焼結することと、を含む、方法を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
露出した面より面積が小さいモールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、成形セラミック前駆体粒子を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
モールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、成形セラミック前駆体粒子を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
露出した面より面積が小さいモールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、セラミック成形研磨粒子を提供する。
その上に空隙の部分を有する露出した面であって、空隙の第1の密度を有する、露出した面と、
モールド面であって、モールド面がその上の空隙の部分を有し、モールド面が空隙の第2の密度を有し、空隙の第1の密度が、空隙の第2の密度より大きい、モールド面と、を含む、セラミック成形研磨粒子を提供する。
Claims (2)
- 成形セラミック前駆体粒子を作製する方法であって、
複数のモールドキャビティを有するモールドを提供することであって、それぞれのモールドキャビティが共通の縁部に沿って結合する複数の面によって区切られた、モールドを提供することと、
少なくともいくつかの前記モールドキャビティをゾル−ゲル組成物で充填することであって、前記ゾル−ゲル組成物が、液体の媒体及びセラミック前駆体を含み、前記液体の媒体が揮発性成分及び前記ゾル−ゲル組成物全体にわたって分散された離型剤を含む、充填することと、
前記離型剤が油を含み、
前記ゾル−ゲル組成物が前記モールドキャビティ内にある間に、前記揮発性成分の少なくとも一部を前記ゾル−ゲル組成物から除去し、それによって前記成形セラミック前駆体粒子を提供することと、を含む、方法。 - ゾル−ゲル組成物であって、
液体の媒体及びセラミック前駆体を含み、前記液体の媒体が、揮発性成分及び前記ゾル−ゲル組成物全体にわたって分散された離型剤を含み、
前記ゾル−ゲル組成物はゾル−ゲルを含み、
前記離型剤が油を含み、
前記セラミック前駆体が、αアルミナに転換可能である、ゾル−ゲル組成物。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161506913P | 2011-07-12 | 2011-07-12 | |
| US61/506,913 | 2011-07-12 | ||
| US201161508190P | 2011-07-15 | 2011-07-15 | |
| US61/508,190 | 2011-07-15 | ||
| PCT/US2012/044605 WO2013009484A2 (en) | 2011-07-12 | 2012-06-28 | Method of making ceramic shaped abrasive particles, sol-gel composition, and ceramic shaped abrasive particles |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016241220A Division JP6258458B2 (ja) | 2011-07-12 | 2016-12-13 | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014526977A JP2014526977A (ja) | 2014-10-09 |
| JP2014526977A5 JP2014526977A5 (ja) | 2015-08-13 |
| JP6151689B2 true JP6151689B2 (ja) | 2017-06-21 |
Family
ID=46466957
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014520203A Active JP6151689B2 (ja) | 2011-07-12 | 2012-06-28 | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 |
| JP2016241220A Active JP6258458B2 (ja) | 2011-07-12 | 2016-12-13 | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016241220A Active JP6258458B2 (ja) | 2011-07-12 | 2016-12-13 | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US9790410B2 (ja) |
| EP (2) | EP2731922B1 (ja) |
| JP (2) | JP6151689B2 (ja) |
| KR (1) | KR20140059776A (ja) |
| CN (2) | CN103649010B (ja) |
| BR (1) | BR112014000690B1 (ja) |
| CA (1) | CA2841435A1 (ja) |
| MX (1) | MX365860B (ja) |
| RU (1) | RU2014100042A (ja) |
| WO (1) | WO2013009484A2 (ja) |
Families Citing this family (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6008861B2 (ja) | 2010-11-01 | 2016-10-19 | スリーエム イノベイティブ プロパティズ カンパニー | 成形セラミック研磨粒子を製造するためのレーザー方法 |
| EP2658680B1 (en) | 2010-12-31 | 2020-12-09 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles comprising abrasive particles having particular shapes and methods of forming such articles |
| CN103702800B (zh) | 2011-06-30 | 2017-11-10 | 圣戈本陶瓷及塑料股份有限公司 | 包括氮化硅磨粒的磨料制品 |
| EP2726248B1 (en) | 2011-06-30 | 2019-06-19 | Saint-Gobain Ceramics & Plastics, Inc. | Liquid phase sintered silicon carbide abrasive particles |
| MX350058B (es) | 2011-09-07 | 2017-08-25 | 3M Innovative Properties Co | Método de abrasión de una pieza de trabajo. |
| WO2013049239A1 (en) | 2011-09-26 | 2013-04-04 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| AU2012362173B2 (en) | 2011-12-30 | 2016-02-25 | Saint-Gobain Ceramics & Plastics, Inc. | Forming shaped abrasive particles |
| PL2797716T3 (pl) | 2011-12-30 | 2021-07-05 | Saint-Gobain Ceramics & Plastics, Inc. | Kompozytowe ukształtowane cząstki ścierne i sposób ich formowania |
| KR20170018102A (ko) | 2011-12-30 | 2017-02-15 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자 및 이의 형성방법 |
| EP3705177A1 (en) | 2012-01-10 | 2020-09-09 | Saint-Gobain Ceramics & Plastics Inc. | Abrasive particles having complex shapes and methods of forming same |
| US8840696B2 (en) | 2012-01-10 | 2014-09-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| US9242346B2 (en) | 2012-03-30 | 2016-01-26 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| CN104254429B (zh) | 2012-04-04 | 2019-06-14 | 3M创新有限公司 | 磨料颗粒、制备磨料颗粒的方法以及磨料制品 |
| KR102197361B1 (ko) | 2012-05-23 | 2021-01-05 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자들 및 이의 형성방법 |
| BR112014032152B1 (pt) | 2012-06-29 | 2022-09-20 | Saint-Gobain Ceramics & Plastics, Inc | Partículas abrasivas tendo formatos particulares e artigos abrasivos |
| FI2906392T3 (fi) | 2012-10-15 | 2025-06-20 | Saint Gobain Abrasives Inc | Hiomahiukkasia, joilla on erityisiä muotoja, ja menetelmiä tällaisten hiukkasten muodostamiseksi |
| KR102146313B1 (ko) | 2012-10-31 | 2020-08-21 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 성형 연마 입자, 그의 제조 방법, 및 그를 포함하는 연마 용품 |
| US9074119B2 (en) | 2012-12-31 | 2015-07-07 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| CN105073343B (zh) | 2013-03-29 | 2017-11-03 | 圣戈班磨料磨具有限公司 | 具有特定形状的磨粒、形成这种粒子的方法及其用途 |
| TW201502263A (zh) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | 包含成形研磨粒子之研磨物品 |
| RU2643004C2 (ru) | 2013-09-30 | 2018-01-29 | Сен-Гобен Серэмикс Энд Пластикс, Инк. | Формованные абразивные частицы и способы их получения |
| MX380754B (es) | 2013-12-31 | 2025-03-12 | Saint Gobain Abrasives Inc | Artículo abrasivo que incluye partículas abrasivas perfiladas. |
| JP6562841B2 (ja) * | 2014-01-31 | 2019-08-21 | 日本碍子株式会社 | 多孔質板状フィラー |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| US9803119B2 (en) | 2014-04-14 | 2017-10-31 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| BR112016023838A2 (pt) | 2014-04-14 | 2017-08-15 | Saint Gobain Ceramics | artigo abrasivo incluindo partículas abrasivas moldadas |
| KR20160148590A (ko) * | 2014-04-21 | 2016-12-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마 입자 및 이를 포함하는 연마 용품 |
| JP6715764B2 (ja) * | 2014-04-23 | 2020-07-01 | 日本碍子株式会社 | 多孔質板状フィラー、その製造方法、及び断熱膜 |
| US9902045B2 (en) | 2014-05-30 | 2018-02-27 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| CN107636109A (zh) | 2015-03-31 | 2018-01-26 | 圣戈班磨料磨具有限公司 | 固定磨料制品和其形成方法 |
| EP3307483B1 (en) | 2015-06-11 | 2020-06-17 | Saint-Gobain Ceramics&Plastics, Inc. | Abrasive article including shaped abrasive particles |
| CN108883520B (zh) * | 2016-04-01 | 2020-11-03 | 3M创新有限公司 | 细长成形磨粒、其制备方法以及包括其的磨料制品 |
| WO2017197002A1 (en) | 2016-05-10 | 2017-11-16 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles and methods of forming same |
| PL3455321T3 (pl) | 2016-05-10 | 2022-12-12 | Saint-Gobain Ceramics&Plastics, Inc. | Sposób formowania cząstek ściernych |
| US11230653B2 (en) | 2016-09-29 | 2022-01-25 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2018236989A1 (en) | 2017-06-21 | 2018-12-27 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| DE102017210799A1 (de) * | 2017-06-27 | 2018-12-27 | Robert Bosch Gmbh | Geformtes keramisches Schleifkorn sowie Verfahren zur Herstellung eines geformten keramischen Schleifkorns |
| JP7138178B2 (ja) | 2017-10-02 | 2022-09-15 | スリーエム イノベイティブ プロパティズ カンパニー | 細長い研磨粒子、その製造方法、及びそれを含む研磨物品 |
| JP7553556B2 (ja) * | 2019-11-18 | 2024-09-18 | ヘレーウス コナミック ノース アメリカ エルエルシー | プラズマ耐性酸化イットリウムアルミニウム体 |
| US12129422B2 (en) | 2019-12-27 | 2024-10-29 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles and methods of forming same |
| KR102765343B1 (ko) | 2019-12-27 | 2025-02-13 | 세인트-고바인 세라믹스 앤드 플라스틱스, 인크. | 연마 물품 및 이의 형성 방법 |
| CN114845838B (zh) | 2019-12-27 | 2024-10-25 | 圣戈本陶瓷及塑料股份有限公司 | 磨料制品及其形成方法 |
| EP4161732A1 (en) * | 2020-06-04 | 2023-04-12 | 3M Innovative Properties Company | Shaped abrasive particles and methods of manufacture the same |
| US12410303B2 (en) | 2020-07-28 | 2025-09-09 | 3M Innovative Properties Company | Thermal filler particle, thermally conductive composition, and assembly including the same |
| EP4329983A1 (en) | 2021-04-30 | 2024-03-06 | 3M Innovative Properties Company | Abrasive cut-off wheels and methods of making the same |
| WO2023130052A1 (en) | 2021-12-30 | 2023-07-06 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods of forming same |
| CA3241421A1 (en) | 2021-12-30 | 2023-07-06 | Anthony MARTONE | Abrasive articles and methods of forming same |
| EP4457054A4 (en) | 2021-12-30 | 2026-01-14 | Saint Gobain Abrasives Inc | ABRASIVE ARTICLES AND THEIR FORMATION PROCESSES |
Family Cites Families (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA743715A (en) | 1966-10-04 | The Carborundum Company | Manufacture of sintered abrasive grain of geometrical shape and controlled grit size | |
| US1910444A (en) | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| GB986847A (en) | 1962-02-07 | 1965-03-24 | Charles Beck Rosenberg Brunswi | Improvements in or relating to abrasives |
| US3859407A (en) | 1972-05-15 | 1975-01-07 | Corning Glass Works | Method of manufacturing particles of uniform size and shape |
| JPS4923395A (ja) * | 1972-06-30 | 1974-03-01 | ||
| JPS5548576A (en) * | 1978-10-04 | 1980-04-07 | Genjiyuu Inoue | Manufacturing method of grinding wheel |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| CA1254238A (en) * | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| AU604899B2 (en) | 1987-05-27 | 1991-01-03 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| CH675250A5 (ja) | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5011508A (en) | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US5077241A (en) * | 1988-11-17 | 1991-12-31 | Minnesota Mining And Manufacturing Company | Sol gel-derived ceramic bubbles |
| YU32490A (en) | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| US4997461A (en) | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5085671A (en) | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5078753A (en) | 1990-10-09 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Coated abrasive containing erodable agglomerates |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| DE4392791T1 (de) | 1992-06-12 | 1995-06-01 | Aluminum Co Of America | Verfahren zur Herstellung mehrlagiger Strukturen mit nichtebenen Oberflächen |
| US5201916A (en) | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| US5366523A (en) | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| ATE151063T1 (de) | 1992-09-25 | 1997-04-15 | Minnesota Mining & Mfg | Aluminiumoxid und zirconiumoxid enthaltendes schleifkorn |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| DE69419764T2 (de) | 1993-09-13 | 1999-12-23 | Minnesota Mining And Mfg. Co., St. Paul | Schleifartikel, verfahren zur herstellung desselben, verfahren zur verwendung desselben zum endbearbeiten, und herstellungswerkzeug |
| US6054093A (en) | 1994-10-19 | 2000-04-25 | Saint Gobain-Norton Industrial Ceramics Corporation | Screen printing shaped articles |
| US5645619A (en) | 1995-06-20 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of making alpha alumina-based abrasive grain containing silica and iron oxide |
| SE515393C2 (sv) * | 1995-10-03 | 2001-07-23 | Skf Nova Ab | Sätt att forma kroppar av en uppslamning av pulver i vatten med ett irreversibelt gelbildande protein |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| US6228340B1 (en) | 1997-08-25 | 2001-05-08 | The Regents Of The University Of California | Method for the production of macroporous ceramics |
| US5946991A (en) | 1997-09-03 | 1999-09-07 | 3M Innovative Properties Company | Method for knurling a workpiece |
| AU7701498A (en) | 1998-01-28 | 1999-08-16 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain using impregnation and abrasive articles |
| US6277161B1 (en) | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6248286B1 (en) * | 1999-12-03 | 2001-06-19 | Ut-Battelle, Llc | Method of making a functionally graded material |
| US6391072B1 (en) | 2000-05-04 | 2002-05-21 | Saint-Gobain Industrial Ceramics, Inc. | Abrasive grain |
| JP2002361562A (ja) * | 2001-06-11 | 2002-12-18 | Koremura Toishi Seisakusho:Kk | 砥石の製造方法 |
| JP4426524B2 (ja) * | 2003-03-10 | 2010-03-03 | 日本碍子株式会社 | 無機質多孔体及びその製造方法 |
| US6802878B1 (en) * | 2003-04-17 | 2004-10-12 | 3M Innovative Properties Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| US20050060941A1 (en) * | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Abrasive article and methods of making the same |
| GB2417921A (en) * | 2004-09-10 | 2006-03-15 | Dytech Corp Ltd | A method of fabricating a catalyst carrier |
| TWI320401B (en) * | 2005-02-05 | 2010-02-11 | Compal Electronics Inc | Method for manufacturing a microwave substrate |
| US8008624B2 (en) * | 2007-01-16 | 2011-08-30 | General Electric Company | X-ray detector fabrication methods and apparatus therefrom |
| DE102007056627B4 (de) | 2007-03-19 | 2023-12-21 | Lapmaster Wolters Gmbh | Verfahren zum gleichzeitigen Schleifen mehrerer Halbleiterscheiben |
| GB0717849D0 (en) * | 2007-09-13 | 2007-10-24 | Vibraglaz Uk Ltd | Finishing medium and process |
| US8367198B2 (en) | 2007-12-19 | 2013-02-05 | 3M Innovative Properties Company | Precisely-shaped porous particles |
| US8123828B2 (en) | 2007-12-27 | 2012-02-28 | 3M Innovative Properties Company | Method of making abrasive shards, shaped abrasive particles with an opening, or dish-shaped abrasive particles |
| KR101563381B1 (ko) | 2007-12-27 | 2015-10-26 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 소정 형상의 파쇄된 연마 입자, 이를 사용한 연마 용품, 및 그 제조 방법 |
| US8557214B2 (en) | 2008-05-15 | 2013-10-15 | Arizona Board Of Regents, A Body Corporate Of The State Of Arizona | Porous metal oxide particles |
| US10137556B2 (en) | 2009-06-22 | 2018-11-27 | 3M Innovative Properties Company | Shaped abrasive particles with low roundness factor |
| US8764865B2 (en) | 2008-12-17 | 2014-07-01 | 3M Innovative Properties Company | Shaped abrasive particles with grooves |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| US8142891B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Dish-shaped abrasive particles with a recessed surface |
| US8142532B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with an opening |
| CN101717257A (zh) * | 2009-12-01 | 2010-06-02 | 西安交通大学 | 溶胶凝胶法制备氧化铝基连续纤维的工艺 |
| EP2507013B1 (en) * | 2009-12-02 | 2019-12-25 | 3M Innovative Properties Company | Dual tapered shaped abrasive particles |
-
2012
- 2012-06-28 WO PCT/US2012/044605 patent/WO2013009484A2/en not_active Ceased
- 2012-06-28 RU RU2014100042/03A patent/RU2014100042A/ru not_active Application Discontinuation
- 2012-06-28 MX MX2014000435A patent/MX365860B/es active IP Right Grant
- 2012-06-28 EP EP12733384.7A patent/EP2731922B1/en active Active
- 2012-06-28 CN CN201280034485.5A patent/CN103649010B/zh active Active
- 2012-06-28 CA CA2841435A patent/CA2841435A1/en not_active Abandoned
- 2012-06-28 KR KR1020147003281A patent/KR20140059776A/ko not_active Ceased
- 2012-06-28 EP EP21156566.8A patent/EP3858800B1/en active Active
- 2012-06-28 CN CN201510042520.3A patent/CN104726062B/zh active Active
- 2012-06-28 US US14/127,853 patent/US9790410B2/en active Active
- 2012-06-28 JP JP2014520203A patent/JP6151689B2/ja active Active
- 2012-06-28 BR BR112014000690-3A patent/BR112014000690B1/pt not_active IP Right Cessation
-
2016
- 2016-12-13 JP JP2016241220A patent/JP6258458B2/ja active Active
-
2017
- 2017-09-19 US US15/708,910 patent/US10000677B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20180010026A1 (en) | 2018-01-11 |
| WO2013009484A2 (en) | 2013-01-17 |
| EP3858800B1 (en) | 2024-07-24 |
| MX365860B (es) | 2019-06-18 |
| CN103649010B (zh) | 2016-09-21 |
| US20140109490A1 (en) | 2014-04-24 |
| JP6258458B2 (ja) | 2018-01-10 |
| JP2014526977A (ja) | 2014-10-09 |
| CN103649010A (zh) | 2014-03-19 |
| CA2841435A1 (en) | 2013-01-17 |
| RU2014100042A (ru) | 2015-08-20 |
| MX2014000435A (es) | 2014-03-21 |
| WO2013009484A3 (en) | 2013-06-13 |
| KR20140059776A (ko) | 2014-05-16 |
| BR112014000690B1 (pt) | 2020-12-08 |
| CN104726062A (zh) | 2015-06-24 |
| BR112014000690A2 (pt) | 2017-02-14 |
| US10000677B2 (en) | 2018-06-19 |
| JP2017109921A (ja) | 2017-06-22 |
| EP2731922B1 (en) | 2022-11-09 |
| CN104726062B (zh) | 2017-09-29 |
| EP3858800A1 (en) | 2021-08-04 |
| US9790410B2 (en) | 2017-10-17 |
| EP2731922A2 (en) | 2014-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6258458B2 (ja) | セラミック成形研磨粒子、ゾル−ゲル組成物、及びセラミック成形研磨粒子を作製する方法 | |
| US10669461B2 (en) | Shaped abrasive particles and method of making | |
| CN103025490B (zh) | 相交平板成形磨粒 | |
| RU2616464C2 (ru) | Формованные абразивные частицы, способы получения и абразивные изделия, включающие их | |
| JP5414694B2 (ja) | 成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 | |
| CN102300939B (zh) | 具有倾斜侧壁的成形磨粒 | |
| CN102459493B (zh) | 具有低圆度系数的成形磨粒 | |
| CN102281993B (zh) | 带开口的成形磨粒 | |
| US9074119B2 (en) | Particulate materials and methods of forming same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150626 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170525 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6151689 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |