JP5414694B2 - 成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 - Google Patents
成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 Download PDFInfo
- Publication number
- JP5414694B2 JP5414694B2 JP2010540790A JP2010540790A JP5414694B2 JP 5414694 B2 JP5414694 B2 JP 5414694B2 JP 2010540790 A JP2010540790 A JP 2010540790A JP 2010540790 A JP2010540790 A JP 2010540790A JP 5414694 B2 JP5414694 B2 JP 5414694B2
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- mold
- abrasive particles
- particles
- precursor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002245 particle Substances 0.000 title claims description 152
- 238000000034 method Methods 0.000 title claims description 49
- 239000002243 precursor Substances 0.000 claims description 78
- 239000006185 dispersion Substances 0.000 claims description 64
- PNEYBMLMFCGWSK-UHFFFAOYSA-N Alumina Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 61
- 239000000463 material Substances 0.000 claims description 21
- 238000005498 polishing Methods 0.000 claims description 15
- -1 polypropylene Polymers 0.000 claims description 14
- 239000007788 liquid Substances 0.000 claims description 11
- 238000012216 screening Methods 0.000 claims description 9
- 239000004743 Polypropylene Substances 0.000 claims description 8
- 229920001155 polypropylene Polymers 0.000 claims description 8
- 238000011049 filling Methods 0.000 claims description 5
- 238000009736 wetting Methods 0.000 claims description 5
- 239000006082 mold release agent Substances 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 description 31
- 230000008569 process Effects 0.000 description 22
- 238000012360 testing method Methods 0.000 description 16
- 238000001035 drying Methods 0.000 description 12
- 239000000654 additive Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 10
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 9
- 238000000227 grinding Methods 0.000 description 9
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 9
- 239000002184 metal Substances 0.000 description 9
- 238000007790 scraping Methods 0.000 description 9
- 238000005245 sintering Methods 0.000 description 9
- 239000007787 solid Substances 0.000 description 8
- 239000006061 abrasive grain Substances 0.000 description 7
- 230000000996 additive effect Effects 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 7
- 238000012937 correction Methods 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 229910001593 boehmite Inorganic materials 0.000 description 6
- WMWXXXSCZVGQAR-UHFFFAOYSA-N dialuminum;oxygen(2-);hydrate Chemical compound O.[O-2].[O-2].[O-2].[Al+3].[Al+3] WMWXXXSCZVGQAR-UHFFFAOYSA-N 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 5
- 235000019483 Peanut oil Nutrition 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 229910017604 nitric acid Inorganic materials 0.000 description 5
- 239000002667 nucleating agent Substances 0.000 description 5
- 239000000312 peanut oil Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 238000001354 calcination Methods 0.000 description 4
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Inorganic materials [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229920001568 phenolic resin Polymers 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 239000012815 thermoplastic material Substances 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000009503 electrostatic coating Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 235000019253 formic acid Nutrition 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 238000005470 impregnation Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 150000002896 organic halogen compounds Chemical class 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- 150000007519 polyprotic acids Polymers 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000012085 test solution Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 239000000080 wetting agent Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910017493 Nd 2 O 3 Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- 235000012241 calcium silicate Nutrition 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical compound [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 229910001610 cryolite Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000007516 diamond turning Methods 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- KBQHZAAAGSGFKK-UHFFFAOYSA-N dysprosium atom Chemical compound [Dy] KBQHZAAAGSGFKK-UHFFFAOYSA-N 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 238000004924 electrostatic deposition Methods 0.000 description 1
- UYAHIZSMUZPPFV-UHFFFAOYSA-N erbium Chemical compound [Er] UYAHIZSMUZPPFV-UHFFFAOYSA-N 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 235000021323 fish oil Nutrition 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- UIWYJDYFSGRHKR-UHFFFAOYSA-N gadolinium atom Chemical compound [Gd] UIWYJDYFSGRHKR-UHFFFAOYSA-N 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 150000002366 halogen compounds Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052746 lanthanum Inorganic materials 0.000 description 1
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000004579 marble Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 150000004682 monohydrates Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- NDLPOXTZKUMGOV-UHFFFAOYSA-N oxo(oxoferriooxy)iron hydrate Chemical compound O.O=[Fe]O[Fe]=O NDLPOXTZKUMGOV-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- PUDIUYLPXJFUGB-UHFFFAOYSA-N praseodymium atom Chemical compound [Pr] PUDIUYLPXJFUGB-UHFFFAOYSA-N 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 239000010802 sludge Substances 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- NAWDYIZEMPQZHO-UHFFFAOYSA-N ytterbium Chemical compound [Yb] NAWDYIZEMPQZHO-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/22—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by pressing in moulds or between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24364—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.] with transparent or protective coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
- Y10T428/24413—Metal or metal compound
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2982—Particulate matter [e.g., sphere, flake, etc.]
Description
三角形の研磨粒子及びこれらの三角形の研磨粒子を使用する研磨物品は、米国特許第5,201,916号(バーグ(Berg))、同第5,366,523号(ローウェンホースト(Rowenhorst))、及び同第5,984,988号(バーグ(Berg))に開示されている。一実施形態において、この研磨粒子の形は正三角形を含む。三角形の研磨粒子は、優れた削り取りレートを有する研磨物品の製造に有用である。
本明細書で使用される「含む/備える/具備する(comprise)」、「有する(have)」、及び「含む(include)」という言葉の形態は、法的に同等かつ非限定的である。したがって、記載された要素、機能、工程、又は制限に加えて、記載されていない追加的な要素、機能、工程、又は制限が存在する場合がある。
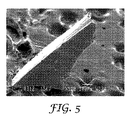
図4及び5を参照すると、研磨粒子20が図示されている。研磨粒子20は、複数のαアルミナ研磨破片21に成形される断裂したαアルミナ研磨粒子を含む。図1を参照すると、成形型34内の前駆体研磨粒子23が図示されている。それぞれのαアルミナ研磨破片21は、少なくとも第1の正確に成形された面22と、第1の正確に成形された面と既定の角度αで交差する第2の正確に成形された面24と、この第1の正確に成形された面22と対向する第3の表面26と、断裂表面28と、を含む。第1の正確に成形された面22は、成形型34内の空洞32の底面30との接触によって形成され得る。図1では、成形型34の空洞32の一部分のみが断面で示されている。典型的には、成形型34は、αアルミナ研磨破片21を経済的に製造するために複数の空洞を有する。第1の正確に成形された面22は、空洞32の底面30の表面の仕上げ及び形を実質的に複製する。
第一のプロセス工程は、αアルミナに転換可能な粒子を含有するシードされた又はシードされていない研磨材分散液のいずれかを提供する工程を伴う。これらの粒子は揮発性成分を含む液体中に分散される。一実施形態において、揮発性成分は水である。研磨材分散液は、成形型の空洞を充填して成形型表面を複製することを可能にするために研磨材分散液の粘性を十分に低くするために十分な量でありながらも、後に成形型の空洞から液体を除去することを実現不可能なほど高価にしない程度の量の液体を含まなくてはならない。研磨材分散液は、αアルミナに転換可能な、酸化アルミニウム一水和物(ベーマイト)のような粒子を2重量%〜90重量%、及び水のような揮発性成分を少なくとも10重量%、又は50重量%〜70重量%、又は50重量%〜60重量%含む。逆に、いくつかの実施形態における研磨材分散液は、固体を30重量%〜50重量%、又は40重量%〜50重量%含有する。
別の観点において、本開示は、結合剤と複数の研磨粒子とを含む研磨物品を提供し、研磨粒子の少なくとも一部分は本開示に従って作製されたαアルミナ研磨破片である。代表的な研磨材物品としては、被覆された研磨物品、結合研磨材物品(例えばホイール)、不織研磨材物品、及び研磨ブラシが挙げられる。被覆された研磨物品は、典型的に、第1主表面と、反対側の第2主表面とを有する裏材を含み、結合剤(メークコート)と複数の研磨粒子が、前記第1主表面の少なくとも一部分の上に研磨層を形成する。いくつかの実施形態では、研磨物品中の研磨粒子の総重量に対して、少なくとも5重量%、10重量%、15重量%、20重量%、25重量%、30重量%、35重量%、40重量%、45重量%、50重量%、55重量%、60重量%、65重量%、70重量%、75重量%、80重量%、85重量%、90重量%、95重量%、あるいは100重量%さえもの研磨物品中の研磨粒子が本開示によるαアルミナ研磨破片である。
次の手順を用いて研磨ディスクを試験した。評価用の直径17.8cm(7インチ)の研磨ディスクを、17.8cm(7インチ)のリブ付きディスクパッド平面皿(3Mカンパニー(3M Company)(ミネソタ州セントポール)から入手した(「80514エクストラハードレッド(80514 Extra Hard Red)」)を装備した回転研削盤に取り付けた。次に、研削盤を稼動して、44.5N(10ポンド)の荷重下の、1.9×1.9cm(0.75×0.75インチ)の予め計量された1045スチールバーの末端面を付勢した。この荷重下でのこの加工対象物に対する研削盤の結果的な回転速度は5000rpmであった。この加工対象物を、これらの条件下で合計36回20秒研削インターバル(パス)で研磨した。それぞれの20秒インターバルの後、加工対象物を室温まで冷却させ、計量して、研磨動作による削り取りを測定した。試験結果は、それぞれのインターバルでのインクリメンタルな削り取り、及び取り除かれた合計削り取りとして報告した。所望により、好適な設備を用いて試験を自動化することができる。

Claims (7)
- 複数の空洞を有する成形型を提供する工程と、
前記複数の空洞を研磨材分散液で充填する工程であり、前記研磨材分散液が、αアルミナに転換可能な液体中の粒子を含み、前記液体が揮発性成分を含む、工程と、
前記研磨材分散液が前記複数の空洞の中にあるうちに前記研磨材分散液から前記揮発性成分の少なくとも一部分を除去することによって、既定のサイズを有する複数の前駆体研磨粒子を形成する工程と、
前記複数の前駆体研磨粒子が複数の空洞の中にあるうちに前記複数の前駆体研磨粒子の少なくとも過半数を少なくとも2つの片に断裂することによって、複数の断裂した前駆体研磨粒子を形成する工程と、を含み、
前記成形型の前記複数の空洞に離型剤が適用されない、方法。 - 前記成形型がポリプロピレンを含む、請求項1に記載の方法。
- 前記複数の空洞が濡れ張力を備え、前記濡れ張力が0.00033N/cm未満である、請求項2に記載の方法。
- 研磨材であって、研磨工業規格公称等級又は公称スクリーニング等級を有する複数のαアルミナ研磨破片を含み、前記複数のαアルミナ研磨破片が第1の成形された面と、前記第1の成形された面と既定の角度αで交差する第2の成形された面と、前記第1の成形された面と対向する第3の面と、断裂した面と、を備える、研磨材。
- 前記複数のαアルミナ研磨破片が、複数の三角形の空洞を有する成形型内で形成される、請求項4に記載の研磨材。
- 前記既定の角度αが91度〜120度である、請求項4に記載の研磨材。
- 前記断裂した面が、前記第1の成形された面と前記対向する第3の面との間を伝搬する、請求項6に記載の研磨材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US1696507P | 2007-12-27 | 2007-12-27 | |
| US61/016,965 | 2007-12-27 | ||
| PCT/US2008/087192 WO2009085841A2 (en) | 2007-12-27 | 2008-12-17 | Shaped, fractured abrasive particle, abrasive article using same and method of making |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011507718A JP2011507718A (ja) | 2011-03-10 |
| JP2011507718A5 JP2011507718A5 (ja) | 2011-09-22 |
| JP5414694B2 true JP5414694B2 (ja) | 2014-02-12 |
Family
ID=40796441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010540790A Active JP5414694B2 (ja) | 2007-12-27 | 2008-12-17 | 成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8034137B2 (ja) |
| EP (1) | EP2242618B1 (ja) |
| JP (1) | JP5414694B2 (ja) |
| KR (1) | KR101563381B1 (ja) |
| CN (1) | CN101909823B (ja) |
| BR (1) | BRPI0821437B1 (ja) |
| WO (1) | WO2009085841A2 (ja) |
Families Citing this family (210)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8123828B2 (en) | 2007-12-27 | 2012-02-28 | 3M Innovative Properties Company | Method of making abrasive shards, shaped abrasive particles with an opening, or dish-shaped abrasive particles |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| US10137556B2 (en) | 2009-06-22 | 2018-11-27 | 3M Innovative Properties Company | Shaped abrasive particles with low roundness factor |
| CN102317038B (zh) | 2008-12-17 | 2014-02-05 | 3M创新有限公司 | 带凹槽的成形磨粒 |
| US8142891B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Dish-shaped abrasive particles with a recessed surface |
| JP5651190B2 (ja) * | 2009-12-02 | 2015-01-07 | スリーエム イノベイティブ プロパティズ カンパニー | 双対テーパ形状の成形研磨粒子 |
| EP2507016B1 (en) * | 2009-12-02 | 2020-09-23 | 3M Innovative Properties Company | Method of making a coated abrasive article having shaped abrasive particles and resulting product |
| US8480772B2 (en) | 2009-12-22 | 2013-07-09 | 3M Innovative Properties Company | Transfer assisted screen printing method of making shaped abrasive particles and the resulting shaped abrasive particles |
| RU2510323C1 (ru) | 2010-03-03 | 2014-03-27 | Зм Инновейтив Пропертиз Компани | Абразивный круг со связкой |
| WO2011139562A2 (en) | 2010-04-27 | 2011-11-10 | 3M Innovative Properties Company | Ceramic shaped abrasive particles, methods of making the same, and abrasive articles containing the same |
| EP2601014B1 (en) | 2010-08-04 | 2019-09-25 | 3M Innovative Properties Company | Intersecting plate shaped abrasive particles |
| US9709867B2 (en) | 2010-10-05 | 2017-07-18 | Rise Acreo Ab | Display device |
| US9073179B2 (en) * | 2010-11-01 | 2015-07-07 | 3M Innovative Properties Company | Laser method for making shaped ceramic abrasive particles, shaped ceramic abrasive particles, and abrasive articles |
| KR101863393B1 (ko) | 2010-11-01 | 2018-05-31 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 형상화된 연마 입자 및 제조 방법 |
| US8758461B2 (en) | 2010-12-31 | 2014-06-24 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| WO2012112305A2 (en) | 2011-02-16 | 2012-08-23 | 3M Innovative Properties Company | Coated abrasive article having rotationally aligned formed ceramic abrasive particles and method of making |
| JP5932845B2 (ja) | 2011-02-16 | 2016-06-08 | スリーエム イノベイティブ プロパティズ カンパニー | 静電研磨粒子コーティング装置及び方法 |
| EP2695020B1 (en) | 2011-04-05 | 2016-05-18 | Acreo Swedish ICT AB | Process for manufacturing an electrochemically active device based on self-alignment of electrolytes on electrodes |
| KR20140024884A (ko) | 2011-04-14 | 2014-03-03 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 성형된 연마 그레인의 탄성중합체 결합된 응집체를 함유하는 부직포 연마 용품 |
| CN102837269A (zh) * | 2011-06-21 | 2012-12-26 | 祁成 | 针刀专用砂布的生产方法 |
| CN103702800B (zh) | 2011-06-30 | 2017-11-10 | 圣戈本陶瓷及塑料股份有限公司 | 包括氮化硅磨粒的磨料制品 |
| US8840694B2 (en) | 2011-06-30 | 2014-09-23 | Saint-Gobain Ceramics & Plastics, Inc. | Liquid phase sintered silicon carbide abrasive particles |
| MX365860B (es) * | 2011-07-12 | 2019-06-18 | 3M Innovative Properties Co | Metodo de elaboracion de particulas abrasivas conformadas de ceramica, composicion de sol-gel, y particulas abrasivas conformadas, de ceramica. |
| EP2567784B1 (en) | 2011-09-08 | 2019-07-31 | 3M Innovative Properties Co. | Bonded abrasive article |
| CA2847807C (en) | 2011-09-07 | 2019-12-03 | 3M Innovative Properties Company | Method of abrading a workpiece |
| RU2600464C2 (ru) | 2011-09-07 | 2016-10-20 | 3М Инновейтив Пропертиз Компани | Склеенное абразивное изделие |
| CA2850147A1 (en) | 2011-09-26 | 2013-04-04 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| WO2013070576A2 (en) | 2011-11-09 | 2013-05-16 | 3M Innovative Properties Company | Composite abrasive wheel |
| CN102513946B (zh) * | 2011-11-25 | 2013-10-30 | 华侨大学 | 用于研究熔融态合金滴落体与磨粒接触界面行为的装置 |
| KR101681526B1 (ko) | 2011-12-30 | 2016-12-01 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 복합 형상화 연마입자들 및 이의 형성방법 |
| KR102187425B1 (ko) | 2011-12-30 | 2020-12-09 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자 및 이의 형성방법 |
| AU2012362173B2 (en) | 2011-12-30 | 2016-02-25 | Saint-Gobain Ceramics & Plastics, Inc. | Forming shaped abrasive particles |
| US8840696B2 (en) | 2012-01-10 | 2014-09-23 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| BR112014017050B1 (pt) | 2012-01-10 | 2021-05-11 | Saint-Gobain Ceramics & Plastics, Inc. | partícula abrasiva moldada |
| US9248550B2 (en) * | 2012-03-02 | 2016-02-02 | Saint-Gobain Abrasives, Inc. | Abrasive wheels and methods for making and using same |
| WO2013149209A1 (en) | 2012-03-30 | 2013-10-03 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| WO2013151745A1 (en) | 2012-04-04 | 2013-10-10 | 3M Innovative Properties Company | Abrasive particles, method of making abrasive particles, and abrasive articles |
| IN2014DN10170A (ja) | 2012-05-23 | 2015-08-21 | Saint Gobain Ceramics | |
| US20130337725A1 (en) | 2012-06-13 | 2013-12-19 | 3M Innovative Property Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| CN104411459B (zh) * | 2012-06-29 | 2018-06-15 | 圣戈本陶瓷及塑料股份有限公司 | 具有特定形状的磨粒和形成这种粒子的方法 |
| EP2869969A2 (en) | 2012-07-06 | 2015-05-13 | 3M Innovative Properties Company | Coated abrasive article |
| EP2692815A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit konkavem Abschnitt |
| EP2692821A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Basiskörper und Aufsatzkörper |
| EP2692813A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Erhebungen verschiedener Höhen |
| CN104520401A (zh) | 2012-08-02 | 2015-04-15 | 罗伯特·博世有限公司 | 具有最多三个面和一个角的磨粒 |
| EP2692814A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn, enthaltend eine erste Fläche ohne Ecke und zweite Fläche mit Ecke |
| EP2692818A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Hauptoberflächen und Nebenoberflächen |
| EP2692819A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch GmbH | Schleifkorn mit Basisfläche und Erhebungen |
| EP2692817A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit unter einem Winkel angeordneten Platten |
| EP2692816A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit einander durchdringenden flächigen Körpern |
| EP2880117B1 (de) | 2012-08-02 | 2017-03-01 | Robert Bosch GmbH | Schleifkorn, enthaltend eine erste fläche ohne ecke und zweite fläche mit ecke |
| EP2692820A1 (de) | 2012-08-02 | 2014-02-05 | Robert Bosch Gmbh | Schleifkorn mit Basiskörper, Erhebung und Öffnung |
| US9440332B2 (en) | 2012-10-15 | 2016-09-13 | Saint-Gobain Abrasives, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| JP6550335B2 (ja) | 2012-10-31 | 2019-07-24 | スリーエム イノベイティブ プロパティズ カンパニー | 成形研磨材粒子、その製造方法、及びそれを含む研磨材物品 |
| KR101818946B1 (ko) | 2012-12-31 | 2018-01-17 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 미립자 소재 및 이의 형성방법 |
| WO2014137972A1 (en) | 2013-03-04 | 2014-09-12 | 3M Innovative Properties Company | Nonwoven abrasive article containing formed abrasive particles |
| MX2015012492A (es) | 2013-03-12 | 2016-04-21 | 3M Innovative Properties Co | Articulo abrasivo aglomerado. |
| MX2015013566A (es) | 2013-03-29 | 2016-02-05 | 3M Innovative Properties Co | Articulos abrasivos no tejidos y metodos para la elaboracion de los mismos. |
| WO2014161001A1 (en) | 2013-03-29 | 2014-10-02 | Saint-Gobain Abrasives, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| TW201502263A (zh) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | 包含成形研磨粒子之研磨物品 |
| CN105555479B (zh) | 2013-09-16 | 2018-02-16 | 3M创新有限公司 | 具有蜡防填塞化合物的非织造磨料制品及其使用方法 |
| RU2643004C2 (ru) | 2013-09-30 | 2018-01-29 | Сен-Гобен Серэмикс Энд Пластикс, Инк. | Формованные абразивные частицы и способы их получения |
| EP3052271B1 (en) | 2013-10-04 | 2021-04-21 | 3M Innovative Properties Company | Bonded abrasive articles and methods |
| EP3069353B1 (en) | 2013-11-15 | 2019-10-30 | 3M Innovative Properties Company | An electrically conductive article containing shaped particles and methods of making same |
| AT515223B1 (de) * | 2013-12-18 | 2016-06-15 | Tyrolit - Schleifmittelwerke Swarovski K G | Verfahren zur Herstellung von Schleifmittel |
| EP3086904B1 (en) | 2013-12-23 | 2021-10-27 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| EP3086903B1 (en) | 2013-12-23 | 2019-09-11 | 3M Innovative Properties Company | A coated abrasive article maker apparatus |
| KR101870617B1 (ko) | 2013-12-31 | 2018-06-26 | 생-고뱅 어브레이시브즈, 인코포레이티드 | 형상화 연마 입자들을 포함하는 연마 물품 |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| WO2015115667A1 (ja) * | 2014-01-31 | 2015-08-06 | 日本碍子株式会社 | 多孔質板状フィラー |
| WO2015123047A1 (en) | 2014-02-14 | 2015-08-20 | 3M Innovative Properties Company | Abrasive article and method of using the same |
| US10155892B2 (en) | 2014-02-27 | 2018-12-18 | 3M Innovative Properties Company | Abrasive particles, abrasive articles, and methods of making and using the same |
| DE202014101739U1 (de) | 2014-04-11 | 2014-05-09 | Robert Bosch Gmbh | Schleifkorn mit Knoten und Fortsätzen |
| DE202014101741U1 (de) | 2014-04-11 | 2014-05-09 | Robert Bosch Gmbh | Teilweise beschichtetes Schleifkorn |
| CN106457522B (zh) | 2014-04-14 | 2020-03-24 | 圣戈本陶瓷及塑料股份有限公司 | 包括成形磨粒的研磨制品 |
| JP6484647B2 (ja) | 2014-04-14 | 2019-03-13 | サン−ゴバン セラミックス アンド プラスティクス,インコーポレイティド | 成形研磨粒子を含む研磨物品 |
| JP6640110B2 (ja) | 2014-04-21 | 2020-02-05 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨粒子、及びこれを含む研磨物品 |
| JP6611414B2 (ja) | 2014-05-27 | 2019-11-27 | スリーエム イノベイティブ プロパティズ カンパニー | 塗装表面の仕上げ方法及び研磨材料 |
| WO2015184355A1 (en) | 2014-05-30 | 2015-12-03 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| US10493596B2 (en) | 2014-08-21 | 2019-12-03 | 3M Innovative Properties Company | Coated abrasive article with multiplexed structures of abrasive particles and method of making |
| CN106687253B (zh) | 2014-09-15 | 2020-01-17 | 3M创新有限公司 | 制备磨料制品以及可由此制备的粘结磨料轮的方法 |
| EP3209461A4 (en) | 2014-10-21 | 2018-08-22 | 3M Innovative Properties Company | Abrasive preforms, method of making an abrasive article, and bonded abrasive article |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| BR112017020767B1 (pt) | 2015-03-30 | 2021-11-16 | 3M Innovative Properties Company | Método para fabricação de um artigo abrasivo revestido |
| EP3277459B1 (en) | 2015-03-31 | 2023-08-16 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| MX365727B (es) | 2015-04-14 | 2019-06-12 | 3M Innovative Properties Co | Articulo abrasivo de tela no tejida y metodo para fabricarlo. |
| CN104962236A (zh) * | 2015-05-28 | 2015-10-07 | 秦桂文 | 一种具有设计厚度的破碎磨粒、使用其制造的磨料制品及其制造方法 |
| WO2016201104A1 (en) | 2015-06-11 | 2016-12-15 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2016205267A1 (en) | 2015-06-19 | 2016-12-22 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| CN107787265B (zh) | 2015-06-19 | 2021-04-27 | 3M创新有限公司 | 具有在范围内的随机旋转取向的磨料颗粒的磨料制品 |
| WO2017007714A1 (en) | 2015-07-08 | 2017-01-12 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| WO2017007703A1 (en) | 2015-07-08 | 2017-01-12 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| JP6865216B2 (ja) | 2015-10-07 | 2021-04-28 | スリーエム イノベイティブ プロパティズ カンパニー | エポキシ官能性シランカップリング剤、表面改質された研磨粒子、及び結合研磨物品 |
| US9849563B2 (en) | 2015-11-05 | 2017-12-26 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| WO2017083249A1 (en) | 2015-11-13 | 2017-05-18 | 3M Innovative Properties Company | Method of shape sorting crushed abrasive particles |
| CA3016197A1 (en) | 2016-03-03 | 2017-09-08 | 3M Innovative Properties Company | Depressed center grinding wheel |
| EP3436217B1 (en) * | 2016-04-01 | 2022-02-23 | 3M Innovative Properties Company | Elongate shaped abrasive particles, and methods of making the same |
| EP3442748A1 (en) | 2016-04-13 | 2019-02-20 | 3M Innovative Properties Company | Abrasive article |
| JP6983179B2 (ja) | 2016-05-06 | 2021-12-17 | スリーエム イノベイティブ プロパティズ カンパニー | 硬化性組成物、研磨物品及びその製造方法 |
| WO2017197002A1 (en) | 2016-05-10 | 2017-11-16 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles and methods of forming same |
| KR102243356B1 (ko) * | 2016-05-10 | 2021-04-23 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 연마 입자 및 이의 형성 방법 |
| US11607776B2 (en) | 2016-07-20 | 2023-03-21 | 3M Innovative Properties Company | Shaped vitrified abrasive agglomerate, abrasive articles, and method of abrading |
| US10894905B2 (en) | 2016-08-31 | 2021-01-19 | 3M Innovative Properties Company | Halogen and polyhalide mediated phenolic polymerization |
| US10988648B2 (en) | 2016-09-21 | 2021-04-27 | 3M Innovative Properties Company | Elongated abrasive particle with enhanced retention features |
| WO2018057465A1 (en) | 2016-09-26 | 2018-03-29 | 3M Innovative Properties Company | Nonwoven abrasive articles having electrostatically-oriented abrasive particles and methods of making same |
| KR102450209B1 (ko) | 2016-09-27 | 2022-09-30 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 개방형 코트 연마 물품 및 연마 방법 |
| EP4349896A2 (en) | 2016-09-29 | 2024-04-10 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US11097398B2 (en) | 2016-09-30 | 2021-08-24 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| WO2018063962A1 (en) | 2016-09-30 | 2018-04-05 | 3M Innovative Properties Company | Multipurpose tooling for shaped particles |
| EP3532247B1 (en) | 2016-10-25 | 2021-06-09 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| WO2018080756A1 (en) | 2016-10-25 | 2018-05-03 | 3M Innovative Properties Company | Functional abrasive particles, abrasive articles, and methods of making the same |
| CN109862999B (zh) | 2016-10-25 | 2022-05-10 | 3M创新有限公司 | 粘结砂轮及其制备方法 |
| WO2018080799A1 (en) | 2016-10-25 | 2018-05-03 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| CN109890931B (zh) | 2016-10-25 | 2021-03-16 | 3M创新有限公司 | 可磁化磨料颗粒和包含可磁化磨料颗粒的磨料制品 |
| WO2018080765A1 (en) | 2016-10-25 | 2018-05-03 | 3M Innovative Properties Company | Structured abrasive articles and methods of making the same |
| CN109863568B (zh) | 2016-10-25 | 2020-05-15 | 3M创新有限公司 | 制备可磁化磨料颗粒的方法 |
| WO2018081246A1 (en) | 2016-10-25 | 2018-05-03 | 3M Innovative Properties Company | Shaped vitrified abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods |
| WO2018106587A1 (en) | 2016-12-07 | 2018-06-14 | 3M Innovative Properties Company | Flexible abrasive article |
| US20200070312A1 (en) | 2016-12-07 | 2020-03-05 | 3M Innovative Properties Company | Flexible abrasive article |
| JP2020513337A (ja) | 2016-12-09 | 2020-05-14 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品及び研磨方法 |
| US11648646B2 (en) | 2016-12-21 | 2023-05-16 | 3M Innovative Properties Company | Abrasive article with different pluralities of abrasive particles |
| WO2018118699A1 (en) | 2016-12-21 | 2018-06-28 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| EP3558591A4 (en) | 2016-12-21 | 2020-07-29 | 3M Innovative Properties Company | SYSTEMS, METHODS AND TOOLS FOR DISTRIBUTING DIFFERENT PLURALITIES OF ABRASIVE PARTICLES TO MAKE ABRASIVE ARTICLES |
| EP3571011A1 (en) | 2017-01-19 | 2019-11-27 | 3M Innovative Properties Company | Magnetically assisted transfer of magnetizable abrasive particles and methods, apparatuses and systems related thereto |
| WO2018136268A1 (en) | 2017-01-19 | 2018-07-26 | 3M Innovative Properties Company | Manipulation of magnetizable abrasive particles with modulation of magnetic field angle or strength |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10865148B2 (en) | 2017-06-21 | 2020-12-15 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| WO2019025882A1 (en) | 2017-07-31 | 2019-02-07 | 3M Innovative Properties Company | PLACING ABRASIVE PARTICLES TO OBTAIN SCRATCHES INDEPENDENT FROM ORIENTATION AND MINIMIZING OBSERVABLE MANUFACTURING DEFECTS |
| WO2019069157A1 (en) | 2017-10-02 | 2019-04-11 | 3M Innovative Properties Company | ELONGATED ABRASIVE PARTICLES, PROCESS FOR PRODUCTION THEREOF, AND ABRASIVE ARTICLES CONTAINING THE SAME |
| CN108015877A (zh) * | 2017-11-06 | 2018-05-11 | 田秀文 | 一种陶瓷原料的造粒装置 |
| JP6899490B2 (ja) | 2017-11-21 | 2021-07-07 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨ディスク並びにその製造方法及び使用方法 |
| WO2019102332A1 (en) | 2017-11-21 | 2019-05-31 | 3M Innovative Properties Company | Coated abrasive disc and methods of making and using the same |
| US20200353594A1 (en) | 2017-11-27 | 2020-11-12 | 3M Innovative Properties Company | Abrasive article |
| CN111448032B (zh) | 2017-12-08 | 2022-11-11 | 3M创新有限公司 | 多孔磨料制品 |
| EP3720654A1 (en) | 2017-12-08 | 2020-10-14 | 3M Innovative Properties Company | Abrasive article |
| WO2019125995A1 (en) | 2017-12-18 | 2019-06-27 | 3M Innovative Properties Company | Phenolic resin composition comprising polymerized ionic groups, abrasive articles and methods |
| WO2019120211A1 (en) | 2017-12-20 | 2019-06-27 | 3M Innovative Properties Company | Abrasive articles including a saturant and an anti-loading size layer |
| US20210002533A1 (en) | 2018-03-01 | 2021-01-07 | 3M Innovative Properties Company | Shaped siliceous abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods |
| US11820844B2 (en) | 2018-03-22 | 2023-11-21 | 3M Innovative Properties Company | Charge-modified particles and methods of making the same |
| US11492495B2 (en) | 2018-03-22 | 2022-11-08 | 3M Innovative Properties Company | Modified aluminum nitride particles and methods of making the same |
| EP3775089A1 (en) | 2018-04-12 | 2021-02-17 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| CN112020407A (zh) | 2018-04-24 | 2020-12-01 | 3M创新有限公司 | 带涂层磨料制品及其制造方法 |
| US20210046612A1 (en) | 2018-04-24 | 2021-02-18 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| KR102651262B1 (ko) * | 2018-04-24 | 2024-03-25 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 미리 결정된 레이크각을 갖는 형상화된 연마 입자를 갖는 연마 용품 |
| CN112041119A (zh) | 2018-04-24 | 2020-12-04 | 3M创新有限公司 | 制备涂覆磨料制品的方法 |
| EP3814445B1 (en) | 2018-06-14 | 2023-04-19 | 3M Innovative Properties Company | Method of treating a surface, surface-modified abrasive particles, and resin-bond abrasive articles |
| CN112424300A (zh) | 2018-06-14 | 2021-02-26 | 3M创新有限公司 | 用于可固化组合物的增粘剂 |
| US11945076B2 (en) | 2018-07-23 | 2024-04-02 | 3M Innovative Properties Company | Articles including polyester backing and primer layer and related methods |
| US20210308832A1 (en) | 2018-08-13 | 2021-10-07 | 3M Innovative Properties Company | Structured abrasive article and method of making the same |
| US11229987B2 (en) | 2018-08-27 | 2022-01-25 | 3M Innovative Properties Company | Embedded electronic circuit in grinding wheels and methods of embedding |
| EP3863799A1 (en) | 2018-10-09 | 2021-08-18 | 3M Innovative Properties Company | Treated backing and coated abrasive article including the same |
| EP3864104A1 (en) | 2018-10-11 | 2021-08-18 | 3M Innovative Properties Company | Supported abrasive particles, abrasive articles, and methods of making the same |
| KR20210089728A (ko) | 2018-11-15 | 2021-07-16 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 코팅된 연마 벨트 및 그의 제조 및 사용 방법 |
| WO2020099969A1 (en) | 2018-11-15 | 2020-05-22 | 3M Innovative Properties Company | Coated abrasive belt and methods of making and using the same |
| US20220016747A1 (en) | 2018-12-18 | 2022-01-20 | 3M Innovative Properties Company | Coated abrasive articles and methods of making coated abrasive articles |
| US11911876B2 (en) | 2018-12-18 | 2024-02-27 | 3M Innovative Properties Company | Tooling splice accommodation for abrasive article production |
| US20220055185A1 (en) | 2018-12-18 | 2022-02-24 | 3M Innovative Properties Company | Coated abrasive article having spacer particles, making method and apparatus therefor |
| US20220080554A1 (en) | 2019-02-11 | 2022-03-17 | 3M Innovative Properties Company | Abrasive articles and methods of making and using the same |
| BR112021015764A2 (pt) | 2019-02-11 | 2021-10-05 | 3M Innovative Properties Company | Artigo abrasivo |
| CN109956753A (zh) * | 2019-03-11 | 2019-07-02 | 山东天汇研磨耐磨技术开发有限公司 | 一种线性高减水性陶瓷研磨专用分散剂及其制造方法 |
| CN109807400B (zh) * | 2019-04-02 | 2020-04-21 | 游晓东 | 一种用于开孔后的残留物清除装置以及钻孔装置 |
| US11485889B2 (en) * | 2019-04-15 | 2022-11-01 | 3M Innovative Properties Company | Partially shaped abrasive particles, methods of manufacture and articles containing the same |
| EP3956104A1 (en) * | 2019-04-16 | 2022-02-23 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| CN114026660A (zh) | 2019-06-28 | 2022-02-08 | 3M创新有限公司 | 可磁化磨料颗粒及其制造方法 |
| CN114126805A (zh) | 2019-07-18 | 2022-03-01 | 3M创新有限公司 | 静电颗粒对准设备和方法 |
| WO2021014271A1 (en) | 2019-07-23 | 2021-01-28 | 3M Innovative Properties Company | Shaped abrasive particles with sharp edges, methods of manufacturing and articles containing the same |
| WO2021074768A1 (en) | 2019-10-14 | 2021-04-22 | 3M Innovative Properties Company | Magnetizable abrasive particle and method of making the same |
| WO2021074756A1 (en) | 2019-10-17 | 2021-04-22 | 3M Innovative Properties Company | Coated abrasive articles and method of making the same |
| CN114630725A (zh) | 2019-10-23 | 2022-06-14 | 3M创新有限公司 | 在多条边中的一条边内具有凹形空隙的成形磨料颗粒 |
| US20220389277A1 (en) | 2019-10-28 | 2022-12-08 | 3M Innovative Properties Company | System and methods of finishing a metallic surface |
| WO2021111327A1 (en) | 2019-12-06 | 2021-06-10 | 3M Innovative Properties Company | Mesh abrasive and method of making the same |
| CN114901430A (zh) | 2019-12-09 | 2022-08-12 | 3M创新有限公司 | 带涂层磨料制品及制备带涂层磨料制品的方法 |
| CN114829069A (zh) | 2019-12-09 | 2022-07-29 | 3M创新有限公司 | 磨料制品 |
| US20230001543A1 (en) | 2019-12-16 | 2023-01-05 | 3M Innovative Properties Company | Bonded abrasive article and method of making the same |
| CN111015536B (zh) * | 2019-12-17 | 2021-06-29 | 白鸽磨料磨具有限公司 | 一种涂附磨具的植砂方法及生产系统 |
| EP4081369A4 (en) | 2019-12-27 | 2024-04-10 | Saint Gobain Ceramics | GRINDING ARTICLES AND METHODS OF FORMING SAME |
| EP4096867A1 (en) | 2020-01-31 | 2022-12-07 | 3M Innovative Properties Company | Coated abrasive articles |
| WO2021161129A1 (en) | 2020-02-10 | 2021-08-19 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| EP4121249A1 (en) | 2020-03-18 | 2023-01-25 | 3M Innovative Properties Company | Abrasive article |
| EP4139088A1 (en) | 2020-04-23 | 2023-03-01 | 3M Innovative Properties Company | Shaped abrasive particles |
| CN115605319A (zh) | 2020-05-11 | 2023-01-13 | 3M创新有限公司(Us) | 磨料体及其制备方法 |
| US20230294247A1 (en) | 2020-06-04 | 2023-09-21 | 3M Innovative Properties Company | Shaped abrasive particles and methods of manufacture the same |
| WO2021245492A1 (en) | 2020-06-04 | 2021-12-09 | 3M Innovative Properties Company | Incomplete polygonal shaped abrasive particles, methods of manufacture and articles containing the same |
| WO2022003498A1 (en) | 2020-06-30 | 2022-01-06 | 3M Innovative Properties Company | Coated abrasive articles and methods of making and using the same |
| CN116133794A (zh) | 2020-07-28 | 2023-05-16 | 3M创新有限公司 | 带涂层磨料制品及其制备方法 |
| WO2022023848A1 (en) | 2020-07-30 | 2022-02-03 | 3M Innovative Properties Company | Method of abrading a workpiece |
| CN116157235A (zh) | 2020-07-30 | 2023-05-23 | 3M创新有限公司 | 磨料制品及其制备方法 |
| WO2022034397A1 (en) | 2020-08-10 | 2022-02-17 | 3M Innovative Properties Company | Abrasive system and method of using the same |
| WO2022034443A1 (en) | 2020-08-10 | 2022-02-17 | 3M Innovative Properties Company | Abrasive articles and method of making the same |
| EP4225532A1 (en) | 2020-10-08 | 2023-08-16 | 3M Innovative Properties Company | Coated abrasive article and method of making the same |
| US20230356361A1 (en) | 2020-10-09 | 2023-11-09 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| WO2022090821A1 (en) | 2020-10-28 | 2022-05-05 | 3M Innovative Properties Company | Method of making a coated abrasive article and coated abrasive article |
| CN116472323A (zh) | 2020-11-12 | 2023-07-21 | 3M创新有限公司 | 可固化组合物和使用该可固化组合物制成的磨料制品 |
| WO2022162580A1 (en) | 2021-02-01 | 2022-08-04 | 3M Innovative Properties Company | Method of making a coated abrasive article and coated abrasive article |
| WO2022229744A1 (en) | 2021-04-30 | 2022-11-03 | 3M Innovative Properties Company | Abrasive cut-off wheels and methods of making the same |
| CN113305362B (zh) * | 2021-06-15 | 2024-04-02 | 青岛科技大学 | 一种通过超声波修复精密加工用烧结金刚石工具的方法 |
| EP4355530A1 (en) | 2021-06-15 | 2024-04-24 | 3M Innovative Properties Company | Coated abrasive article including biodegradable thermoset resin and method of making and using the same |
| WO2023084362A1 (en) | 2021-11-15 | 2023-05-19 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| WO2023100104A1 (en) | 2021-11-30 | 2023-06-08 | 3M Innovative Properties Company | Abrasive articles and systems |
| WO2023156980A1 (en) | 2022-02-21 | 2023-08-24 | 3M Innovative Properties Company | Nonwoven abrasive article and methods of making the same |
| WO2023180877A1 (en) | 2022-03-21 | 2023-09-28 | 3M Innovative Properties Company | Curable composition, treated backing, coated abrasive articles including the same, and methods of making and using the same |
| WO2023180880A1 (en) | 2022-03-21 | 2023-09-28 | 3M Innovative Properties Company | Curable composition, coated abrasive article containing the same, and methods of making and using the same |
| WO2023209518A1 (en) | 2022-04-26 | 2023-11-02 | 3M Innovative Properties Company | Abrasive articles, methods of manufacture and use thereof |
| WO2023248087A1 (en) | 2022-06-22 | 2023-12-28 | 3M Innovative Properties Company | Abrasive articles, systems and methods of use |
| WO2023248088A1 (en) | 2022-06-22 | 2023-12-28 | 3M Innovative Properties Company | Abrasive articles, systems and methods of use |
| WO2023248086A1 (en) | 2022-06-22 | 2023-12-28 | 3M Innovative Properties Company | Abrasive articles, systems and methods of use |
Family Cites Families (120)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA743715A (en) | 1966-10-04 | The Carborundum Company | Manufacture of sintered abrasive grain of geometrical shape and controlled grit size | |
| US1910444A (en) | 1931-02-13 | 1933-05-23 | Carborundum Co | Process of making abrasive materials |
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US3079243A (en) | 1959-10-19 | 1963-02-26 | Norton Co | Abrasive grain |
| GB986847A (en) | 1962-02-07 | 1965-03-24 | Charles Beck Rosenberg Brunswi | Improvements in or relating to abrasives |
| US3481723A (en) | 1965-03-02 | 1969-12-02 | Itt | Abrasive grinding wheel |
| US3387957A (en) | 1966-04-04 | 1968-06-11 | Carborundum Co | Microcrystalline sintered bauxite abrasive grain |
| US3536005A (en) | 1967-10-12 | 1970-10-27 | American Screen Process Equip | Vacuum screen printing method |
| US3874856A (en) | 1970-02-09 | 1975-04-01 | Ducommun Inc | Porous composite of abrasive particles in a pyrolytic carbon matrix and the method of making it |
| US3909991A (en) | 1970-09-22 | 1975-10-07 | Norton Co | Process for making sintered abrasive grains |
| US4028453A (en) | 1975-10-20 | 1977-06-07 | Lava Crucible Refractories Company | Process for making refractory shapes |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| DE2935914A1 (de) | 1979-09-06 | 1981-04-02 | Kali-Chemie Ag, 3000 Hannover | Verfahren zur herstellung von kugelfoermigen formkoerpern auf basis al(pfeil abwaerts)2(pfeil abwaerts)o(pfeil abwaerts)3(pfeil abwaerts) und/oder sio(pfeil abwaerts)2(pfeil abwaerts) |
| US4393021A (en) | 1981-06-09 | 1983-07-12 | Vereinigte Schmirgel Und Maschinen-Fabriken Ag | Method for the manufacture of granular grit for use as abrasives |
| US4548617A (en) | 1982-08-20 | 1985-10-22 | Tokyo Shibaura Denki Kabushiki Kaisha | Abrasive and method for manufacturing the same |
| US4963012A (en) | 1984-07-20 | 1990-10-16 | The United States Of America As Represented By The United States Department Of Energy | Passivation coating for flexible substrate mirrors |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US5312789A (en) | 1987-05-27 | 1994-05-17 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| AU604899B2 (en) | 1987-05-27 | 1991-01-03 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic, impregnation method of making the same and products made therewith |
| US5185299A (en) | 1987-06-05 | 1993-02-09 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| US4954462A (en) | 1987-06-05 | 1990-09-04 | Minnesota Mining And Manufacturing Company | Microcrystalline alumina-based ceramic articles |
| US4848041A (en) | 1987-11-23 | 1989-07-18 | Minnesota Mining And Manufacturing Company | Abrasive grains in the shape of platelets |
| CH675250A5 (ja) | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5011508A (en) | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| YU32490A (en) | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| JPH0320317A (ja) | 1989-03-14 | 1991-01-29 | Mitsui Toatsu Chem Inc | 狭い粒度分布を持ったアミノ系樹脂微粒子の製造方法 |
| US5009676A (en) | 1989-04-28 | 1991-04-23 | Norton Company | Sintered sol gel alumina abrasive filaments |
| US5035723A (en) | 1989-04-28 | 1991-07-30 | Norton Company | Bonded abrasive products containing sintered sol gel alumina abrasive filaments |
| US5431967A (en) | 1989-09-05 | 1995-07-11 | Board Of Regents, The University Of Texas System | Selective laser sintering using nanocomposite materials |
| US4997461A (en) | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| JPH06104816B2 (ja) * | 1990-02-09 | 1994-12-21 | 日本研磨材工業株式会社 | 焼結アルミナ砥粒及びその製造方法 |
| US5049166A (en) | 1990-02-27 | 1991-09-17 | Washington Mills Ceramics Corporation | Light weight abrasive tumbling media and method of making same |
| US5085671A (en) | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5078753A (en) | 1990-10-09 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Coated abrasive containing erodable agglomerates |
| US5090968A (en) | 1991-01-08 | 1992-02-25 | Norton Company | Process for the manufacture of filamentary abrasive particles |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5120327A (en) | 1991-03-05 | 1992-06-09 | Diamant-Boart Stratabit (Usa) Inc. | Cutting composite formed of cemented carbide substrate and diamond layer |
| US5282875A (en) | 1992-03-18 | 1994-02-01 | Cincinnati Milacron Inc. | High density sol-gel alumina-based abrasive vitreous bonded grinding wheel |
| US5201916A (en) * | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| RU95105160A (ru) | 1992-07-23 | 1997-01-10 | Миннесота Майнинг энд Мануфакчуринг Компани (US) | Способ приготовления абразивной частицы, абразивные изделия и изделия с абразивным покрытием |
| US5304331A (en) | 1992-07-23 | 1994-04-19 | Minnesota Mining And Manufacturing Company | Method and apparatus for extruding bingham plastic-type materials |
| US5366523A (en) | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| AU672992B2 (en) | 1992-07-23 | 1996-10-24 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| US5312791A (en) | 1992-08-21 | 1994-05-17 | Saint Gobain/Norton Industrial Ceramics Corp. | Process for the preparation of ceramic flakes, fibers, and grains from ceramic sols |
| KR950703625A (ko) | 1992-09-25 | 1995-09-20 | 테릴 켄트 퀄리 | 희토류 산화물을 포함하는 연마 입자(abrasive grain including rare earth oxide therein) |
| ATE151063T1 (de) | 1992-09-25 | 1997-04-15 | Minnesota Mining & Mfg | Aluminiumoxid und zirconiumoxid enthaltendes schleifkorn |
| CA2102656A1 (en) * | 1992-12-14 | 1994-06-15 | Dwight D. Erickson | Abrasive grain comprising calcium oxide and/or strontium oxide |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| CA2115889A1 (en) | 1993-03-18 | 1994-09-19 | David E. Broberg | Coated abrasive article having diluent particles and shaped abrasive particles |
| US5441549A (en) | 1993-04-19 | 1995-08-15 | Minnesota Mining And Manufacturing Company | Abrasive articles comprising a grinding aid dispersed in a polymeric blend binder |
| WO1995007797A1 (en) | 1993-09-13 | 1995-03-23 | Minnesota Mining And Manufacturing Company | Abrasive article, method of manufacture of same, method of using same for finishing, and a production tool |
| US5454844A (en) | 1993-10-29 | 1995-10-03 | Minnesota Mining And Manufacturing Company | Abrasive article, a process of making same, and a method of using same to finish a workpiece surface |
| US5593467A (en) | 1993-11-12 | 1997-01-14 | Minnesota Mining And Manufacturing Company | Abrasive grain |
| CA2136582A1 (en) | 1993-11-25 | 1995-05-26 | Masahide Mohri | Method for producing alpha-alumina powder |
| US5409645A (en) | 1993-12-20 | 1995-04-25 | Saint Gobain/Norton Industrial Ceramics Corp. | Molding shaped articles |
| JPH09507169A (ja) | 1993-12-28 | 1997-07-22 | ミネソタ・マイニング・アンド・マニュファクチュアリング・カンパニー | アルファ−アルミナをベースとした砥粒 |
| US5443603A (en) | 1994-01-11 | 1995-08-22 | Washington Mills Ceramics Corporation | Light weight ceramic abrasive media |
| US6054093A (en) | 1994-10-19 | 2000-04-25 | Saint Gobain-Norton Industrial Ceramics Corporation | Screen printing shaped articles |
| US5725162A (en) | 1995-04-05 | 1998-03-10 | Saint Gobain/Norton Industrial Ceramics Corporation | Firing sol-gel alumina particles |
| US5645619A (en) | 1995-06-20 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Method of making alpha alumina-based abrasive grain containing silica and iron oxide |
| EP0846041B1 (en) | 1995-08-11 | 2003-04-23 | Minnesota Mining And Manufacturing Company | Method of making a coated abrasive article having multiple abrasive natures |
| US5576409B1 (en) | 1995-08-25 | 1998-09-22 | Ici Plc | Internal mold release compositions |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| US5641330A (en) * | 1995-11-28 | 1997-06-24 | Minnesota Mining And Manufacturing Company | Method of making alumina abrasive grain having a metal nitride coating thereon |
| US5667542A (en) | 1996-05-08 | 1997-09-16 | Minnesota Mining And Manufacturing Company | Antiloading components for abrasive articles |
| US6080215A (en) | 1996-08-12 | 2000-06-27 | 3M Innovative Properties Company | Abrasive article and method of making such article |
| US6475253B2 (en) * | 1996-09-11 | 2002-11-05 | 3M Innovative Properties Company | Abrasive article and method of making |
| US5776214A (en) | 1996-09-18 | 1998-07-07 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain and abrasive articles |
| US5779743A (en) | 1996-09-18 | 1998-07-14 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain and abrasive articles |
| US5893935A (en) | 1997-01-09 | 1999-04-13 | Minnesota Mining And Manufacturing Company | Method for making abrasive grain using impregnation, and abrasive articles |
| US6206942B1 (en) | 1997-01-09 | 2001-03-27 | Minnesota Mining & Manufacturing Company | Method for making abrasive grain using impregnation, and abrasive articles |
| EP0870578A4 (en) | 1996-09-30 | 2002-03-13 | Osaka Diamond Ind | SUSPERABRASIVE HIGHLY ABRASIVE TOOL AND METHOD FOR THE PRODUCTION THEREOF |
| US5902647A (en) | 1996-12-03 | 1999-05-11 | General Electric Company | Method for protecting passage holes in a metal-based substrate from becoming obstructed, and related compositions |
| US6524681B1 (en) | 1997-04-08 | 2003-02-25 | 3M Innovative Properties Company | Patterned surface friction materials, clutch plate members and methods of making and using same |
| US5908477A (en) | 1997-06-24 | 1999-06-01 | Minnesota Mining & Manufacturing Company | Abrasive articles including an antiloading composition |
| US5946991A (en) | 1997-09-03 | 1999-09-07 | 3M Innovative Properties Company | Method for knurling a workpiece |
| US5863308A (en) * | 1997-10-31 | 1999-01-26 | Norton Company | Low temperature bond for abrasive tools |
| US6039775A (en) | 1997-11-03 | 2000-03-21 | 3M Innovative Properties Company | Abrasive article containing a grinding aid and method of making the same |
| US6696258B1 (en) | 1998-01-20 | 2004-02-24 | Drexel University | Mesoporous materials and methods of making the same |
| US6228134B1 (en) | 1998-04-22 | 2001-05-08 | 3M Innovative Properties Company | Extruded alumina-based abrasive grit, abrasive products, and methods |
| US6080216A (en) | 1998-04-22 | 2000-06-27 | 3M Innovative Properties Company | Layered alumina-based abrasive grit, abrasive products, and methods |
| US6019805A (en) | 1998-05-01 | 2000-02-01 | Norton Company | Abrasive filaments in coated abrasives |
| US6053956A (en) | 1998-05-19 | 2000-04-25 | 3M Innovative Properties Company | Method for making abrasive grain using impregnation and abrasive articles |
| US6261682B1 (en) | 1998-06-30 | 2001-07-17 | 3M Innovative Properties | Abrasive articles including an antiloading composition |
| US6319108B1 (en) | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| US6287353B1 (en) | 1999-09-28 | 2001-09-11 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6277161B1 (en) | 1999-09-28 | 2001-08-21 | 3M Innovative Properties Company | Abrasive grain, abrasive articles, and methods of making and using the same |
| US6596041B2 (en) | 2000-02-02 | 2003-07-22 | 3M Innovative Properties Company | Fused AL2O3-MgO-rare earth oxide eutectic abrasive particles, abrasive articles, and methods of making and using the same |
| EP1280631B1 (en) | 2000-05-09 | 2005-08-17 | 3M Innovative Properties Company | Porous abrasive article having ceramic abrasive composites, methods of making, and methods of use |
| US6776699B2 (en) | 2000-08-14 | 2004-08-17 | 3M Innovative Properties Company | Abrasive pad for CMP |
| AU2002213054A1 (en) | 2000-10-06 | 2002-04-15 | 3M Innovative Properties Company | Ceramic aggregate particles |
| US20020090901A1 (en) | 2000-11-03 | 2002-07-11 | 3M Innovative Properties Company | Flexible abrasive product and method of making and using the same |
| US7632434B2 (en) | 2000-11-17 | 2009-12-15 | Wayne O. Duescher | Abrasive agglomerate coated raised island articles |
| US8062098B2 (en) | 2000-11-17 | 2011-11-22 | Duescher Wayne O | High speed flat lapping platen |
| BR0211580A (pt) | 2001-08-02 | 2004-07-13 | 3M Innovative Properties Co | Métodos para a fabricação de material amorfo, de cerâmica compreendendo vidro, de um artigo compreendendo vidro, de vidro-cerâmica, de um artigo de vidro-cerâmica e de partìculas abrasivas |
| US20040244675A1 (en) | 2001-08-09 | 2004-12-09 | Mikio Kishimoto | Non-magnetic particles having a plate shape and method for production thereof, abrasive material, polishing article and abrasive fluid comprising such particles |
| NL1018906C2 (nl) | 2001-09-07 | 2003-03-11 | Jense Systemen B V | Laser scanner. |
| US6593699B2 (en) * | 2001-11-07 | 2003-07-15 | Axcelis Technologies, Inc. | Method for molding a polymer surface that reduces particle generation and surface adhesion forces while maintaining a high heat transfer coefficient |
| US6706319B2 (en) | 2001-12-05 | 2004-03-16 | Siemens Westinghouse Power Corporation | Mixed powder deposition of components for wear, erosion and abrasion resistant applications |
| FR2848889B1 (fr) | 2002-12-23 | 2005-10-21 | Pem Abrasifs Refractaires | Grains abrasifs a base d'oxynitrure d'aluminium et de zirconium |
| US7811496B2 (en) | 2003-02-05 | 2010-10-12 | 3M Innovative Properties Company | Methods of making ceramic particles |
| US6843815B1 (en) | 2003-09-04 | 2005-01-18 | 3M Innovative Properties Company | Coated abrasive articles and method of abrading |
| US20050064805A1 (en) | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Structured abrasive article |
| US7300479B2 (en) | 2003-09-23 | 2007-11-27 | 3M Innovative Properties Company | Compositions for abrasive articles |
| US20050060941A1 (en) | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Abrasive article and methods of making the same |
| US20050132655A1 (en) | 2003-12-18 | 2005-06-23 | 3M Innovative Properties Company | Method of making abrasive particles |
| US7297402B2 (en) | 2004-04-15 | 2007-11-20 | Shell Oil Company | Shaped particle having an asymmetrical cross sectional geometry |
| US7524345B2 (en) | 2005-02-22 | 2009-04-28 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7875091B2 (en) | 2005-02-22 | 2011-01-25 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US7867302B2 (en) | 2005-02-22 | 2011-01-11 | Saint-Gobain Abrasives, Inc. | Rapid tooling system and methods for manufacturing abrasive articles |
| US20070020457A1 (en) | 2005-07-21 | 2007-01-25 | 3M Innovative Properties Company | Composite particle comprising an abrasive grit |
| US7556558B2 (en) | 2005-09-27 | 2009-07-07 | 3M Innovative Properties Company | Shape controlled abrasive article and method |
| US7399330B2 (en) | 2005-10-18 | 2008-07-15 | 3M Innovative Properties Company | Agglomerate abrasive grains and methods of making the same |
| US7373887B2 (en) | 2006-07-01 | 2008-05-20 | Jason Stewart Jackson | Expanding projectile |
| US20080236635A1 (en) | 2006-07-31 | 2008-10-02 | Maximilian Rosenzweig | Steam mop |
| EP2436747B1 (en) | 2007-01-23 | 2014-04-23 | Saint-Gobain Abrasives, Inc. | Coated abrasive products containing aggregates |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| CN102317038B (zh) | 2008-12-17 | 2014-02-05 | 3M创新有限公司 | 带凹槽的成形磨粒 |
-
2008
- 2008-12-17 BR BRPI0821437A patent/BRPI0821437B1/pt active IP Right Grant
- 2008-12-17 US US12/336,877 patent/US8034137B2/en active Active
- 2008-12-17 EP EP08866049.3A patent/EP2242618B1/en active Active
- 2008-12-17 WO PCT/US2008/087192 patent/WO2009085841A2/en active Application Filing
- 2008-12-17 KR KR1020107015830A patent/KR101563381B1/ko active IP Right Grant
- 2008-12-17 JP JP2010540790A patent/JP5414694B2/ja active Active
- 2008-12-17 CN CN200880124918XA patent/CN101909823B/zh active Active
-
2011
- 2011-09-08 US US13/227,924 patent/US9446502B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009085841A2 (en) | 2009-07-09 |
| US8034137B2 (en) | 2011-10-11 |
| JP2011507718A (ja) | 2011-03-10 |
| US9446502B2 (en) | 2016-09-20 |
| BRPI0821437B1 (pt) | 2019-01-22 |
| CN101909823B (zh) | 2012-11-21 |
| WO2009085841A9 (en) | 2010-11-11 |
| US20110314746A1 (en) | 2011-12-29 |
| WO2009085841A3 (en) | 2009-10-22 |
| CN101909823A (zh) | 2010-12-08 |
| KR101563381B1 (ko) | 2015-10-26 |
| BRPI0821437A2 (pt) | 2015-06-16 |
| EP2242618A4 (en) | 2013-01-23 |
| US20090169816A1 (en) | 2009-07-02 |
| KR20100105692A (ko) | 2010-09-29 |
| EP2242618A2 (en) | 2010-10-27 |
| EP2242618B1 (en) | 2020-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5414694B2 (ja) | 成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 | |
| US11530345B2 (en) | Shaped abrasive particles, methods of making, and abrasive articles including the same | |
| EP2373755B1 (en) | Dish-shaped abrasive particles with a recessed surface | |
| US10987780B2 (en) | Shaped abrasive particles with a sloping sidewall | |
| US9890309B2 (en) | Abrasive article with shaped abrasive particles with grooves | |
| RU2517526C2 (ru) | Формованные абразивные частицы с низким коэффициентом округлости | |
| EP2601014B1 (en) | Intersecting plate shaped abrasive particles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130312 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130611 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131015 |
|
| TRDD | Decision of grant or rejection written | ||
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131112 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5414694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |