JP6865180B2 - ある範囲内のランダムな回転配向を有する研磨粒子付き研磨物品 - Google Patents
ある範囲内のランダムな回転配向を有する研磨粒子付き研磨物品 Download PDFInfo
- Publication number
- JP6865180B2 JP6865180B2 JP2017565753A JP2017565753A JP6865180B2 JP 6865180 B2 JP6865180 B2 JP 6865180B2 JP 2017565753 A JP2017565753 A JP 2017565753A JP 2017565753 A JP2017565753 A JP 2017565753A JP 6865180 B2 JP6865180 B2 JP 6865180B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- abrasive particles
- particles
- abrasive
- rotational orientation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002245 particle Substances 0.000 title claims description 367
- 238000005498 polishing Methods 0.000 claims description 84
- 238000000576 coating method Methods 0.000 description 35
- 239000011248 coating agent Substances 0.000 description 34
- 229920005989 resin Polymers 0.000 description 29
- 239000011347 resin Substances 0.000 description 29
- 239000000758 substrate Substances 0.000 description 23
- 238000000034 method Methods 0.000 description 17
- 238000000227 grinding Methods 0.000 description 16
- 238000012360 testing method Methods 0.000 description 16
- 239000000463 material Substances 0.000 description 15
- 239000000203 mixture Substances 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 11
- 239000004744 fabric Substances 0.000 description 9
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- 239000000919 ceramic Substances 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 238000009826 distribution Methods 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 6
- 239000000835 fiber Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 239000002243 precursor Substances 0.000 description 4
- 230000004580 weight loss Effects 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 3
- DAKWPKUUDNSNPN-UHFFFAOYSA-N Trimethylolpropane triacrylate Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 2
- MKBBSFGKFMQPPC-UHFFFAOYSA-N 2-propyl-1h-imidazole Chemical compound CCCC1=NC=CN1 MKBBSFGKFMQPPC-UHFFFAOYSA-N 0.000 description 2
- 239000010963 304 stainless steel Substances 0.000 description 2
- 208000010392 Bone Fractures Diseases 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 206010017076 Fracture Diseases 0.000 description 2
- 229910000589 SAE 304 stainless steel Inorganic materials 0.000 description 2
- 229910052918 calcium silicate Inorganic materials 0.000 description 2
- 235000012241 calcium silicate Nutrition 0.000 description 2
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000009503 electrostatic coating Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- -1 for example Polymers 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000001000 micrograph Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- BPILDHPJSYVNAF-UHFFFAOYSA-M sodium;diiodomethanesulfonate Chemical compound [Na+].[O-]S(=O)(=O)C(I)I BPILDHPJSYVNAF-UHFFFAOYSA-M 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- OTKCEEWUXHVZQI-UHFFFAOYSA-N 1,2-diphenylethanone Chemical compound C=1C=CC=CC=1C(=O)CC1=CC=CC=C1 OTKCEEWUXHVZQI-UHFFFAOYSA-N 0.000 description 1
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- LCFVJGUPQDGYKZ-UHFFFAOYSA-N Bisphenol A diglycidyl ether Chemical compound C=1C=C(OCC2OC2)C=CC=1C(C)(C)C(C=C1)=CC=C1OCC1CO1 LCFVJGUPQDGYKZ-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910033181 TiB2 Inorganic materials 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000004645 aluminates Chemical class 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003115 biocidal effect Effects 0.000 description 1
- 239000003139 biocide Substances 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 239000003153 chemical reaction reagent Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 229910001610 cryolite Inorganic materials 0.000 description 1
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- QDOXWKRWXJOMAK-UHFFFAOYSA-N dichromium trioxide Chemical compound O=[Cr]O[Cr]=O QDOXWKRWXJOMAK-UHFFFAOYSA-N 0.000 description 1
- 238000001548 drop coating Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012847 fine chemical Substances 0.000 description 1
- 239000002223 garnet Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000013081 microcrystal Substances 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 150000001282 organosilanes Chemical class 0.000 description 1
- 238000011056 performance test Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000012703 sol-gel precursor Substances 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D13/00—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor
- B24D13/14—Wheels having flexibly-acting working parts, e.g. buffing wheels; Mountings therefor acting by the front face
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D18/00—Manufacture of grinding tools or other grinding devices, e.g. wheels, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D2203/00—Tool surfaces formed with a pattern
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
℃:摂氏温度
cm:センチメートル
g/m2:グラム/平方メートル
mm:ミリメートル

実施例1に大まかに記述された手順を、研磨粒子AP1をメイク樹脂被覆バッキング材料に従来のドロップコーティングによって付けたことを除いて、繰り返した。
実施例2に大まかに記述された手順を、研磨粒子AP2をメイク樹脂被覆バッキング材料に静電気コーティングによって、607g/m2のコーティング重量で付けたことを除いて、繰り返した。
実施例3に大まかに記述されている、事前サイズ被覆されたメイク樹脂被覆布バッキングを調製する手順を繰り返した。研磨粒子混合物を、69%の研磨粒子AP2と31%の研磨粒子AP3を完全に混合することによって調製した。この研磨粒子混合物をメイク樹脂被覆バッキング材料に静電気コーティングによって、485.5g/m2の被覆重量で、試料全面にわたり±41.8g/m2の変動量で付けた。次に、この研磨剤被覆バッキングを実施例3に記述した手順を用いて部分的に硬化させ、サイズ樹脂で被覆し、硬化させて、ベルトに転換した。
研削試験手順A
研削試験手順Aを用いて、体積測定研削中の被覆研磨ベルト性能を、研磨面に垂直の研削力を測定することによって評価した。試験ベルトは、寸法が10.16cm×203.2cmであった。接触ホイールは、直径46.00cm、90ジュロメーターショアA硬さであり、45度の角度におけるランド部と溝の鋸歯比が1:1であった。試験ベルトは、毎分584メートルの速度にまで駆動した。研磨されるチタン加工物表面は、測定して1.27cm×35.6cmであった。試験ごとに、加工物を研削機の往復台上に、加工物の長軸を台の運動方向と平行にして取り付けた。取り付けられる被覆研磨ベルトは、加工物の表面とで0.40mmの締め代が得られるように配置した。台は、研削境界面における研磨物品の動きと平行な方向に、毎分6.1メートルの速度で横に動かした。台の横動きが終わるごとに、0.40mmの締め代を再確立した。1つの加工物が研磨物品ともはや接触しない程度にまで擦り減った場合には、新しい加工物を往復台に取り付けた。研削試験それぞれについて、毎分350〜500mLの水を殺生物剤と共に冷媒として加工物の研削面に、それが研削境界面から離れたときに加えた。台を反対方向に横動きさせるとき、残留水があれば、それが被覆研磨剤と接触する前に、圧縮空気流を使用して加工物の表面から除去した。研削境界面に垂直の力を、加工物を取り付けた往復台上のひずみゲージによって監視した。試験の終了点は200サイクルか、又は垂直の力が800ニュートン(82キログラム力)に達したときとした。実施例1及び比較Aの試験結果が表2に示されている。
研削試験手順Bを使用して、本発明及び比較研磨ベルトの有効性を評価した。試験ベルトは、寸法が10.16cm×91.44cmであった。加工物は304ステンレス鋼棒であり、これをその1.9cm×1.9cm端部に沿って研磨ベルトにあてがった。直径20.3cm、70ジュロメーターショアA、鋸歯状(ランド部と溝比1:1)のゴムコンタクトホイールを使用した。ベルトは、毎分5500表面フィート(毎秒28メートル)で走らせた。加工物を、10〜15ポンド(4.53〜6.8kg)の垂直力の混合したもので、ベルトの中央部に当てた。この試験は、15秒間の研削(1サイクル)後に加工物の重量損失を測定することで構成された。次に加工物を冷却し、再び試験した。試験は、30試験サイクル後に完了した。グラム単位の総切削(加工物の累積重量損失)を各サイクル後に記録した。実施例2及び比較Bの試験結果が表3に示されている。
試験ベルトは、寸法が10.16cm×91.44cmであった。加工物は304ステンレス鋼棒であり、これをその1.9cm×1.9cm端部に沿って研磨ベルトにあてがった。直径20.3cm、50ジュロメーターショアA、平滑面のゴムコンタクトホイールを使用した。ベルトは、毎分5500表面フィート(毎秒28メートル)で走らせた。加工物を、5ポンド(キログラム)の垂直の力で、ベルトの中央部に当てた。この試験は、15秒間の研削(1サイクル)後に加工物の重量損失を測定することで構成された。次に加工物を冷却し、再び試験した。試験は、30試験サイクル後に完了した。グラム単位の総切削(加工物の累積重量損失)を各サイクル後に記録した。実施例3及び比較Cの試験結果が表4に示されている。
メイク樹脂を、エポキシ樹脂(商品名「HELOXY 48」でHexion Specialty Chemicals,Houston,Texasから入手)22.3、トリメチロールプロパントリアクリレートモノマー(商品名「TMPTA」でUCB Radcure,Savannah,Georgiaから入手)6.2で混合し、続いて、光開始剤(商品名「IRGACURE 651」でCiba Specialty Chemicals,Hawthorne,New Yorkから入手)1.2を光開始剤が溶解するまで加熱して加えることによって、調製した。レゾールフェノール樹脂(モル比が1.5:1〜2.1:1のフェノール:ホルムアルデヒドからの塩基触媒縮合物)51、炭酸カルシウム(商品名「HUBERCARB」でHuber Engineered Materials,Quincy,Illinoisから入手)73、及び水8を、混合して加えた。次いで、この混合物4.5グラムを、ブラシを用いて、0.875インチ(2.22cm)の中心穴を有する直径7インチ(17.8cm)×厚さ0.83mmの円形加硫ファイバーウェブ(商品名「DYNOS VULCANIZED FIBRE」でDYNOS GmbH,Troisdorf,Germanyから入手)に適用した。次に、被覆ディスクを毎分20フィート(毎分6.1メートル)でUVランプの下を通過させて、コーティングをゲル化した。
実施例4に大まかに記述された手順を、研磨粒子AP2をメイク樹脂被覆バッキング材料に静電気コーティングによってディスクごとに16.6gのコーティング重量で付けたことを除いて、繰り返した。
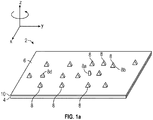
実施例1、2及び比較実施例A、B(直線粒子配向を有する研磨物品構成)については、下方ウェブ方向がおおよそ水平である被覆布バッキング上の研磨粒子の代表的な部分のデジタル顕微鏡写真を撮った。試料は数百個の研磨粒子を含んでいた。デジタル画像は、マイクロソフトパワーポイントプレゼンテーションにコピーした。次に、デジタル画像中の研磨粒子の総数を数え、更にデジタル画像中の直立していた研磨粒子の総数を数えた。次に、デジタル画像中の直立研磨粒子の割合を計算し、これを表5の1番目の列で報告している。研磨粒子のz軸回転配向を決定するために、試料中の直立しており基部が端から端まで見えた研磨粒子を目で識別した。各研磨粒子底面と平行に線を引き、各研磨粒子のx軸及びy軸投影の長さをパワーポイントプログラムによって測定した。x軸投影は左から右へ測定し、常に正であった。y軸投影は同様に測定し、正(左から右へ上向き勾配)であることも負(左から右へ下向き勾配)であることもあった。投影の対はマイクロソフトエクセルファイルに変換した。各研磨粒子の回転配向を、+90度と−90度の範囲で、式:ATAN(y軸投影/x軸投影)/(π/2)×90を用いて計算した。最も近い全体角度に対する角度データをエクセルファイルで最小から最大へとソートし、各角度の発生数を記録した。画像座標に対するバッキングの実際の下方ウェブ角度を、z軸方向回転配向を測定するのと同じ方法を用いて布バッキングの織り角度を測定することによって、決定した。これを角度分布の予想中心の基準として使用した。バッキング基準角度の+45度と−45度の間で生じるx軸回転配向角度測定値の割合を計算し、表2に列記した。ランダムな分布では、これは利用可能な角度の半分であることから、この値は50%になることが予想される。同様の計算を行って、狭い角度範囲の分布を得た(すなわち、バッキング基準角度の+30〜−30度、+20〜−20度、+10〜−10度、又は+5〜−5度)。これらの結果もまた表5で報告されている。
[付記]
(付記1)
y軸と、前記y軸に対し横軸のx軸と、前記y軸及びx軸に直交するz軸とを有する研磨物品であって、複数の研磨粒子を備え、前記研磨粒子の少なくとも一部分のz軸を中心とする回転配向が、規定の範囲内でランダムに異なり、前記研磨粒子の間隔が前記y軸に沿ってランダムに異なる、研磨物品。
(付記2)
前記研磨粒子の前記x軸方向の間隔がランダムである、付記1に記載の研磨物品。
(付記3)
前記研磨粒子の間隔は、前記x軸方向が前記y軸方向よりも均一である、付記2に記載の研磨物品。
(付記4)
前記x軸方向の前記研磨粒子の前記間隔が規定の範囲内で異なる、付記3に記載の研磨物品。
(付記5)
前記研磨粒子が複数の列に並べられ、更に、1つの列の中の研磨粒子の位置の平均偏差が前記研磨粒子の厚さのプラス又はマイナス(±)約4倍以内でランダムに異なる、付記4に記載の研磨物品。
(付記6)
前記研磨粒子の少なくとも一部分が、長手方向軸を有する列に並べられ、各研磨粒子が長手方向軸を有し、前記研磨粒子の少なくとも一部分の前記長手方向軸が、前記列の長手方向軸に対して規定の範囲内にある、付記1に記載の研磨物品。
(付記7)
前記列の前記長手方向軸が概ね、前記研磨物品y軸である第1の軸と平行である、付記6に記載の研磨物品。
(付記8)
前記列の前記長手方向軸が、前記研磨物品y軸からある角度でオフセットされる、付記6に記載の研磨物品。
(付記9)
前記研磨粒子が概ね弓形の経路内に設けられ、前記y軸が前記弓形経路に一点で接する、付記1に記載の研磨物品。
(付記10)
前記研磨粒子の少なくとも約55パーセントの前記z方向回転配向が、平均粒子z方向回転配向の約±45度以内である、付記1に記載の研磨物品。
(付記11)
前記研磨粒子の少なくとも一部分が細長く、細長いスロットを通過させることによって、直立の姿勢で配向されるように構成される、付記1に記載の研磨物品。
(付記12)
前記研磨粒子の少なくとも一部分が、ある長さ、幅、厚さ、及び細長い縁部を有し、更に、幅及び長さが前記厚さを超える、付記1に記載の研磨物品。
(付記13)
前記研磨粒子の少なくとも一部分が概ね板様の形を有する、付記1に記載の研磨物品。
(付記14)
前記研磨粒子の少なくとも一部分が、破砕研磨粒子、成形研磨粒子、及びこれらの組合せを含む、付記1に記載の研磨物品。
(付記15)
前記研磨粒子が、板様の形を有する塊からなる、付記1に記載の研磨物品。
(付記16)
前記研磨物品が、概ね均一なサイズ及び形状を有する第1の部分と、概ね均一なサイズ及び不均一な形状を有する第2の部分とを含む研磨粒子の混合物を含む、付記1に記載の研磨物品。
(付記17)
前記研磨粒子の約80〜90パーセントが、前記x軸及びy軸によって画定された平面から少なくとも約45度の角度で傾斜している、付記1に記載の研磨物品。
(付記18)
被覆研磨物品であって、
a)互いに反対側にある第1及び第2の主面、長手方向軸、並びに横軸を有するバッキングと、
b)前記第1及び第2の主面の一方の少なくとも一部分の上のメイク被覆と、
c)前記バッキングに前記メイク被覆によって固定された複数の研磨粒子とを含み、各研磨粒子が、前記バッキングの前記長手方向軸の方向に延びるy方向軸と、前記バッキングの前記長手方向軸に直交するz方向軸とを含み、
前記研磨粒子の大部分の、前記z軸を中心とする前記回転配向が規定の範囲内でランダムに異なり、更に、前記研磨粒子のy方向の間隔がランダムに異なる、被覆研磨物品。
(付記19)
研磨ディスクであって、
a)互いに反対側にある第1及び第2の主面、環状経路、並びに第1及び第2の主面のうちの少なくとも一方と直交するz軸を有するバッキングと、
b)前記第1及び第2の主面のうちの少なくとも一方の上のメイク被覆と、
c)前記バッキングに前記メイク被覆によって固定された複数の研磨粒子とを含み、
前記研磨粒子の大部分の、前記第2の軸を中心とする回転配向が、規定の範囲内でランダムに異なり、更に、前記環状経路に沿った前記研磨粒子の間隔がランダムに異なる、研磨ディスク。
(付記20)
付記18に記載の研磨物品を連続ベルトの形状で提供するステップと、研磨ベルトを前記金属と接触させるステップとを含む、金属を研削する方法。
Claims (7)
- 研磨物品であって、
前記研磨物品は、前記研磨物品の長手方向に対応するy軸と、前記y軸に対し横軸となり、前記y軸に垂直な前記研磨物品の横方向に対応するx軸と、前記y軸及びx軸に直交するz軸とを有し、
前記x軸と前記y軸は、前記研磨物品の第1の主面に対応する平面を画定し、
前記z軸は、前記第1の主面から離れる方向において、前記平面から外側に延び、
前記研磨物品は、複数の研磨粒子を備え、
前記複数の研磨粒子の各々は、前記第1の主面上に配置された細長い縁部を有し、
前記複数の研磨粒子の各々は、前記第1の主面から直立に配置され、前記第1の主面上において前記z軸を中心とする前記細長い縁部の回転配向を有し、
前記複数の研磨粒子のうち少なくとも55パーセントの研磨粒子の前記細長い縁部の前記z軸を中心とする回転配向が、前記複数の研磨粒子の前記z軸を中心とする平均回転配向の±45度以内となるように、前記複数の研磨粒子の前記細長い縁部の前記z軸を中心とする回転配向が、規定の範囲内でランダムに異なり、
前記複数の研磨粒子の間隔が前記y軸に沿ってランダムに異なる、
研磨物品。 - 前記複数の研磨粒子の前記x軸における間隔がランダムである、請求項1に記載の研磨物品。
- 前記複数の研磨粒子の前記x軸における間隔は、前記複数の研磨粒子の前記y軸における間隔よりも均一である、請求項2に記載の研磨物品。
- 前記複数の研磨粒子の前記x軸における前記間隔が規定の範囲内で異なる、請求項3に記載の研磨物品。
- 前記複数の研磨粒子の約80〜90パーセントが、前記x軸及び前記y軸によって画定された前記平面から少なくとも約45度の角度で傾斜している、請求項1に記載の研磨物品。
- 被覆研磨物品であって、
a)互いに反対側にある第1及び第2の主面と、前記第1の主面に沿った長手方向軸と、前記第1の主面に沿うと共に、前記長手方向軸に垂直な横軸と、前記長手方向軸及び前記横軸に対して垂直なz軸とを有するバッキングと、
b)前記第1の主面の少なくとも一部分の上に設けられたメイク被覆と、
c)前記メイク被覆を介して前記バッキングの前記第1の主面に固定された複数の研磨粒子と、
を含み、
前記複数の研磨粒子の各々は、前記バッキングの前記第1の主面に沿って延びるy方向軸と、前記バッキングの前記長手方向軸及び前記横軸に直交するz方向軸とを含み、
前記複数の研磨粒子の各々は、前記第1の主面上に配置された細長い縁部を有し、
前記複数の研磨粒子の各々は、前記第1の主面から直立に配置され、前記第1の主面上において前記z方向軸を中心とする前記細長い縁部の回転配向を有し、
前記複数の研磨粒子のうち少なくとも55パーセントの研磨粒子の前記細長い縁部の前記z方向軸を中心とする回転配向が、前記複数の研磨粒子の前記z方向軸を中心とする平均回転配向の±45度以内となるように、前記複数の研磨粒子の前記細長い縁部の前記z方向軸を中心とする前記回転配向が規定の範囲内でランダムに異なり、
前記複数の研磨粒子の前記y方向軸の間隔がランダムに異なる、
被覆研磨物品。 - 研磨ディスクであって、
a)互いに反対側にある第1及び第2の主面と、前記第1の主面に沿った環状経路と、前記第1の主面と直交するz軸とを有するバッキングと、
b)前記第1の主面上に設けられたメイク被覆と、
c)前記メイク被覆を介して前記バッキングの前記第1の主面に固定された複数の研磨粒子と、
を含み、
前記複数の研磨粒子の各々は、前記第1の主面上に配置された細長い縁部を有し、
前記複数の研磨粒子の各々は、前記第1の主面から直立に配置され、前記第1の主面上において前記z軸を中心とする前記細長い縁部の回転配向を有し、
前記複数の研磨粒子のうち少なくとも55パーセントの研磨粒子の前記細長い縁部の前記z軸を中心とする回転配向が、前記複数の研磨粒子の前記z軸を中心とする平均回転配向の±45度以内となるように、前記複数の研磨粒子の前記細長い縁部の前記z軸を中心とする回転配向が、規定の範囲内でランダムに異なり、
前記環状経路に沿った前記複数の研磨粒子の間隔がランダムに異なる、
研磨ディスク。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562182069P | 2015-06-19 | 2015-06-19 | |
| US62/182,069 | 2015-06-19 | ||
| PCT/US2016/037250 WO2016205133A1 (en) | 2015-06-19 | 2016-06-13 | Abrasive article with abrasive particles having random rotational orientation within a range |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018521865A JP2018521865A (ja) | 2018-08-09 |
| JP2018521865A5 JP2018521865A5 (ja) | 2019-07-18 |
| JP6865180B2 true JP6865180B2 (ja) | 2021-04-28 |
Family
ID=57546653
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017565753A Active JP6865180B2 (ja) | 2015-06-19 | 2016-06-13 | ある範囲内のランダムな回転配向を有する研磨粒子付き研磨物品 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10603766B2 (ja) |
| EP (1) | EP3310531B1 (ja) |
| JP (1) | JP6865180B2 (ja) |
| KR (1) | KR20180010311A (ja) |
| CN (1) | CN107787265B (ja) |
| WO (1) | WO2016205133A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2797715A4 (en) | 2011-12-30 | 2016-04-20 | Saint Gobain Ceramics | SHAPED ABRASIVE PARTICLE AND METHOD OF FORMING THE SAME |
| WO2013102170A1 (en) | 2011-12-30 | 2013-07-04 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| WO2013106597A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having complex shapes and methods of forming same |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| WO2013177446A1 (en) | 2012-05-23 | 2013-11-28 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and methods of forming same |
| EP2866977B8 (en) | 2012-06-29 | 2023-01-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| EP2906392A4 (en) | 2012-10-15 | 2016-07-13 | Saint Gobain Abrasives Inc | GRINDING PARTICLES WITH SPECIAL FORMS AND METHOD FOR FORMING SUCH PARTICLES |
| WO2014106173A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| PL2978566T3 (pl) | 2013-03-29 | 2024-07-15 | Saint-Gobain Abrasives, Inc. | Cząstki ścierne o określonych kształtach i sposoby formowania takich cząstek |
| RU2643004C2 (ru) | 2013-09-30 | 2018-01-29 | Сен-Гобен Серэмикс Энд Пластикс, Инк. | Формованные абразивные частицы и способы их получения |
| US9566689B2 (en) | 2013-12-31 | 2017-02-14 | Saint-Gobain Abrasives, Inc. | Abrasive article including shaped abrasive particles |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| EP3131705A4 (en) | 2014-04-14 | 2017-12-06 | Saint-Gobain Ceramics and Plastics, Inc. | Abrasive article including shaped abrasive particles |
| WO2015160854A1 (en) | 2014-04-14 | 2015-10-22 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US9902045B2 (en) | 2014-05-30 | 2018-02-27 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| US10196551B2 (en) | 2015-03-31 | 2019-02-05 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| CA2988012C (en) | 2015-06-11 | 2021-06-29 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| EP4071224A3 (en) | 2016-05-10 | 2023-01-04 | Saint-Gobain Ceramics and Plastics, Inc. | Methods of forming abrasive articles |
| EP3455320A4 (en) | 2016-05-10 | 2019-11-20 | Saint-Gobain Ceramics&Plastics, Inc. | GRINDING PARTICLES AND METHOD FOR FORMING THEREOF |
| US11230653B2 (en) | 2016-09-29 | 2022-01-25 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10865148B2 (en) | 2017-06-21 | 2020-12-15 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| US20200353594A1 (en) * | 2017-11-27 | 2020-11-12 | 3M Innovative Properties Company | Abrasive article |
| CN111433310A (zh) * | 2017-11-30 | 2020-07-17 | 圣戈班磨料磨具公司 | 磨料制品及其形成方法 |
| EP3546628A1 (en) * | 2018-03-27 | 2019-10-02 | Habasit AG | Fabric and abrasive products containing it |
| EP3898089A1 (en) | 2018-12-18 | 2021-10-27 | 3M Innovative Properties Company | Coated abrasive articles and methods of making coated abrasive articles |
| WO2020128717A1 (en) * | 2018-12-18 | 2020-06-25 | 3M Innovative Properties Company | Patterned abrasive substrate and method |
| US12011807B2 (en) | 2018-12-18 | 2024-06-18 | 3M Innovative Properties Company | Shaped abrasive particle transfer assembly |
| EP3898095A2 (en) | 2018-12-18 | 2021-10-27 | 3M Innovative Properties Company | Improved particle reception in abrasive article creation |
| CN113260486A (zh) | 2018-12-18 | 2021-08-13 | 3M创新有限公司 | 具有间隔颗粒的涂层磨料制品及其制备方法和设备 |
| EP3898093B1 (en) | 2018-12-18 | 2024-08-21 | 3M Innovative Properties Company | Tooling splice accommodation for abrasive article production |
| EP3898094B1 (en) | 2018-12-18 | 2023-01-25 | 3M Innovative Properties Company | Abrasive article maker with differential tooling speed |
| KR20210124337A (ko) | 2019-02-11 | 2021-10-14 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마 물품 |
| WO2021116883A1 (en) | 2019-12-09 | 2021-06-17 | 3M Innovative Properties Company | Coated abrasive articles and methods of making coated abrasive articles |
| EP4081369A4 (en) | 2019-12-27 | 2024-04-10 | Saint-Gobain Ceramics & Plastics Inc. | GRINDING ARTICLES AND METHODS OF FORMING SAME |
| EP4096867A1 (en) | 2020-01-31 | 2022-12-07 | 3M Innovative Properties Company | Coated abrasive articles |
| EP4188645A1 (en) | 2020-07-30 | 2023-06-07 | 3M Innovative Properties Company | Abrasive article and method of making the same |
| EP4192649A1 (en) | 2020-08-10 | 2023-06-14 | 3M Innovative Properties Company | Abrasive articles and method of making the same |
| CN114833695B (zh) * | 2022-04-14 | 2022-12-09 | 广东日信高精密科技有限公司 | 一种锂电池极片的通用冲切设备 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| US4623364A (en) | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4770671A (en) | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4881951A (en) | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| US4848041A (en) | 1987-11-23 | 1989-07-18 | Minnesota Mining And Manufacturing Company | Abrasive grains in the shape of platelets |
| US5020283A (en) * | 1990-01-22 | 1991-06-04 | Micron Technology, Inc. | Polishing pad with uniform abrasion |
| US5152917B1 (en) | 1991-02-06 | 1998-01-13 | Minnesota Mining & Mfg | Structured abrasive article |
| US5366523A (en) | 1992-07-23 | 1994-11-22 | Minnesota Mining And Manufacturing Company | Abrasive article containing shaped abrasive particles |
| US5201916A (en) | 1992-07-23 | 1993-04-13 | Minnesota Mining And Manufacturing Company | Shaped abrasive particles and method of making same |
| RU95105160A (ru) | 1992-07-23 | 1997-01-10 | Миннесота Майнинг энд Мануфакчуринг Компани (US) | Способ приготовления абразивной частицы, абразивные изделия и изделия с абразивным покрытием |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| SG64333A1 (en) | 1993-09-13 | 1999-04-27 | Minnesota Mining & Mfg | Abrasive article method of manufacture of same method of using same for finishing and a production tool |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| US5946991A (en) | 1997-09-03 | 1999-09-07 | 3M Innovative Properties Company | Method for knurling a workpiece |
| US6319108B1 (en) * | 1999-07-09 | 2001-11-20 | 3M Innovative Properties Company | Metal bond abrasive article comprising porous ceramic abrasive composites and method of using same to abrade a workpiece |
| US20050060941A1 (en) * | 2003-09-23 | 2005-03-24 | 3M Innovative Properties Company | Abrasive article and methods of making the same |
| US7497768B2 (en) | 2005-08-11 | 2009-03-03 | 3M Innovative Properties Company | Flexible abrasive article and method of making |
| FI20075533L (fi) * | 2007-07-10 | 2009-01-11 | Kwh Mirka Ab Oy | Hiomatuote ja menetelmä tämän valmistamiseksi |
| JP5414694B2 (ja) | 2007-12-27 | 2014-02-12 | スリーエム イノベイティブ プロパティズ カンパニー | 成形され断裂された研磨粒子及びこの研磨粒子を使用する研磨物品、並びにそれらの作製方法 |
| US8123828B2 (en) | 2007-12-27 | 2012-02-28 | 3M Innovative Properties Company | Method of making abrasive shards, shaped abrasive particles with an opening, or dish-shaped abrasive particles |
| US8142891B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Dish-shaped abrasive particles with a recessed surface |
| US8142532B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with an opening |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| JP5651190B2 (ja) | 2009-12-02 | 2015-01-07 | スリーエム イノベイティブ プロパティズ カンパニー | 双対テーパ形状の成形研磨粒子 |
| CN102666022B (zh) | 2009-12-02 | 2015-05-20 | 3M创新有限公司 | 制备具有成形磨粒的涂覆的磨料制品的方法和所得产品 |
| CA2791475C (en) | 2010-03-03 | 2018-05-15 | 3M Innovative Properties Company | Bonded abrasive wheel |
| RU2539246C2 (ru) | 2010-04-27 | 2015-01-20 | 3М Инновейтив Пропертиз Компани | Керамические формованные абразивные частицы, способы их получения, и абразивные изделия, содержащие их |
| CN103025490B (zh) * | 2010-08-04 | 2016-05-11 | 3M创新有限公司 | 相交平板成形磨粒 |
| US8771801B2 (en) | 2011-02-16 | 2014-07-08 | 3M Innovative Properties Company | Electrostatic abrasive particle coating apparatus and method |
| BR112013019401B1 (pt) * | 2011-02-16 | 2021-09-28 | 3M Innovative Properties Company | Artigos abrasivos revestidos |
| TW201404527A (zh) * | 2012-06-29 | 2014-02-01 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| EP2906392A4 (en) | 2012-10-15 | 2016-07-13 | Saint Gobain Abrasives Inc | GRINDING PARTICLES WITH SPECIAL FORMS AND METHOD FOR FORMING SUCH PARTICLES |
| PL2978566T3 (pl) * | 2013-03-29 | 2024-07-15 | Saint-Gobain Abrasives, Inc. | Cząstki ścierne o określonych kształtach i sposoby formowania takich cząstek |
| DE102013212609A1 (de) | 2013-06-28 | 2014-12-31 | Robert Bosch Gmbh | Verfahren zur Herstellung eines Schleifmittels |
| TWI527887B (zh) * | 2013-06-28 | 2016-04-01 | 聖高拜陶器塑膠公司 | 包含成形研磨粒子之研磨物品 |
| CN105592982B (zh) | 2013-10-04 | 2019-03-15 | 3M创新有限公司 | 粘结磨料制品及方法 |
| EP3086904B1 (en) * | 2013-12-23 | 2021-10-27 | 3M Innovative Properties Company | Method of making a coated abrasive article |
| US20160014447A1 (en) | 2014-07-10 | 2016-01-14 | MYE Entertainment, Inc. | Communication Interface System and Method |
| BR112017020767B1 (pt) | 2015-03-30 | 2021-11-16 | 3M Innovative Properties Company | Método para fabricação de um artigo abrasivo revestido |
| JP6913637B2 (ja) | 2015-06-19 | 2021-08-04 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨物品を製造するためのシステム及び方法 |
| EP3319757B1 (en) | 2015-07-08 | 2020-09-02 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
| US10773360B2 (en) | 2015-07-08 | 2020-09-15 | 3M Innovative Properties Company | Systems and methods for making abrasive articles |
-
2016
- 2016-06-13 WO PCT/US2016/037250 patent/WO2016205133A1/en active Application Filing
- 2016-06-13 KR KR1020187001075A patent/KR20180010311A/ko not_active Application Discontinuation
- 2016-06-13 US US15/735,504 patent/US10603766B2/en active Active
- 2016-06-13 JP JP2017565753A patent/JP6865180B2/ja active Active
- 2016-06-13 EP EP16812207.5A patent/EP3310531B1/en active Active
- 2016-06-13 CN CN201680035907.9A patent/CN107787265B/zh active Active
-
2020
- 2020-03-27 US US16/832,595 patent/US20200223031A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20180161960A1 (en) | 2018-06-14 |
| EP3310531A4 (en) | 2019-02-20 |
| EP3310531B1 (en) | 2024-08-14 |
| JP2018521865A (ja) | 2018-08-09 |
| US10603766B2 (en) | 2020-03-31 |
| CN107787265A (zh) | 2018-03-09 |
| US20200223031A1 (en) | 2020-07-16 |
| EP3310531A1 (en) | 2018-04-25 |
| WO2016205133A1 (en) | 2016-12-22 |
| CN107787265B (zh) | 2021-04-27 |
| KR20180010311A (ko) | 2018-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6865180B2 (ja) | ある範囲内のランダムな回転配向を有する研磨粒子付き研磨物品 | |
| CN112055737B (zh) | 具有成型磨料颗粒的成型硅质磨料团聚物、磨料制品及相关方法 | |
| KR101870000B1 (ko) | 회전 정렬된 성형된 세라믹 연마 입자를 갖는 코팅된 연마 용품 및 제조 방법 | |
| EP3532246B1 (en) | Shaped vitrified abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods | |
| CN106457526B (zh) | 具有不同组的多个研磨元件的磨料及其制备工具 | |
| CN106687253B (zh) | 制备磨料制品以及可由此制备的粘结磨料轮的方法 | |
| KR101227209B1 (ko) | 연마 제품, 그 제조 및 이용 방법 그리고 그 제조 장치 | |
| EP3519135A1 (en) | Open coat abrasive article and method of abrading | |
| EP3519136A1 (en) | System for making abrasive article | |
| MXPA97003387A (en) | Abrasi products | |
| CN112041118B (zh) | 低脱落非织造磨料制品 | |
| WO2018017695A1 (en) | Shaped vitrified abrasive agglomerate, abrasive articles, and method of abrading | |
| WO2014081828A1 (en) | Abrasive article comprising abrasive particles of a composite composition | |
| JP6952063B2 (ja) | 研磨粒子を含む不織布研磨物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190612 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200617 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210309 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210405 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6865180 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |