JP6024063B2 - 通電加熱方法 - Google Patents
通電加熱方法 Download PDFInfo
- Publication number
- JP6024063B2 JP6024063B2 JP2012153149A JP2012153149A JP6024063B2 JP 6024063 B2 JP6024063 B2 JP 6024063B2 JP 2012153149 A JP2012153149 A JP 2012153149A JP 2012153149 A JP2012153149 A JP 2012153149A JP 6024063 B2 JP6024063 B2 JP 6024063B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- workpiece
- heated
- region
- moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 13
- 238000005485 electric heating Methods 0.000 title description 13
- 238000010438 heat treatment Methods 0.000 claims description 54
- 230000007423 decrease Effects 0.000 claims description 4
- 229910000831 Steel Inorganic materials 0.000 description 19
- 239000000463 material Substances 0.000 description 19
- 239000010959 steel Substances 0.000 description 19
- 239000000725 suspension Substances 0.000 description 7
- 230000005611 electricity Effects 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 4
- 239000007769 metal material Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0004—Devices wherein the heating current flows through the material to be heated
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/02—Details
- H05B3/03—Electrodes
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/40—Direct resistance heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0095—Heating devices in the form of rollers
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Control Of Resistance Heating (AREA)
- Heat Treatment Of Articles (AREA)
- Apparatuses And Processes For Manufacturing Resistors (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
図2は本発明の実施形態で対象とするワークwの形状の一例を示す平面図である。本発明の実施形態で対象とするワークwは、図2に示すように、加熱すべき領域w1の左側と右側にそれぞれ左領域wLと右領域wRとを有している。加熱すべき領域w1の左端(一端側)Lは、平面視で前点LFと後点LBとを前後端に有している。加熱すべき領域W1の左端(他端側)Rは、平面視で前点RFと後点RBとを前後端に有している。
θ0=ρe/(ρ・c)×(I2×t0)/A0 2 (℃) (式1)
ただし、ρeは抵抗率(Ω・m)、ρは密度(kg/m3)、cは比熱(J/kg・℃)である。
微小長さの断面積Anに電流Iをtn(sec)時間流したときの昇温は次式から求まる。
θn=ρe/(ρ・c)×(I2×tn)/An 2 (℃) (式2)
ここで、電流Iを一定にして、昇温θ0=θnとして、次の関係式が成り立つ。
t0/A0 2=tn/An 2 (式3)
よって、一定の電流を流して、異なる断面を同じ温度に加熱する時間は断面積比の2乗に比例する。
移動電極の速度ΔVは次のようにすればよい。
ΔV=ΔL/(t0−tn) (式4)
ただし、ΔLはワークの左右方向の長さである。
従って、調整部15aによって、鋼材などのワークw、加熱領域w1の形状及び寸法のデータと、給電部1から供給される電流量、所定の加熱温度から、移動速度を求めることができる。
10,20:通電加熱装置
11:一方の電極(移動電極)
12:他方の電極(固定電極)
13:電極対
15:移動機構
15a:調整部
15b:駆動機構
21:電極(移動電極)
22:電極(固定電極)
21a,22a:電極部
21b,22b:補助電極部
21c,22c:リード部
21d:絶縁板
25:移動機構
25a:ガイドレール
25b:移動制御棒
25c:スライダー
25d:ステップモータ
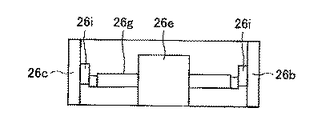
26,31:吊り下げ機構
26a,31a:ステージ
26b,26c,31b,31c:壁部
26d,31d:橋部
26e,31e:シリンダーロッド
26f,31f:挟持部
26g,31g:保持プレート
26h,31h:連結軸
26i:支持部
27a,27b:転動ローラ
28a,28b:軸受
29:引っ張り手段
29a:ステージ
29b:絶縁板
29c:移動手段
29d,29e:スライダー
29f:ガイドレール
Claims (2)
- 板状のワークのうち加熱すべき領域の一端中間部と他端中間部とを結ぶ中心線と略直交しかつ前記ワークを横断するように、一方の電極及び他方の電極を前記ワーク上に配置し、
前記一方の電極と前記他方の電極との間に電流を流しながら前記一方の電極、前記他方の電極の何れか一方又は双方を前記中心線に沿って移動する、通電加熱方法において、
前記中心線に沿って微小長さ当たりの抵抗が増加又は減少しており、
前記一方の電極及び前記他方の電極を前記ワーク上に配置する際に、前記ワークを水平面上で回転させるか又は前記一方の電極及び前記他方の電極を水平面で回転させることを特徴とする、通電加熱方法。 - 前記一方の電極又は前記他方の電極を前記中心線に沿って前記ワークの微小長さ当たりの抵抗が増加する方向に移動し、加熱すべき領域の各部に供給される電流の時間を調整する、請求項1に記載の通電加熱方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153149A JP6024063B2 (ja) | 2012-07-07 | 2012-07-07 | 通電加熱方法 |
| KR1020157000378A KR102159713B1 (ko) | 2012-07-07 | 2013-07-05 | 직접 저항 가열 방법 |
| CN201380036337.1A CN104471086B (zh) | 2012-07-07 | 2013-07-05 | 直接电阻加热方法 |
| MX2015000249A MX361678B (es) | 2012-07-07 | 2013-07-05 | Metodo de calentamiento directo por resistencia. |
| ES13742053.5T ES2651087T3 (es) | 2012-07-07 | 2013-07-05 | Método de calentamiento por resistencia directa |
| EP13742053.5A EP2870267B1 (en) | 2012-07-07 | 2013-07-05 | Direct resistance heating method |
| US14/410,727 US10271384B2 (en) | 2012-07-07 | 2013-07-05 | Direct resistance heating method |
| PCT/JP2013/069076 WO2014010712A1 (en) | 2012-07-07 | 2013-07-05 | Direct resistance heating method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012153149A JP6024063B2 (ja) | 2012-07-07 | 2012-07-07 | 通電加熱方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014015658A JP2014015658A (ja) | 2014-01-30 |
| JP2014015658A5 JP2014015658A5 (ja) | 2015-07-30 |
| JP6024063B2 true JP6024063B2 (ja) | 2016-11-09 |
Family
ID=48875703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012153149A Active JP6024063B2 (ja) | 2012-07-07 | 2012-07-07 | 通電加熱方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10271384B2 (ja) |
| EP (1) | EP2870267B1 (ja) |
| JP (1) | JP6024063B2 (ja) |
| KR (1) | KR102159713B1 (ja) |
| CN (1) | CN104471086B (ja) |
| ES (1) | ES2651087T3 (ja) |
| MX (1) | MX361678B (ja) |
| WO (1) | WO2014010712A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5927610B2 (ja) * | 2012-06-01 | 2016-06-01 | 高周波熱錬株式会社 | 通電装置、通電方法、及び通電加熱装置 |
| JP6194526B2 (ja) * | 2013-06-05 | 2017-09-13 | 高周波熱錬株式会社 | 板状ワークの加熱方法及び加熱装置並びにホットプレス成形方法 |
| JP6463911B2 (ja) * | 2014-06-24 | 2019-02-06 | 高周波熱錬株式会社 | 加熱方法及び加熱装置並びにプレス成形品の作製方法 |
| JP6326317B2 (ja) * | 2014-07-28 | 2018-05-16 | 高周波熱錬株式会社 | 通電加熱方法及びプレス成形品の作製方法。 |
| JP5909014B1 (ja) * | 2015-06-08 | 2016-04-26 | オリジン電気株式会社 | 接合部材の製造方法及び接合部材製造装置 |
| TWI583797B (zh) * | 2015-08-25 | 2017-05-21 | Nat Kaohsiung First Univ Of Science And Tech | Local heating device for plate and heating method thereof |
| JP6957279B2 (ja) * | 2017-09-11 | 2021-11-02 | 高周波熱錬株式会社 | 通電加熱装置及び通電加熱方法、加熱装置及び加熱方法、並びにホットプレス成形方法 |
| CN108251611B (zh) * | 2018-03-21 | 2023-10-24 | 吉林大学 | 一种可使高强度钢加热区域任意调节的加热装置及其加热方法 |
| CN112427556B (zh) * | 2020-09-28 | 2022-08-12 | 北京卫星制造厂有限公司 | 一种大型金属板材自阻加热成形装置与方法 |
| CN113731384A (zh) * | 2021-08-27 | 2021-12-03 | 浙江颀正环保科技有限公司 | 一种颗粒活性炭恒定功率的电热再生方法及装置 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS464364Y1 (ja) | 1968-04-04 | 1971-02-15 | ||
| US3564189A (en) * | 1968-10-04 | 1971-02-16 | Newcor Inc | Stress relieving feature on strip welders |
| JPS493885B1 (ja) * | 1970-09-10 | 1974-01-29 | ||
| JPS537517A (en) | 1977-07-11 | 1978-01-24 | Shiroyama Seisakusho Kk | Process and apparatus for resistance heating of steel bar etc by passing of electricity |
| DE3125681C2 (de) | 1981-06-30 | 1983-04-21 | Mauser-Werke Oberndorf Gmbh, 7238 Oberndorf | Koordinaten-Meßmaschine |
| JPH0679389A (ja) | 1992-09-04 | 1994-03-22 | Daido Steel Co Ltd | 塑性加工方法及び装置 |
| US5676862A (en) * | 1994-03-07 | 1997-10-14 | Taylor Winfield Corporation | Electric resistance welder having capability of consistent seam welding and heat-treating |
| JP3587501B2 (ja) * | 1998-05-26 | 2004-11-10 | 高周波熱錬株式会社 | 異形部品の加熱方法及び加熱装置 |
| JP2000265219A (ja) * | 1999-03-16 | 2000-09-26 | Hitachi Cable Ltd | 線材アニール方法及びその装置 |
| JP4604364B2 (ja) | 2001-02-22 | 2011-01-05 | 住友金属工業株式会社 | 金属板の熱間プレス方法およびその装置 |
| EP1485225B1 (de) * | 2002-03-12 | 2008-07-30 | Soutec Soudronic AG | Verfahren und schweissvorrichtung zum konturschweissen |
| DE10212820C1 (de) * | 2002-03-22 | 2003-04-17 | Benteler Automobiltechnik Gmbh | Verfahren und Einrichtung zum elektrischen Widerstandserwärmen von metallischen Werkstücken |
| JP3814690B2 (ja) * | 2002-03-29 | 2006-08-30 | 財団法人生産技術研究奨励会 | 通電加熱装置及び通電加熱方法 |
| US8058591B2 (en) * | 2007-03-30 | 2011-11-15 | United Technologies Corp. | Systems and methods for providing localized heat treatment of gas turbine components |
| US9014155B2 (en) | 2007-11-19 | 2015-04-21 | Rajarshi Gupta | Access point configuration schemes |
| JP4802180B2 (ja) * | 2007-12-13 | 2011-10-26 | アイシン高丘株式会社 | 通電加熱装置及びそれを有する熱間プレス成形装置並びに通電加熱方法 |
| JP4563469B2 (ja) * | 2008-05-16 | 2010-10-13 | トヨタ自動車株式会社 | プレス加工方法及びプレス加工品 |
| JP5301369B2 (ja) * | 2009-06-26 | 2013-09-25 | 本田技研工業株式会社 | シーム溶接装置及びシーム溶接方法 |
| JP5437960B2 (ja) * | 2010-09-27 | 2014-03-12 | 本田技研工業株式会社 | シーム溶接反り防止方法および装置 |
| JP5887884B2 (ja) * | 2011-11-29 | 2016-03-16 | 高周波熱錬株式会社 | 通電加熱装置 |
| JP5887885B2 (ja) * | 2011-11-29 | 2016-03-16 | 高周波熱錬株式会社 | 通電加熱方法 |
| JP2012153149A (ja) | 2012-05-11 | 2012-08-16 | Seiko Epson Corp | パターン層と白色ベタ塗り層とを長尺シートに記録するインクジェット記録方法 |
-
2012
- 2012-07-07 JP JP2012153149A patent/JP6024063B2/ja active Active
-
2013
- 2013-07-05 WO PCT/JP2013/069076 patent/WO2014010712A1/en active Application Filing
- 2013-07-05 US US14/410,727 patent/US10271384B2/en active Active
- 2013-07-05 EP EP13742053.5A patent/EP2870267B1/en active Active
- 2013-07-05 ES ES13742053.5T patent/ES2651087T3/es active Active
- 2013-07-05 MX MX2015000249A patent/MX361678B/es active IP Right Grant
- 2013-07-05 KR KR1020157000378A patent/KR102159713B1/ko active IP Right Grant
- 2013-07-05 CN CN201380036337.1A patent/CN104471086B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20150173125A1 (en) | 2015-06-18 |
| KR102159713B1 (ko) | 2020-09-24 |
| EP2870267B1 (en) | 2017-09-06 |
| MX2015000249A (es) | 2015-04-10 |
| CN104471086B (zh) | 2016-09-21 |
| CN104471086A (zh) | 2015-03-25 |
| US10271384B2 (en) | 2019-04-23 |
| KR20150036019A (ko) | 2015-04-07 |
| EP2870267A1 (en) | 2015-05-13 |
| WO2014010712A1 (en) | 2014-01-16 |
| ES2651087T3 (es) | 2018-01-24 |
| JP2014015658A (ja) | 2014-01-30 |
| MX361678B (es) | 2018-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6024063B2 (ja) | 通電加熱方法 | |
| JP6142409B2 (ja) | 通電加熱方法 | |
| JP5887885B2 (ja) | 通電加熱方法 | |
| US20140339210A1 (en) | Direct resistance heating apparatus and direct resistance heating method | |
| JP5927610B2 (ja) | 通電装置、通電方法、及び通電加熱装置 | |
| US12048070B2 (en) | Direct resistance heating apparatus, direct resistance heating method, heating apparatus, heating method, and hot-press molding method | |
| JP6450608B2 (ja) | 加熱方法及び加熱装置並びにプレス成形品の作製方法 | |
| JP5887884B2 (ja) | 通電加熱装置 | |
| JP6463911B2 (ja) | 加熱方法及び加熱装置並びにプレス成形品の作製方法 | |
| JP2004353035A (ja) | 誘導加熱装置および薄肉部加熱方法 | |
| JP6069725B2 (ja) | 加熱用電極体、通電加熱装置及び通電加熱方法 | |
| JPH08264260A (ja) | 直接通電加熱装置および直接通電加熱方法 | |
| JPH07122350A (ja) | 通電加熱方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160314 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160923 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6024063 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |