<熱転写箔>
本発明による熱転写箔は、基材と、該基材の一方の面上に、少なくとも、離型層と、ハードコート層と、アンカーコート層と、受容層と、装飾層と、接着層とをこの順に有してなるものである。また、基材の他方の面上に、帯電防止層をさらに有してもよい。本発明の一態様によれば、帯電防止層/基材/離型層/ハードコート層/アンカーコート層/受容層/装飾層/接着層の順序で形成されてなる層構成を有する熱転写箔が提供される。本発明による熱転写箔は、被転写体としてアルミ、マグネシウム、およびチタン等の金属表面への加飾に好適に使用することができる。
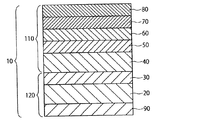
図1に、本発明による熱転写箔の一実施形態の模式断面図を示す。図1に示される熱転写箔10は、基材20の一方の面上に、離型層30と、ハードコート層40と、アンカーコート層50と、受容層60と、装飾層70と、接着層80とが、この順に積層されてなり、基材20の他方(受容層60と反対側)の面上に帯電防止層90が形成されてなるものである。なお、加飾成形体の製造工程において、転写される転写層110は、ハードコート層40と、アンカーコート層50と、受容層60と、装飾層70と、接着層80とからなり、剥離される剥離シート120は、帯電防止層90と、基材20と、離型層30とからなる。以下、熱転写箔を構成する各層について説明する。
本発明による熱転写箔を構成する基材としては、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体などのビニル系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレートなどのポリエステル系樹脂、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチルなどのアクリル系樹脂、ポリスチレン等のスチレン系樹脂、アクリロニトリル・ブタジエン・スチレン共重合体、三酢酸セルロース、セロファン、ポリカーボネート、ポリウレタン系などのエラストマー系樹脂などによるものが利用される。これらのうち、成形性および剥離性が良好である点から、ポリエステル系樹脂、特にポリエチレンテレフタレート(以下「PET」ということがある。)が好ましい。基材の厚さとしては、成形性や形状追従性、取り扱いが容易であるとの観点から、25〜150μmの範囲が好ましく、さらに38〜100μmの範囲がより好ましい。
本発明による熱転写箔を構成する離型層は、少なくともハードコート層と、アンカーコート層と、受容層と、装飾層とを有し、好ましくは接着層をさらに有する転写層が、基材からの剥離を容易に行うために設けられる層である。離型層を設けることで、本発明の熱転写箔から転写層を確実かつ容易に被転写体へ転写させ、帯電防止層と、基材と、離型層とを有する剥離シートを確実に剥離することができる。離型層に用いられる離型剤としては、メラミン樹脂系離型剤、シリコーン系離型剤、フッ素樹脂系離型剤、セルロース樹脂系離型剤、尿素樹脂系離型剤、ポリオレフィン樹脂系離型剤、パラフィン系離型剤、アクリル樹脂系離型剤、およびこれらの複合型離型剤等の離型剤が好ましい。これらのなかで、アクリル樹脂系離型剤およびポリオレフィン樹脂系離型剤が好ましく、アクリル−ポリエチレン系などのこれらを複合したものが特に好ましい。
さらに、離型層は、上記の離型剤に必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、離型層の厚さは、0.1〜5μmの範囲内であることが好ましく、1〜5μmの範囲内であることがより好ましい。
本発明による熱転写箔を構成するハードコート層は、転写層が熱転写箔から被転写体へと転写された後は、加飾成形体の最外層となり、摩耗や光、薬品等から成形品や装飾層を保護するための層である。ハードコート層は、電離放射線硬化性樹脂を含むものであり、電離放射線硬化性官能基を有するポリマーを用いて形成される。電離放射線硬化性とは、電磁波または荷電粒子線の中で分子を架橋・重合させうるエネルギー量子を有するもの、すなわち、紫外線または電子線等の照射により励起して、重合反応を生じることにより架橋・硬化する性能のことである。また、電離放射線硬化性官能基とは、上記電離放射線硬化性を発現しうる官能基のことであり、ビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基からなる群から選択される少なくとも1種である。
ハードコート層は、電離放射線硬化性官能基としてビニル基、(メタ)アクリロイル基、アリル基、およびエポキシ基から選ばれる少なくとも1種を有するポリマーと、無機粒子の表面に反応性官能基を有する反応性無機粒子および/または反応性異形無機粒子と、多官能イソシアネートとを含むインキ組成物から形成されることが好ましい。このインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。
電離放射線硬化性官能基を有するポリマーとしては、アクリル(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート、エポキシ(メタ)アクリレート、およびポリエーテル(メタ)アクリレートを挙げることができ、特にウレタン(メタ)アクリレートが重合したものが好ましい。本発明においては、これらのポリマーを単独で用いてもよいし、2種以上を混合して用いてもよい。
電離放射線硬化性官能基を有するポリマーの重量平均分子量は、5000〜150000程度であり、好ましくは20000〜100000である。数平均分子量が上記範囲内であれば、インキ組成物のチキソ性が得られ、良好な成形性も得られる。ここで、数平均分子量は、ゲル浸透クロマトグラフィー(GPC)により測定された値であり、標準サンプルにポリスチレンを用いた条件で測定された値である。また、優れた高硬度性および耐スクラッチ性を得る観点から、ポリマーの二重結合当量は、50〜1000、好ましくは100〜1000、より好ましくは100〜500である。ここで、二重結合当量は、電離放射線硬化性官能基1個あたりの分子量を意味する。
反応性無機粒子および反応性異形無機粒子は無機粒子の表面に反応性官能基を有するものである。反応性官能基としては、ビニル基、(メタ)アクリロイル基、アリル基、エポキシ基、およびシラノール基等が好ましく挙げられ、高硬度性および耐スクラッチ性の向上の観点から、ビニル基、(メタ)アクリロイル基、およびアリル基がより好ましい。
無機粒子としては、シリカ粒子(コロイダルシリカ、ヒュームドシリカ、沈降性シリカなど)、アルミナ粒子、ジルコニア粒子、チタニア粒子、酸化亜鉛粒子などの金属酸化物粒子が好ましく挙げられ、高硬度性および耐スクラッチ性の向上の観点から、シリカ粒子が好ましい。
無機粒子の形状としては、球、楕円体、多面体、鱗片形などが挙げられ、これらの形状が均一で、整粒であることが好ましく、また無機粒子は、粒子同士の相互作用が弱く、単一分散された粒子であることが好ましい。無機粒子の平均粒子径は、インキ組成物により形成する層の厚さにより適宜選択しうるが、通常0.005〜0.5μmが好ましく、0.01〜0.1μmがより好ましい。ここで、平均粒子径は、溶液中の該粒子を動的光散乱方法で測定し、粒子径分布を累積分布で表したときの50%粒子径(d50:メジアン径)であり、Microtrac粒度分析計(日機装株式会社製)を用いて測定することができる。
異形無機粒子は、無機粒子が平均連結数2〜40個の連結凝集した無機粒子群からなるものである。連結凝集は、規則的であっても不規則的であってもよい。該無機粒子群を形成する無機粒子としては、シリカ(コロイダルシリカ、ヒュームドシリカ、沈降性シリカなど)、アルミナ、ジルコニア、チタニア、酸化亜鉛などの金属酸化物からなる無機粒子が好ましく挙げられ、高硬度性および耐スクラッチ性の向上の観点から、シリカからなる無機粒子であることが好ましい。すなわち、異形無機粒子は、シリカ粒子が平均連結数2〜40個の連結凝集したシリカ粒子群からなるものであることが好ましい。
このような反応性異形無機粒子としては、シランカップリング剤で表面装飾された異形無機粒子が好ましく挙げられる。シランカップリング剤としては、アルコキシ基、アミノ基、ビニル基、エポキシ基、メルカプト基、クロル基などを有する公知のシランカップリング剤が挙げられ、より具体的には、γ−アミノプロピルトリエトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルジメチルメトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−メタクリロキシプロピルジメチルエトキシシラン、γ−アクリロキシプロピルトリメトキシシラン、γ−アクリロキシプロピルメチルジメトキシシラン、γ−アクリロキシプロピルジメチルメトキシシラン、γ−アクリロキシプロピルトリエトキシシラン、γ−アクリロキシプロピルメチルジエトキシシラン、γ−アクリロキシプロピルジメチルエトキシシラン、ビニルトリエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、γ−メルカプトプロピルトリメトキシシランなどが好ましく挙げられ、より好ましくは、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルジメチルメトキシシランである。
異形無機粒子をシランカップリング剤で表面装飾する方法は、特に制限はなく公知の方法であればよく、シランカップリング剤をスプレーする乾式の方法や、異形無機粒子を溶剤に分散させてからシランカップリング剤を加えて反応させる湿式の方法などが挙げられる。
上記のインキ組成物中の反応性無機粒子および/または反応性異形無機粒子の含有量は、好ましくは15〜60質量%、より好ましくは20〜50質量%である。ここで、インキ組成物中の反応性無機粒子および/または反応性異形無機粒子の含有量は、ポリマーならびに反応性無機粒子および/または反応性異形無機粒子の合計に対する反応性無機粒子および/または反応性異形無機粒子の含有量を意味し、ポリマーは固形分である。反応性無機粒子の含有量が上記範囲内であれば、優れた高硬度性および耐スクラッチ性が得られる。
上記のインキ組成物は、粘度を調整する目的で溶媒を含有してもよい。溶媒としては、トルエン、キシレンなどの炭化水素類;メタノール、エタノール、イソプロピルアルコール、ブタノール、イソブチルアルコール、メチルグリコール、メチルグリコールアセテート、メチルセロソルブ、エチルセロソルブ、ブチルセロソルブなどのアルコール類;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、ジアセトンアルコールなどのケトン類;蟻酸メチル、酢酸メチル、酢酸エチル、乳酸エチル、酢酸ブチルなどのエステル類;ニトロメタン、N−メチルピロリドン、N,N−ジメチルホルムアミドなどの含窒素化合物;プロピレングリコールモノメチルエーテル、ジイソプロピルエーテル、テトラヒドロフラン、ジオキサン、ジオキソランなどのエーテル類;塩化メチレン、クロロホルム、トリクロロエタン、テトラクロルエタンなどのハロゲン化炭化水素;ジメチルスルホキシド、炭酸プロピレンなどのその他の物;またはこれらの混合物が好ましく挙げられる。より好ましい溶剤としては、メチルエチルケトン、メチルイソブチルケトンなどが挙げられる。
インキ組成物中の溶媒の量は、該組成物の粘度に応じて適宜選定すればよいが、上記ポリマーの固形分、反応性無機粒子や反応性異形無機粒子およびその他後述する光重合開始剤などを合わせた固形分の含有量が通常10〜50質量%程度、好ましくは20〜40質量%となるような量である。
上記のインキ組成物は、光重合開始剤を配合することができる。光重合開始剤としては、アセトフェノン系、ケトン系、ベンゾフェノン系、ベンゾイン系、ケタール系、アントラキノン系、ジスルフィド系、チオキサントン系、チウラム系、フルオロアミン系などの光重合開始剤が挙げられる。なかでも、アセトフェノン系、ケトン系、ベンゾフェノン系が好ましく挙げられる。これらの光重合開始剤は、それぞれ単独で使用することができ、また複数を組み合わせて使用することもできる。また、上記重合開始剤のみでも成型時の熱等によりある程度重合は進むものの、それでは不十分な場合には、熱ラジカル発生剤としてアゾ系や過酸化物系の重合開始剤を使用することもできる。
重合開始剤の含有量は、上記のポリマーと無機粒子の合計に対して、0.5〜10質量%程度とすることが好ましく、より好ましくは1〜8質量%、さらに好ましくは3〜8質量%であり、該ポリマーおよび無機粒子は固形分を基準としたものである。
上記のインキ組成物は、得られる所望物性に応じて、各種添加剤を配合することができる。添加剤としては、例えば紫外線吸収剤、赤外線吸収剤、光安定剤、重合禁止剤、架橋剤、帯電防止剤、酸化防止剤、レベリング剤、チキソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤などが挙げられる。
通常、ハードコート層の厚さは、0.5〜30μmの範囲内であることが好ましく、3〜15μmの範囲内であることがより好ましい。ハードコート層の厚さが、上記範囲内であると、優れた高硬度性、耐スクラッチ性、耐薬品性、および耐汚染性等の表面物性が得られ、さらに優れた成形性および形状追従性を得ることができる。
本発明による熱転写箔を構成するアンカーコート層は、ハードコート層と受容層との密着性を向上させるために設けられる層である。本発明において、アンカーコート層は、アクリルポリオールと多官能イソシアネートが反応してなる樹脂と、熱可塑性樹脂とを含むものである。熱可塑性樹脂としては、アクリル系樹脂、ポリエステル系樹脂、セルロース誘導体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、塩化ビニル−酢酸ビニル共重合体、および塩素化ポリオレフィン樹脂等が挙げられる。アクリルポリオールと多官能イソシアネートが反応してなる樹脂であるウレタン樹脂と、熱可塑性樹脂とによってアンカーコート層を形成することで、アンカーコート層の多官能イソシアネートの少なくとも一部と、受容層のアクリルポリオールまたは熱可塑性樹脂の少なくとも一部と反応または粘接着し、アンカーコート層と受容層の密着性を向上することができる。また、ハードコート層の電離放射線硬化性樹脂とアンカーコート層のアクリルポリオールと多官能イソシアネートが反応してなる樹脂(ウレタン樹脂)との親和性、アンカーコート層の熱可塑性樹脂と受容層の熱可塑性樹脂との親和性により、ハードコート層、アンカーコート層、および受容層の各層間の密着性を向上させることができる。
アンカーコート層を形成するインキ中の各成分の配合量は、アクリルポリオールが好ましくは50〜80質量%、より好ましくは50〜75質量%であり、多官能イソシアネートが、好ましくは10〜30質量%、より好ましくは15〜25質量%であり、熱可塑性樹脂が好ましくは0質量%超過30質量%以下、より好ましくは5〜30質量%、さらに好ましくは7〜25質量%である。多官能イソシアネートの配合量が、アクリルポリオール、多官能イソシアネート、および熱可塑性樹脂の合計に対して10質量%以上であれば、十分な密着性を得ることができる。また、多官能イソシアネートの配合量が10質量%以上の場合、アンカーコート層中の熱可塑性樹脂の含有量は0質量%でも良い。
さらに、アンカーコート層は、上記の樹脂に必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、アンカーコート層の厚さは、0.1〜6μmの範囲内であることが好ましく、1〜5μmの範囲内であることがより好ましい。
本発明による熱転写箔を構成する受容層は、アンカーコート層へ直接印画できないため、熱転写による絵柄形成時にインクリボンから転写されるインク層を受容層上に形成および保持するためのものである。アンカーコート層との密着性と装飾層を形成する熱転写性多色インクとの密着性が求められるためアンカーコート層と装飾層の両方に親和性のある樹脂を使用することが好ましい。本発明では、受容層は、アクリルポリオールと、熱可塑性樹脂とを含むものである。熱可塑性樹脂としては、アクリル系樹脂、ポリエステル系樹脂、セルロース誘導体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、塩化ビニル−酢酸ビニル共重合体、および塩素化ポリオレフィン樹脂等が挙げられる。アンカーコートと同様の熱可塑性樹脂を用いることで、アンカーコート層と受容層の密着性をより向上することができる。
さらに、受容層は、上記の樹脂に必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、受容層の厚さは、0.05〜3.0μmの範囲内であることが好ましく、0.1〜1.0μmの範囲内であることがより好ましく、0.2〜0.7μmの範囲内であることがさらに好ましい。
本発明による熱転写箔を構成する装飾層は、熱転写箔の意匠性を付与するために設けられる層であり、模様、文字、およびパターン状の絵柄等を表現する柄層である。柄としては、例えば、木目、石目、布目、砂目、幾何学模様、文字、ストライプ状やグラデーションの絵柄等が挙げられる。なお、より深みのある意匠を表現するために、例えば絵柄層間に透明アンカーコート層及び/または透明メジウム層を挟むような層順とするなどの工夫を施してもよい。好ましい態様によれば、インク層を有するインクリボンを用いた熱転写プリンターによって、該インク層が転写して形成されるものである。このように熱転写により装飾層を形成することで、小ロット多品種での製造に対応でき、グラデーション等の複雑な意匠を表現することができる。また、印画する画像は、デジタル情報での画像処理工程のみであり、一般の製版、印版等の工程が不要となり、工程数の低減による納期の短縮および設備の不要によるコストの低減を実現することができる。なお、上記の印刷方法に限ったことではなく、グラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷、昇華転写印刷、インクジェット印刷などの公知の印刷法既知の印刷方法をとってもよい。
柄層の形成に用いられるインキの樹脂としては、例えば、エチルセルロース樹脂、ヒドロキシエチルセルロース樹脂、エチルヒドロキシセルロース樹脂、メチルセルロース樹脂、酢酸セルロース樹脂等のセルロース系樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂(塩酢ビ系樹脂)、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、ポリビニルピロリドン等のビニル系樹脂、ポリ(メタ)アクリレート、ポリ(メタ)アクリルアミド等のアクリル系樹脂、ポリウレタン系樹脂、ポリアミド系樹脂、およびポリエステル系樹脂等が挙げられる。本発明においては、これらの樹脂を単独で用いてもよいし、2種以上を混合して用いてもよい。これらの中でも、耐熱性、着色剤の移行性等の点から、セルロース系、ビニル系、アクリル系、ポリウレタン系、ポリエステル系等の樹脂が好ましく、アクリル系樹脂と塩酢ビ系樹脂の混合樹脂が特に好ましい。上記インキは、上記の各種樹脂よりなるバインダーに加えて、顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。
上記インキに用いる着色剤としては、チタン白、亜鉛華、弁柄、朱、群青、コバルトブルーチタン黄、黄鉛、カーボンブラック等の無機顔料、イソインドリノンイエロー、ハンザイエローA、キナクリドンレッド、パーマネントレッド4R、フタロシアニンブルー、インダスレンブルーRS、アニリンブラック等の有機顔料(あるいは染料も含む)、アルミニウム、真鍮、等の金属粉末からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の箔粉からなる真珠光沢(パール)顔料、蛍光顔料等を、1種または2種以上を混合して用いることができる。
なお、柄層は、金属薄膜層等でもよい。金属薄膜層の形成は、アルミニウム、クロム、金、銀、銅等の金属を用い、真空蒸着、スパッタリング等の方法で製膜する。あるいはこれらの組み合わせでもよい。該金属薄膜層は、全面に設けても、あるいは、部分的にパターン状に設けてもよい。
装飾層は、柄層上に、隠蔽層をさらに設けたものでもよい。隠蔽層は、熱転写箔を加飾成形体に転写した後の地肌(成形体)の模様や着色を隠蔽等の目的で設けられるものである。このため、成形体に転写後の層構成は、(表面側)装飾層(柄層/遮蔽層)/接着層(成形体側)となるのがよい。遮蔽層は、通常、模様のない全面ベタ状または一部ベタ状の着色層として形成される。なお、柄層がベタ層の作用(遮蔽効果)を兼ねる場合もあり、この場合には、遮蔽層を形成しなくてもよい。遮蔽層は、上記の柄層と同様の着色顔料を含有するインキを用いて形成することができる。
通常、装飾層の厚さは、好ましくは0.5〜40μm、より好ましくは1〜5μmである。装飾層の厚さが、上記範囲内であると、グラデーション等の複雑な意匠を表現するために十分な厚さを確保できる。
本発明による熱転写箔を構成する接着層は、後記するように加熱により硬化する層であり、エポキシ系樹脂と、硬化剤と、硬化触媒と、紫外線吸収剤と、光安定剤とを必須成分として含む。このような接着層を形成することで、被転写体である金属表面との接着性に優れた熱転写箔を実現することができる。
接着層に含まれるエポキシ系樹脂は、少なくとも1つ以上のエポキシ基を有するプレポリマーが、硬化剤との併用により架橋重合反応により硬化するものを意味する。このようなエポキシ系樹脂としては、ビスフェノールAエポキシ樹脂、ビスフェノールFエポキシ樹脂等のビスフェノール型エポキシ樹脂、ノボラックエポキシ樹脂、クレゾールノボラックエポキシ樹脂等のノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、スチルベン型エポキシ樹脂、トリフェノールメタン型エポキシ樹脂、アルキル変性トリフェノールメタン型エポキシ樹脂、トリアジン核含有エポキシ樹脂、ジシクロペンタジエン変性フェノール型エポキシ樹脂等のエポキシ樹脂等が挙げられ、またフェノールノボラック樹脂、クレゾールノボラック樹脂、ビスフェノールAノボラック樹脂等のノボラック型フェノール樹脂、レゾールフェノール樹脂等のフェノール樹脂、ユリア(尿素)樹脂、メラミン樹脂等のトリアジン環を有する樹脂、不飽和ポリエステル樹脂、ビスマレイミド樹脂、ポリウレタン樹脂、ジアリルフタレート樹脂、シリコン樹脂、ベンゾオキサジン環を有する樹脂、シアネートエステル樹脂等が挙げられる。これらエポキシ系樹脂の中でも、本発明においては、ビフェニル骨格、ビスフェノール骨格、スチルベン骨格などの剛直構造を主鎖に持つエポキシ樹脂が好ましく、より好ましくは、ビスフェノール型エポキシ樹脂、特に好ましくは、ビスフェノールA型エポキシ樹脂である。
上記したビスフェノールA型エポキシ樹脂は、ビスフェノール骨格の繰り返し単位の数によって、常温で液体のものと、常温で固体のものが存在する。主鎖が0〜1のビスフェノールA型エポキシ樹脂は常温で液体、主鎖が2〜10のビスフェノールA型エポキシ樹脂は常温で固体である。このような比較的低分子量のビスフェノールA型エポキシ樹脂は結晶性があり、常温で結晶化して固体のものも、融点以上の温度になると、急速に融解して低粘度の液状に変化する。したがって、金属表面に密着して、固化することによって強固に接着するため、接着強度を高めることができる。また、このような比較的低分子量のビスフェノールA型エポキシ樹脂は、架橋密度が高くなるため、機械的強度が高く、耐薬品性がよく、硬化性が高く、吸湿性(自由体積が小さくなるため)が小さくなる特徴もある。
本発明においては、ビスフェノールA型エポキシ樹脂として、上記したような常温で固体のビスフェノールA型エポキシ樹脂と、常温で液体のビスフェノールA型エポキシ樹脂とを併用して使用することが好ましい。常温で固体のものと液体のものとを併用することにより、機械的強度を保ちつつ、柔軟性を得ることが出来るため、機械的強度を維持しつつ、柔軟性を得ることができる。常温で固体のビスフェノールA型エポキシ樹脂としては、機械的強度および耐熱性の観点から、ガラス転移温度が50〜70℃の範囲にあるものが好ましい。具体的には、常温で液体である主鎖が1〜3のビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン社製、JER828が、常温で固体である主鎖が2〜10のビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン社製、JER1001などが例示できる。
常温で液体のビスフェノールA型エポキシ樹脂と常温で固体のビスフェノールA型エポキシ樹脂との配合割合は、加飾成形体の使用用途にもよるが、質量基準において、0:100〜75:25の割合で含まれていることが好ましい。両者の配合割合を上記の範囲とすることによって、より外観意匠性に優れる加飾成形体とすることができる。
本発明においては、接着層として、上記したエポキシ系樹脂以外の樹脂として、アクリル系樹脂が含まれていてもよい。アクリル系樹脂を含有することにより、熱転写箔に初期粘着性を付与することができる。また、被転写体である金属表面との接着強度を維持しながら接着層に靱性を付与できる。
本発明において使用できるアクリル系樹脂としては、後記するエポキシ樹脂と架橋反応し得るものであれば、特に制限なく使用することができ、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸プロピル、(メタ)アクリル酸イソプロピル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸i−ブチル、(メタ)アクリル酸t−ブチル、(メタ)アクリル酸n−ヘキシル、(メタ)アクリル酸オクチル、(メタ)アクリル酸2−エチルヘキシル、(メタ)アクリル酸ラウリル等の(メタ)アクリル酸アルキルエステルや、これらアクリル酸エステルモノマーと、マレイン酸、イタコン酸、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリルアミド、N−メチロールアクリルアミド、n−ブトキシ−N−メチロールアクリルアミド、2−アクリルアミド−2−メチル−1−プロパンスルホン酸ソーダ、ジアセトンアクリルアミド、(メタ)アクリル酸グリシジル等の官能基含有モノマーや、スチレン、ビニルトルエン、酢酸ビニル、(メタ)アクリロニトリル、塩化ビニル、塩化ビニリデン、エチルビニルエーテル等のモノマーとを共重合して得られるアクリル酸エステル共重合体等が挙げられる。
上記の共重合体の中でも、メチルメタクリレート−ブチルアクリレート−メチルメタクリレートの2元共重合体またはその変性物を好適に使用できる。このようなメタアクリル酸エステル重合体ブロック(以下、MMAと略す場合がある)と、アクリル酸ブチル重合体ブロック(以下、BAと略す場合がある)とからなる2元ブロック共重合体が好ましい。MMA−BA−MMAの2元共重合体は、MMA部分が「硬い」セグメントとなり、BA部分が「柔らかい」セグメントとなる。エポキシ系樹脂に、アクリル系樹脂を添加することにより靱性(柔軟性)を付与することができるが、耐熱性や透明性が低下する場合がある。上記のような「硬い」セグメントと「柔らかい」セグメントとを併せ持つアクリル系樹脂であれば、「硬い」セグメント部分が耐熱性に寄与し、「柔らかい」セグメント部分が、靱性ないし柔軟性に寄与するため、靱性を有し、かつ、高温環境下においても優れた強度を保持できるものと考えられる。
上記したMMA−BA−MMAの2元共重合体は、一般的なリビングラジカル重合を用いて製造することができる。このうち、重合反応の制御の容易さの点などから、原始移動ラジカル重合によって好適に製造することができる。原子移動ラジカル重合法は、有機ハロゲン化物またはハロゲン化スルホニル化合物を開始剤とし、金属錯体を触媒とする重合法である。リビングラジカル重合法によりMMA−BA−MMAの2元共重合体を製造する場合、モノマー単位を逐次添加する方法、あらかじめ合成した重合体を高分子開始剤として次の重合体ブロックを重合する方法、別々に重合した重合体ブロックを反応により結合する方法などが挙げられるが、モノマー単位の逐次添加による方法によってMMA−BA−MMAの2元共重合体を製造することが好ましい。
モノマー単位の逐次添加によりMMA−BA−MMAの2元共重合体を製造する方法においては、MMAブロックを構成するメタアクリル酸エステルと、BAブロックを構成するアクリル酸ブチルとの添加順序について、先にメタアクリル酸エステルモノマーを重合した後にアクリル酸ブチルモノマーを追加する方法と、先にアクリル酸ブチルモノマーを重合した後にメタアクリル酸エステルモノマーを追加する方法が挙げられるが、先にアクリル酸ブチルモノマーを重合して、BAブロックの重合末端からMMAブロックを重合させる方が、重合制御が容易である。
MMAとBAとの比率は、リビングラジカル重合反応させる際のモノマーの投入量によって制御することができる。MMA−BA−MMAの2元共重合体におけるMMAブロックとBAブロックとの割合は、BAブロックの割合が増加すると、硬化後の樹脂(即ち、接着層)の靱性や柔軟性が向上し、一方、MMAブロックの割合が増加すると、接着層の耐熱性が向上する。本発明においては、接着剤の靱性および耐熱性の観点から、MMAブロックとBAブロックとの割合は、モノマー単位の数において、1:1〜50:1であることが好ましい。
上記したMMA−BA−MMAの2元共重合体は、BAブロックまたはMMAブロックの一部に、カルボン酸、水酸基、アミド基等の官能基を導入した変性物であってもよい。このような変性物を使用することにより、より耐熱性が向上するとともに、上記したエポキシ系樹脂との相溶性も向上するため、接着性がより向上する。
上記したエポキシ系樹脂にMMA−BA−MMA2元共重合体を添加すると、MMAブロック部分がエポキシ系樹脂と相溶し、BAブロック部分がエポキシ系樹脂と相溶しないため、エポキシ系樹脂をマトリックスとした自己組織化が起こる。その結果、樹脂硬化前の段階で、エポキシ系樹脂が海、アクリル系樹脂が島である海島構造が発現する。また、MMA−BA−MMA2元共重合体に上記のような官能基が導入されている場合、エポキシ系樹脂とアクリル系樹脂との相溶性が向上するため、島部分が小さくなり、見かけ上、両者が相溶した状態となる。このような海島構造や見かけ上の相溶状態が発現されることにより、界面破壊を避けることができ、金属表面との密着性に優れ、かつ保護層としての機能を向上することができる。また、形成された海島構造の大きさが、ナノオーダーとなるため、透明性に優れた保護層を形成することができる。
上記のような海島構造を発現させるには、エポキシ系樹脂と変性アクリル系樹脂(MMA−BA−MMA2元共重合体)とを、質量基準において、97.5:2.5〜77.0:23.0の割合で配合することが好ましい。上記のような割合で両者を配合すると、エポキシ系樹脂(海)中に、ナノオーダーレベルの微粒子状にアクリル系樹脂(島)が分散し、見かけ上の相溶状態を発現させることができる。
上記のような海島構造を有する場合、エポキシ系樹脂中にアクリル系樹脂が相溶ないし分散するため、組成物を硬化させて樹脂とした場合にも透明性が損なわれない。そのため、後記するように、金属表面と接着した場合に表面の外観を損なうこともない。
アクリル系樹脂とエポキシ系樹脂とが加熱等により反応が進行して接着層が硬化するが、本発明においては、硬化反応を促進するために接着層中に硬化剤が含まれる。硬化剤としては、エポキシ系樹脂に一般的に使用される公知の硬化剤を使用できるが、本発明においては、チオール系化合物を好ましく使用できる。一般的に、エポキシ樹脂の硬化剤としてはアミン系硬化剤や酸無水物系硬化剤等が用いられるが、これらの硬化剤は、樹脂層を白濁させたり、黄変させたりする場合がある。また、これら硬化剤では、ポットライフも短くなる。本発明においては、上記したアクリル系樹脂およびエポキシ系樹脂の硬化剤としてチオール系化合物を使用することにより、熱転写箔のポットライフを長くでき、かつ硬化後の透明性も維持できる。
チオール系化合物としては、従来公知のものを使用することができ、例えば、エステル結合型、脂肪族エーテル結合型、芳香族エーテル結合型等が挙げられ、これらのなかでもエステル結合型のチオール系化合物をより好適に使用できる。エステル結合型のチオール系化合物として、より具体的には、カレンズMTPE1(昭和電工株式会社製)、アデカカードナーシリーズ(旭電化株式会社製)、エピキュアQX40(三菱化学株式会社製)等を好適に使用することができる。
硬化剤は、エポキシ樹脂に対して0.59〜1.08phrの範囲で含まれることが好ましい。硬化剤の配合比がこの範囲とすることにより、透明性に優れ、かつ保存安定性に優れた熱転写箔を実現できる。なお、硬化剤の添加量が少ないと硬化性が悪化して被転写体との接着強度が低下するのは言うまでもない。一方、硬化剤の含有量が多くなると、透明性やポットライフが低下するとともに、接着層が硬化した後も未反応の硬化剤が残留することで、接着層と被転写体との接着強度が低下する場合もある。
接着層は、上記成分に加えて硬化触媒を含む。硬化触媒としては、脂肪族ジメチルウレアを好適に使用することができる。一般的に、エポキシ樹脂の硬化促進剤(硬化触媒)としては、アミン系触媒、イミダゾール系触媒、尿素系触媒等が使用されるが、本発明においては、上記したエポキシ系樹脂と硬化剤としてチオール系化合物とを含む接着剤組成物に、硬化触媒として脂肪族系ジメチルウレアを添加することにより、熱転写箔の保存安定性を向上させることができるとともに、接着層の硬化後においても高い透明性を維持しつつ優れた接着強度を保持することが可能となる。
本発明において使用できる脂肪族ジメチルウレアとしては、ジメチルウレイドが脂肪族基に結合した構造の化合物であれば特に制限はなく、例えば、イソホロジンイソシアネートとジメチルアミンとから得られるジメチルウレアや、キシリレンイソシアネートとジメチルアミンとから得られるジメチルウレア、ヘキサメチレンジイソシアネートとジメチルアミンとから得られるジメチルウレア等が挙げられる。これら脂肪族系ジメチルウレアは、市販のものを使用してもよく、例えば、サンアプロ株式会社製のUCAT−3513N等を好適に使用することができる。
熱転写箔の接着層は、紫外線吸収剤および光安定剤を含んでもよい。このような成分を含むことにより、被転写体を紫外線等から保護することができ、耐候性に優れた加飾成形体を実現することができる。
紫外線吸収剤としては、従来公知のものを使用することができ、例えば、ベンゾトリアゾール系化合物、ベンゾフェノン系化合物等の有機系化合物、微粒子状の酸化亜鉛、酸化セリウム等からなる無機系化合物からなるものが挙げられる。紫外線吸収剤は、接着層中に固形分換算で1〜30質量%含まれていることが好ましく、より好ましくは5〜20質量%である。紫外線吸収剤の含有量が1質量%未満であると、耐候性を向上させることができない場合があり、一方、30質量%を超える量で紫外線吸収剤を添加しても、耐候性がそれ以上向上することが期待できず、製造コストの上昇を招く。
また、光安定剤としては、例えば、2,2,6,6,−テトラメチル−4−ピペリジルメタクリレート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、4−ベンゾイルオキシ−2,2,6,6−テトラメチルピペリジン、ビス(1−ウンデカンオキシ−2,2,6,6−テトラメチルピペリジン−4−イル)カーボネート等のヒンダートアミン系光安定剤、オクタベンゾン等のベンゾフェノン系光安定剤、2−(2H−ベンゾトリアゾール−2−イル)−4−(1,1,3,3−テトラメチルブチル)フェノール、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾール、2−〔2−ヒドロキシ−3−(3,4,5,6−テトラヒドロフタルイミド−メチル)−5−メチルフェニル〕ベンゾトリアゾール、2−(3−tert−ブチル−2−ヒドロキシ−5−メチルフェニル)−5−クロロベンゾトリアゾール等のベンゾトリアゾール系光安定剤、2,4−ジ−tert−ブチルフェニル−3,5−ジ−tert−ブチル−4−ヒドロキシベンゾエート等のベンゾエート系、2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−〔(ヘキシル)オキシ〕フェノール等のトリアジン系光安定剤等が挙げられるが、これらのなかでもヒンダートアミン系光安定剤を好適に使用することができる。
光安定剤は、接着層中に固形分換算で0.5〜20質量%含まれていることが好ましく、より好ましくは1〜10質量%である。光安定剤の含有量が0.5質量%未満であると、耐候性を向上させることができない場合があり、一方、20質量%を超える量で光安定剤を添加しても、耐候性がそれ以上向上することが期待できず、製造コストの上昇を招く。
熱転写箔を構成する接着層には、必要に応じて、例えば、加工性、耐熱性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、強度、その他等を改良、改質する目的で、例えば、滑剤、可塑剤、充填剤、フィラー、帯電防止剤、アンチブロッキング剤、架橋剤、酸化防止剤、染料、顔料等の着色剤、その他等を添加してもよい。また、必要に応じて、さらにシラン系、チタン系、アルミニウム系などのカップリング剤を含むことができる。
接着層は、上記した各成分を混合し、必要に応じて混練、分散したものを適当な溶剤に溶解させた塗布液を塗布し、乾燥させて形成することができる。混合ないし分散方法は、特に限定されるものではなく、通常の混練分散機、例えば、二本ロールミル、三本ロールミル、ペブルミル、トロンミル、ツェグバリ(Szegvari)アトライター、高速インペラー分散機、高速ストーンミル、高速度衝撃ミル、デスパー、高速ミキサー、リボンブレンダー、コニーダー、インテンシブミキサー、タンブラー、ブレンダー、デスパーザー、ホモジナイザー、および超音波分散機などが適用できる。硬いエポキシ系樹脂として複数種を用いる場合は、先にこれらを混合撹拌し、次に硬化剤を混合撹拌し、溶媒で希釈した後に、軟かいエポキシ系樹脂を混合撹拌し、次いで、アクリル系樹脂を混合撹拌することが好ましい。
塗布方法としては、特に限定されるものではなく、例えば、ロールコート、リバースロールコート、トランスファーロールコート、グラビアコート、グラビアリバースコート、コンマコート、ロッドコート、ブレードコート、バーコート、ワイヤーバーコート、ダイコート、リップコート、ディップコートなどが適用できる。
本発明による熱転写箔を構成する帯電防止層は、加飾成形体の製造工程、特に転写工程において、転写箔への異物の付着を防止するために形成される層である。本発明において、帯電防止層は、アルミニウム、金、銀、銅、ニッケル等の金属、酸化錫、酸化インジウム、酸化錫ドープ酸化インジウム(ITO)等の金属酸化物、および黒鉛等からなる導電性物質の粉末または微薄片、あるいは導電性ポリマーを含むものであり、界面活性剤等の添加剤をさらに含んでもよい。
さらに、帯電防止層は、上記の導電性物質に界面活性剤等の必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、帯電防止層の厚みは、109〜1012Ω/□の表面抵抗値を発現する範囲であることが好ましい。
本発明においては、各層を形成するためのインキには、公知の種々の溶剤を用いることができ、目標とする粘度等の性質に応じて適宜選択して組み合わせて用いることができる。例えば、溶剤としては、トルエン、キシレン等の炭化水素類、メタノール、エタノール、イソプロピルアルコール、ブタノール、イソブチルアルコール、メチルグリコール、メチルグリコールアセテート、メチルセロソルブ、エチルセロソルブ、ブチルセロソルブ等のアルコール類、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン、ジアセトンアルコール等のケトン類、蟻酸メチル、酢酸メチル、酢酸エチル、酢酸ブチル、乳酸エチル等のエステル類、ニトロメタン、N−メチルピロリドン、N,N−ジメチルホルムアミド等の窒素含有化合物、プロピレングリコールモノメチルエーテル、ジイソプロピルエーテル、テトラヒドロフラン、ジオキサン、ジオキソラン等のエーテル類、塩化メチレン、クロロホルム、トリクロロエタン、テトラクロルエタン等のハロゲン化炭化水素、ジメチルスルホキシド、炭酸プロピレン等の他の溶剤、またはこれらの混合物が挙げられる。特に、メチルエチルケトンおよびメチルイソブチルケトン等が好ましい。
<インクリボン>
本発明において、インクリボンは、の受容層上に、熱転写プリンターを用いて装飾層を形成するためのものである。熱転写箔の製造に用いるインクリボンは、基材シートと、該基材シートの一方の面に、少なくとも、剥離層と、インク層とをこの順に有し、インク層上に、接着層および帯電防止層をこの順にさらに有してもよい。また、基材シートの他方の面に耐熱滑性層をさらに有するものがよい。好ましい態様によれば、耐熱滑性層/基材シート/剥離層/インク層/接着層/帯電防止層の順序で形成されてなる層構成を有するインクリボンを用いるのがよい。また、他の態様によれば、インクリボンには、インク層と、金、銀、銅、亜鉛、および黄銅等の金属を蒸着により設けた金属蒸着層とを連続した1枚の基材シート上に面順次に設けてもよい。
図2に、本発明による熱転写箔の製造に用いるインクリボンの一例の模式断面図を示す。図2に示されるインクリボン210は、基材シート220の一方の面上に、剥離層230と、インク層240と、接着層250と、帯電防止層260とが、この順に積層されてなり、基材シート220のインク層240と反対側の面上に耐熱滑性層270が形成されてなるものである。以下、インクリボンを構成する各層について説明する。なお、接着層および帯電防止層は、熱転写箔の形成と同様に、形成することができる。
本発明に用いられるインクリボンを構成する基材シートの材料は、従来公知のものを使用することができ、また、それ以外のものであっても、ある程度の耐熱性と強度とを有していれば使用することができる。例えば、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレートなどのポリエステル系樹脂、ポリプロピレン、ポリカーボネート、ポリエチレン、ポリスチレン、ポリビニルアルコール、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリイミド、ナイロン、酢酸セルロース、アイオノマー等の樹脂フィルム、コンデンサー紙、パラフィン紙等の紙類、不織布等が挙げられる。これらを単独で使用してもよいし、これらを任意に組み合わせた積層体を使用してもよい。これらの中でも、薄膜化可能で安価な汎用性プラスチックであるポリエチレンテレフタレートが好ましい。
基材シートの厚さは、強度、耐熱性等が適切になるように材料に応じて適宜選択することができるが、通常は1〜20μm程度が好ましく、より好ましくは3〜10μmである。
基材シートは、隣接する層との接着性を向上させるため、表面処理が施されていてもよい。上記表面処理としては、コロナ放電処理、火炎処理、オゾン処理、紫外線処理、放射線処理、粗面化処理、化学薬品処理、プラズマ処理、およびグラフト化処理等の、公知の樹脂表面改質技術を適用することができる。上記表面処理は、1種のみ施されてもよいし、2種以上施されてもよい。
さらに、上記基材シートの接着処理として、基材シート上に接着層を塗工して形成することも可能である。接着層は、例えば、以下の有機材料および無機材料から形成することができる。上記有機材料としては、ポリエステル系樹脂、ポリアクリル酸エステル系樹脂、ポリ酢酸ビニル系樹脂、ポリウレタン系樹脂、スチレンアクリレート系樹脂、ポリアクリルアミド系樹脂、ポリアミド系樹脂、ポリエーテル系樹脂、ポリスチレン系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリ塩化ビニル樹脂やポリビニルアルコール樹脂、ポリビニルピロリドンおよびその変性体等のビニル系樹脂、ならびにポリビニルアセトアセタールやポリビニルブチラール等のポリビニルアセタール系樹脂等が挙げられる。上記無機材料としては、シリカ(コロイダルシリカ)、アルミナあるいはアルミナ水和物(アルミナゾル、コロイダルアルミナ、カチオン性アルミニウム酸化物またはその水和物、疑ベークマイト等)、珪酸アルミニウム、珪酸マグネシウム、炭酸マグネシウム、酸化マグネシウム、および酸化チタン等のコロイド状無機顔料超微粒子等が挙げられる。
また、上記の表面処理として、プラスチックフィルムを延伸処理して製造する場合、未延伸フィルムにプライマー液を塗布し、その後に延伸処理して行うこともできる(プライマー処理)。
本発明に用いられるインクリボンを構成するインク層は、樹脂と、着色剤とを含むものであればよく、公知の種々のインク層を用いることができる。本発明においては、インク層を有するインクリボンを用いた熱転写プリンターによって、受容層上に、インク層を転写させて装飾層を形成することができる。
インク層に用いられる樹脂としては、例えば、エチルセルロース樹脂、ヒドロキシエチルセルロース樹脂、エチルヒドロキシセルロース樹脂、メチルセルロース樹脂、酢酸セルロース樹脂等のセルロース系樹脂、ポリビニルアルコール樹脂、ポリ酢酸ビニル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂(塩酢ビ系樹脂)、ポリビニルブチラール樹脂、ポリビニルアセタール樹脂、ポリビニルピロリドン等のビニル系樹脂、ポリ(メタ)アクリレート、ポリ(メタ)アクリルアミド等のアクリル系樹脂、ポリウレタン系樹脂、ポリアミド系樹脂、およびポリエステル系樹脂等が挙げられる。本発明においては、これらの樹脂を単独で用いてもよいし、2種以上を混合して用いてもよい。これらの中でも、耐熱性、着色剤の移行性等の点から、セルロース系、ビニル系、アクリル系、ポリウレタン系、ポリエステル系等の樹脂が好ましく、アクリル系樹脂と塩酢ビ系樹脂の混合樹脂が特に好ましい。
インク層に用いられる着色剤は、従来公知の着色剤を使用することができるが、印画材料として良好な特性を有するもの、例えば、十分な着色濃度を有し、光、熱、温度等により変褪色しないものが好ましい。また、着色剤は、墨、白、シルバー、シアン、マゼンダ、イエロー、レッド、グリーン、およびブルーからなる群から選択される少なくとも一つの色を呈するものがよい。例えば、着色剤としては、墨にはカーボンブラック、白には酸化チタン、およびシルバーにはアルミ等の無機材料、シアン、マゼンタ、イエロー、レッド、グリーン、およびブルーには C.I.Pigmentに記載される各顔料を使用することが好ましい。
また、インク層は、上記の樹脂および着色剤に必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、インク層の厚さは、0.1〜10μmの範囲内であることが好ましく、0.5〜3.0μmの範囲内であることがより好ましい。
本発明に用いられるインクリボンを構成する耐熱滑性層は、基材シートのインク層と反対側の面に設けられるものであり、熱転写プリンターのサーマルヘッドの熱によるスティキングやシワ等の悪影響を防止するためのものである。耐熱滑性層は、主に耐熱性樹脂からなるものである。耐熱性樹脂としては、例えば、ポリビニルブチラール樹脂、ポリビニルアセトアセタール樹脂、ポリエステル樹脂、塩化ビニル−酢酸ビニル共重合体樹脂、ポリエーテル樹脂、ポリブタジエン樹脂、スチレン−ブタジエン共重合体樹脂、アクリルポリオール、ポリウレタンアクリレート、ポリエステルアクリレート、ポリエーテルアクリレート、エポキシアクリレート、ウレタンまたはエポキシのプレポリマー、ニトロセルロース樹脂、セルロースナイトレート樹脂、セルロースアセテートプロピオネート樹脂、セルロースアセテートブチレート樹脂、セルロースアセテート−ヒドロジエンフタレート樹脂、酢酸セルロース樹脂、芳香族ポリアミド樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリカーボネート樹脂、および塩素化ポリオレフィン樹脂等が挙げられる。
また、耐熱滑性層は、上記の耐熱性樹脂に、必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。添加剤としては、滑り性付与剤、架橋剤、離型剤、有機粉末、および無機粉末等を挙げることができる。なお、滑り性付与剤としては、リン酸エステル、シリコーンオイル、グラファイトパウダー、シリコーン系グラフトポリマー、フッ素系グラフトポリマー、アクリルシリコーングラフトポリマー、ポリアクリルシロキサン、およびポリアリールシロキサン等が挙げられる。
さらに、耐熱滑性層は、上記の樹脂に滑り性付与剤等の必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、耐熱滑性層の厚さは、0.05〜3.0μmの範囲内であることが好ましく、0.1〜1.0μmの範囲内であることがより好ましい。
本発明に用いられるインクリボンを構成する剥離層は、熱転写の際に、インク層が基材シートからの剥離を容易に行うために設けられた層である。また、熱転写によりインクリボンから転写されて、熱転写箔を形成した後は、熱転写箔の装飾層を保護するものである。また、加飾成形体を製造する際には、樹脂成形体の表面に接着する役割を果たすものである。本発明において、剥離層は、樹脂を含むものであり、添加剤等をさらに含んでもよい。剥離層の形成に用いる樹脂としては、熱可塑性樹脂を用いて形成するのがよい。例えば、アクリル系樹脂、ポリエステル系樹脂、セルロース誘導体樹脂、ポリビニルアセタール樹脂、ポリビニルブチラール樹脂、塩化ビニル−酢酸ビニル共重合体、および塩素化ポリオレフィン樹脂等が挙げられる。
さらに、剥離層は、上記の樹脂に必要な添加剤を加えたものを適当な溶剤に溶解または分散させて調製したインキを、グラビアコート法、ロールコート法、コンマコート法、グラビア印刷法、スクリーン印刷法、およびグラビアリバースロールコーティング法等の公知の手段により塗布・乾燥させて形成することができる。通常、接着層の厚さは、0.05〜3.0μmの範囲内であることが好ましく、0.1〜1.0μmの範囲内であることがより好ましい。
<加飾成形体>
本発明による加飾成形体の製造方法は、上記の熱転写箔を被転写体である金属表面上に転写して加飾する工程を含んでなるものでもよい。このような製造工程により加飾成形体を製造することで、金属表面にグラデーション等の複雑な意匠を表現することができる。
図3に、本発明による加飾成形体の一実施形態の模式断面図を示す。図3に示される加飾成形体300は、被転写体310である金属板の表面に、接着層80と、装飾層70と、受容層60と、アンカーコート層50、ハードコート層40とをこの順に有してなるものである。最外層のハードコート層が装飾層や被転写体を保護し、耐候性に優れた加飾成形体とすることができる。したがって、塗装を行うことなく、被転写体表面にハードコート層と装飾層とを同時に形成して、装飾層を有する耐候性に優れた加飾成形体を得ることができる。このような加飾成形体は、接着層を特定の樹脂組成物により形成しているため、接着層と被転写体との接着性に優れるものでもある。
本発明を、実施例によりさらに詳細に説明するが、本発明がこれら実施例の内容に限定されるものではない。なお、各層の各組成物は溶媒を除いた固形分の質量部である。
実施例1
<接着層用組成物の調製>
下記の表1に示す組成に従って、エポキシ系樹脂に硬化剤、硬化促進剤、紫外線吸収剤、および光安定剤を添加して攪拌機により混合した後、混合物にアクリル系樹脂を添加して混合することにより、接着層用組成物を調製した。なお、下記の表1中、
JER828、JER1001およびJER1009は、三菱化学社製のビスフェノールA型エポキシ樹脂を、
M22Nは、アルケマ社製の極性基が導入された変性メチルメタクリレート−ブチルアクリレート−メチルメタクリレートの2元共重合体を、
QX40は、三菱化学社製のチオール系硬化剤を、
MT−PE−1は、昭和電工社製のチオール系硬化剤を、
DICY7は、三菱化学社製のジシアンジアミトを、
アミキュアMY−Hは、味の素ファインテクノ社製のアミンアダクトを、
UCAT−3513Nは、サンアプロ社製の脂肪族ジメチルウレアを、
チヌビン400、479、477は、BASF社製の紫外線吸収剤を、
チンビン123は、BASF社製のラジカル捕集剤(光安定剤)を、
ホスタビン3058は、クラリアント社製のラジカル捕集剤(光安定剤)を、
KBM−403は、信越シリコーン社製のシランカップリング剤を、それぞれ表す。
<熱転写箔の作製>
基材フィルム(「F99(品番)」,厚さ:50μm,東レ株式会社製)上に、メラミン樹脂系離型剤(メラミン樹脂の固形分比0.5%の酸触媒(パラトルエンスルホン酸)を添加)を塗工量2g/m2でグラビア印刷し、150℃のオーブン内で60秒間加熱処理して離型層を形成した上に、グラビアリバースコート法によって、下記組成のハードコート層用インキを塗工量12g/m2で塗工して、ハードコート層を形成した。そして、該ハードコート層に水銀燈から紫外線を照射して、未反応のアクリレート(アクリロイル)基が残る程度に架橋硬化させた。
<離型層用インキの組成>
・メラミン樹脂系離型主剤(大日精化(株)製、商品名:EX−114Dメジウム):
100質量部
・硬化剤(大日精化(株)製、商品名:PTC NO.7硬化剤): 10質量部
<ハードコート層用インキの組成>
・紫外線硬化樹脂(成分:ウレタンアクリレート系プレポリマー、 大日精化(株)製、商品名:セイカビーム EXF−HT−S) 60質量部
・反応性無機粒子(反応性コロイダルシリカ粒子、平均粒子径d50:44nm、日産化学工業(株)製、商品名:MIBK−SD−L) 40質量部
・多官能イソシアネート系硬化剤(成分:ヘキサンメチレンジイソシアネート、大日精化(株)製、商品名:PTC−RC3 硬化剤): 10質量部
次に、該ハードコート層上に、グラビアリバースコート法によって、下記組成のアンカーコート層用インキを塗工量7g/m2で塗工して、アンカーコート層を形成した。さらに、該アンカーコート層上に、グラビアリバースコート法によって、下記組成の受容層用インキを塗工量3g/m2で塗工して、受容層を形成した。続いて、該受容層上に、サーマルヘッドを搭載した熱転写プリンターと市販のインクリボンとを用いて、インクリボンのインク層を順次転写させて、装飾層を形成した。さらに、基材の他方の面上に、導電性ポリマーを含む帯電防止層用インキを塗工量0.3g/m2で塗工して、帯電防止層を形成した。
<アンカーコート層用インキの組成>
・アクリルポリオール系樹脂(大日精化(株)製、商品名:TM−VMAC):
60質量部
・多官能イソシアネート系硬化剤(成分:ヘキサンメチレンジイソシアネート、大日精化(株)製、商品名:PTC−RC3 硬化剤): 25質量部
・塩化ビニル酢酸ビニル共重合体(DNPファインケミカル(株)製、商品名:SAニス) 15質量部
<受容層用インキの組成>
・アクリルポリオール系樹脂(大日精化(株)製、商品名:TM−VMAC):
80質量部
・塩化ビニル酢酸ビニル共重合体(DNPファインケミカル(株)製、商品名:SAニス) 20質量部
その後、該装飾層上に、上記のようにして得られた接着層形成用組成物を、乾燥後の重量が50g/m2になるように、コンマコーターにて塗布し、100℃で3分間乾燥して接着層を形成して、熱転写箔を作製した。
<初期粘着性の評価>
熱転写箔の初期粘着性を評価するため、以下のようにして試験サンプルを作製した。
上記した熱転写箔の作製工程において、装飾層上に接着層形成用組成物をコーティングする代わりに、PETフィルム(E−5100、東洋紡社製)のコロナ処理面にコーティングした以外は、上記した熱転写箔と同様にして試験片を作製した。得られた試験片を、23℃、50%RHの環境下に24時間静置した後、25mm×250mmに裁断し、その接着層部分に、表面を洗浄したアルミ板(6061)を載置し、その上から、手動式圧着装置(JIS0237)を用いて、圧着速度約5mm/秒で1往復させて、熱転写箔とアルミ板とを貼り合わせて試験サンプルを得た。
上記で得られた試験サンプルを、テンシロン(オリエンテック製RTA−1T)を用いて、180°、300mm/minでピール引き剥がし強度(N/cm)を測定した。評価結果は、下記の表2に示される通りであった。
<耐候性評価>
得られた試験サンプルについて、下記のサイクルで、UV照射合計時間が1500時間となるような加速劣化試験を行った。なお、照射条件として、365nmの紫外線を60mW/cm2で照射した。
(1)UV照射:20時間(63℃、50%RH)
(2)シャワー:30秒
(3)結露:4時間(63℃、98RH%)
加速劣化試験後の加飾成形体の表面を、目視にて確認し、凹凸もしくはクラックがあるものを×、外観異常ないものを○とした。評価結果は、下記の表2に示される通りであった。
<保存安定性の評価>
初期粘着性の評価に使用した試験サンプルと同様のものを、23℃、50%RHの環境下に1月間静置した後、接着層表面のタックの有無を調べた。タックの有無は、上記した初期粘着性の評価と同様にして行い、試験サンプル作製後の初期粘着力に対して、50%以上の初期粘着性を有しているものをタック有り(○)とした。評価結果は、下記の表2に示される通りであった。
<外観の評価>
成型後の表面を目視にて観察し、印刷の抜けなど不良部がないか確認した。不良部なしを○、不良部ありを×とした。
実施例2〜19、比較例1
表1に示す組成に従って、実施例1と同様にして接着層用樹脂組成物の調製を行い、実施例1と同様にして、実施例2〜19の熱転写箔を作製した。また、装飾層および接着層を設けなかった以外は実施例1と同様にして、比較例1の熱転写箔を作製した。続いて、実施例2〜19および比較例1について、実施例1と同様に、初期粘着性、耐候性、保存安定性、および外観の各評価を行った。評価結果は、下記の表2に示される通りであった。