JP5986192B2 - 複合コーティングを有するピストンリング - Google Patents
複合コーティングを有するピストンリング Download PDFInfo
- Publication number
- JP5986192B2 JP5986192B2 JP2014511873A JP2014511873A JP5986192B2 JP 5986192 B2 JP5986192 B2 JP 5986192B2 JP 2014511873 A JP2014511873 A JP 2014511873A JP 2014511873 A JP2014511873 A JP 2014511873A JP 5986192 B2 JP5986192 B2 JP 5986192B2
- Authority
- JP
- Japan
- Prior art keywords
- piston ring
- layer
- wear
- intermediate layer
- thermal expansion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F5/00—Piston rings, e.g. associated with piston crown
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J9/00—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction
- F16J9/26—Piston-rings, e.g. non-metallic piston-rings, seats therefor; Ring sealings of similar construction characterised by the use of particular materials
Description
Claims (11)
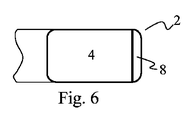
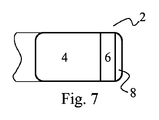
- 内燃機関用のピストンリング(2)であって、
第1熱膨張率を有する材料でできたピストンリング基礎要素(4)と、
前記ピストンリング(2)の半径方向外面に配置され、前記第1熱膨張率よりも低い第2熱膨張率を有する材料でできた摩耗防止層(8)と
を備えるピストンリング(2)において、
前記ピストンリング基礎要素(4)と前記摩耗防止層(8)との間に配置され、前記第1熱膨張率よりも高い第3熱膨張率を有する材料でできた中間層(6)を有することを特徴とするピストンリング。 - 請求項1に記載のピストンリング(2)において、前記摩耗防止層(8)の厚さは、前記中間層(6)の厚さよりも小さく、前記摩耗防止層(8)の厚さ及び前記中間層(6)の厚さは、半径方向の前記ピストンリング基礎要素(4)の厚さの20%未満であることを特徴とするピストンリング。
- 請求項1又は2に記載のピストンリング(2)において、周方向で前記中間層(6)の厚さが変動することを特徴とするピストンリング。
- 請求項1〜3のいずれか1項に記載のピストンリング(2)において、周方向で前記ピストンリング基礎要素(4)の厚さが変動することを特徴とするピストンリング。
- 請求項1〜4のいずれか1項に記載のピストンリング(2)において、前記ピストンリング(2)又は前記ピストンリング基礎要素(4)又はこれら両方を非円形に形成したことを特徴とするピストンリング。
- 請求鋼1〜5のいずれか1項に記載のピストンリング(2)において、前記ピストンリング基礎要素(4)は、鋳鉄又は鋼材料からなることを特徴とするピストンリング。
- 請求項1〜6のいずれか1項に記載のピストンリング(2)において、前記摩耗防止層(8)はPVD層であることを特徴とするピストンリング。
- 請求項1〜7のいずれか1項に記載のピストンリング(2)において、前記中間層(6)は、銅又は銅含有材料からなることを特徴とするピストンリング。
- 請求項1〜8のいずれか1項に記載のピストンリング(2)において、前記摩耗防止層(8)を、軸方向で前記ピストンリング基礎要素(4)及び前記中間層(6)それぞれの外面の一部にのみ施したことを特徴とするピストンリング。
- 請求項1〜9のいずれか1項に記載のピストンリング(2)において、前記第1熱膨張率は8×10−6/K〜12×10−6/Kであり、前記第2熱膨張率は2×10−6/K〜5×10−6/Kであり、前記第3熱膨張率は16×10−6/K〜90×10−6/Kであることを特徴とするピストンリング。
- 請求項1〜10のいずれか1項に記載のピストンリング(2)において、前記摩耗防止層(8)の外側に配置した慣らし層(10)をさらに備えたピストンリング。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011076453.4 | 2011-05-25 | ||
| DE102011076453A DE102011076453B4 (de) | 2011-05-25 | 2011-05-25 | Kolbenring mit Verbundbeschichtung |
| PCT/EP2012/059708 WO2012160138A1 (de) | 2011-05-25 | 2012-05-24 | Kolbenring mit verbundbeschichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014518996A JP2014518996A (ja) | 2014-08-07 |
| JP5986192B2 true JP5986192B2 (ja) | 2016-09-06 |
Family
ID=46168459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014511873A Expired - Fee Related JP5986192B2 (ja) | 2011-05-25 | 2012-05-24 | 複合コーティングを有するピストンリング |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20140096736A1 (ja) |
| EP (1) | EP2715194B1 (ja) |
| JP (1) | JP5986192B2 (ja) |
| KR (1) | KR101893774B1 (ja) |
| CN (1) | CN103518088B (ja) |
| BR (1) | BR112013023442A2 (ja) |
| DE (1) | DE102011076453B4 (ja) |
| PT (1) | PT2715194T (ja) |
| RU (1) | RU2579537C2 (ja) |
| WO (1) | WO2012160138A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BR102013012133A2 (pt) | 2013-05-15 | 2015-05-26 | Mahle Metal Leve Sa | Anel de pistão |
| DE102013009369B4 (de) * | 2013-06-04 | 2015-05-07 | Federal-Mogul Burscheid Gmbh | Verfahren zur Herstellung eines Kolbenrings |
| CN105351107B (zh) * | 2015-11-26 | 2018-02-23 | 成都九十度工业产品设计有限公司 | 内燃机用蠕墨铸铁活塞环 |
| CN106194484A (zh) * | 2016-07-13 | 2016-12-07 | 邹敏 | 一种梯面内阶pvd扭曲活塞环 |
| BR102017007599B1 (pt) * | 2017-04-12 | 2022-07-26 | Mahle Metal Leve S.A. | Anel de pistão para motores de combustão interna |
| EP3828309A1 (de) * | 2019-11-28 | 2021-06-02 | Winterthur Gas & Diesel AG | Kolbenring für einen grossmotor sowie grossmotor |
| DK180594B1 (en) * | 2020-06-15 | 2021-09-30 | Man Energy Solutions Filial Af Man Energy Solutions Se Tyskland | A piston ring for use in a ring pack in a piston of a large two-stroke turbo-charged uniflow-scavenged internal combustion engine with crossheads |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7608044U1 (ja) | Goetzewerke Friedrich Goetze Ag, 5673 Burscheid | |||
| US1179097A (en) * | 1915-05-03 | 1916-04-11 | Stephen D Hartog | Piston-ring. |
| US2325298A (en) * | 1940-08-14 | 1943-07-27 | Llewellyn T Barnes | Bimetallic piston ring |
| DE823076C (de) * | 1949-11-17 | 1951-11-29 | Ernst Mahle Dipl Ing | Kolbenring aus Leichtmetall |
| JPS5872769A (ja) * | 1981-10-23 | 1983-04-30 | Hitachi Ltd | ピストンリング |
| JPS6065956A (ja) * | 1983-09-16 | 1985-04-15 | Isuzu Motors Ltd | セラミツクピストンリング |
| JPH0625597B2 (ja) * | 1985-11-20 | 1994-04-06 | 株式会社リケン | ピストンリング |
| CN2050510U (zh) * | 1989-07-03 | 1990-01-03 | 张显利 | 复合式多功能密封装置 |
| JPH04368A (ja) * | 1990-04-17 | 1992-01-06 | Riken Corp | 耐摩耗性被膜及びその製造法 |
| CN2080567U (zh) * | 1990-12-05 | 1991-07-10 | 李常在 | 多层复合活塞环 |
| CN2085448U (zh) * | 1991-03-23 | 1991-09-25 | 臧玉清 | 两性材料活塞环 |
| DE69421614T2 (de) * | 1994-08-15 | 2000-12-07 | Riken Tokio Tokyo Kk | Gleitkörper |
| JP3266439B2 (ja) * | 1994-12-29 | 2002-03-18 | 帝国ピストンリング株式会社 | ピストンリングおよびその製造方法 |
| JP3885375B2 (ja) * | 1997-09-30 | 2007-02-21 | 帝国ピストンリング株式会社 | ピストンリング |
| US20020175476A1 (en) * | 2001-03-30 | 2002-11-28 | Nippon Piston Ring Co., Ltd. | Piston ring, and combined structure of piston ring and ring groove of piston |
| US20050067790A1 (en) * | 2003-09-26 | 2005-03-31 | Smith Thomas J. | Piston ring having chromium coating |
| JP2005351460A (ja) | 2004-06-14 | 2005-12-22 | Toyota Motor Corp | ピストンリング |
| US7455506B2 (en) * | 2004-12-29 | 2008-11-25 | Bendix Commercial Vehicle Systems Llc | Injection moldable piston rings |
| DE102005063123B3 (de) | 2005-12-30 | 2007-05-31 | Federal-Mogul Burscheid Gmbh | Gleitelement, insbesondere Kolbenring, Verfahren zur Herstellung eines Gleitelements, Gleitsystem und Beschichtung für ein Gleitelement |
| JP2008057671A (ja) | 2006-08-31 | 2008-03-13 | Toyota Motor Corp | ピストンリング |
| WO2008059791A1 (en) | 2006-11-14 | 2008-05-22 | Kabushiki Kaisha Riken | Chromium nitride coating film by ion plating, process for producing the same, and piston ring for internal combustion engine |
| DE112007002854T5 (de) | 2006-11-24 | 2009-10-29 | Kabushiki Kaisha Riken | Kolbenring |
| EP2118534B1 (de) | 2007-01-09 | 2017-04-12 | Federal-Mogul Burscheid GmbH | Kolbenring mit mehrlagenschichtverband und verfahren zu dessen herstellung |
| DE102007027223A1 (de) | 2007-06-13 | 2008-12-24 | Mahle International Gmbh | Kolbenring für den Kolben eines Verbrennungsmotors |
| US7891669B2 (en) * | 2007-06-16 | 2011-02-22 | Mahle International Gmbh | Piston ring with chromium nitride coating for internal combustion engines |
| DE102007029992A1 (de) * | 2007-06-28 | 2009-01-08 | Mahle International Gmbh | Kolbenring |
| JP4915865B2 (ja) * | 2007-07-27 | 2012-04-11 | 日本ピストンリング株式会社 | 圧力リング |
| DE102007035502A1 (de) | 2007-07-28 | 2009-02-05 | Federal-Mogul Burscheid Gmbh | Kolbenring |
| US20090174150A1 (en) * | 2008-01-08 | 2009-07-09 | Thomas Smith | Lateral side protection of a piston ring with a thermally sprayed coating |
| EP2206937B1 (en) | 2009-01-13 | 2013-06-05 | Sauer-Danfoss ApS | Improvements in or relating to Piston Rings |
| DE102009009744A1 (de) * | 2009-02-19 | 2010-09-02 | Federal-Mogul Burscheid Gmbh | Kompressionskolbenring |
| DE102010038868B4 (de) * | 2010-08-04 | 2015-03-12 | Federal-Mogul Burscheid Gmbh | Kolbenring mit Innenbeschichtung |
| DE102010062114B4 (de) * | 2010-11-29 | 2014-12-11 | Federal-Mogul Burscheid Gmbh | Gleitelement, insbesondere Kolbenring, mit einer Beschichtung |
| WO2014106175A1 (en) * | 2012-12-31 | 2014-07-03 | Mahle International Gmbh | Piston ring with dual coating |
| US8986465B2 (en) * | 2013-01-15 | 2015-03-24 | Mahle Industries Inc. | Piston ring with localized nitrided coating |
| JP6025597B2 (ja) * | 2013-02-18 | 2016-11-16 | 本田技研工業株式会社 | 車両用通信装置 |
-
2011
- 2011-05-25 DE DE102011076453A patent/DE102011076453B4/de not_active Expired - Fee Related
-
2012
- 2012-05-24 PT PT127236677T patent/PT2715194T/pt unknown
- 2012-05-24 JP JP2014511873A patent/JP5986192B2/ja not_active Expired - Fee Related
- 2012-05-24 KR KR1020137034599A patent/KR101893774B1/ko active IP Right Grant
- 2012-05-24 US US14/122,121 patent/US20140096736A1/en not_active Abandoned
- 2012-05-24 WO PCT/EP2012/059708 patent/WO2012160138A1/de active Application Filing
- 2012-05-24 CN CN201280022655.8A patent/CN103518088B/zh active Active
- 2012-05-24 EP EP12723667.7A patent/EP2715194B1/de active Active
- 2012-05-24 BR BR112013023442A patent/BR112013023442A2/pt not_active Application Discontinuation
- 2012-05-24 RU RU2013154352/06A patent/RU2579537C2/ru not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013023442A2 (pt) | 2016-12-13 |
| CN103518088B (zh) | 2015-06-10 |
| RU2013154352A (ru) | 2015-06-27 |
| EP2715194A1 (de) | 2014-04-09 |
| JP2014518996A (ja) | 2014-08-07 |
| DE102011076453B4 (de) | 2013-08-01 |
| US20140096736A1 (en) | 2014-04-10 |
| WO2012160138A1 (de) | 2012-11-29 |
| PT2715194T (pt) | 2016-07-18 |
| KR20140035449A (ko) | 2014-03-21 |
| KR101893774B1 (ko) | 2018-08-31 |
| RU2579537C2 (ru) | 2016-04-10 |
| CN103518088A (zh) | 2014-01-15 |
| EP2715194B1 (de) | 2016-06-08 |
| DE102011076453A1 (de) | 2012-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5986192B2 (ja) | 複合コーティングを有するピストンリング | |
| JP5030439B2 (ja) | 摺動部材 | |
| KR101617911B1 (ko) | 슬라이딩 요소 | |
| JP6239964B2 (ja) | 組合せオイルコントロールリング | |
| JP5463364B2 (ja) | 内燃機関用オイルリング | |
| KR101706527B1 (ko) | 피스톤 링 | |
| JP4570998B2 (ja) | 金属系球面軸受 | |
| JP2013540242A (ja) | ピストンリングの製造方法 | |
| JP5968341B2 (ja) | ピストンリング | |
| US20150362071A1 (en) | Sliding element, in particular a piston ring, having a coating | |
| KR20150080540A (ko) | 코팅을 갖는 슬라이딩 요소, 특히 피스톤 링 | |
| JP5970239B2 (ja) | 組合せオイルコントロールリング | |
| US9617952B2 (en) | Compression ring and its production method | |
| US20170276168A1 (en) | Half bearing | |
| JP2011179573A (ja) | ピストンリング | |
| JP2000120866A (ja) | ピストンリング | |
| JP2017036823A (ja) | ピストンリング | |
| KR101636102B1 (ko) | 슬라이딩 플러그 및 슬라이딩 요소 | |
| JP6802181B2 (ja) | 溝シールを有するピストンリング | |
| US9995393B2 (en) | Piston ring and method for manufacturing same | |
| JP4173353B2 (ja) | 組合せピストンリング | |
| JPWO2019065830A1 (ja) | ピストンリング | |
| US11078868B2 (en) | Piston ring | |
| JP2001295699A (ja) | ピストンリング | |
| JP2016205215A (ja) | シリンダブロックの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150223 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160126 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160421 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160802 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160804 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5986192 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |