JP5968919B2 - 透明な容器の材料に分布する欠陥を検出するための方法及び装置 - Google Patents
透明な容器の材料に分布する欠陥を検出するための方法及び装置 Download PDFInfo
- Publication number
- JP5968919B2 JP5968919B2 JP2013553986A JP2013553986A JP5968919B2 JP 5968919 B2 JP5968919 B2 JP 5968919B2 JP 2013553986 A JP2013553986 A JP 2013553986A JP 2013553986 A JP2013553986 A JP 2013553986A JP 5968919 B2 JP5968919 B2 JP 5968919B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- peripheral surface
- inspection
- thickness
- light beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007547 defect Effects 0.000 title claims description 64
- 238000000034 method Methods 0.000 title claims description 28
- 239000012611 container material Substances 0.000 title 1
- 238000007689 inspection Methods 0.000 claims description 74
- 230000002093 peripheral effect Effects 0.000 claims description 69
- 239000000463 material Substances 0.000 claims description 30
- 238000005259 measurement Methods 0.000 claims description 30
- 238000012545 processing Methods 0.000 claims description 23
- 238000001914 filtration Methods 0.000 claims description 7
- 239000011159 matrix material Substances 0.000 claims description 6
- 238000000926 separation method Methods 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 4
- 238000012360 testing method Methods 0.000 claims description 4
- 238000001514 detection method Methods 0.000 claims description 3
- 230000004044 response Effects 0.000 claims description 3
- 230000000704 physical effect Effects 0.000 claims 1
- 239000011521 glass Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 239000000523 sample Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000005693 optoelectronics Effects 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/90—Investigating the presence of flaws or contamination in a container or its contents
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/06—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material
- G01B11/0691—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness for measuring thickness ; e.g. of sheet material of objects while moving
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Description
少なくとも一つの光ビームを、光ビームの一部が前記壁の前記外周面によって反射され、かつ前記光ビームの一部が前記壁において屈折した後に前記壁の前記内周面によって反射されるように前記容器の前記壁に対して特定の角度で送る工程と、
前記内周面及び前記外周面によって反射された前記光ビームをライトセンサに回収する工程と、
前記ライトセンサのレベルにおける、前記内周面及び前記外周面によって反射された前記光ビームの間の分離の関数として、前記壁の厚みを各検査ポイントにおいて測定する工程と、を備える。
前記厚みの測定値を、前記検査領域における前記厚みの測定値の分布を解析することによって処理して幾何学的特性を求め、それらの幾何学的特性を、材料に分布する欠陥を前記容器が有するか否かを決定するための参照値と比較する工程とを備える。
前記厚みの測定値の分布に基づく幾何学的特定として、面積、長さ、幅、方向、真直ぐさ、振幅、及び/又は傾きを考慮すること、
厚みが小さいタイプの欠陥の存在を特徴づける厚みの臨界値より小さい前記厚みの測定値の前記幾何学的特性を考慮すること、
パーティングラインがずれている欠陥の存在を特徴づける、前記厚みの測定値の分布の方向及び/又は真直ぐさを考慮すること、
前記厚みの測定値の分布の局所的かつ急な変化によってバブルタイプの欠陥を特徴づける、前記厚みの測定値の分布の方向を考慮すること、
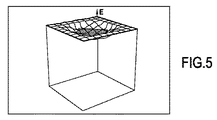
鉛直軸に応じて定められた前記容器の高さに応じて決定された長さを有する輝線を形成する光ビームを送る工程と、
前記鉛直軸に応じて定められた前記容器の高さに応じた一連の検査ポイントを、それらのそれぞれに対して、前記内周面及び前記外周面によって反射された光ビームを回収し前記壁の前記厚みを測定するように選択する工程と、
前記ライトセンサに関して前記容器を回転盤で相対的に移動させる工程と、
前記容器の移動増分ピッチを、それぞれの移動増分ピッチに対して、前記容器の前記高さに応じた異なる検査ポイントで前記壁の厚みを決定するための操作を繰り返すように、選択する工程と、によって、
一連の検査ポイントに対して検査を実行すること、
前記容器の前記高さに応じて、0.02mm〜5mmであり、好ましくは約1mmである検査ピッチに応じて、増分ピッチは、前記容器の外周に応じて、0.5mm〜5mmであり、好ましくは1mmの大きさであるように、前記容器の前記高さに応じて、3〜50箇所の検査ポイント、好ましくは約20箇所の検査ポイントを選択すること、
前記容器の肩部又は根元部のように異なる曲率半径を有する前記壁の少なくとも1つの接続領域を覆うように、検査領域に対応する前記容器の前記高さに応じて検査ポイントを選択すること、
前記外周面及び前記内周面によって反射された光ビームを、異なるポイントで得られた前記厚みの測定値から2次元像を取得するのに適したライトセンサによって、回収すること、
有彩色のコーディングを有する光ビームを送り、前記内周面及び前記外周面によって反射された光ビームを、前記反射された光ビームの波長を解析するためのセンサに回収し、前記反射された光ビームの波長の関数として前記厚みを決定すること、
前記ライトセンサの鉛直方向の向き及び/又は水平方向の向きに応じて、及び/又は、時間に応じて、前記ライトセンサによって発せられた信号をフィルタリング、補間、又は補正すること。
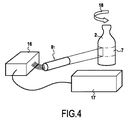
前記容器の前記壁に光ビームを、前記中心軸に応じて定められた前記容器の高さに応じて決定された長さを有する輝線を形成するように送るための光源であって、前記光ビームの一部が前記壁の前記外周面によって反射され、かつ前記光ビームの一部が前記壁において屈折した後前記壁の前記内周面によって反射されるような特定の角度で前記光ビームが送られる、光源と、
前記内周面及び前記外周面によって反射された前記光ビームを回収可能なライトセンサと、
前記中心軸に応じた、容器の前記ライトセンサに関する相対移動システムと、
前記ライトセンサに接続された取得及び処理ユニットであって、
一方で前記中心軸に応じて定められた前記容器の所定の高さに応じて重なり、かつ他方で前記容器の外周に応じて重なる、分布した一連の検査ポイントを選択するための手段と、
前記ライトセンサのレベルにおける、前記内周面及び前記外周面によって反射された前記光ビーム間の分離の関数として、前記壁の前記厚みを各検査ポイントにおいて測定するための手段と、
前記厚みの測定値を、前記検査領域における前記の厚みの測定値の分布を解析することによって処理して幾何学的特性を求めるための手段と、
それらの幾何学的特性を、材料に分布する欠陥を前記容器が有するか否か決定するための参照値と比較するための手段とを備える。
前記ライトセンサは、2次元像を取得する、前記取得及び処理ユニットに接続されたマトリクスカメラであること、
前記ライトセンサは、有彩色のコーディングを有する光ビームから生じ、前記内周面及び前記外周面において反射された前記光ビームの波長を解析するためのスペクトロメーターであること。
Claims (14)
- 中心軸(A)と、外周面(5)と内周面(6)との間で範囲が定められた壁(3)とを有する透明な容器(2)における、材料に分布する欠陥を検出するための検査方法であって、
一方で、前記中心軸(A)に応じて定められた前記容器の所定の高さに応じて重なり、かつ、他方で、前記容器の外周(hi)に応じて重なる検査領域(7)に分布した一連の検査ポイントを含み、
少なくとも一つの光ビーム(9)を、前記光ビームの一部(11)が前記壁の前記外周面(5)によって反射され、かつ前記光ビームの一部(12)が前記壁において屈折した後に前記壁の前記内周面(6)によって反射されるように前記容器の前記壁に対して特定の角度で送る工程と、
前記内周面(6)及び前記外周面(5)によって反射された前記光ビーム(12,11)をライトセンサ(16)に回収する工程と、
前記ライトセンサ(16)のレベルにおける、前記内周面及び前記外周面によって反射された前記光ビームの間の分離の関数として、前記壁(3)の厚みを各検査ポイント(hi)において測定する工程と、を備え、
前記厚みの測定値を、前記検査領域(7)において、前記壁(3)の表面の両方向に応じた前記厚みの測定値を考慮しながら、特定の厚みの臨界値より小さい前記厚みの測定値の分布を解析することによって処理して幾何学的特性を求め、前記厚みの測定値の前記分布の幾何学的特性としての前記厚みの測定値の前記分布の面積を考慮して、それらの幾何学的特性を、材料に分布する欠陥を前記容器が有するか否かを決定するための参照値と比較する工程とを備えることを特徴とする、
検査方法。 - 前記厚みの測定値から求められた前記幾何学特性を、前記容器に呈される、材料に分布する欠陥のタイプを決定するための、材料に分布する欠陥の異なるタイプに対応する参照値と比較する工程を備えることを特徴とする、請求項1に記載の検査方法。
- 前記厚みの測定値の分布に基づく幾何学的特性として、長さ、幅、方向、真直ぐさ、振幅、及び/又は傾きを考慮する工程を備えることを特徴とする、請求項1又は2に記載の検査方法。
- パーティングラインがずれている欠陥の存在を特徴づける、前記厚みの測定値の分布の方向及び/又は真直ぐさを考慮する工程を備えることを特徴とする、請求項2及び3に記載の検査方法。
- 前記厚みの測定値の分布の局所的かつ急な変化によってバブルタイプの欠陥を特徴づける、前記厚みの測定値の分布の方向を考慮する工程を備えることを特徴とする、請求項2及び3に記載の検査方法。
- 鉛直軸(A)に応じて定められた前記容器の高さに応じて決定された長さを有する輝線を形成する光ビーム(9)を送る工程と、
前記鉛直軸(A)に応じて定められた前記容器の高さに応じた一連の検査ポイント(hi)を、それらのそれぞれに対して、前記内周面(6)及び前記外周面(5)によって反
射された光ビームを回収し前記壁の前記厚みを測定するように選択する工程と、
前記ライトセンサ(16)に関して前記容器(2)を回転盤で相対的に移動させる工程と、
前記容器(2)の相対的な移動増分ピッチを、それぞれの移動増分ピッチに対して、前記容器の前記高さに応じた異なる検査ポイント(hi)で前記壁(3)の厚みを決定する
ための操作を繰り返すように、選択する工程と、によって、
一連の検査ポイント(hi)に対して検査を実行する工程を備えることを特徴する、請
求項1に記載の検査方法。 - 前記容器の前記高さに応じて、0.02mm〜5mmである検査ピッチに応じて、増分ピッチは、前記容器の外周に応じて、0.5mm〜5mmの大きさであるように、前記容器の前記高さに応じて、3〜50箇所の検査ポイント(hi )を選択する工程を備えることを特徴とする、請求項1〜6のいずれか1項に記載の検査方法。
- 前記容器の肩部又は根元部のように異なる曲率半径を有する前記壁(3)の少なくとも1つの接続領域を覆うように、検査領域(7)に対応する前記容器の前記高さに応じて検査ポイント(hi)を選択する工程を備えることを特徴とする、請求項1〜7のいずれか
1項に記載の検査方法。 - 前記外周面(5)及び前記内周面(6)によって反射された光ビーム(12,11)を、異なるポイント(hi)で得られた前記厚みの測定値から2次元像を取得するのに適したライトセンサ(16)によって、回収する工程を備えることを特徴とする、請求項1〜8のいずれか1項に記載の検査方法。
- 有彩色のコーディングを有する光ビームを送る工程と、前記内周面(6)及び前記外周面(5)によって反射された光ビームを、前記反射された光ビームの波長を解析するためのセンサに回収する工程と、前記反射された光ビームの波長の関数として前記厚みを決定する工程と、を備えることを特徴とする、請求項1〜8のいずれか1項に記載の検査方法。
- 前記ライトセンサの鉛直方向の向き及び/又は水平方向の向きに応じて、及び/又は、時間に応じて、前記ライトセンサ(16)によって発せられた信号をフィルタリング、補間、又は補正する工程を備えることを特徴とする、請求項1〜10のいずれか1項に記載の検査方法。
- 中心軸(A)と、外周面(5)と内周面(6)との間で範囲が定められた壁(3)とを有する透明の容器(2)の、材料に分布する欠陥を検出し、かつ請求項1〜11のいずれか1項に記載の方法を実行するための検査装置であって、
前記容器の前記壁(3)に光ビーム(9)を、前記中心軸(A)に応じて定められた前記容器の高さに応じて決定された長さを有する輝線(L)を形成するように送るための光源(8)であって、前記光ビームの一部が前記壁の前記外周面によって反射され、かつ前記光ビームの一部が前記壁において屈折した後前記壁の前記内周面によって反射されるような特定の角度で前記光ビームが送られる、光源(8)と、
前記内周面(6)及び前記外周面(5)によって反射された前記光ビームを回収可能なライトセンサ(16)と、
前記容器の前記ライトセンサ(16)に関する相対移動システム(18)と、
前記ライトセンサ(16)に接続された取得及び処理ユニット(17)であって、
一方で前記中心軸(A)に応じて定められた前記容器の所定の高さに応じて重なり、かつ他方で前記容器の外周に応じて重なる、分布した一連の検査ポイント(hi)を選択す
るための手段と、
前記ライトセンサ(16)のレベルにおける、前記内周面(6)及び前記外周面(5)によって反射された前記光ビーム間の分離の関数として、前記壁の前記厚みを各検査ポイント(hi)において測定するための手段と、
前記厚みの測定値を、前記検査領域(7)において、前記壁(3)の表面の両方向に応じた前記厚みの測定値を考慮しながら、特定の厚みの臨界値より小さい前記厚みの測定値の分布を解析することによって処理して幾何学的特性を求め、前記厚みの測定値の前記分布の幾何学的特性としての前記厚みの測定値の前記分布の面積を考慮して、それらの幾何学的特性を、材料に分布する欠陥を前記容器が有するか否かを決定するための参照値と比較する手段と、を備える取得及び処理ユニットを備えることを特徴とする検査装置。 - 前記ライトセンサ(16)は、2次元像を取得する、前記取得及び処理ユニットに接続されたマトリクスカメラであることを特徴とする、請求項12に記載の検査装置。
- 前記ライトセンサ(16)は、有彩色のコーディングを有する光ビームから生じ、前記内周面(6)及び前記外周面(5)において反射された前記光ビームの波長を解析するためのスペクトロメーターであることを特徴とする、請求項12に記載の検査装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1151363A FR2971847B1 (fr) | 2011-02-18 | 2011-02-18 | Procede et dispositif pour detecter des defauts de repartition de matiere dans des recipients transparents |
| FR1151363 | 2011-02-18 | ||
| PCT/FR2012/050339 WO2012110749A1 (fr) | 2011-02-18 | 2012-02-16 | Procede et dispositif pour detecter des defauts de repartition de matiere dans des recipients transparents |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014506995A JP2014506995A (ja) | 2014-03-20 |
| JP5968919B2 true JP5968919B2 (ja) | 2016-08-10 |
Family
ID=45873160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013553986A Active JP5968919B2 (ja) | 2011-02-18 | 2012-02-16 | 透明な容器の材料に分布する欠陥を検出するための方法及び装置 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9244020B2 (ja) |
| EP (1) | EP2676127B1 (ja) |
| JP (1) | JP5968919B2 (ja) |
| CN (1) | CN103477212B (ja) |
| BR (1) | BR112013020880A2 (ja) |
| ES (1) | ES2531861T3 (ja) |
| FR (1) | FR2971847B1 (ja) |
| MX (1) | MX2013009535A (ja) |
| PL (1) | PL2676127T3 (ja) |
| RU (1) | RU2601256C2 (ja) |
| WO (1) | WO2012110749A1 (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2977939B1 (fr) * | 2011-07-11 | 2013-08-09 | Edixia | Procede d'acquisition de plusieurs images d'un meme objet a l'aide d'une seule camera lineaire |
| FR2997181B1 (fr) * | 2012-10-18 | 2014-12-12 | Msc & Sgcc | Installation pour mesurer l'epaisseur de la paroi de recipients |
| JP5608925B2 (ja) * | 2013-01-24 | 2014-10-22 | 東洋ガラス株式会社 | ガラスびんの印刷検査装置 |
| FR3010182A1 (fr) * | 2013-08-30 | 2015-03-06 | Msc & Sgcc | Methode et dispositif de determination de la position et de l'orientation d'une surface speculaire formant un dioptre |
| DK2851677T3 (da) * | 2013-09-23 | 2020-05-11 | Gerresheimer Buende Gmbh | Flerlinje-skanningsteknik |
| FR3016699B1 (fr) * | 2014-01-22 | 2016-02-12 | Msc & Sgcc | Procede et dispositif pour la detection notamment de defauts refractants |
| JP6277931B2 (ja) | 2014-10-01 | 2018-02-14 | 信越半導体株式会社 | 貼り合わせ不良部の検出方法及び検査システム |
| CN104964650A (zh) * | 2015-06-26 | 2015-10-07 | 南开大学 | 一种测量透明球形空腔容器厚度的方法 |
| JP2017110970A (ja) * | 2015-12-15 | 2017-06-22 | 株式会社ミツトヨ | 光学式外形寸法測定方法および測定装置 |
| JP6656905B2 (ja) * | 2015-12-15 | 2020-03-04 | 株式会社ミツトヨ | 透明管の内径測定方法 |
| ITUA20162898A1 (it) * | 2016-04-26 | 2017-10-26 | Sacmi | Macchina etichettatrice di contenitori per liquidi con dispositivo di ispezione ottica |
| JP7054481B2 (ja) * | 2017-08-24 | 2022-04-14 | 日本電気硝子株式会社 | 板ガラスの製造方法 |
| DE102017120612A1 (de) * | 2017-09-07 | 2019-03-07 | Krones Ag | Verfahren und Vorrichtung zum Überprüfen eines Umformungsvorgangs von Kunststoffvorformlingen zu Kunststoffbehältnissen und insbesondere Kunststoffflaschen |
| FR3073044B1 (fr) | 2017-10-27 | 2020-10-02 | Tiama | Procede et dispositif de mesure de dimensions par rayons x, sur des recipients en verre vide defilant en ligne |
| CN108444391B (zh) * | 2018-03-16 | 2024-05-03 | 浙江大学 | 多相透明搅拌釜中固相悬浮高度的测量装置及测量方法 |
| CN108776808A (zh) * | 2018-05-25 | 2018-11-09 | 北京百度网讯科技有限公司 | 一种用于检测钢包溶蚀缺陷的方法和装置 |
| US10871400B2 (en) | 2018-08-27 | 2020-12-22 | Corning Incorporated | Retardation profile for stress characterization of tubing |
| WO2020061882A1 (zh) * | 2018-09-27 | 2020-04-02 | 合刃科技(深圳)有限公司 | 检测透明/半透明材料缺陷的方法、装置及系统 |
| FR3095506B1 (fr) | 2019-04-29 | 2021-05-07 | Tiama | Ligne de contrôle de récipients vides en verre |
| TWI811430B (zh) * | 2019-08-21 | 2023-08-11 | 義大利商馬普斯公司 | 用於查驗由透明材料所製成的物件之方法及對應之查驗系統 |
| DE102019132655A1 (de) * | 2019-12-02 | 2021-06-02 | Krones Aktiengesellschaft | Verfahren zum Überprüfen einer Wandstärke eines Behälters aus einem zumindest teilweise transparenten Material |
| CN113510109B (zh) * | 2021-04-23 | 2022-10-14 | 安徽捷泰智能科技有限公司 | 一种用于色选机的通道表面修复装置 |
| EP4443103A1 (en) | 2023-04-04 | 2024-10-09 | Vetreria Etrusca S.r.l | Optical method for nondestructive measurement of the thickness of a hollow container |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3984498A (en) * | 1972-04-28 | 1976-10-05 | American Can Company | Blown thermoplastic bottle and method for making same |
| US3807870A (en) * | 1972-05-22 | 1974-04-30 | G Kalman | Apparatus for measuring the distance between surfaces of transparent material |
| AR207635A1 (es) * | 1973-06-27 | 1976-10-22 | Connor B O | Aparato para senalar la presencia de materia extrana y/o grietas en envases translucidos |
| US3994599A (en) * | 1974-01-23 | 1976-11-30 | Owens-Illinois, Inc. | Method and apparatus for measuring wall thickness and concentricity of tubular glass articles |
| US4160385A (en) * | 1977-06-30 | 1979-07-10 | E. I. Dupont De Nemours And Co. | Pipe quality monitoring mechanism |
| US4337025A (en) * | 1980-08-25 | 1982-06-29 | Automatic Liquid Packaging, Inc. | Apparatus for molding a container with offset parting line |
| GB8611728D0 (en) * | 1986-05-14 | 1986-06-25 | Tole W R | Determining thickness of glass plates & tubes |
| US4711035A (en) | 1986-08-04 | 1987-12-08 | Gerber Scientific Products, Inc. | Method and apparatus for making a pattern for a lens opening in an eyeglass frame |
| IE862086L (en) * | 1986-08-05 | 1988-02-05 | Bramleigh Ass Ltd | Glass inspection |
| EP0320139A3 (en) * | 1987-12-08 | 1990-08-08 | Emhart Industries, Inc. | Optical measurement of wall thickness of transparent articles |
| US4859861A (en) * | 1988-05-16 | 1989-08-22 | Becton, Dickinson And Company | Measuring curvature of transparent or translucent material |
| US4888824A (en) * | 1988-10-05 | 1989-12-19 | Emhart Industries Inc. | Glass container wall thickness inspecting machine |
| FR2651312B1 (fr) * | 1989-08-25 | 1992-01-17 | France Etat | Procede et dispositif de caracterisation geometrique de tubes transparents. |
| CA2065482A1 (en) * | 1991-04-11 | 1992-10-12 | Akira Inoue | Method and apparatus for measuring a coating state |
| US5291271A (en) * | 1992-08-19 | 1994-03-01 | Owens-Brockway Glass Container Inc. | Measurement of transparent container wall thickness |
| JPH06201336A (ja) * | 1992-12-28 | 1994-07-19 | Kirin Techno Syst:Kk | ガラス容器の肉厚検査方法及び装置 |
| FR2716531B1 (fr) * | 1994-02-18 | 1996-05-03 | Saint Gobain Cinematique Contr | Procédé de mesure d'épaisseur d'un matériau transparent. |
| FR2762083B1 (fr) * | 1997-04-11 | 1999-07-02 | Verreries Souchon Neuvesel | Procede optique de mesure de l'epaisseur de la paroi et/ou de l'ovalisation d'un recipient et dispositif en faisant application |
| US6285451B1 (en) * | 1999-04-30 | 2001-09-04 | John M. Herron | Noncontacting optical method for determining thickness and related apparatus |
| FR2798995B1 (fr) * | 1999-09-27 | 2002-04-12 | Bsn | Installation pour determiner les caracteristiques de transmission lumineuse du materiau constitutif d'un recipient |
| US6806459B1 (en) * | 2001-08-30 | 2004-10-19 | Owens-Brockway Glass Container Inc. | Measurement of transparent container sidewall thickness |
| US6975410B1 (en) * | 2002-04-15 | 2005-12-13 | Sturgill Dennis T | Measuring device |
| US20060288756A1 (en) * | 2003-02-21 | 2006-12-28 | De Meurechy Guido D K | Method and apparatus for scanning corrosion and surface defects |
| US7060999B2 (en) * | 2004-07-09 | 2006-06-13 | Owens-Brockway Glass Container Inc. | Apparatus and method for inspecting ribbed containers |
| DE102005044206B4 (de) * | 2005-09-15 | 2014-05-28 | Krones Aktiengesellschaft | Verfahren zur Qualitätskontrolle von Kunststoffbehältern |
| JP4690183B2 (ja) * | 2005-12-01 | 2011-06-01 | 国立大学法人福井大学 | 肉厚測定装置及び肉厚測定方法 |
| DE602005016285D1 (de) * | 2005-12-08 | 2009-10-08 | Dennis Theodore Sturgill | Methode zur Dickenmessung transparenter Objekte |
| US7385174B2 (en) * | 2006-06-26 | 2008-06-10 | Owens-Brockway Glass Container Inc. | Apparatus and method for measuring sidewall thickness of non-round transparent containers |
| WO2008027569A2 (en) * | 2006-09-01 | 2008-03-06 | Agr International, Inc. | In-line inspection system for vertically profiling plastic containers using multiple wavelength discrete spectral light sources |
| DE102008018844A1 (de) * | 2008-04-15 | 2009-10-29 | VMA Gesellschaft für visuelle Meßtechnik und Automatisierung mbH | Vorrichtung und Verfahren zur berührungslosen Messung einer Wanddickeverteilung |
| CN101762238A (zh) * | 2010-01-25 | 2010-06-30 | 长春理工大学 | 透明材料的厚度检测方法和装置 |
-
2011
- 2011-02-18 FR FR1151363A patent/FR2971847B1/fr active Active
-
2012
- 2012-02-16 RU RU2013142440/28A patent/RU2601256C2/ru active
- 2012-02-16 CN CN201280009494.9A patent/CN103477212B/zh active Active
- 2012-02-16 EP EP12709922.4A patent/EP2676127B1/fr active Active
- 2012-02-16 WO PCT/FR2012/050339 patent/WO2012110749A1/fr active Application Filing
- 2012-02-16 US US13/985,965 patent/US9244020B2/en active Active
- 2012-02-16 JP JP2013553986A patent/JP5968919B2/ja active Active
- 2012-02-16 ES ES12709922.4T patent/ES2531861T3/es active Active
- 2012-02-16 PL PL12709922T patent/PL2676127T3/pl unknown
- 2012-02-16 MX MX2013009535A patent/MX2013009535A/es active IP Right Grant
- 2012-02-16 BR BR112013020880A patent/BR112013020880A2/pt active Search and Examination
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014506995A (ja) | 2014-03-20 |
| CN103477212A (zh) | 2013-12-25 |
| WO2012110749A1 (fr) | 2012-08-23 |
| PL2676127T3 (pl) | 2015-04-30 |
| BR112013020880A2 (pt) | 2016-09-27 |
| EP2676127A1 (fr) | 2013-12-25 |
| EP2676127B1 (fr) | 2014-12-03 |
| ES2531861T3 (es) | 2015-03-20 |
| CN103477212B (zh) | 2016-06-22 |
| US20140029019A1 (en) | 2014-01-30 |
| MX2013009535A (es) | 2013-10-03 |
| US9244020B2 (en) | 2016-01-26 |
| RU2013142440A (ru) | 2015-03-27 |
| FR2971847A1 (fr) | 2012-08-24 |
| FR2971847B1 (fr) | 2013-07-19 |
| RU2601256C2 (ru) | 2016-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5968919B2 (ja) | 透明な容器の材料に分布する欠陥を検出するための方法及び装置 | |
| KR101684818B1 (ko) | 계측 방법 및 계측 장치 | |
| RU2644086C2 (ru) | Способ и устройство для измерения вертикальности на сосуде | |
| JP5882730B2 (ja) | 外観検査装置及び外観検査方法 | |
| US7805987B1 (en) | System and method for pneumatic tire defect detection | |
| JP5373676B2 (ja) | タイヤの形状測定方法および形状測定装置 | |
| US9804099B2 (en) | Method and device for the detection in particular of refracting defects | |
| KR101158134B1 (ko) | 용기 경사를 광학 검사하는 장치 | |
| WO2011064969A1 (ja) | 検査装置、三次元形状測定装置、構造物の製造方法 | |
| JP5923054B2 (ja) | 形状検査装置 | |
| JP5781481B2 (ja) | タイヤ形状検査方法、及びタイヤ形状検査装置 | |
| JPH0626970A (ja) | ホイール・バランサのホイール・パラメータを検出する方法及び装置 | |
| JP6290225B2 (ja) | 容器の壁厚測定用設備 | |
| KR20130134394A (ko) | 타이어 트레드 검사장치 및 검사방법 | |
| JP5481862B2 (ja) | パンタグラフ高さ測定装置及びそのキャリブレーション方法 | |
| JP2010249700A (ja) | 表面状態検出方法とその装置 | |
| JP5503100B2 (ja) | 円柱透明体中のコア形状測定装置及びコア形状測定方法 | |
| JP2019011987A (ja) | 欠陥検出装置および欠陥検出方法 | |
| CN105486693A (zh) | 一种无损检测高精度元件缺陷的方法 | |
| JP2005091060A (ja) | ガラス瓶検査装置 | |
| JP2003057191A (ja) | 円筒状被検物形状測定装置及び該円筒状被検物形状測定装置の調整方法と信号処理方法 | |
| JP3920713B2 (ja) | 光学変位測定装置 | |
| JP2008216105A (ja) | 表面検査方法及び装置 | |
| JP2009103520A (ja) | 光学素子の評価装置、評価方法、製造方法およびプログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160706 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5968919 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |