JP5873171B2 - 低屈折率のトレンチを有する光ファイバープリフォームの製造方法 - Google Patents
低屈折率のトレンチを有する光ファイバープリフォームの製造方法 Download PDFInfo
- Publication number
- JP5873171B2 JP5873171B2 JP2014518596A JP2014518596A JP5873171B2 JP 5873171 B2 JP5873171 B2 JP 5873171B2 JP 2014518596 A JP2014518596 A JP 2014518596A JP 2014518596 A JP2014518596 A JP 2014518596A JP 5873171 B2 JP5873171 B2 JP 5873171B2
- Authority
- JP
- Japan
- Prior art keywords
- region
- silica
- trench
- refractive index
- based glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000013307 optical fiber Substances 0.000 title claims description 73
- 238000000034 method Methods 0.000 title claims description 35
- 238000004519 manufacturing process Methods 0.000 title description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 217
- 239000011521 glass Substances 0.000 claims description 116
- 239000000377 silicon dioxide Substances 0.000 claims description 107
- 230000004888 barrier function Effects 0.000 claims description 75
- 239000004071 soot Substances 0.000 claims description 61
- 239000002243 precursor Substances 0.000 claims description 40
- 239000002019 doping agent Substances 0.000 claims description 32
- 238000005253 cladding Methods 0.000 claims description 27
- 239000000463 material Substances 0.000 claims description 27
- 238000000151 deposition Methods 0.000 claims description 19
- 238000009792 diffusion process Methods 0.000 claims description 6
- 230000008569 process Effects 0.000 claims description 5
- 239000000835 fiber Substances 0.000 claims description 4
- 230000003796 beauty Effects 0.000 claims 1
- 239000007789 gas Substances 0.000 description 41
- 239000012808 vapor phase Substances 0.000 description 13
- 229910003902 SiCl 4 Inorganic materials 0.000 description 8
- 238000007596 consolidation process Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 229910004298 SiO 2 Inorganic materials 0.000 description 6
- 239000001307 helium Substances 0.000 description 6
- 229910052734 helium Inorganic materials 0.000 description 6
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 6
- 239000007787 solid Substances 0.000 description 6
- 239000000460 chlorine Substances 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 5
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 4
- 229910005793 GeO 2 Inorganic materials 0.000 description 4
- 229910010413 TiO 2 Inorganic materials 0.000 description 4
- 238000011109 contamination Methods 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- 239000011737 fluorine Substances 0.000 description 4
- 239000000446 fuel Substances 0.000 description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- HMMGMWAXVFQUOA-UHFFFAOYSA-N octamethylcyclotetrasiloxane Chemical compound C[Si]1(C)O[Si](C)(C)O[Si](C)(C)O[Si](C)(C)O1 HMMGMWAXVFQUOA-UHFFFAOYSA-N 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- KZBUYRJDOAKODT-UHFFFAOYSA-N Chlorine Chemical compound ClCl KZBUYRJDOAKODT-UHFFFAOYSA-N 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000004323 axial length Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- 230000001934 delay Effects 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- YZCKVEUIGOORGS-OUBTZVSYSA-N Deuterium Chemical compound [2H] YZCKVEUIGOORGS-OUBTZVSYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000012159 carrier gas Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 229910052805 deuterium Inorganic materials 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000004093 laser heating Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01446—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01446—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
- C03B37/01453—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering for doping the preform with flourine
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01466—Means for changing or stabilising the diameter or form of tubes or rods
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/08—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant
- C03B2201/12—Doped silica-based glasses doped with boron or fluorine or other refractive index decreasing dopant doped with fluorine
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/36—Fuel or oxidant details, e.g. flow rate, flow rate ratio, fuel additives
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/60—Relationship between burner and deposit, e.g. position
- C03B2207/66—Relative motion
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/70—Control measures
Description
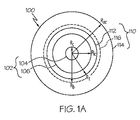
バリア層が第1の密度より大きい第2の密度を有するようにバリア層を低屈折率のトレンチ領域の周りに形成する工程と、シリカ系ガラススートをバリア層上に堆積させてオーバークラッド領域を形成する工程とを包含する。その後、ベイトロッドを組立体から除去し、組立体を圧密し、低屈折率のトレンチ領域にダウンドーパントをドープして低屈折率のトレンチ領域の屈折率を減少させる。光ファイバープリフォームを形成する方法およびこの方法によって形成された光ファイバープリフォームが、添付した図面を具体的に参照して本明細書においてより詳細に説明される。
Δ(r)%=100×[n(r)2−nREF 2)]/2n(r)2
として定義され、上式中、
n(r)は、特に断りがない限り、半径rにおいての屈折率である。相対屈折率は、特に断りがない限り、1550nmにおいて規定される。一態様において、参照屈折率nREFはシリカ系ガラスである。別の態様において、nREFはクラッディングの最大屈折率である。本明細書中で用いられるとき、相対屈折率は特に断りがない限りΔで表され、その値は「%」の単位で示される。領域の屈折率が参照屈折率nREFより低い場合、相対屈折率の%は負となり、凹み領域を有している、または、低下屈折率(depressed−index)を有していると称され、また、最小相対屈折率は、特に断りがない限り、相対屈折率が最も低い負の値の点で計算される。領域の屈折率が参照屈折率nREFより高い場合、相対屈折率の%は正となり、その領域は正の屈折率に引き上げられる、または、正の屈折率を有すると表現され得る。

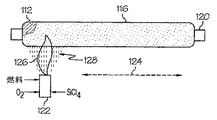
バリア層を有するトレンチ−オーバークラッド組立体を外部蒸着(OVD)法によって製造した。実質的に高純度のシリカ系ガラススートを外径9mmのベイトロッド上に堆積させることによってトレンチ−オーバークラッド組立体の低屈折率のトレンチ領域を形成した。シリカ系ガラススートは、ガス供給バーナーの火炎中で蒸気相シリカ系ガラス前駆体材料の加水分解の吸熱反応によって形成された。シリカ系ガラス前駆体材料は、約4L/分〜約10L/分の速度でバーナーに供給されたSiCl4であった。火炎はCH4とO2との混合物によって形成され、それらの各々は、約10L/分から約40L/分の流量でバーナーに供給された。バーナーの火炎中のSiCl4の反応は式:
SiCl4+2H2O→SiO2+HCl
によって進行した。
Claims (9)
- 光ファイバープリフォームを形成する方法において、
シリカ系ガラススートをベイトロッド上に堆積して前記光ファイバープリフォームの低屈折率のトレンチ領域を形成する工程であって、前記低屈折率のトレンチ領域が第1の密度を有し且つ初期に一切のドーパント材料を実質的に含有しないように前記シリカ系ガラススートが堆積される工程と、
シリカ系ガラススートのバリア層であって、前記第1の密度より大きい第2の密度を有するバリア層を前記低屈折率のトレンチ領域の周りに形成する工程と、
シリカ系ガラススートを前記バリア層の周りに堆積して前記光ファイバープリフォームのオーバークラッド領域を形成し、それによってトレンチ−オーバークラッド組立体を形成する工程と、
前記ベイトロッドを前記トレンチ−オーバークラッド組立体の中央チャネルから除去する工程と、
別個に形成されたコア組立体を前記中央チャネルに挿入する工程と、
前記トレンチ−オーバークラッド組立体が加熱されるときダウンドーパントを含む前駆体ガスを前記トレンチ−オーバークラッド組立体の前記中央チャネル中に流して前記低屈折率のトレンチ領域に前記ダウンドーパントをドープする工程であって、前記バリア層が、前記低屈折率のトレンチ領域から前記オーバークラッド領域内への前記ダウンドーパントの拡散を防ぐ工程と、
を含む方法。 - 前記コア組立体が(i)コア領域または(ii)内部クラッド領域により囲まれて直接接触しているコア領域を含むことを特徴とする、請求項1に記載の方法。
- (I)ガス供給バーナーの火炎が前記ベイトロッドの上で軸方向に第1の速度において移動するときシリカ系ガラス前駆体材料を前記火炎中で反応させることによって前記低屈折率のトレンチ領域の前記シリカ系ガラススートが前記ベイトロッド上に堆積され、前記ガス供給バーナーの前記火炎が第1の温度を有し、
(II)(a)前記ガス供給バーナーの前記火炎の温度を第2の温度に上昇させ、前記シリカ系ガラス前駆体材料が前記火炎中で反応させられるとき前記火炎の移動速度を第2の速度に減少させる工程、(b)前記火炎が前記ベイトロッドの上で移動するとき前記ガス供給バーナーに供給されるシリカ系ガラス前駆体材料の濃度を低減する工程、または(c)前記火炎が前記ベイトロッドの上で移動するとき前記ガス供給バーナーに供給されるシリカ系ガラス前駆体材料の濃度を低減し、前記火炎の移動速度を第2の速度に減少させる工程
のいずれかによって前記バリア層が前記低屈折率のトレンチ領域上に形成されることを特徴とする、請求項1または2に記載の方法。 - ダウンドーパントを含む前記前駆体ガスが前記トレンチ−オーバークラッド組立体を通って流れるときマッフルガスを前記トレンチ−オーバークラッド組立体の外部の周りを流れさせ、それによって前記ダウンドーパントが前記オーバークラッド領域の外面を通って前記オーバークラッド領域内に拡散するのを防ぐ工程をさらに含むことを特徴とする、請求項1〜3のいずれか一項に記載の方法。
- 光ファイバープリフォームを形成する方法において、
ガス供給バーナーの第1の温度を有する火炎がベイトロッドの上で軸方向に第1の速度において移動するときシリカ系ガラス前駆体材料を前記火炎中で反応させ、それによってシリカ系ガラススートを前記ベイトロッド上に堆積させて前記光ファイバープリフォームの低屈折率のトレンチ領域であって、第1の密度を有し、初期に一切のドーパントを実質的に含有しない低屈折率のトレンチ領域を形成する工程と、
前記ガス供給バーナーの前記火炎の温度を第2の温度に上昇させて、
(i)前記ガス供給バーナーの前記火炎が前記ベイトロッドの上で移動するとき前記ガス供給バーナーの移動速度を第2の速度に減少させ、および/または
(ii)前記ガス供給バーナーの前記火炎が前記ベイトロッドの上で移動するとき前記ガス供給バーナーに供給されるシリカ系ガラス前駆体材料の濃度を低減し、
それによってシリカ系ガラススートのバリア層であって、前記第1の密度より大きい第2の密度を有するバリア層を前記低屈折率のトレンチ領域の周りに形成する工程と、
シリカ系ガラススートを前記バリア層上に堆積させて前記光ファイバープリフォームのオーバークラッド領域を形成し、前記光ファイバープリフォームのトレンチ−オーバークラッド組立体を形成する工程と、
前記ベイトロッドを前記トレンチ−オーバークラッド組立体の中央チャネルから除去する工程と、
前記トレンチ−オーバークラッド組立体が加熱されるときダウンドーパントを含む前駆体ガスを前記トレンチ−オーバークラッド組立体の前記中央チャネル中に流して前記低屈折率のトレンチ領域に前記ダウンドーパントをドープする工程であって、前記バリア層が、前記低屈折率のトレンチ領域から前記オーバークラッド領域内への前記ダウンドーパントの拡散を防ぐ工程と、
を含む方法。 - 別個のコア組立体を形成する工程と、
前記低屈折率のトレンチ領域が前記ダウンドーパントをドープされる前に前記コア組立体を前記トレンチ−オーバークラッド組立体に挿入してプリフォーム組立体を形成する工程と、
をさらに含むことを特徴とする、請求項5に記載の方法。 - 前記第2の速度が1cm/秒未満であることを特徴とする、請求項3、5または6のいずれか一項に記載の方法。
- 前記バリア層が1.5g/cm3より大きい密度を有することを特徴とする、請求項1〜7のいずれか一項に記載の方法。
- 前記バリア層が10μm以上および400μm以下の半径厚さを有することを特徴とする、請求項1〜8のいずれか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/173,777 | 2011-06-30 | ||
| US13/173,777 US9873629B2 (en) | 2011-06-30 | 2011-06-30 | Methods for producing optical fiber preforms with low index trenches |
| PCT/US2012/041578 WO2013003003A1 (en) | 2011-06-30 | 2012-06-08 | Methods for producing optical fiber preforms with low index trenches |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014527012A JP2014527012A (ja) | 2014-10-09 |
| JP2014527012A5 JP2014527012A5 (ja) | 2015-07-02 |
| JP5873171B2 true JP5873171B2 (ja) | 2016-03-01 |
Family
ID=46298720
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014518596A Active JP5873171B2 (ja) | 2011-06-30 | 2012-06-08 | 低屈折率のトレンチを有する光ファイバープリフォームの製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9873629B2 (ja) |
| EP (1) | EP2726422B1 (ja) |
| JP (1) | JP5873171B2 (ja) |
| KR (1) | KR20140043134A (ja) |
| CN (1) | CN103687825B (ja) |
| BR (1) | BR112013033053A2 (ja) |
| DK (1) | DK2726422T3 (ja) |
| RU (1) | RU2014102963A (ja) |
| WO (1) | WO2013003003A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5528489B2 (ja) * | 2012-02-09 | 2014-06-25 | 信越化学工業株式会社 | 多孔質ガラス母材の焼結方法 |
| WO2014099645A1 (en) * | 2012-12-20 | 2014-06-26 | Corning Incorporated | Methods for forming optical fiber preforms with selective diffusion layers |
| US9975802B2 (en) | 2013-05-31 | 2018-05-22 | Corning Incorporated | Method for making low bend loss optical fiber preforms |
| JP6310378B2 (ja) * | 2013-11-28 | 2018-04-11 | 信越化学工業株式会社 | 光ファイバ用シリカガラス母材の製造方法 |
| US9586853B2 (en) * | 2014-07-09 | 2017-03-07 | Corning Incorporated | Method of making optical fibers in a reducing atmosphere |
| JP6513796B2 (ja) * | 2014-09-16 | 2019-05-15 | コーニング インコーポレイテッド | 一工程フッ素トレンチ及びオーバークラッドを有する光ファイバプリフォームの作製方法 |
| US10185084B2 (en) * | 2016-02-23 | 2019-01-22 | Corning Incorporated | Layered glass structures |
| JP2017037120A (ja) * | 2015-08-07 | 2017-02-16 | 株式会社フジクラ | 光ファイバ及びその製造方法 |
| JP2017043512A (ja) * | 2015-08-26 | 2017-03-02 | 株式会社フジクラ | 光ファイバ母材の製造方法、光ファイバの製造方法およびレンズの製造方法 |
| US11577982B2 (en) * | 2015-10-07 | 2023-02-14 | Corning Incorporated | Method to prevent cracks in optical fiber preforms |
| US9919956B2 (en) | 2015-10-07 | 2018-03-20 | Corning Incorporated | Method of assembling optical fiber preforms |
| EP3359498B1 (en) | 2015-10-09 | 2020-12-23 | Prysmian S.p.A. | Method for manufacturing a glass core preform for optical fibres |
| US11072560B2 (en) * | 2017-08-29 | 2021-07-27 | Corning Incorporated | Neutralizing gas system for furnace |
| NL2019811B1 (en) * | 2017-08-29 | 2019-03-11 | Corning Inc | Gas system for furnace |
| WO2020180466A1 (en) | 2019-03-05 | 2020-09-10 | Corning Incorporated | System and methods for processing an optical fiber preform |
| CN111635127B (zh) * | 2020-05-08 | 2023-06-09 | 江苏永鼎光纤科技有限公司 | 含有功能性石英包层的光纤预制棒及其制备方法 |
| WO2022010667A1 (en) | 2020-07-07 | 2022-01-13 | Corning Incorporated | Optical fiber with inverse triangular trench design |
| CN114907007B (zh) * | 2022-06-15 | 2024-02-02 | 山东富通光导科技有限公司 | 一种光纤预制棒松散体中掺氟的方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1456371A (en) | 1972-11-25 | 1976-11-24 | Sumitomo Electric Industries | Optical transmission fibre |
| US4242375A (en) * | 1972-11-25 | 1980-12-30 | Sumitomo Electric Industries, Ltd. | Process for producing optical transmission fiber |
| US3932162A (en) * | 1974-06-21 | 1976-01-13 | Corning Glass Works | Method of making glass optical waveguide |
| GB2043619B (en) * | 1979-03-07 | 1983-01-26 | Standard Telephones Cables Ltd | Optical fibre and optical fibre preform manufacture |
| US4629485A (en) * | 1983-09-26 | 1986-12-16 | Corning Glass Works | Method of making fluorine doped optical preform and fiber and resultant articles |
| JPS60191028A (ja) * | 1984-03-07 | 1985-09-28 | Sumitomo Electric Ind Ltd | 高純度ガラス体の製造方法 |
| CA1236695A (en) * | 1984-09-17 | 1988-05-17 | Koichi Abe | Optical fiber |
| JPS61117126A (ja) * | 1984-11-13 | 1986-06-04 | Sumitomo Electric Ind Ltd | 光フアイバ用母材の製造方法 |
| CA1271316A (en) | 1984-12-21 | 1990-07-10 | Koichi Abe | Optical waveguide manufacture |
| US4749396A (en) * | 1985-01-25 | 1988-06-07 | Polaroid Corporation | Method of forming an optical fiber preform |
| US4620861A (en) * | 1985-11-04 | 1986-11-04 | Corning Glass Works | Method for making index-profiled optical device |
| FR2600327B1 (fr) * | 1986-06-20 | 1992-04-17 | Lenoane Georges | Procede de fabrication de preformes pour fibres optiques et mandrin utilisable pour la mise en oeuvre de ce procede, application a la fabrication de fibres optiques monomodes |
| JP2584619B2 (ja) * | 1986-07-03 | 1997-02-26 | 株式会社フジクラ | 非軸対称光フアイバ母材の製造方法 |
| JPH0686300B2 (ja) * | 1987-07-01 | 1994-11-02 | 信越石英株式会社 | すす状シリカ体及びその製造方法 |
| US5342597A (en) * | 1990-11-14 | 1994-08-30 | Cabot Corporation | Process for uniformly moisturizing fumed silica |
| CA2161939A1 (en) * | 1994-12-20 | 1996-06-21 | George E. Berkey | Method of making optical fiber having depressed index core region |
| US5917109A (en) * | 1994-12-20 | 1999-06-29 | Corning Incorporated | Method of making optical fiber having depressed index core region |
| US5641333A (en) * | 1995-12-01 | 1997-06-24 | Corning Incorporated | Increasing the retention of Ge02 during production of glass articles |
| CA2247970A1 (en) * | 1997-10-29 | 1999-04-29 | Corning Incorporated | Method of making segmented core optical waveguide preforms |
| JP2000264647A (ja) * | 1999-03-12 | 2000-09-26 | Shin Etsu Chem Co Ltd | 多孔質ガラス母材 |
| US20020005051A1 (en) * | 2000-04-28 | 2002-01-17 | Brown John T. | Substantially dry, silica-containing soot, fused silica and optical fiber soot preforms, apparatus, methods and burners for manufacturing same |
| JP3654232B2 (ja) * | 2000-10-27 | 2005-06-02 | 住友電気工業株式会社 | 光ファイバ母材の製造方法 |
| US6690868B2 (en) * | 2001-05-30 | 2004-02-10 | 3M Innovative Properties Company | Optical waveguide article including a fluorine-containing zone |
| US6843076B2 (en) | 2001-07-30 | 2005-01-18 | Corning Incorporated | Single step laydown method of making dry fiber with complex fluorine doped profile |
| KR20040024598A (ko) * | 2001-07-31 | 2004-03-20 | 코닝 인코포레이티드 | 저편광 모드 분산 광섬유의 제조방법 |
| US7058269B2 (en) * | 2001-10-24 | 2006-06-06 | Institut National D'optique | Reconstructed glass for fiber optic applications |
| US20030200771A1 (en) | 2002-04-30 | 2003-10-30 | Burke Gerald E. | Method of manufacturing phosphosilicate optical fibers and optical fibers formed therefrom |
| US6928841B2 (en) * | 2002-05-10 | 2005-08-16 | Furukawa Electric North America Inc | Optical fiber preform manufacture using improved VAD |
| US20070204657A1 (en) * | 2006-03-02 | 2007-09-06 | Barish Eric L | Manufacture of depressed index optical fibers |
| US20080013901A1 (en) * | 2006-06-29 | 2008-01-17 | Samsung Electronics Co., Ltd | Macro-bending insensitive optical fiber |
| US7620282B2 (en) | 2006-08-31 | 2009-11-17 | Corning Incorporated | Low bend loss single mode optical fiber |
| DE102007003889B3 (de) * | 2007-01-19 | 2008-09-11 | Heraeus Quarzglas Gmbh & Co. Kg | Quarzglasrohr als Halbzeug für die Vorform- und Faserherstellung, dessen Verwendung sowie Verfahren zur Herstellung des Quarzglasrohres |
| EP2115503A2 (en) | 2007-02-28 | 2009-11-11 | Corning Incorporated | Optical fiber with large effective area |
| US20090169163A1 (en) | 2007-12-13 | 2009-07-02 | Abbott Iii John Steele | Bend Resistant Multimode Optical Fiber |
| JP2010102276A (ja) * | 2008-09-26 | 2010-05-06 | Mitsubishi Cable Ind Ltd | 光ファイバ及びその製造方法 |
| EP2330447A1 (en) * | 2009-11-18 | 2011-06-08 | Sehf-Korea Co., Ltd. | Low bend loss optical fibre |
| JP2012078804A (ja) * | 2010-09-06 | 2012-04-19 | Shin Etsu Chem Co Ltd | 光ファイバ、光ファイバプリフォームおよびその製造方法 |
| JP2012171802A (ja) * | 2011-02-17 | 2012-09-10 | Hitachi Cable Ltd | 光ファイバ母材の製造方法 |
-
2011
- 2011-06-30 US US13/173,777 patent/US9873629B2/en active Active
-
2012
- 2012-06-08 DK DK12727759.8T patent/DK2726422T3/en active
- 2012-06-08 BR BR112013033053A patent/BR112013033053A2/pt not_active IP Right Cessation
- 2012-06-08 EP EP12727759.8A patent/EP2726422B1/en active Active
- 2012-06-08 CN CN201280031881.2A patent/CN103687825B/zh active Active
- 2012-06-08 RU RU2014102963/03A patent/RU2014102963A/ru not_active Application Discontinuation
- 2012-06-08 JP JP2014518596A patent/JP5873171B2/ja active Active
- 2012-06-08 KR KR1020147002313A patent/KR20140043134A/ko not_active Application Discontinuation
- 2012-06-08 WO PCT/US2012/041578 patent/WO2013003003A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN103687825A (zh) | 2014-03-26 |
| KR20140043134A (ko) | 2014-04-08 |
| RU2014102963A (ru) | 2015-08-10 |
| BR112013033053A2 (pt) | 2017-02-07 |
| JP2014527012A (ja) | 2014-10-09 |
| US9873629B2 (en) | 2018-01-23 |
| EP2726422A1 (en) | 2014-05-07 |
| WO2013003003A1 (en) | 2013-01-03 |
| DK2726422T3 (en) | 2017-03-13 |
| EP2726422B1 (en) | 2017-02-15 |
| US20130000840A1 (en) | 2013-01-03 |
| CN103687825B (zh) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5873171B2 (ja) | 低屈折率のトレンチを有する光ファイバープリフォームの製造方法 | |
| JP6513796B2 (ja) | 一工程フッ素トレンチ及びオーバークラッドを有する光ファイバプリフォームの作製方法 | |
| EP1813581B1 (en) | Method for manufacturing an optical fiber preform, optical fiber preform and optical fiber | |
| US20140161406A1 (en) | Method of manufacturing optical fiber preform and optical fiber | |
| EP2785658B1 (en) | Pressed, multilayered silica soot preforms for the manufacture of single sinter step, complex refractive index profile optical fiber | |
| US20080260339A1 (en) | Manufacture of depressed index optical fibers | |
| CN101495893A (zh) | 含碱金属氧化物的光纤 | |
| WO2008136929A1 (en) | Optical fiber containing alkali metal oxide | |
| JP5033719B2 (ja) | 光ファイバ母材の製造方法 | |
| CN1715226A (zh) | 光纤制造方法 | |
| KR20090127300A (ko) | 고형화에서의 광섬유 캐인/프리폼 변형의 저감 | |
| EP3359498A1 (en) | Method for manufacturing a glass core preform for optical fibres. | |
| CN114994830A (zh) | 一种低损耗抗弯曲单模光纤及其制造方法 | |
| CN114057388B (zh) | 光纤预制棒的制造方法、光纤预制棒及光纤 | |
| JP2012171802A (ja) | 光ファイバ母材の製造方法 | |
| EP2938581A1 (en) | Method of manufacturing preforms for optical fibres having low water peak | |
| CN102690054B (zh) | 制造光纤预制件的方法和形成光纤的方法 | |
| JP2003238181A (ja) | 光ファイバ及び光ファイバの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150512 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5873171 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |