JP5771937B2 - 樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 - Google Patents
樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 Download PDFInfo
- Publication number
- JP5771937B2 JP5771937B2 JP2010230445A JP2010230445A JP5771937B2 JP 5771937 B2 JP5771937 B2 JP 5771937B2 JP 2010230445 A JP2010230445 A JP 2010230445A JP 2010230445 A JP2010230445 A JP 2010230445A JP 5771937 B2 JP5771937 B2 JP 5771937B2
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- resin
- resin package
- light emitting
- emitting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/531—Shapes of wire connectors
- H10W72/536—Shapes of wire connectors the connected ends being ball-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/50—Bond wires
- H10W72/531—Shapes of wire connectors
- H10W72/5363—Shapes of wire connectors the connected ends being wedge-shaped
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
- H10W90/701—Package configurations characterised by the relative positions of pads or connectors relative to package parts
- H10W90/751—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires
- H10W90/756—Package configurations characterised by the relative positions of pads or connectors relative to package parts of bond wires between a chip and a stacked lead frame, conducting package substrate or heat sink
Landscapes
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Led Device Packages (AREA)
Description
また、本明細書は、特許請求の範囲に示される部材を、実施の形態の部材に特定するものでは決してない。特に、実施の形態に記載されている構成部品の寸法、材質、形状、その相対的配置等は、特定的な記載がない限りは、本発明の範囲をそれのみに限定する趣旨ではなく、単なる説明例にすぎない。尚、各図面が示す部材の大きさや位置関係等は、説明を明確にするため誇張していることがある。さらに以下の説明において、同一の名称、符号については同一もしくは同質の部材を示しており、詳細説明を適宜省略する。
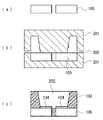
以下、本発明の実施の形態にかかる樹脂パッケージの製造方法について、図を用いて説明する。図1(a)〜図1(d)は、本実施の形態の製造方法を示す図であり、図2は、これによって得られる樹脂パッケージを用いた発光装置10を示す断面図である。また、説明の簡略化のために、1つの発光装置10用の樹脂パッケージを用いて説明しているが、これに限らず、複数の樹脂パッケージを同時に製造することを排除するものではないことは言うまでもない。
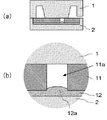
まず、貫通孔11aを有する金属板(リードフレーム)11を用意する。この金属板11は、発光装置のパッケージ(樹脂成形体)に設けられ、外部から給電するための正負一対の電極として機能させるためのものであり、貫通孔11aは、その正負一対の電極を絶縁するための樹脂(パッケージの底面部)が設けられる領域である。
次いで、図1(b)に示すように、上金型1と下金型2の間に挟まれた金属板11の貫通孔(空洞)11a内に、上金型1に設けられる樹脂注入口1aから熱硬化性樹脂を注入する。本実施の形態では、金属板11の下面には弾性シート12が設けられているため、金属板11の貫通孔11a内に注入される熱硬化性樹脂は、上金型1と弾性シートの間に形成された貫通孔11a内に注入される。
弾性シート12は、金型1、2と金属板12との間にできた隙間に樹脂が入り込みにくくするためのものであり、上下金型の押圧力等によって比較的容易に変形可能な弾性を有するものである。これにより、微細な凹凸や歪みのある金型や金属板の表面形状に応じて変形し、その隙間を減らすことができる。具体的には、ポリイミド、ポリエステル等の耐熱性樹脂を用いることができる。耐熱温度は成形温度や発光素子の実装工程の温度から、120℃〜250℃が好ましい。また、金属板に貼り付け可能な粘着層を有していてもよい。粘着層としては成形時に樹脂バリの発生防止の点から金属板(リードフレーム)と接着性に優れ、また剥がした後に接着剤糊残りが発生すると半田実装不良になることから、剥離性に優れたアクリル系、シリコーン系の材料を粘着材として用いることができる。
樹脂パッケージに用いられる熱硬化性樹脂としては、具体的にはエポキシ樹脂組成物、シリコーン樹脂組成物、シリコーン変性エポキシ樹脂などの変性エポキシ樹脂組成物、エポキシ変性シリコーン樹脂などの変性シリコーン樹脂組成物、ポリイミド樹脂組成物、変性ポリイミド樹脂組成物などをあげることができる。特そして、これら樹脂中に充填材(フィラー)としてTiO2、SiO2、Al2O3、MgO、MgCO3、CaCO3、Mg(OH)2、Ca(OH)2などの微粒子などを混入させることで光の透過率を調整し、発光素子からの光の約60%以上を遮光するよう、より好ましくは約90%を遮光するようにするのが好ましい。尚、ここでは基体によって光を反射するか、又は吸収するかどちらでもよいが、発光装置を照明などの用途に用いる場合は、より好ましくは反射させることによって遮光するのが好ましい。そのため、発光素子からの光に対する反射率が60%以上であるものが好ましく、より好ましくは90%以上反射するものが好ましい。例えば、TiO2を用いる場合は、好ましくは10〜30wt%、より好ましくは15〜25wt%配合させるのがよい。これら各種充填材は、1種類のみ、或いは2種類以上を組み合わせて用いることができ、例えば、反射率を調整するための充填材と、膨張係数を調整するための充填材とを併用するなどの用い方ができる。
金属板は、発光素子が載置可能な領域を有する板状部材であり、樹脂成型後に正負一対の電極として機能するような貫通孔を有する。図2に示すような、上下とも平らな面であるものや、一部に凹部や切り欠きが設けられたものも用いることができる。更には、貫通孔の側面に、図6(c)に示すような薄厚部41aを設けてもよい。図6は、ディスプレイに適した黒色系の樹脂を用いた発光装置40を示す図であり、図6(a)は斜視図、図6(b)は底面図、図6(c)はX−X線における断面図である。ディスプレイは、高精細な画像を得るためには発光装置を高密度で配置させるのが好ましいため、図6(b)に示すように金属板41は、樹脂成形体の端部(外側面)から離間するように設けるのが好ましい。そのため、弾性シートの凸部によって形成される底面部43bの凹部43cは、金属板11の裏面の全周囲に形成される。このようにすることで、発光装置の外壁に半田フィレットを形成しなくても密着性よく、しかも高密度で実装することができる。
図7(a)(b)(c)(d)は、第1金型(上金型)1側にも弾性シート72を設けた樹脂パッケージの製造方法を説明する図である。ここでは、図7(a)に示すように、第1金型(上金型1)に弾性シート72を貼り付けている。このように金属板11の上下ともに弾性シートを設けて金型で挟持することで、金属板にかかる押圧力をその弾性シートで吸収することができる。そのため、金属板11の変形を低減することができ、貫通孔11aの幅の変動を少なくすることができる。更に、発光素子を実装する側の面、すなわち金属板11の上面にも、成型時に樹脂が入り込むことを抑制することができるため、実装不良や導電性ワイヤの接続不良を抑制することができる。さらに、金型と金属板とを直接触れないようにすることができるため、金属板の上面を損傷しにくくして、メッキなどにより高光沢加工を施した面を、そのままの状態で保つことができる。上金型側に設ける弾性シートは、下金型側に設ける弾性シートと同種のものを用いることができる。
1a…樹脂注入口
1b…凹部
2…第2金型(下金型)
10、20、30、40…発光装置
11、41…金属板(リードフレーム)
11a…貫通孔
41a…薄厚部
12、72…弾性シート
12a…弾性シートの突出部
13、43…樹脂成形体(パッケージ)
13a、43a…側壁部
13b、23b、33b、43b…底面部
23c、33c、43c…裏面凹部
14…発光素子
15…導電性ワイヤ
16…封止部材
103…リフレクター
104…Ni/Agめっき
105…金属配線
200…光半導体素子搭載領域(凹部)
300…樹脂注入口
301…金型
Claims (5)
- 樹脂成形体と金属板とを備えた樹脂パッケージであって、
前記金属板は貫通孔を有し、
該貫通孔内に設けられる前記樹脂成形体の底面部の裏面において、その中央部が最も下方向に突出しており、
前記底面部の裏面と、前記貫通孔の側面の一部とによって、底面に凹部を有することを特徴とする樹脂パッケージ。 - 前記凹部は、前記金属板の周囲に沿って形成されることを特徴とする請求項1に記載の樹脂パッケージ。
- 前記凹部は、前記金属板に近い部分において最も凹んでいる請求項1又は2のいずれか1項に記載の樹脂パッケージ。
- 前記底面部の裏面の最下部は、前記金属板の下面よりも高い位置にある請求項1〜3のいずれか1項に記載の樹脂パッケージ。
- 請求項1〜4のいずれか1項に記載の樹脂パッケージに発光素子が載置されている発光装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010230445A JP5771937B2 (ja) | 2010-10-13 | 2010-10-13 | 樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010230445A JP5771937B2 (ja) | 2010-10-13 | 2010-10-13 | 樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012084724A JP2012084724A (ja) | 2012-04-26 |
| JP2012084724A5 JP2012084724A5 (ja) | 2013-11-28 |
| JP5771937B2 true JP5771937B2 (ja) | 2015-09-02 |
Family
ID=46243294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010230445A Active JP5771937B2 (ja) | 2010-10-13 | 2010-10-13 | 樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5771937B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013251422A (ja) * | 2012-06-01 | 2013-12-12 | Apic Yamada Corp | Ledチップ実装用基板、ledパッケージ、金型、並びに、ledチップ実装用基板及びledパッケージの製造方法 |
| JP6147976B2 (ja) * | 2012-09-26 | 2017-06-14 | ローム株式会社 | 発光装置、および、発光ユニットの製造方法 |
| JP6484396B2 (ja) * | 2013-06-28 | 2019-03-13 | 日亜化学工業株式会社 | 発光装置用パッケージ及びそれを用いた発光装置 |
| JP2015126091A (ja) * | 2013-12-26 | 2015-07-06 | 大日本印刷株式会社 | 樹脂付リードフレームの製造方法、半導体装置の製造方法、射出成形金型装置および樹脂付リードフレーム |
| JP6398563B2 (ja) | 2014-05-29 | 2018-10-03 | 日亜化学工業株式会社 | 発光装置 |
| DE102014116370A1 (de) * | 2014-11-10 | 2016-05-12 | Osram Opto Semiconductors Gmbh | Verfahren zum Herstellen eines Trägers und Verfahren zum Herstellen eines optoelektronischen Bauelements |
| JP6443429B2 (ja) * | 2016-11-30 | 2018-12-26 | 日亜化学工業株式会社 | パッケージ及びパッケージの製造方法、発光装置及び発光装置の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003001674A (ja) * | 2001-06-26 | 2003-01-08 | Nec Kansai Ltd | 樹脂モールド装置 |
| JP2005317814A (ja) * | 2004-04-30 | 2005-11-10 | Renesas Technology Corp | 半導体装置及びその製造方法 |
| JP2008244143A (ja) * | 2007-03-27 | 2008-10-09 | Toshiba Corp | 半導体発光装置の製造方法 |
-
2010
- 2010-10-13 JP JP2010230445A patent/JP5771937B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012084724A (ja) | 2012-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5771937B2 (ja) | 樹脂パッケージ及びその製造方法、樹脂パッケージを用いた発光装置 | |
| US8080436B2 (en) | Light emitting device and method of manufacturing the light emitting device | |
| US9640744B2 (en) | LED module | |
| US8659106B2 (en) | Light emitting device and method of manufacturing the light emitting device | |
| CN100423306C (zh) | 发光二极管封装的制造方法 | |
| JP4910220B1 (ja) | Ledモジュール装置及びその製造方法 | |
| CN100438111C (zh) | 发光二极管封装结构的制作方法 | |
| JP4914998B1 (ja) | Ledモジュール装置及びその製造方法 | |
| US20090166664A1 (en) | High power light emitting diode package and manufacturing method thereof | |
| JP5940799B2 (ja) | 電子部品搭載用パッケージ及び電子部品パッケージ並びにそれらの製造方法 | |
| JP2011176017A (ja) | 発光装置およびその製造方法 | |
| JP2010232644A (ja) | 光半導体装置の製造方法 | |
| JP2016072524A (ja) | 発光装置およびその製造方法 | |
| JP4904604B1 (ja) | Ledモジュール装置及びその製造方法 | |
| JP2014187081A (ja) | 発光装置 | |
| CN102598324A (zh) | 发光元件搭载用基板及其制造方法 | |
| JP6021416B2 (ja) | 光半導体装置用リフレクタ付リードフレームおよびそれを用いた光半導体装置並びにその製造方法 | |
| KR20090072941A (ko) | 고출력 led 패키지 및 그 제조방법 | |
| JP5493549B2 (ja) | 発光装置及びその製造方法 | |
| JP2006100753A (ja) | 半導体モジュールおよびその製造方法 | |
| CN201017901Y (zh) | 发光二极管的封装结构 | |
| US10777719B2 (en) | Base member, and method of manufacturing light emitting device using same | |
| JP2009117124A (ja) | 光源ユニット | |
| JP5359662B2 (ja) | 発光装置及びその製造方法 | |
| JP2013135077A (ja) | 半導体パッケージ用基板、半導体パッケージ、およびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5771937 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |