JP5762105B2 - 永久磁石型回転電機の製造方法 - Google Patents
永久磁石型回転電機の製造方法 Download PDFInfo
- Publication number
- JP5762105B2 JP5762105B2 JP2011093659A JP2011093659A JP5762105B2 JP 5762105 B2 JP5762105 B2 JP 5762105B2 JP 2011093659 A JP2011093659 A JP 2011093659A JP 2011093659 A JP2011093659 A JP 2011093659A JP 5762105 B2 JP5762105 B2 JP 5762105B2
- Authority
- JP
- Japan
- Prior art keywords
- magnet
- rotor
- auxiliary
- main
- magnets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 66
- 238000000034 method Methods 0.000 title claims description 56
- 230000002093 peripheral effect Effects 0.000 claims description 53
- 229910000859 α-Fe Inorganic materials 0.000 claims description 51
- 238000000465 moulding Methods 0.000 claims description 43
- 230000005415 magnetization Effects 0.000 claims description 34
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 32
- 150000002910 rare earth metals Chemical group 0.000 claims description 31
- 238000001746 injection moulding Methods 0.000 claims description 25
- 238000004804 winding Methods 0.000 claims description 22
- 230000004907 flux Effects 0.000 description 63
- 229910052779 Neodymium Inorganic materials 0.000 description 35
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 30
- 238000010586 diagram Methods 0.000 description 22
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 15
- 230000000694 effects Effects 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 11
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 239000011230 binding agent Substances 0.000 description 9
- 239000000843 powder Substances 0.000 description 7
- 125000006850 spacer group Chemical group 0.000 description 7
- 229920001169 thermoplastic Polymers 0.000 description 7
- 239000004416 thermosoftening plastic Substances 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000003754 machining Methods 0.000 description 4
- 239000000696 magnetic material Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 230000004323 axial length Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 229910001172 neodymium magnet Inorganic materials 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images























Description
近年、永久磁石型回転電機は、家庭用機器、車載用機器および工作機械等に用いられ、高効率化、小型化、高出力化等の要求が高まっており、トルクを増加させることが望まれている。
ハルバッハ配列の磁石配置とは、回転子ヨークの外周面に、周方向において所定の間隔を設けて極数個の主磁石を配置し、隣合う主磁石の間隔を埋めて補助磁石を配置するものである。
すなわち、磁石配置がハルバッハ配列である回転子を用いた永久磁石型回転電機は、表面磁束密度分布を正弦波に近付けることができ、回転電機の発生トルクを増加させるとともに、コギングトルクを低減することができる(例えば、特許文献1参照)。
このような、ばらつきや段差等は、回転子の表面磁束密度分布の歪みを引き起こし、回転電機特性に悪影響を与える。
また、特許文献1に記載された回転子において、ばらつきや段差をなくすには、主磁石や補助磁石を後切削加工する必要があり、特許文献1に記載の回転子を用いた永久磁石型回転電機は、組立てコストが増大するとの問題もあった。
このようにすると、磁石貼り付け時の段差を吸収できるので、後切削工程を省くことができ、組立性を向上させ、組立てコストの増大を防止できる(例えば、特許文献2参照)。
永久磁石型回転電機に使用される希土類磁石の中で代表的なものは、ネオジム系焼結磁石であり、この磁石には、希土類元素であるネオジムが27〜28wt%、ディスプロシウムが1〜5wt%含まれている。
そして、通常、希土類磁石の永久磁石は、磁石配置がハルバッハ配列の回転子にも用いられる。
すなわち、磁石の加工に長時間がかり、生産性が低いとともに製造コストが増大するとの問題があった。
そのため、磁気回路も兼ねる磁石を回転子の全周に配列するハルバッハ配列の回転子に、磁束密度の高い希土類磁石を用いると、材料費が高くなり、永久磁石型回転電機のコストが増大するとの問題があった。
実施の形態1.
図1は、本発明の実施の形態1に係わる永久磁石型回転電機の正面断面模式図である。
図1に示すように、本実施の形態の永久磁石型回転電機100は、固定子11と永久磁石回転子(回転子と記す)1とを備えている。
固定子11は、固定子鉄心12と固定子鉄心12に設けられた12個のスロットに配設された集中巻方式の巻線13とで形成されており、本実施の形態では突極極数は12個となっている。
また、回転子1は、回転子ヨーク2と、回転子ヨーク2の外周表面に配置された、主磁石4aと補助磁石5aと、回転子ヨーク2の中心部を挿通し、且つ回転子ヨーク2に固定された回転子シャフト3とを備えている。
回転子シャフト3は、非磁性体であっても良いが、回転子1の軸ブレ、偏振等を防止し、回転電機の機械的ロスを発生させない、剛性があり変形しにくい材料が好ましく、例えばステンレス鋼等が使用される。
図2に示すように、本実施の形態の回転子1は8極の表面磁石式回転子であり、回転子ヨーク2の外周面にある、主磁石4aと補助磁石5aとは、回転子1の周方向において、互いに接して交互に配置されている。
そして、主磁石4aには希土類焼結磁石であるネオジム系焼結磁石が用いられ、補助磁石5aにはフェライトボンド磁石が用いられており、補助磁石5aは、後述するように、フェライトボンド磁石を主磁石4a間の間隙に射出成形して形成している。
また、補助磁石5aを介して隣接する、一方の主磁石4aのNS極の方向と他方の主磁石4aのNS極の方向とは逆である。すなわち、主磁石4aは、極性が交互に反転している。
また、主磁石4aを介して隣接する、一方の補助磁石5aのNS極の方向と他方の補助磁石5aのNS極の方向とは逆である。すなわち、補助磁石5aも、極性が交互に反転している。
まず、比較のため、従来の主磁石のみが用いられた回転子で構成された永久磁石型回転電機(比較の永久磁石型回転電機と記す)200について説明する。
図3は、比較例の永久磁石型回転電機における磁石から発生する磁束の流れを説明する模式図である。
図3において、矢印は磁束8の流れを示している。
永久磁石型回転電機磁石において、回転子から発生する磁束は、回転子→固定子→回転子と流れる。この固定子11に流れ込む磁束量と巻線13に流れる電流との相互作用で回転トルクが発生し、出力トルクは固定子11に流れ込む磁束量と巻線電流の積に比例する。
すなわち、これらの無効磁束8bや漏れ磁束8cは回転電機の出力には寄与しないので、ロスとなり、大きな無効磁束8bや漏れ磁束8cを有する回転電機は、出力トルクの発生効率が低い。
図4は、本発明の実施の形態1に係わる永久磁石型回転電機における磁石から発生する磁束の流れを説明する模式図である。
図4において、矢印は磁束の流れを示している。
図4に示すように、主磁石4aと隣り合う主磁石4aとの間が、補助磁石5aで埋められており、補助磁石5aが、主磁石4aからの漏れ磁束を妨げる向きに磁力を発生するので、主磁石4a端部の磁束が回転子1に戻らず固定子11に達する。
すなわち、固定子11に流れ込む磁束量を増大させるので、主磁石4aの磁力を有効に使うことができる。
すなわち、本実施の形態の、フェライトボンド磁石の補助磁石5aは、固定子11に流れ込む磁束量を増大させるのに有効である。
また、出力トルク一定の条件では、巻線電流を少なくでき、巻線の電気抵抗で消費される損失(銅損)を低減することができるので、回転電機の効率の向上が図れる。
また、出力トルクと巻線電流とが一定の条件では、磁石のサイズを小さくしても十分な出力が得られるので、回転電機自体を小型化することができる。
表1に示す磁石構成の実施例および比較例の永久磁石型回転電機について出力トルクを求めた。
実施例および比較例の永久磁石型回転電機における回転子は、軸方向長さが35mmであり、外径φは30mmである。固定子の軸方向長さは35mmである。また、主磁石4aと補助磁石5aの軸方向長さも35mmである。
図5に示すように、主磁石4aの回転子ヨーク2に接する面は平面であり、主磁石4aの側面は底面に対して直角になっている。
表1には、主磁石4aの、残留磁束密度と保持力と長さL1、ならびに図5に示す主磁石4aの、幅W1と肩部の高さh1と円弧部の半径R1、および、補助磁石5aの、残留磁束密度と保持力と長さL2、ならびに図5に示す補助磁石5aの、幅W2と肩部の高さh2と円弧部の半径R2、の各値を示している。

また、実施例の回転電機と、主磁石のネオジム系焼結磁石のサイズを実施例のものより大きくし、且つ補助磁石がない回転子を用いた比較例2の回転電機とを比較すると、比較例2の回転電機と同じ出力トルクを得るのに、実施例の回転電機は、主磁石のネオジム系焼結磁石の使用量が1.3分の1(77%)で良いことを示している。
それと、希土類磁石の使用量を少なくできるので、永久磁石型回転電機のコストを低減できる。
図6は、本発明の実施の形態1に係わる永久磁石型回転電機に用いられる回転子の製造工程のフローチャートを示す図である。
図7は、本発明の実施の形態1の回転子の製造における補助磁石配置工程において、配向磁場をかけながらフェライトボンド磁石を射出し補助磁石を形成する状態を示す図である。
次の主磁石配置工程S2では、主磁石4aとして未着磁のネオジム系焼結磁石を用意し、回転子1の径方向に主磁石4aの着磁後の極性が交互に反転するように、配向方向を合わせて回転子ヨーク2に主磁石4aを配置する。
また、図7に示すように、成形時には、成形金型22内に設けられた配向磁場用巻線23に電流を流し、配向磁場用巻線23から発生した点線で示す配向磁場24を、フェライトボンド磁石の補助磁石5aに印加し、補助磁石5aの磁化方向を回転子1の周方向に配向さす。
一般にネオジム系磁石の着磁に必要な磁界は1.6MA/m以上であり、フェライト系磁石の着磁に必要な磁界は0.8MA/m以上であるので、着磁工程では、1.6MA/m以上の着磁磁界で着磁を行い、ネオジム系焼結磁石の主磁石4aとフェライトボンド磁石の補助磁石5aとを同時に着磁する。
本実施の形態における回転子1の製造は、S1からS4の各工程をこの順に実施して行われる。
第1の方法では、図8に示すように、回転子ヨーク2の主磁石4aの配置部に、主磁石4aを接着剤31等で仮固定することにより、主磁石4aの位置決めを行う。
第2の方法では、図9(a)に示すように、補助磁石5aで主磁石4aをインサート成形する時に用いる成形金型に、キャビティの内周面に主磁石4aを位置決めする位置決め溝25aが形成された成形金型22aを用いる。そして、図9(b)に示すように、回転子ヨーク2に搭載された主磁石4aを、成形金型22aの位置決め溝25aに挿入して、位置決めを行う。
第3の方法では、図10に示すように、補助磁石5aで主磁石4aをインサート成形する時に用いる成形金型に、キャビティの底面に主磁石4aを位置決めする位置決め溝25bを形成した成形金型22bを用いる。そして、図示しないが、回転子ヨーク2に搭載された主磁石4aを、成形金型22bの位置決め溝25bに挿入して、位置決めを行う。
第4の方法では、図11に示すように、外周面の主磁石4aの配置部に位置決め溝25cが形成された回転子ヨーク2aを用い、回転子ヨーク2aの位置決め溝25cに主磁石4aを配設して、位置決めを行う。
また、第4の方法で、主磁石4aが位置決めされた回転子1aは、第1〜第3の方法で主磁石4aが位置決めされた回転子1とは、回転子ヨークの構造が異なる。
また、回転子ヨーク2への回転子シャフト3の取り付けは、回転子ヨーク2の形成直後に回転子ヨーク2に回転子シャフト3を圧入することにより行われるが、回転子ヨーク2へ主磁石4aと補助磁石5aとを配置した後に回転子シャフト3を回転子ヨーク2に圧入しても良い。
また、補助磁石5aの配向を、成形金型22内に設けられた配向磁場用巻線23に電流を流し、配向磁場用巻線23から発生した配向磁場24で行っているが、成形金型22内に永久磁石を埋め込み、永久磁石からの配向磁場で行っても良い。
また、主磁石4aに使用するネオジム系焼結磁石の寸法公差は±0.1mm程度であり、従来の製造方法では、全ての主磁石4aと補助磁石5aとを隙間なく配置することはできないとの問題や、組立時に磁石が、割れたりカケたりするとの問題が発生したが、本実施の形態の回転子の製造方法では、ボンド磁石が射出成形で形成されるので、磁石の寸法ばらつきを吸収でき、不良率の低減が図れるとともに、永久磁石型回転電機の特性低下が防止できる。
図12に示す回転子1bは、主磁石と補助磁石との形状が、図2に示す回転子1とは異なっている。このように、回転子の主磁石と補助磁石の形状は、永久磁石型回転電機の特性に応じて変える必要がある。
それゆえ、回転子ヨークに主磁石と補助磁石とを貼り付けて、回転子を形成する従来の製造法では、新たな磁石形状に合わせて、主磁石形成する金型と補助磁石を形成する金型との両方を作り変える必要がある。
本実施の形態の永久磁石型回転電機では、スロット数12、回転子磁極8極であるが、この極対数に限定されるものでなく、他の極対数の永久磁石型回転電機でも同様の効果が得られる。
図13は、本発明の実施の形態2に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図13に示すように、本実施の形態の永久磁石型回転電機は、回転子が、主磁石4aと補助磁石5aとでなる磁石の外周面に環状部材9が配設された回転子1cである以外、実施の形態1の永久磁石型回転電機100と同様である。
本実施の形態における環状部材9の厚さは、永久磁石型回転電機の空隙長が増大し過ぎないように、0.4mm程度で良い。
本実施の形態の永久磁石型回転電機は、実施の形態1の永久磁石型回転電機と同様な効果を有するとともに、回転子の磁石が環状部材で覆われているので、例えば、高速回転で異常が発生しても、磁石が飛散するのを防止できる。
図14は、本発明の実施の形態3に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図14に示すように、本実施の形態の永久磁石型回転電機は、回転子が、フェライトボンド磁石の補助磁石5aが主磁石4aの表面も覆って形成された回転子1dである以外、実施の形態1の永久磁石型回転電機100と同様である。
本実施の形態における、主磁石4aを覆う補助磁石5aの厚さは、永久磁石型回転電機の空隙長が増大し過ぎないように、0.4mm程度で良い。
本実施の形態の永久磁石型回転電機は、実施の形態1の永久磁石型回転電機と同様な効果を有するとともに、回転子の主磁石が補助磁石で覆われているので、例えば、高速回転で異常が発生しても、磁石が飛散するのを防止できる。
図15は、本発明の実施の形態4に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図15に示すように、本実施の形態の永久磁石型回転電機は、回転子が、補助磁石5aの底面と回転子ヨーク2の外周面との間に、磁気的ギャップ6が設けられた回転子1eである以外、実施の形態1の永久磁石型回転電機100と同様であり、同様な効果を有する。
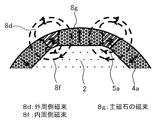
図16は、磁気的ギャップが設けられていない回転子における補助磁石の磁束経路を示す図である。
すなわち、本実施の形態の永久磁石型回転電機は、回転子の外周側への磁束量が増加するので、この面からも出力トルクを、さらに増大させるとの効果を有する。
例えば、実施の形態1と同様な構成の、スロット数が12個で極数が8個の永久磁石型回転電機において、回転子の補助磁石5aと回転子ヨーク2との間に0.5mmの磁気的ギャップを設けた場合、出力トルクが約1%向上する。
第1の方法は、回転子ヨーク2における補助磁石5aの底面と対向する外周面(補助磁石対向面と記す)にピンを配置して、補助磁石5aを射出成形し、成形後にピンを取り除き、隙間を形成する方法である。
第2の方法は、回転子ヨーク2における補助磁石対向面に、所望の厚さの接着剤等を予め塗布する方法である。
第3の方法は、回転子ヨーク2における補助磁石対向面に、非磁性体材料等で作製したスペーサを予め配置する方法である。第3の方法では、スペーサが主磁石4aの位置決めの役割をする効果もある。
図17に示すように、本実施の形態の永久磁石型回転電機に用いられる別タイプの回転子1fは、回転子ヨーク2fにおける補助磁石対向面に磁気的ギャップ6となる凹状の溝が形成されたものである。
この溝も、隙間であっても良く、接着剤や非磁性材料のスペーサが充填されていても良い。
本実施の形態の回転子の構造は、実施の形態2および実施の形態3の永久磁石型回転電機に適用でき、同様な効果が得られる。
図18は、本発明の実施の形態5に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図18に示すように、本実施の形態の永久磁石型回転電機は、回転子が、補助磁石5bがフェライト焼結磁石であり、主磁石4bが希土類ボンド磁石であるネオジム系ボンド磁石であり、且つ主磁石4bが、回転子ヨーク2の外周面に所定の間隔をおいて配置された補助磁石5b間の間隙に、ネオジム系ボンド磁石を射出成形することにより形成された、回転子1gである以外、実施の形態1の永久磁石型回転電機と同様である。
図19は、本発明の実施の形態5に係わる永久磁石型回転電機に用いられる回転子の製造工程のフローチャートを示す図である。
図19に示すように、本実施の形態における回転子1gの製造工程は、所定の形状の回転子ヨークを形成する回転子ヨーク形成工程S11と、回転子ヨークの外周面に補助磁石である複数のフェライト焼結磁石を周方向に所定の間隙を設けて配置する補助磁石配置工程S12と、回転子ヨークに配置された補助磁石の各間隙に、ネオジム系ボンド磁石を射出成形し、主磁石を形成する主磁石配置工程S13と、主磁石と補助磁石とが配置された回転子を外部磁化によって着磁する着磁工程S14とを備えている。
次の補助磁石配置工程S12では、補助磁石5bとして未着磁のフェライト焼結磁石を用意し、回転子1gの周方向に補助磁石5bの着磁後の極性が交互に反転するように、配向方向を合わせて回転子ヨーク2に補助磁石5bを配置する。
次の着磁工程S14は、実施の形態1の着磁工程S4と同様である。
これらのS11〜S14の工程を順番に行うことにより、本実施の形態の回転子を製造する。
本実施の形態の永久磁石型回転電機は、回転子が、上記のような構成であり、上記のような工程で製造されるので、実施の形態1の永久磁石型回転電機と同様な効果を有する。
さらに、補助磁石の形状を変化させることにより、主磁石が形成される領域を変化できるので、回転子の構成や形状の自由度が大きいとの効果も有する。
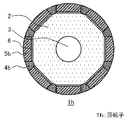
図20は、本発明の実施の形態6に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図20に示すように、本実施の形態の永久磁石型回転電機は、回転子が、補助磁石5bの底面と回転子ヨーク2の外周面との間に、磁気的ギャップ6が設けられた回転子1hである以外、実施の形態5の永久磁石型回転電機と同様であり、同様な効果を有する。
図21に示すように、本実施の形態の永久磁石型回転電機に用いられる別タイプの回転子1iは、回転子ヨーク2iにおける補助磁石対向面に磁気的ギャップ6となる凹状の溝が形成されたものである。
この溝も、接着剤や非磁性材料のスペーサが充填されている。
ちなみに、本実施の形態における回転子に設けられた磁気的ギャップ6の径方向の寸法は、回転子の外周面と固定子の内周面との間の距離である空隙長に略等しいか、それより小さい範囲が有効である。磁気的ギャップ6の周方向の寸法は補助磁石の底面の周方向の幅よりも狭くなっているが、回転子の内周側の磁路抵抗を大きくする点から、補助磁石の底面の周方向の幅の80%以上であることが好ましい。
図22は、本発明の実施の形態7に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図22に示すように、本実施の形態の永久磁石型回転電機は、回転子が、主磁石4cが希土類ボンド磁石であるネオジム系ボンド磁石であり、補助磁石5cがフェライトボンド磁石である回転子1jである以外、実施の形態1の永久磁石型回転電機と同様である。
本実施の形態で用いられる、主磁石4cのネオジム系ボンド磁石は、例えば、残留磁束密度が0.8T、保磁力640kA/mのものであり、補助磁石5cのフェライトボンド磁石は、例えば、残留磁束密度が0.3T、保磁力200kA/mのものである。
また、実施の形態4の永久磁石型回転電機と同様に、補助磁石5cの底面と回転子ヨークの外周面との間に磁気的ギャップを設けても良く、磁気的ギャップの形成方法も実施の形態4と同様である。
図23は、本発明の実施の形態7に係わる永久磁石型回転電機に用いられる回転子の製造工程のフローチャートを示す図である。
図24は、本発明の実施の形態7の回転子の製造工程において、主磁石が回転子ヨークに配置された状態を示す図である。
次の主磁石配置工程S22では、成形金型のキャビティ内に回転子ヨーク2をセットし、成形金型と回転子ヨーク2の主磁石配置部とで形成される空間にネオジム系ボンド磁石を、配向磁場をかけながら射出成形して、図24に示すように複数の主磁石4cを回転子ヨーク2の外周面に所定の間隔をあけて形成する。
次の着磁工程S24は、実施の形態1の着磁工程S4と同様である。
これらのS21〜S24の工程を順番に行うことにより、本実施の形態の回転子を製造する。
本実施の形態の永久磁石型回転電機も、回転子の、主磁石がオジム系ボンド磁石の射出成形で形成され、補助磁石がフェライトボンド磁石の射出成形で形成されているので、実施の形態1の永久磁石型回転電機と同様な効果を有する。
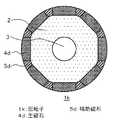
図25は、本発明の実施の形態8に係わる永久磁石型回転電機に用いられる回転子の正面断面模式図である。
図25に示すように、本実施の形態の永久磁石型回転電機は、回転子が、主磁石4が金属粉末射出成形(MIMと記す)法によって作製された希土類焼結磁石であるネオジム系焼結磁石であり、補助磁石5dがMIM法によって作製されたフェライト焼結磁石である回転子1kである以外、実施の形態1の永久磁石型回転電機と同様である。
また、実施の形態4の永久磁石型回転電機と同様に、補助磁石5dの底面と回転子ヨークの外周面との間に、磁気的ギャップを設けても良い。
磁気的ギャップの形成方法は、実施の形態4と同様であるが、接着剤には、後述する焼成工程後にも接着性を保持する無機接着剤が用いられ、スペーサも焼成に耐える耐熱性の非磁性材料が用いられる。
MIM法による焼結磁石は、磁石合金粉末に熱可塑性バインダーを加えて混練し、磁石合金粉末と熱可塑性バインダーとの混合体を得る。次に、この混合体を射出成形し、所定の形状のグリーン体を形成する。次に、このグリーン体を加熱し、脱バインダー処理を行い、続いて焼成することによって作製される。
図26は、本発明の実施の形態8に係わる永久磁石型回転電機に用いられる回転子の製造工程のフローチャートを示す図である。
これらのS31〜S35の工程を順番に行うことにより、本実施の形態の回転子を製造する。
また、本実施の形態では、先に、回転子ヨークの外周面の補助磁石配置部にフェライト磁石粉末と熱可塑性バインダーとの混合体を射出成形し、所定の間隙を設けて補助磁石形状のグリーン体を形成する補助磁石グリーン体配置工程S33を行い、次に、回転子ヨークに配置された補助磁石グリーン体の各間隙に、ネオジム系磁石粉末と熱可塑性バインダーとの混合体を射出成形し、主磁石形状のグリーン体を形成する主磁石グリーン体配置工程S32を行っても良い。
また、本実施の形態の永久磁石型回転電機では、回転子における、主磁石と補助磁石とが、MIM法によって回転子ヨーク2の外周面に形成されており、複雑な形状の主磁石および補助磁石が容易に形成できるとともに、主磁石と補助磁石とを貼り付ける作業や、高精度の加工が不要であり、回転子の生産性が優れている。
また、形成された主磁石と補助磁石とは、脱バインダー処理が行われており、非磁性の熱可塑性バインダーを含まないので、非磁性のバインダーを含むボンド磁石を用いた場合に比べて、磁束密度を高くでき、回転子の磁気特性が優れている。
2,2a,2f,2i 回転子ヨーク、3 回転子シャフト、
4a,4b,4c,4d 主磁石、5a,5b,5c,5d 補助磁石、
6 磁気的ギャップ、7 空隙長、8 磁束、8a 有効磁束、8b 無効磁束、
8c 漏れ磁束、8d 外周側磁束、8f 内周側磁束、8g 主磁石の磁束、
9 環状部材、11 固定子、12 固定子鉄心、13 巻線、
22,22a,22b 成形金型、23 配向磁場用巻線、24 配向磁場、
25a,25b,25c 位置決め溝、31 接着剤、
100,200 永久磁石型回転電機。
Claims (4)
- 固定子鉄心と巻線とからなる固定子と、上記固定子の内側に空隙を介して設けられた回転子とを備え、上記回転子における回転子ヨークの外周面に複数の主磁石と複数の補助磁石とが、上記回転子の周方向で交互に接して配置されており、上記主磁石の磁化方向が上記回転子の径方向であり、上記補助磁石の磁化方向が上記回転子の周方向であり、上記補助磁石を介して隣接する一方の上記主磁石のNS極の方向と他方の上記主磁石のNS極の方向とが逆であり、上記主磁石を介して隣接する一方の上記補助磁石のNS極の方向と他方の上記補助磁石のNS極の方向とが逆であり、上記主磁石が希土類焼結磁石であり、上記補助磁石がフェライトボンド磁石である永久磁石型回転電機の製造方法であって、
所定の形状の上記回転子ヨークを形成する回転子ヨーク形成工程と、上記回転子ヨークの外周面に、複数の上記主磁石である上記希土類焼結磁石を周方向に所定の間隙を設けて配置する主磁石配置工程と、上記回転子ヨークに配置された上記主磁石の各間隙に、上記フェライトボンド磁石を射出成形し、上記補助磁石を形成する補助磁石配置工程と、上記主磁石と上記補助磁石とが配置された回転子を外部磁化によって着磁する着磁工程とを備え、上記各工程を順番に行うことにより上記回転子を形成しており、
上記主磁石配置工程において、上記補助磁石を射出成形で形成する時に用いる成形金型のキャビティの内周面に設けられた位置決め溝で、上記主磁石の位置決めが行われる永久磁石型回転電機の製造方法。 - 固定子鉄心と巻線とからなる固定子と、上記固定子の内側に空隙を介して設けられた回転子とを備え、上記回転子における回転子ヨークの外周面に複数の主磁石と複数の補助磁石とが、上記回転子の周方向で交互に接して配置されており、上記主磁石の磁化方向が上記回転子の径方向であり、上記補助磁石の磁化方向が上記回転子の周方向であり、上記補助磁石を介して隣接する一方の上記主磁石のNS極の方向と他方の上記主磁石のNS極の方向とが逆であり、上記主磁石を介して隣接する一方の上記補助磁石のNS極の方向と他方の上記補助磁石のNS極の方向とが逆であり、上記主磁石が希土類焼結磁石であり、上記補助磁石がフェライトボンド磁石である永久磁石型回転電機の製造方法であって、
所定の形状の上記回転子ヨークを形成する回転子ヨーク形成工程と、上記回転子ヨークの外周面に、複数の上記主磁石である上記希土類焼結磁石を周方向に所定の間隙を設けて配置する主磁石配置工程と、上記回転子ヨークに配置された上記主磁石の各間隙に、上記フェライトボンド磁石を射出成形し、上記補助磁石を形成する補助磁石配置工程と、上記主磁石と上記補助磁石とが配置された回転子を外部磁化によって着磁する着磁工程とを備え、上記各工程を順番に行うことにより上記回転子を形成しており、
上記主磁石配置工程において、上記補助磁石を射出成形で形成する時に用いる成形金型のキャビティの底面に設けられた位置決め溝で、上記主磁石の位置決めが行われる永久磁石型回転電機の製造方法。 - 固定子鉄心と巻線とからなる固定子と、上記固定子の内側に空隙を介して設けられた回転子とを備え、上記回転子における回転子ヨークの外周面に複数の主磁石と複数の補助磁石とが、上記回転子の周方向で交互に接して配置されており、上記主磁石の磁化方向が上記回転子の径方向であり、上記補助磁石の磁化方向が上記回転子の周方向であり、上記補助磁石を介して隣接する一方の上記主磁石のNS極の方向と他方の上記主磁石のNS極の方向とが逆であり、上記主磁石を介して隣接する一方の上記補助磁石のNS極の方向と他方の上記補助磁石のNS極の方向とが逆であり、上記主磁石が希土類ボンド磁石であり、上記補助磁石がフェライト焼結磁石である永久磁石型回転電機の製造方法であって、
所定の形状の上記回転子ヨークを形成する回転子ヨーク形成工程と、上記回転子ヨークの外周面に、複数の上記補助磁石である上記フェライト焼結磁石を周方向に所定の間隙を設けて配置する補助磁石配置工程と、上記回転子ヨークに配置された上記補助磁石の各間隙に、上記希土類ボンド磁石を射出成形し、上記主磁石を形成する主磁石配置工程と、上記主磁石と上記補助磁石とが配置された回転子を外部磁化によって着磁する着磁工程とを備え、上記各工程を順番に行うことにより上記回転子を形成しており、
上記補助磁石配置工程において、上記主磁石を射出成形で形成する時に用いる成形金型のキャビティの内周面に設けられた位置決め溝で、上記補助磁石の位置決めが行われる永久磁石型回転電機の製造方法。 - 固定子鉄心と巻線とからなる固定子と、上記固定子の内側に空隙を介して設けられた回転子とを備え、上記回転子における回転子ヨークの外周面に複数の主磁石と複数の補助磁石とが、上記回転子の周方向で交互に接して配置されており、上記主磁石の磁化方向が上記回転子の径方向であり、上記補助磁石の磁化方向が上記回転子の周方向であり、上記補助磁石を介して隣接する一方の上記主磁石のNS極の方向と他方の上記主磁石のNS極の方向とが逆であり、上記主磁石を介して隣接する一方の上記補助磁石のNS極の方向と他方の上記補助磁石のNS極の方向とが逆であり、上記主磁石が希土類ボンド磁石であり、上記補助磁石がフェライト焼結磁石である永久磁石型回転電機の製造方法であって、
所定の形状の上記回転子ヨークを形成する回転子ヨーク形成工程と、上記回転子ヨークの外周面に、複数の上記補助磁石である上記フェライト焼結磁石を周方向に所定の間隙を設けて配置する補助磁石配置工程と、上記回転子ヨークに配置された上記補助磁石の各間隙に、上記希土類ボンド磁石を射出成形し、上記主磁石を形成する主磁石配置工程と、上記主磁石と上記補助磁石とが配置された回転子を外部磁化によって着磁する着磁工程とを備え、上記各工程を順番に行うことにより上記回転子を形成しており、
上記補助磁石配置工程において、上記主磁石を射出成形で形成する時に用いる成形金型のキャビティの底面に設けられた位置決め溝で、上記補助磁石の位置決めが行われる永久磁石型回転電機の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011093659A JP5762105B2 (ja) | 2011-04-20 | 2011-04-20 | 永久磁石型回転電機の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011093659A JP5762105B2 (ja) | 2011-04-20 | 2011-04-20 | 永久磁石型回転電機の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012228072A JP2012228072A (ja) | 2012-11-15 |
| JP2012228072A5 JP2012228072A5 (ja) | 2013-12-19 |
| JP5762105B2 true JP5762105B2 (ja) | 2015-08-12 |
Family
ID=47277671
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011093659A Expired - Fee Related JP5762105B2 (ja) | 2011-04-20 | 2011-04-20 | 永久磁石型回転電機の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5762105B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024074810A1 (en) * | 2022-10-04 | 2024-04-11 | Safran Electrical & Power | Rotor for an electrical machine |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3125405B1 (en) * | 2014-03-27 | 2021-01-20 | TDK Corporation | Permanent magnet assembly and motor |
| JP6523751B2 (ja) * | 2015-04-02 | 2019-06-05 | 株式会社東芝 | 永久磁石回転電機 |
| JP2018107929A (ja) * | 2016-12-27 | 2018-07-05 | 橘コンサルタンツ株式会社 | モータ用ロータおよびその製造方法 |
| CN107124084B (zh) * | 2017-06-09 | 2023-07-25 | 浙江理工大学 | 一种永磁直线同步电机非均匀混合永磁体励磁拓扑结构 |
| US11843334B2 (en) | 2017-07-13 | 2023-12-12 | Denso Corporation | Rotating electrical machine |
| JP6977556B2 (ja) | 2017-07-21 | 2021-12-08 | 株式会社デンソー | 回転電機 |
| CN113991958A (zh) | 2017-07-21 | 2022-01-28 | 株式会社电装 | 旋转电机 |
| JP6927186B2 (ja) | 2017-12-28 | 2021-08-25 | 株式会社デンソー | 回転電機 |
| WO2019131905A1 (ja) * | 2017-12-28 | 2019-07-04 | 株式会社デンソー | 回転電機 |
| CN111512519B (zh) * | 2017-12-28 | 2022-10-11 | 株式会社电装 | 旋转电机 |
| JP7091946B2 (ja) * | 2017-12-28 | 2022-06-28 | 株式会社デンソー | 回転電機 |
| DE112018006651T5 (de) | 2017-12-28 | 2020-10-08 | Denso Corporation | Radantriebsvorrichtung |
| CN111566904B (zh) | 2017-12-28 | 2023-04-28 | 株式会社电装 | 旋转电机 |
| JP7006541B2 (ja) | 2017-12-28 | 2022-01-24 | 株式会社デンソー | 回転電機 |
| DE112018006699T5 (de) | 2017-12-28 | 2020-09-10 | Denso Corporation | Rotierende elektrische Maschine |
| JP2020089178A (ja) * | 2018-11-29 | 2020-06-04 | 株式会社東芝 | ロータマグネットの製造方法,ロータマグネット及び永久磁石モータ |
| WO2020129123A1 (ja) * | 2018-12-17 | 2020-06-25 | 三菱電機株式会社 | 回転子、電動機、送風機、及び空気調和機、並びに回転子の製造方法 |
| WO2021255959A1 (ja) * | 2020-06-19 | 2021-12-23 | 三菱電機株式会社 | 永久磁石式同期電動機 |
| DE112020007625T5 (de) * | 2020-09-24 | 2023-07-06 | Mitsubishi Electric Corporation | Feldelement und elektromotor mit einem solchen feldelement |
| KR102498790B1 (ko) * | 2020-11-23 | 2023-02-13 | 포항공과대학교 산학협력단 | 2분절 쿼시 할박 전동기 회전자 |
| WO2023042366A1 (ja) * | 2021-09-17 | 2023-03-23 | 三菱電機株式会社 | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 |
| CA3229772A1 (en) * | 2021-11-15 | 2023-05-19 | Nippon Steel Corporation | Rotor core, rotor, and rotary electric machine |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19523915A1 (de) * | 1995-06-30 | 1997-01-02 | Bosch Gmbh Robert | Mikroventil und Verfahren zur Herstellung eines Mikroventils |
| JP2002354721A (ja) * | 2001-05-29 | 2002-12-06 | Hitachi Ltd | 永久磁石式回転子を備えた回転電機 |
| DE102004017507A1 (de) * | 2004-04-08 | 2005-10-27 | Minebea Co., Ltd. | Rotoranordnung für eine elektrische Maschine |
| JP2006320109A (ja) * | 2005-05-12 | 2006-11-24 | Asmo Co Ltd | 回転電機、及び回転電機の製造方法 |
| JP2007019127A (ja) * | 2005-07-06 | 2007-01-25 | Yaskawa Electric Corp | 周期磁界発生装置およびそれを用いたリニアモータ |
| JP4935799B2 (ja) * | 2008-11-17 | 2012-05-23 | 株式会社デンソー | 回転電機とその回転子 |
| JP5253114B2 (ja) * | 2008-12-01 | 2013-07-31 | 三菱電機株式会社 | リニアモータ |
| JP5501660B2 (ja) * | 2009-06-04 | 2014-05-28 | カヤバ工業株式会社 | 電動モータ及びそのロータ |
-
2011
- 2011-04-20 JP JP2011093659A patent/JP5762105B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024074810A1 (en) * | 2022-10-04 | 2024-04-11 | Safran Electrical & Power | Rotor for an electrical machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012228072A (ja) | 2012-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5762105B2 (ja) | 永久磁石型回転電機の製造方法 | |
| EP3125405B1 (en) | Permanent magnet assembly and motor | |
| US9608485B2 (en) | Rotor for rotating electrical machine, rotating electric machine, and method for producing rotor for rotating electrical machine with magnet having surfaces tilted with respect to magnet insertion hole | |
| US10050481B2 (en) | Permanent magnet type motor and method for manufacturing permanent magnet type motor | |
| JP5877777B2 (ja) | 回転電機、磁極ピース製造方法 | |
| JP6068048B2 (ja) | ロータ及びモータ | |
| US9166449B2 (en) | Rotor and motor | |
| WO2019176234A1 (ja) | ラジアルギャップ型回転電機 | |
| JP2015510388A (ja) | 電気機械 | |
| KR20100134673A (ko) | 통합된 로터 폴 피스 | |
| JP2008245488A (ja) | リング状磁石及びその製造方法、並びにモータ | |
| WO2017061305A1 (ja) | 回転子および回転電機 | |
| WO2013157165A1 (ja) | 永久磁石式回転電機、及びその製造方法 | |
| JP2012217278A (ja) | 永久磁石型回転電機及び永久磁石型回転電機の製造方法 | |
| JP2014155415A (ja) | 磁石埋込型ロータ及び磁石埋込型ロータの製造方法 | |
| JP6655290B2 (ja) | アキシャルギャップ型回転電機 | |
| EP3145054B1 (en) | Electrical rotating machine | |
| JP6001379B2 (ja) | ロータ及びモータ | |
| WO2013111301A1 (ja) | 同期電動機の回転子およびその製造方法ならびに同期電動機 | |
| US10199911B2 (en) | Orientation magnetization device and magnet-embedded rotor | |
| JP2011193564A (ja) | アキシャルギャップ型回転電機用ステータとその製造方法 | |
| JP6462714B2 (ja) | アキシャルギャップ型回転電機及び絶縁部材 | |
| JP2014045602A (ja) | Ipmモータ用ロータ | |
| JP2013211982A (ja) | ロータ及びモータ | |
| WO2016145521A1 (en) | External rotor electric machine with smc blocks interposed between permanent magnets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150609 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5762105 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |