WO2023042366A1 - 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 - Google Patents
回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 Download PDFInfo
- Publication number
- WO2023042366A1 WO2023042366A1 PCT/JP2021/034255 JP2021034255W WO2023042366A1 WO 2023042366 A1 WO2023042366 A1 WO 2023042366A1 JP 2021034255 W JP2021034255 W JP 2021034255W WO 2023042366 A1 WO2023042366 A1 WO 2023042366A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- magnet
- rotor
- magnets
- magnetic
- rare earth
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 238000004378 air conditioning Methods 0.000 title 1
- 239000000463 material Substances 0.000 claims abstract description 8
- 229910000859 α-Fe Inorganic materials 0.000 claims description 96
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 89
- 150000002910 rare earth metals Chemical group 0.000 claims description 77
- 230000004907 flux Effects 0.000 claims description 45
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 9
- 230000000052 comparative effect Effects 0.000 description 17
- 229920005989 resin Polymers 0.000 description 17
- 239000011347 resin Substances 0.000 description 17
- 238000010586 diagram Methods 0.000 description 16
- 238000000465 moulding Methods 0.000 description 14
- 239000003507 refrigerant Substances 0.000 description 8
- 238000001746 injection moulding Methods 0.000 description 5
- 239000002994 raw material Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 102100029860 Suppressor of tumorigenicity 20 protein Human genes 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 102100035353 Cyclin-dependent kinase 2-associated protein 1 Human genes 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- PRQMIVBGRIUJHV-UHFFFAOYSA-N [N].[Fe].[Sm] Chemical compound [N].[Fe].[Sm] PRQMIVBGRIUJHV-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- KZUNJOHGWZRPMI-UHFFFAOYSA-N samarium atom Chemical compound [Sm] KZUNJOHGWZRPMI-UHFFFAOYSA-N 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
Images


















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/22—Rotating parts of the magnetic circuit
- H02K1/27—Rotor cores with permanent magnets
Abstract
回転子(1)は、偶数であるN個の磁極を有する。回転子(1)は、極異方性配向を持つように磁化された第1の磁石(20)と、第1の磁石(20)の外周(20c)に配置され、第1の磁石(20)と異なる材料からなり、極異方性配向を持つように磁化されたN個の第2の磁石(31)とを有する。第1の磁石(20)における隣り合う磁極の間に形成される磁力線である第1の磁力線(M1)の方向が、N個の第2の磁石(31)のうちの隣り合う第2の磁石(31)の間に形成される磁力線である第2の磁力線(M2)の方向と異なる。
Description
本開示は、回転子、電動機、送風機、空気調和装置、及び回転子の製造方法に関する。
磁気特性の異なる2種類の永久磁石によって構成された電動機の回転子が知られている。例えば、特許文献1から3を参照。
特許文献1及び2に記載の回転子は、フェライトボンド磁石と、フェライトボンド磁石の外側に配置された希土類ボンド磁石とを有する。軸方向に見たときの特許文献1及び2の希土類ボンド磁石の形状は、環状である。
特許文献3に記載の回転子は、フェライトボンド磁石と、フェライトボンド磁石に支持されて且つ周方向に配置された複数の希土類ボンド磁石とを有する。そのため、特許文献3の回転子のコストは、特許文献1及び2の回転子のコストより低減される。
しかしながら、特許文献3に記載の回転子では、表面磁束密度の変化が不均一となる。具体的には、特許文献3の回転子において、フェライトボンド磁石の磁力は希土類ボンド磁石の磁力より弱いため、当該回転子における表面磁束密度の分布は、均一な正弦波の波形とはならない。そのため、固定子鉄心に鎖交する有効磁束に歪みが発生するという課題がある。
本開示は、有効磁束の歪みの発生を抑制することを目的とする。
本開示の一態様に係る回転子は、偶数であるN個の磁極を有する回転子であって、極異方性配向を持つように磁化された第1の磁石と、前記第1の磁石の外周に配置され、前記第1の磁石と異なる材料からなり、極異方性配向を持つように磁化されたN個の第2の磁石とを有し、前記第1の磁石における隣り合う磁極の間に形成された磁力線である第1の磁力線の方向が、前記N個の第2の磁石のうちの隣り合う第2の磁石の間に形成された磁力線である第2の磁力線の方向と異なる。
本開示の他の態様に係る回転子の製造方法は、偶数であるN個の磁極を有する回転子の製造方法であって、極異方性配向を持つように磁化された第1の磁石を形成する工程と、前記第1の磁石の外周に配置され、前記第1の磁石と異なる材料からなり、極異方性配向を持つように磁化されたN個の第2の磁石を形成する工程とを有し、前記第1の磁石における隣り合う磁極の間に形成された磁力線である第1の磁力線の方向が、前記N個の第2の磁石のうちの隣り合う第2の磁石の間に形成された磁力線である第2の磁力線の方向と異なる。
本開示によれば、有効磁束の歪みの発生を抑制することができる。
以下に、本開示の実施の形態に係る回転子、電動機、送風機、空気調和装置、及び回転子の製造方法を、図面を参照しながら説明する。以下の実施の形態は、例にすぎず、本開示の種々の範囲内で変更が可能である。
図面相互の関係を理解し易くするために、各図には、xyz直交座標系が示されている場合がある。z軸は、回転子の軸線Aに平行な座標軸である。x軸は、z軸に直交する座標軸である。y軸は、x軸及びz軸の両方に直交する座標軸である。
《実施の形態1》
〈電動機100の構成〉
図1は、実施の形態1に係る電動機100の構成を示す部分断面図である。図2は、実施の形態1に係る電動機100の構成を示す平面図である。電動機100は、例えば、永久磁石同期電動機である。電動機100は、回転子1と、固定子6とを有する。
〈電動機100の構成〉
図1は、実施の形態1に係る電動機100の構成を示す部分断面図である。図2は、実施の形態1に係る電動機100の構成を示す平面図である。電動機100は、例えば、永久磁石同期電動機である。電動機100は、回転子1と、固定子6とを有する。
回転子1は、固定子6の内側に配置されている。すなわち、電動機100は、インナロータ型の電動機である。回転子1と固定子6との間には、エアギャップGが形成されている。エアギャップGは、例えば、0.5mmの空隙である。
回転子1は、回転軸としてのシャフト10を有する。シャフト10は、z軸方向に延びている。以下の説明では、z軸方向を「軸方向」とも呼ぶ。また、シャフト10の軸線Aを中心とする円の円周に沿った方向を「周方向C」、z軸方向に直交して軸線Aを通る直線の方向を「径方向」と呼ぶ。軸線Aは、回転子1の回転中心軸である。xy平面は、回転子1の軸方向に垂直な平面である。
固定子6は、固定子鉄心61と、コイル62と、インシュレータ63と、モールド樹脂部64とを有する。
図2に示されるように、固定子鉄心61は、軸線Aを中心とする環状のヨーク61aと、ヨーク61aから径方向の内側に延びる複数のティース61bとを有する。複数のティース61bは、周方向Cに等角度の間隔で配置されている。ティース61bは、エアギャップGを介して回転子1の外周1cに対向している。図2に示す例では、ティース61bの個数は、12個である。なお、ティース61bの個数は12個に限られず、2個以上の任意の個数であればよい。
コイル62は、固定子鉄心61に巻き付けられている。インシュレータ63は、固定子鉄心61とコイル62とを絶縁している。モールド樹脂部64は、固定子鉄心61、コイル62及びインシュレータ63を覆っている。
図1に示す例では、電動機100は、磁気センサ8aが備えられた回路基板8を更に有する。磁気センサ8aは、回転子1に備えられたセンサマグネット(図示せず)の磁界を検出することで、回転子1の周方向Cにおける位置を検出する。なお、電動機100は、磁気センサ8aを有していなくても実現することができる。
〈回転子1の構成〉
次に、回転子1の構成の詳細について説明する。図3は、図1に示される回転子1及び固定子6の構成を示す部分断面図である。図4は、実施の形態1に係る回転子1の構成を示す平面図である。回転子1は、予め定められた偶数であるN個(実施の形態1では、例えば、8個)の磁極を有する。
次に、回転子1の構成の詳細について説明する。図3は、図1に示される回転子1及び固定子6の構成を示す部分断面図である。図4は、実施の形態1に係る回転子1の構成を示す平面図である。回転子1は、予め定められた偶数であるN個(実施の形態1では、例えば、8個)の磁極を有する。
回転子1は、シャフト10と、第1の磁石としてのフェライトボンド磁石20と、複数の第2の磁石としての複数の希土類ボンド磁石31とを有する。希土類ボンド磁石31の個数は、回転子1の極数と同じである。すなわち、希土類ボンド磁石31の個数は、偶数個のN個である。
フェライトボンド磁石20と複数の希土類ボンド磁石31とによって、シャフト10に支持された回転子本体50が構成される。図3において、回転子本体50のz軸方向の長さをL1、固定子鉄心61のz軸方向の長さをL6としたとき、長さL1は長さL6より長い。これにより、回転子本体50を構成するボンド磁石(すなわち、フェライトボンド磁石20及び希土類ボンド磁石31)から固定子鉄心61に鎖交する有効磁束の磁束量を増加させることができる。なお、長さL1は、長さL6と同じであってもよい。
図4に示されるように、回転子本体50は、樹脂部7を介在させてシャフト10に支持されている。樹脂部7は、例えば、不飽和ポリエステル樹脂から形成されている。樹脂部7は、内筒部71と、外筒部72と、複数(例えば、4個)のリブ73とを有する。内筒部71は円筒状であり、シャフト10の外周10aに固定されている。外筒部72は円筒状であり、フェライトボンド磁石20の内周20bに固定されている。複数のリブ73は、内筒部71と外筒部72とを接続している。複数のリブ73は、内筒部71の外周から径方向の外側に放射状に延びている。なお、フェライトボンド磁石20は、樹脂部7を介在させずにシャフト10に直接固定されていてもよい。
〈フェライトボンド磁石20の構成〉
次に、フェライトボンド磁石20の構成について説明する。フェライトボンド磁石20は、フェライト磁石と樹脂とを含む。フェライトボンド磁石20に含まれる樹脂は、例えば、ナイロン樹脂、PPS(Poly Phenylene Sulfide)樹脂及びエポキシ樹脂のうちの少なくとも1つ以上である。
次に、フェライトボンド磁石20の構成について説明する。フェライトボンド磁石20は、フェライト磁石と樹脂とを含む。フェライトボンド磁石20に含まれる樹脂は、例えば、ナイロン樹脂、PPS(Poly Phenylene Sulfide)樹脂及びエポキシ樹脂のうちの少なくとも1つ以上である。
図6は、図4に示されるフェライトボンド磁石20の構成を示す平面図である。図6に示されるように、xy平面に平行なフェライトボンド磁石20の平面形状は、軸線Aを中心とする環状である。フェライトボンド磁石20の外周20cは、回転子1の外周1c(図2参照)の一部を形成する。
フェライトボンド磁石20は、外周20cに設けられた複数の溝部22を有する。なお、外周20cは、フェライトボンド磁石20の径方向の外向きの面である。
複数の溝部22内には、複数の希土類ボンド磁石31(図4参照)がそれぞれ配置される。複数の溝部22の個数は、複数の希土類ボンド磁石31の個数及び回転子1の極数と同じである。すなわち、複数の溝部22の個数は、偶数個のN個(例えば、8個)である。複数の溝部22は、周方向Cに予め定められた間隔を開けて配置されている。図6に示す例では、複数の溝部22は、周方向Cに等間隔に並ぶように設けられている。溝部22は、z軸方向に長い長溝である。
溝部22は、底面22aと、側面22bとを有する。底面22aは、溝部22のうちの径方向の外向きの面である。側面22bは、底面22aの幅方向の両側の端部から径方向の外向きに延びている。側面22bは、フェライトボンド磁石20と希土類ボンド磁石31との境界部(以下、「磁石境界部」とも呼ぶ。)である。
フェライトボンド磁石20は、極異方性の配向を持つように磁化されている。これにより、周方向Cに隣り合う2個の溝部22には、互いに極性が異なる磁極が形成されている。図6において、N極の溝部22を22n、S極の溝部22を22sと表記する。実施の形態1では、周方向Cにおいて、N極の溝部22nとS極の溝部22sとが交互に配置されている。S極の溝部22sの径方向の外側から流れ込んだ磁束(図示せず)は、当該溝部22sと周方向Cに隣り合うN極の溝部22nに進む。よって、回転子1(図3参照)は、フェライトボンド磁石20より径方向の内側に磁路を構成する回転子鉄心を必要としない。これにより、回転子1における部品点数を削減することができ、且つ回転子1を軽量化することができる。
フェライトボンド磁石20において、周方向Cに隣り合うN極の溝部22nとS極の溝部22sとの間の部分23は、回転子1の極間部を構成する。
〈希土類ボンド磁石31の構成〉
次に、希土類ボンド磁石31の構成について説明する。希土類ボンド磁石31は、回転子1の極中心部を構成する。
次に、希土類ボンド磁石31の構成について説明する。希土類ボンド磁石31は、回転子1の極中心部を構成する。
希土類ボンド磁石31は、希土類磁石と樹脂とを含む。希土類磁石は、例えば、ネオジム(Nd)、鉄(Fe)及びホウ素(B)を含むネオジム磁石、又はサマリウム(Sm)、Fe及び窒素(N)を含むサマリウム鉄窒素磁石などである。希土類ボンド磁石31に含まれる樹脂は、例えば、フェライトボンド磁石20に含まれる樹脂と同じである。すなわち、希土類ボンド磁石31に含まれる樹脂は、例えば、ナイロン樹脂、PPS樹脂及びエポキシ樹脂のうちの少なくとも1つ以上である。
希土類ボンド磁石31の磁極の強さ(すなわち、磁気量)は、フェライトボンド磁石20の磁極の強さより大きい。言い換えれば、希土類ボンド磁石31の磁力は、フェライトボンド磁石20の磁力より大きい。このように、希土類ボンド磁石31は、フェライトボンド磁石20と異なる材料からなる。
複数の希土類ボンド磁石31は、周方向Cに間隔を開けて配置されている。図4に示す例では、複数の希土類ボンド磁石31は、周方向Cに等間隔に並ぶように設けられている。希土類ボンド磁石31の外周31cは、回転子1の外周1c(図2参照)の一部を形成している。
複数の希土類ボンド磁石31はそれぞれ、極異方性の配向を持つように磁化されている。周方向Cに隣り合う複数の希土類ボンド磁石31は、互いに極性が異なる磁極を有する。
複数の希土類ボンド磁石31は、フェライトボンド磁石20の複数の溝部22にそれぞれ接合されている。実施の形態1では、フェライトボンド磁石20及び希土類ボンド磁石31が一体成形(「2色成形」ともいう)されることによって、希土類ボンド磁石31がフェライトボンド磁石20の溝部22に接合されている。また、複数の希土類ボンド磁石31は、複数の溝部22にそれぞれ充填されている。
以下の説明において、フェライトボンド磁石20及び希土類ボンド磁石31が一体成形されるとは、予め製造されたフェライトボンド磁石20を金型に配置した状態で希土類ボンド磁石31を成形することである。これにより、予め製造された複数の希土類ボンド磁石31を金型に配置した状態でフェライトボンド磁石20を成形する製造工程と比較して、実施の形態1では、複数の希土類ボンド磁石31を1個ずつ金型に配置する作業が不要となる。そのため、回転子本体50の生産性を向上させることができる。
図7は、実施の形態1に係る回転子1に形成された磁力線を示す模式図である。図7において、フェライトボンド磁石20における周方向Cに隣り合う磁極(すなわち、N極とS極)との間に形成される磁力線を「第1の磁力線M1」とする。第1の磁力線M1は、フェライトボンド磁石20の隣り合う磁極によって形成される配向磁界の方向を示す。また、図7において、周方向Cに隣り合う希土類ボンド磁石31の磁極(すなわち、N極とS極)の間に形成される磁力線を「第2の磁力線M2」とする。第2の磁力線M2は、周方向Cに隣り合う希土類ボンド磁石31の磁極によって形成される配向磁界の方向を示す。実施の形態1に係る回転子1では、第1の磁力線M1の方向は、第2の磁力線M2の方向と異なる。言い換えれば、フェライトボンド磁石20における配向磁界の方向は、周方向Cに隣り合う2個の希土類ボンド磁石31によって形成される配向磁界の方向と異なる。
次に、第1の磁力線M1の方向と第2の磁力線M2の方向とが互いに異なることによる効果について、比較例1及び2に係る回転子101a、101bと対比しながら説明する。
図8は、比較例1に係る回転子101aに形成された磁力線を示す模式図である。図8に示されるように、回転子101aでは、フェライトボンド磁石20及び希土類ボンド磁石31が、互いに同じ極異方性配向を持つように磁化されている点で、実施の形態1に係る回転子1と相違する。すなわち、回転子101aでは、フェライトボンド磁石20に形成された磁力線M11の方向は、複数の希土類ボンド磁石31のうち周方向Cに隣り合う2個の希土類ボンド磁石31によって形成される磁力線M12の方向と同じである。
図9(A)は、比較例2に係る回転子101bの構成を示す平面図である。図9(B)は、比較例2に係る回転子101bの構成を示す側面図である。図9(A)及び(B)に示されるように、回転子101bでは、環状のフェライトボンド磁石120bの外周120cに、環状の希土類ボンド磁石130bが配置されている。すなわち、回転子101bでは、回転子101bの外周101cの全てが、希土類ボンド磁石130bによって形成されている点で、実施の形態1に係る回転子1と相違する。
図10は、実施の形態1に係る回転子1の表面磁束密度の分布、比較例1に係る回転子101aの表面磁束密度の分布及び比較例2に係る回転子101bの表面磁束密度の分布を示すグラフである。図10において、横軸は、回転子1、101a、101bのそれぞれの外周1c、101c、101dにおける周方向Cの位置[度]を示し、縦軸は表面磁束密度[a.u.]を示す。また、図10において、実線は、実施の形態1に係る回転子1の表面磁束密度の分布の波形W1を示す。更に、図10において、一点鎖線は比較例1に係る回転子101aの表面磁束密度の分布の波形W2を示し、破線は比較例2に係る回転子101bの表面磁束密度の分布の波形W3を示す。
波形W3は、正弦波の波形である。言い換えれば、比較例2に係る回転子101bでは、周方向Cにおいて、表面磁束密度の変化は均一である。一方、波形W2は、波形W3と比べて、なだらかではない。言い換えれば、回転子101bでは、表面磁束密度の変化は均一ではない。具体的には、波形W2のうち回転子1の極間部において歪みが生じている。表面磁束密度の分布が波形W2によって表された場合、固定子鉄心61(図3参照)に鎖交する有効磁束に歪みが発生するという課題がある。
一方、波形W1は、波形W2より正弦波に近似した形状を有する。これは、実施の形態1では、フェライトボンド磁石20における配向磁界の方向と希土類ボンド磁石31における配向磁界の方向とが互いに異なるためである。これにより、フェライトボンド磁石20の磁束が、フェライトボンド磁石20と希土類ボンド磁石31との磁石境界部及びその近傍において集中し、磁石境界部及びその近傍における表面磁束密度が高くなる。よって、回転子1の極間部において、固定子鉄心61(図3参照)に鎖交する有効磁束の歪みの発生を抑制することができる。
図7に戻って、第1の磁力線M1及び第2の磁力線M2の他の特徴について説明する。実施の形態1では、少なくともフェライトボンド磁石20と希土類ボンド磁石31との境界部である溝部22の側面22bの近傍において、xy平面における第1の磁力線M1の曲率は、第2の磁力線M2の曲率より大きい。これにより、回転子1の極間部において、第1の磁力線M1が径方向に向き易くなる。よって、回転子1の極中心部における表面磁束密度と極間部における表面磁束密度との差が小さくなるため、回転子1の表面磁束密度の波形W1が、正弦波の波形W3に近似する(図10参照)。したがって、有効磁束の歪みの発生を抑制することができる。
次に、実施の形態1に係る回転子1のコストについて、比較例2に係る回転子101bと対比しながら説明する。上述した通り、比較例2に係る回転子101bでは、回転子101bの外周101dの全てが、希土類ボンド磁石130bによって構成されている。
これに対し、上述した図2に示されるように、回転子1の外周1cは、フェライトボンド磁石20の外周20c及び複数の希土類ボンド磁石31のそれぞれの外周31cによって形成されている。これにより、回転子1では、回転子101bと比べて、希土類ボンド磁石31の使用量を削減することができる。具体的には、回転子1では、回転子101bと比べて、希土類ボンド磁石31の使用量を約20%削減することができる。
また、希土類ボンド磁石31は、フェライトボンド磁石20より高価である。例えば、希土類ボンド磁石31の材料単価は、フェライトボンド磁石20の材料単価の10倍以上である。そのため、回転子1の外周1cが、フェライトボンド磁石20の外周20c及び希土類ボンド磁石31の外周31cによって構成されていることで、希土類ボンド磁石31の使用量を削減することができる。よって、実施の形態1によれば、回転子1のコストを低減することができる。
〈回転子1の製造方法〉
次に、図11を用いて回転子1の製造方法について、説明する。図11は、回転子1の製造工程を示すフローチャートである。回転子1の製造工程では、着磁器が用いられる。
次に、図11を用いて回転子1の製造方法について、説明する。図11は、回転子1の製造工程を示すフローチャートである。回転子1の製造工程では、着磁器が用いられる。
ステップST1では、回転子本体50を形成する。なお、ステップST1の詳細については後述する。
ステップST2では、回転子本体50をシャフト10に連結する。実施の形態1では、回転子本体50及びシャフト10が樹脂部7を介して一体化されることで、回転子本体50がシャフト10に連結される。
ステップST3では、例えば、着磁器を用いて回転子本体50を着磁する。
次に、図12を用いて回転子本体50を形成する工程(すなわち、図11に示されるステップST1)の詳細について説明する。図12は、図3から5に示される回転子本体50を形成する工程を示すフローチャートである。回転子本体50を形成する工程では、フェライトボンド磁石20を成形するための第1の金型、希土類ボンド磁石31を成形するための第2の金型、磁場配向用の磁石及び磁場配向用の鉄心が用いられる。
ステップST11では、フェライトボンド磁石20を成形するための第1の金型の内部に、フェライトボンド磁石20の原料を充填する。フェライトボンド磁石20は、例えば、射出成形により成形される。なお、フェライトボンド磁石20は、射出成形に限らず押圧成形などの他の成形方法によって成形されてもよい。
ステップST12では、フェライトボンド磁石20を配向しつつ、予め定められた形状を有するフェライトボンド磁石20を成形する。ステップST12では、例えば、配向用の配向鉄心(具体的には、後述する図15に示される配向鉄心91)及び配向用の配向磁石(具体的には、後述する図15に示される配向磁石81)を用いて、第1の金型の内部に極異方性を有する磁場を発生させた状態で、フェライトボンド磁石20の原料を配向しつつ、フェライトボンド磁石20を成形する。これにより、極異方性配向を持つフェライトボンド磁石20が成形される。
ステップST12では、フェライトボンド磁石20は、複数の溝部22の間の表面磁束密度が側面22bに近づくほど大きくなるように着磁される。すなわち、フェライトボンド磁石20は、フェライトボンド磁石20と希土類ボンド磁石31との境界部の外周において、表面磁束密度が最大となるように極異方性配向がなされる。なお、フェライトボンド磁石20を配向するための方法の詳細については後述する。
ステップST13では、成形されたフェライトボンド磁石20を冷却する。
ステップST14では、フェライトボンド磁石20を第1の金型から取り出す。
ステップST15では、取り出されたフェライトボンド磁石20を脱磁する。
ステップST16では、希土類ボンド磁石31を射出成形するための第2の金型の内部に、フェライトボンド磁石20を配置する。
ステップST17では、第2の金型に配置されたフェライトボンド磁石20の溝部22に、希土類ボンド磁石31の原料を充填する。希土類ボンド磁石31は、例えば、射出成形により成形される。なお、希土類ボンド磁石31は、射出成形に限らず押圧成形などの他の成形方法によって成形されてもよい。
ステップST18では、希土類ボンド磁石31の原料を配向しつつ、予め定められた形状を有する希土類ボンド磁石31を成形する。ステップST18では、例えば、磁場配向用の配向鉄心(具体的には、後述する図16に示される配向鉄心92)及び磁場配向用の磁石(具体的には、後述する図16に示される配向磁石81)を用いて、第2の金型の内部に極異方性を有する磁場を発生させた状態で、希土類ボンド磁石31の原料を配向しつつ、希土類ボンド磁石31を成形する。これにより、フェライトボンド磁石20及び複数の希土類ボンド磁石31が一体成形された回転子本体50を形成することができる。
ステップST19では、ステップST18において形成された回転子本体50を冷却する。
ステップST20では、第2の金型から冷却された回転子本体50を取り出す。
ステップST21では、ステップST20において取り出した回転子本体50を脱磁する。
図13は、図12に示されるステップST12において着磁されたフェライトボンド磁石20の第1の磁力線M1を示す模式図である。図14は、図12に示されるステップST18において着磁された希土類ボンド磁石31の第2の磁力線M2を示す模式図である。図14において、N極の希土類ボンド磁石31を31n、S極の希土類ボンド磁石31を31sと表記する。図13及び14に示されるように、ステップST12では、フェライトボンド磁石20の第1の磁力線M1の方向が希土類ボンド磁石31の第2の磁力線M2の方向となるように着磁される。
次に、図15を用いて、極異方性配向を持つフェライトボンド磁石20を成形するための具体的な方法について説明する。図15は、フェライトボンド磁石20を成形するための配向磁石81及び配向鉄心91を示す模式図である。フェライトボンド磁石20の成形時に、配向磁石81及び複数の配向鉄心91は、図示しない金型内に配置される。複数の配向鉄心91は、周方向Cに等間隔で配置されている。配向磁石81及び複数の配向鉄心91は、極異方性の配向磁界B1を印加するための磁気回路を構成する。
配向鉄心91の先端部91aは、径方向の外側から内側に向かうほど周方向Cに分岐している。配向鉄心91の先端部91aは、フェライトボンド磁石20の周方向Cの隣り合う溝部22の間の部分23と対向するように配置されている。これにより、フェライトボンド磁石20と希土類ボンド磁石31との境界部(すなわち、溝部22の側面22b)及びその近傍に、配向鉄心91の先端部91aを近づけて配置することができる。よって、xy平面におけるフェライトボンド磁石20の第1の磁力線M1の曲率を大きくすることができる。言い換えれば、実施の形態1によれば、フェライトボンド磁石20の第1の磁力線M1が径方向の外側に向き易くなる。
次に、図16を用いて、極異方性配向を持つ希土類ボンド磁石31を成形するための具体的な方法について説明する。図16は、希土類ボンド磁石31を成形するための配向磁石81及び配向鉄心92を示す模式図である。希土類ボンド磁石31の磁場配向にあたっては、磁場配向用の磁石である配向磁石81及び磁場配向用の鉄心である複数の配向鉄心92が用いられる。上述した図12に示されるステップST18では、配向磁石81及び配向鉄心92は、図示しない金型内に配置される。複数の配向鉄心92は、予め定められた間隔で配置されている。配向磁石81及び複数の配向鉄心92は、極異方性の配向磁界B2を印加するための磁気回路を構成する。
配向鉄心92の径方向内側の先端部92aは、上述した図15に示される配向鉄心91の先端部91aと異なり、希土類ボンド磁石31の周方向Cの中央部と対向している。これにより、極中心部である希土類ボンド磁石31の周方向Cの中央部に磁束を集中させることができる。
図17(A)は、実施の形態1に係る回転子1の一部と当該一部における磁力線M1、M2を示す平面図である。図17(B)は、図17(A)に示されるE部における磁力線M1、M2を示す拡大平面図である。図17(A)及び(B)において、軸線Aと溝部22の側面22bとを結ぶ直線をDとする。直線Dとフェライトボンド磁石20の第1の磁力線M1とがなす角度αは、直線Dと希土類ボンド磁石31の第2の磁力線M2とがなす角度βより小さい。これにより、フェライトボンド磁石20の配向磁界を、境界部である溝部22の側面22bに集中させることができ、回転子1の極間部における表面磁束密度を高めることができる。よって、回転子1の表面磁束密度の分布の波形W1が正弦波の波形W3と近似するため(図10参照)、固定子鉄心61(図3参照)に鎖交する有効磁束の歪みの発生を抑制することができる。
〈実施の形態1の効果〉
以上に説明した実施の形態1によれば、偶数であるN個の希土類ボンド磁石31が、フェライトボンド磁石20のN個の溝部22にそれぞれ配置されている。これにより、回転子1では、上述した図9(A)及び(B)に示される比較例2に係る回転子101bと比較して、高価な希土類ボンド磁石31の使用量が削減される。よって、回転子1のコストを低減することができる。
以上に説明した実施の形態1によれば、偶数であるN個の希土類ボンド磁石31が、フェライトボンド磁石20のN個の溝部22にそれぞれ配置されている。これにより、回転子1では、上述した図9(A)及び(B)に示される比較例2に係る回転子101bと比較して、高価な希土類ボンド磁石31の使用量が削減される。よって、回転子1のコストを低減することができる。
また、実施の形態1によれば、フェライトボンド磁石20の隣り合う磁極によって形成される第1の磁力線M1の方向が、周方向Cに隣り合う希土類ボンド磁石31の第2の磁力線M2の方向と異なる。具体的には、少なくともフェライトボンド磁石20と希土類ボンド磁石31との境界部である溝部22の側面22bの近傍において、xy平面における第1の磁力線M1の曲率は、第2の磁力線M2の曲率より小さい。これにより、フェライトボンド磁石20の配向磁界を、境界部である溝部22の側面22bに集中させることができる。よって、回転子1の表面磁束密度の分布の波形W1が正弦波の波形W3と近似するため、固定子鉄心61に鎖交する有効磁束の歪みの発生を抑制することができる。したがって、回転子1では、コストを低減しつつ、有効磁束の歪みの発生を抑制することができる。
また、実施の形態1によれば、回転子1の極間部(すなわち、フェライトボンド磁石20の周方向Cに隣り合う溝部22の間の部分23)から固定子鉄心61に流入する磁束の磁束量を増加させることができる。
また、実施の形態1によれば、軸線Aと溝部22の側面22bとを結ぶ直線をDとしたとき、直線Dとフェライトボンド磁石20の第1の磁力線M1とがなす角度αは、直線Dと希土類ボンド磁石31の第2の磁力線M2とがなす角度βより小さい。これにより、フェライトボンド磁石20の配向磁界を、少なくともフェライトボンド磁石20と希土類ボンド磁石31との磁石境界部(具体的には、溝部22の側面22b)近傍に集中させることができる。よって、回転子1の表面磁束密度の分布の波形W1が正弦波の波形W3と近似するため、有効磁束の歪みの発生を抑制することができる。
また、実施の形態1によれば、フェライトボンド磁石20の磁場配向用の配向鉄心91は、フェライトボンド磁石20と希土類ボンド磁石31との境界部に対向するように配置されている。これにより、フェライトボンド磁石20の配向磁界を、少なくともフェライトボンド磁石20と希土類ボンド磁石31との磁石境界部近傍に集中させることができる。よって、回転子1の表面磁束密度の分布の波形W1が正弦波の波形W3と近似するため、有効磁束の歪みの発生を抑制することができる。
また、実施の形態1によれば、電動機100は、回転子1と、固定子6とを有する。上述したように、回転子1では、有効磁束の歪みの発生を抑制することができる。よって、電動機100が当該回転子1を有することにより、電動機100における出力の低下を抑制することができる。
《実施の形態2》
次に、実施の形態2に係る送風機200の構成について説明する。図18は、実施の形態2に係る送風機200の構成を概略的に示す図である。
次に、実施の形態2に係る送風機200の構成について説明する。図18は、実施の形態2に係る送風機200の構成を概略的に示す図である。
図18に示されるように、送風機200は、電動機100と、電動機100によって駆動される羽根車としてのファン201とを有する。ファン201は、電動機100のシャフト10(例えば、図1参照)に取り付けられている。電動機100のシャフト10が回転すると、ファン201が回転し、気流が生成される。送風機200は、例えば、後述する図19に示される空気調和装置300の室外機320の室外送風機として用いられる。この場合、ファン201は、例えば、プロペラファンである。
〈実施の形態2の効果〉
以上に説明した実施の形態2によれば、送風機200は、実施の形態1で説明した電動機100を有する。上述した通り、電動機100では、出力の低下が抑制されているため、当該電動機100を有する送風機200においても、出力の低下を抑制することができる。
以上に説明した実施の形態2によれば、送風機200は、実施の形態1で説明した電動機100を有する。上述した通り、電動機100では、出力の低下が抑制されているため、当該電動機100を有する送風機200においても、出力の低下を抑制することができる。
《実施の形態3》
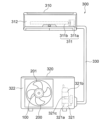
次に、実施の形態2に係る送風機200を有する空気調和装置300の構成について説明する。図19は、実施の形態3に係る空気調和装置300の構成を概略的に示す図である。
次に、実施の形態2に係る送風機200を有する空気調和装置300の構成について説明する。図19は、実施の形態3に係る空気調和装置300の構成を概略的に示す図である。
図19に示されるように、空気調和装置300は、室内機310と、室外機320と、冷媒配管330とを有する。室内機310及び室外機320は、冷媒配管330によって接続されることで、冷媒が循環する冷媒回路を構成する。空気調和装置300は、例えば、室内機310から冷たい空気を送風する冷房運転又は温かい空気を送風する暖房運転等の運転を行うことができる。
室内機310は、室内送風機311と、室内送風機311を収容するハウジング312とを有する。室内送風機311は、電動機311aと、電動機311aによって駆動されるファン311bとを有する。ファン311bは、電動機311aのシャフトに取り付けられている。電動機311aのシャフトが回転することで、ファン311bが回転し、気流が生成される。ファン311bは、例えば、クロスフローファンである。
室外機320は、室外送風機としての送風機200と、圧縮機321と、送風機200及び圧縮機321を収容するハウジング322とを有する。圧縮機321は、冷媒を圧縮する圧縮機構部321aと、圧縮機構部321aを駆動する電動機321bとを有する。圧縮機構部321aと電動機321bとは、回転軸321cによって互いに連結されている。なお、圧縮機321の電動機321bには、実施の形態1に係る電動機100が用いられてもよい。
例えば、空気調和装置300の冷房運転時に、圧縮機321で圧縮された冷媒が凝縮器(図示せず)で凝縮する際に放出された熱が、送風機200の送風によって室外に放出される。室外機320は、冷媒の流れ方向を切り替える四方弁(図示せず)を更に有する。室外機320の四方弁は、圧縮機321から送り出された高温高圧の冷媒ガスを、冷房運転時には室外機320の熱交換器に流し、暖房運転時には室内機310の熱交換器に流す。なお、実施の形態2に係る送風機200は、室外機320の室外送風機に限らず、上述した室内送風機311として用いられてもよい。また、送風機200は、空気調和装置300に限らず、他の電気機器に備えられていてもよい。
〈実施の形態3の効果〉
以上に説明した実施の形態3によれば、空気調和装置300は、実施の形態2で説明した送風機200を有する。上述した通り、送風機200では出力の低下が抑制されているため、当該送風機200を有する空気調和装置300においても、出力の低下を抑制することができる。
以上に説明した実施の形態3によれば、空気調和装置300は、実施の形態2で説明した送風機200を有する。上述した通り、送風機200では出力の低下が抑制されているため、当該送風機200を有する空気調和装置300においても、出力の低下を抑制することができる。
1 回転子、 6 固定子、 10 シャフト、 20 フェライトボンド磁石、 20c 外周、 22、22n、22s 溝部、 22a 底面、 22b 側面(境界部)、 31 希土類ボンド磁石、 91、92 配向鉄心、 100 電動機、 200 送風機、 201 ファン、 300 空気調和装置、 310 室内機、 320 室外機、 A 回転中心軸、 D 直線、 M1 第1の磁力線、 M2 第2の磁力線、 α、β 角度。
Claims (12)
- 偶数であるN個の磁極を有する回転子であって、
極異方性配向を持つように磁化された第1の磁石と、
前記第1の磁石の外周に配置され、前記第1の磁石と異なる材料からなり、極異方性配向を持つように磁化されたN個の第2の磁石と
を有し、
前記第1の磁石における隣り合う磁極の間に形成された磁力線である第1の磁力線の方向が、前記N個の第2の磁石のうちの隣り合う第2の磁石の間に形成された磁力線である第2の磁力線の方向と異なる
回転子。 - 少なくとも前記第1の磁石と前記N個の第2の磁石の各第2の磁石との境界部近傍において、前記回転子の軸方向に垂直な平面における前記第1の磁力線の曲率は、前記平面における前記第2の磁力線の曲率より大きい
請求項1に記載の回転子。 - 前記第1の磁石は、前記外周に等間隔で設けられたN個の溝部を有し、
前記N個の第2の磁石は、前記N個の溝部にそれぞれ配置され、
前記N個の溝部の各溝部は、
前記第1の磁石の径方向の外向きの底面と、
前記底面の幅方向の端部から前記径方向の外向きに延びる前記境界部としての側面と
を有する
請求項2に記載の回転子。 - 前記回転子の回転中心軸と前記側面とを通る直線と前記第1の磁力線とがなす角度は、前記直線と前記第2の磁力線とがなす角度より小さい
請求項3に記載の回転子。 - 前記第2の磁石における磁極の強さは、前記第1の磁石における磁極の強さより大きい
請求項1から4のいずれか1項に記載の回転子。 - 前記第1の磁石は、フェライトボンド磁石であり、
前記第2の磁石は、希土類ボンド磁石である
請求項1から5のいずれか1項に記載の回転子。 - 請求項1から6のいずれか1項に記載の回転子と、
固定子と
を有する電動機。 - 請求項7に記載の電動機と、
前記電動機によって駆動される羽根車と
を有する送風機。 - 室内機と、
前記室内機に接続される室外機と
を有し、
前記室内機及び前記室外機のうちの少なくとも一方は、請求項8に記載の前記送風機を有する
空気調和装置。 - 偶数であるN個の磁極を有する回転子の製造方法であって、
極異方性配向を持つように磁化された第1の磁石を形成する工程と、
前記第1の磁石の外周に配置され、前記第1の磁石と異なる材料からなり、極異方性配向を持つように磁化されたN個の第2の磁石を形成する工程と
を有し、
前記第1の磁石における隣り合う磁極の間に形成された磁力線である第1の磁力線の方向が、前記N個の第2の磁石のうちの隣り合う第2の磁石の間に形成された磁力線である第2の磁力線の方向と異なる
回転子の製造方法。 - 前記第1の磁石を形成する工程では、前記第1の磁石は、前記第1の磁石と前記N個の第2の磁石のうちの各第2の磁石との境界部に対向する配向鉄心によって着磁される
請求項10に記載の回転子の製造方法。 - 前記第1の磁石は、前記外周に等間隔で設けられたN個の溝部を有し、
前記N個の第2の磁石は、前記N個の溝部にそれぞれ配置され、
前記N個の溝部の各溝部は、
前記第1の磁石の径方向の外向きの底面と、
前記底面の幅方向の端部から前記径方向の外向きに延びる前記境界部としての側面と
を有し、
前記第1の磁石を形成する工程では、前記第1の磁石は、前記複数の溝部のうちの隣り合う溝部の間の表面磁束密度が前記側面に近づくほど大きくなるように着磁される
請求項11に記載の回転子の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/034255 WO2023042366A1 (ja) | 2021-09-17 | 2021-09-17 | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 |
| JP2023548053A JPWO2023042366A1 (ja) | 2021-09-17 | 2021-09-17 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/034255 WO2023042366A1 (ja) | 2021-09-17 | 2021-09-17 | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023042366A1 true WO2023042366A1 (ja) | 2023-03-23 |
Family
ID=85602588
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/034255 WO2023042366A1 (ja) | 2021-09-17 | 2021-09-17 | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2023042366A1 (ja) |
| WO (1) | WO2023042366A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0638478A (ja) * | 1992-07-21 | 1994-02-10 | Victor Co Of Japan Ltd | 電動機用マグネット及びその製造方法 |
| JP2005045978A (ja) * | 2003-07-25 | 2005-02-17 | Favess Co Ltd | モータ |
| JP2012228072A (ja) * | 2011-04-20 | 2012-11-15 | Mitsubishi Electric Corp | 永久磁石型回転電機およびその製造方法 |
| WO2020129123A1 (ja) * | 2018-12-17 | 2020-06-25 | 三菱電機株式会社 | 回転子、電動機、送風機、及び空気調和機、並びに回転子の製造方法 |
-
2021
- 2021-09-17 WO PCT/JP2021/034255 patent/WO2023042366A1/ja active Application Filing
- 2021-09-17 JP JP2023548053A patent/JPWO2023042366A1/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0638478A (ja) * | 1992-07-21 | 1994-02-10 | Victor Co Of Japan Ltd | 電動機用マグネット及びその製造方法 |
| JP2005045978A (ja) * | 2003-07-25 | 2005-02-17 | Favess Co Ltd | モータ |
| JP2012228072A (ja) * | 2011-04-20 | 2012-11-15 | Mitsubishi Electric Corp | 永久磁石型回転電機およびその製造方法 |
| WO2020129123A1 (ja) * | 2018-12-17 | 2020-06-25 | 三菱電機株式会社 | 回転子、電動機、送風機、及び空気調和機、並びに回転子の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023042366A1 (ja) | 2023-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20110241467A1 (en) | Permanent magnet motor | |
| US11101709B2 (en) | Electric motor, air blower, and air conditioner | |
| AU2018453979B2 (en) | Rotor, electric motor, fan, air conditioner, and method for manufacturing rotor | |
| JP6615375B2 (ja) | 電動機および空気調和装置 | |
| JPWO2020129210A1 (ja) | 回転子、電動機、送風機、空気調和装置および回転子の製造方法 | |
| WO2023042366A1 (ja) | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 | |
| JP7072726B2 (ja) | 回転子、電動機、送風機、空気調和機、及び回転子の製造方法 | |
| WO2023144919A1 (ja) | 回転子、電動機、送風機及び空気調和装置 | |
| JP7098047B2 (ja) | モータ、ファン、および空気調和機 | |
| WO2021192236A1 (ja) | 回転子、電動機、送風機、空気調和装置、及び回転子の製造方法 | |
| WO2022215149A1 (ja) | 回転子、電動機、送風機及び空気調和装置 | |
| JP7026805B2 (ja) | ステータ、モータ、ファン、及び空気調和機並びにステータの製造方法 | |
| JP7130051B2 (ja) | 回転子、電動機、圧縮機、及び冷凍空調装置 | |
| WO2022054149A1 (ja) | 回転子、電動機、送風機及び空気調和装置 | |
| WO2022153441A1 (ja) | 回転子、電動機、送風機及び空気調和装置 | |
| US20230378829A1 (en) | Rotor, motor, blower, air conditioner, and manufacturing method of rotor | |
| WO2024100869A1 (ja) | 回転子、電動機、ファン、及び空気調和機 | |
| WO2023195076A1 (ja) | 電動機、送風機および空気調和装置 | |
| US20230216360A1 (en) | Electric motor, compressor, blower, refrigerator | |
| US20240030756A1 (en) | Electric motor, fan, and air conditioner | |
| US20230246492A1 (en) | Compressor | |
| US20220376568A1 (en) | Rotor, electric motor, fan, and air conditioner | |
| JPWO2023042366A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21957547 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023548053 Country of ref document: JP |