JP5734164B2 - 吸水性物品の製造方法 - Google Patents
吸水性物品の製造方法 Download PDFInfo
- Publication number
- JP5734164B2 JP5734164B2 JP2011244854A JP2011244854A JP5734164B2 JP 5734164 B2 JP5734164 B2 JP 5734164B2 JP 2011244854 A JP2011244854 A JP 2011244854A JP 2011244854 A JP2011244854 A JP 2011244854A JP 5734164 B2 JP5734164 B2 JP 5734164B2
- Authority
- JP
- Japan
- Prior art keywords
- web
- guide roll
- area
- melt adhesive
- hot melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15658—Forming continuous, e.g. composite, fibrous webs, e.g. involving the application of pulverulent material on parts thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
- A61F2013/530489—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials being randomly mixed in with other material
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Description
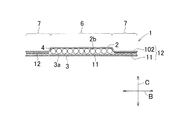
2 上層シート
3 下層シート
4 高吸水性ポリマー粒子
6 第1区域
7 第2区域
11 ホットメルト接着剤(ポリマー粒子固定用ホットメルト接着剤)
12 ホットメルト接着剤(シール用ホットメルト接着剤)
131 第1ウエブ
132 第2ウエブ
137 複合ウエブ
161 案内ロール(第1案内ロール)
162 案内ロール(第2案内ロール)
163 案内ロール(第3案内ロール)
MD 機械方向
α 角度(交角)
Claims (8)
- 重なり合う2枚のシート片のうちの少なくとも一方が透水性である前記2枚のシート片の対向面間に高吸水性ポリマー粒子を介在させた第1区域と、前記対向面が互いに接合していて前記第1区域を囲んでいる第2区域とを有する吸水性物品の製造方法であって、
前記2枚のシート片それぞれの連続体である第1ウエブと第2ウエブとを機械方向へ連続的に走行させ、
前記第1ウエブにおいて前記第1区域に相当する部位の前記対向面に前記高吸水性ポリマー粒子を供給する一方、前記第2ウエブにおいて前記第1区域と前記第2区域とに相当する部位の前記対向面に、ホットメルト接着剤を塗布し、
前記第1ウエブと前記第2ウエブとを重ね合わせることによって、前記第1区域と前記第2区域とを有する複合ウエブを形成して前記複合ウエブを前記機械方向へ走行させ、
前記複合ウエブを前記機械方向へ走行させるように回転する第1案内ロール、第2案内ロール及び第3案内ロールに前記複合ウエブを順次接触させ、前記第1、第2及び第3案内ロールのうちで前記機械方向の上流側に位置する前記第1案内ロールと前記機械方向の下流側において前記第1案内ロールに隣接する前記第2案内ロールとの間では前記複合ウエブの走行方向の向きを、前記第1案内ロールに向かう前記複合ウエブの走行方向の向きに対して30度以上、90度未満の範囲で角度を変化させ、前記複合ウエブが下り勾配または上り勾配となるように走行させ、前記第2案内ロールと前記第3案内ロールとの間では前記複合ウエブが上り勾配または下り勾配となるように走行させることを特徴とする前記製造方法。 - 前記第1区域には、前記高吸水性ポリマー粒子が質量にして30〜300g/m2の割合で含まれている請求項1に記載の製造方法。
- 前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量と同量である請求項1または2に記載の製造方法。
- 前記第2区域における単位面積当たりの前記ホットメルト接着剤の塗布量は、前記第1区域における単位面積当たりの前記ホットメルト接着剤の塗布量よりも多い請求項1または2に記載の製造方法。
- 前記吸水性物品には、前記第1区域が複数形成される請求項1−4のいずれかに記載の製造方法。
- 前記2枚のシート片それぞれが透水性である請求項1−5のいずれかに記載の製造方法。
- 前記2枚のシート片のうちの一方が透水性であり、もう一方が不透水性および難透水性のいずれかであって、前記高吸水性ポリマー粒子が前記不透水性および難透水性のいずれかである前記シート片に接合している請求項1−5のいずれかに記載の製造方法。
- 透水性である前記シート片が熱可塑性合成繊維で形成された親水性の不織布である請求項1−7のいずれかに記載の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011244854A JP5734164B2 (ja) | 2011-11-08 | 2011-11-08 | 吸水性物品の製造方法 |
| PCT/JP2012/078825 WO2013069676A1 (ja) | 2011-11-08 | 2012-11-07 | 吸水性物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011244854A JP5734164B2 (ja) | 2011-11-08 | 2011-11-08 | 吸水性物品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013099429A JP2013099429A (ja) | 2013-05-23 |
| JP2013099429A5 JP2013099429A5 (ja) | 2015-04-02 |
| JP5734164B2 true JP5734164B2 (ja) | 2015-06-10 |
Family
ID=48290050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011244854A Expired - Fee Related JP5734164B2 (ja) | 2011-11-08 | 2011-11-08 | 吸水性物品の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5734164B2 (ja) |
| WO (1) | WO2013069676A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2966472A1 (en) | 2014-11-28 | 2016-06-02 | Unicharm Corporation | Method and apparatus for forming compression-bonding portion to continuous body of web member with fiber bundle |
| CA2968428C (en) | 2014-11-28 | 2018-04-03 | Unicharm Corporation | Method and apparatus for forming compression-bonding portion to continuous body of web member with fiber bundle |
| ITUB20154187A1 (it) | 2015-10-06 | 2016-01-06 | Fameccanica Data Spa | Procedimento ed apparecchiatura per la produzione di una struttura assorbente |
| JP7411439B2 (ja) * | 2020-02-21 | 2024-01-11 | 花王株式会社 | 複合シートの製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4325994B2 (ja) * | 2003-07-31 | 2009-09-02 | 株式会社リブドゥコーポレーション | シート状体の製造方法および装置並びにシート状体を用いた使い捨て吸収性物品の製造方法 |
| JP5291412B2 (ja) * | 2008-09-12 | 2013-09-18 | ユニ・チャーム株式会社 | 吸収体 |
-
2011
- 2011-11-08 JP JP2011244854A patent/JP5734164B2/ja not_active Expired - Fee Related
-
2012
- 2012-11-07 WO PCT/JP2012/078825 patent/WO2013069676A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013099429A (ja) | 2013-05-23 |
| WO2013069676A1 (ja) | 2013-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012101934A1 (ja) | パッド形態を有する吸収性物品 | |
| JP5769432B2 (ja) | パッド形態を有する吸水性物品 | |
| JP5328273B2 (ja) | 体液吸収性物品 | |
| JP5383589B2 (ja) | 体液吸収体及びその製造方法 | |
| JP5517290B2 (ja) | 吸収性物品 | |
| TWI510222B (zh) | Absorbent items | |
| JP4638087B2 (ja) | 吸収性物品 | |
| JP5318747B2 (ja) | 吸収性物品 | |
| KR101605583B1 (ko) | 흡수성 물품 및 흡수성 물품의 제조 장치 | |
| KR20090083375A (ko) | 흡수성 물품 | |
| JP2011067484A (ja) | 吸収性物品 | |
| WO2017158185A1 (en) | Elastomeric absorbent articles | |
| JP5734164B2 (ja) | 吸水性物品の製造方法 | |
| JP5777476B2 (ja) | 使い捨て着用物品 | |
| JP2013223686A (ja) | 使い捨ておむつ | |
| JP5939806B2 (ja) | 吸水性物品 | |
| JP2021194474A (ja) | 吸収性物品 | |
| JP5577906B2 (ja) | 吸収性物品用シートの製造方法、吸収性物品用シート及び吸収性物品 | |
| KR20230026402A (ko) | 누출 방지 샘방지 플랩을 갖는 흡수 용품 | |
| JP2020116154A (ja) | 吸収性物品 | |
| JP2021194473A (ja) | 吸収性物品 | |
| JP2020116153A (ja) | 吸収性物品 | |
| JP2021053239A (ja) | 吸収体及び該吸収体を備えた吸収性物品 | |
| JP2017225604A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150216 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150223 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150312 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150414 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5734164 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |