JP5652540B2 - ガイドパッド、切削工具本体および切削工具 - Google Patents
ガイドパッド、切削工具本体および切削工具 Download PDFInfo
- Publication number
- JP5652540B2 JP5652540B2 JP2013502224A JP2013502224A JP5652540B2 JP 5652540 B2 JP5652540 B2 JP 5652540B2 JP 2013502224 A JP2013502224 A JP 2013502224A JP 2013502224 A JP2013502224 A JP 2013502224A JP 5652540 B2 JP5652540 B2 JP 5652540B2
- Authority
- JP
- Japan
- Prior art keywords
- guide pad
- guide
- cutting tool
- pad
- drill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 56
- 239000000463 material Substances 0.000 claims description 8
- 230000001154 acute effect Effects 0.000 claims description 3
- 239000011195 cermet Substances 0.000 claims description 2
- 239000000919 ceramic Substances 0.000 claims 1
- 238000003754 machining Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000005553 drilling Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000002159 abnormal effect Effects 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
- B23B51/0054—Drill guiding devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/56—Guiding pads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/55—Cutting by use of rotating axially moving tool with work-engaging structure other than Tool or tool-support
- Y10T408/557—Frictionally engaging sides of opening in work
- Y10T408/558—Opening coaxial with Tool
- Y10T408/5583—Engaging sides of opening being enlarged by Tool
- Y10T408/5586—Engaging surface subsequent to tool-action on that surface
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/96—Miscellaneous
- Y10T408/98—Drill guide
Description
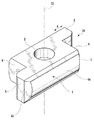
図1から図4に示すように、本実施形態に係るガイドパッド1は、対向する上面2及び下面3と、該上面2と該下面3との間で延びる複数の側面4,5,6とを有し、板状に形成されている。上面2及び下面3の外形は、略平行四辺形形状である。なお、本実施形態では、ガイドパッド1の略平行四辺形形状の外形の鋭角コーナの角度は、約35.0°であるが、これに限定されるわけではない。なお、上面2及び下面3の外形は、鋭角のコーナ部分の頂部が切頭されているため、略六角形状にもみえる。複数の側面4,5,6のうち、長手方向Aに沿って延びる対向する2つの側面5,5は、実質的に平面で形成され、略平行に配置されている。2つの側面6,6も、実質的に平面で形成され、略平行に配置されている。2つの側面4,4も、略平行に配置されているが、側面4,4の構成については後述する。
本発明のガイドパッドの外形は、第1の実施形態のような略平行四辺形板状に限定されない。本発明のガイドパッドの外形は各辺に凹凸をつけるなど、切削性能に影響しない範囲で、適宜デザインの変更が可能である。凸の曲面を有するガイド面がガイドパッドの側面に形成されることが、本発明の特徴的な構成となる。第2の実施形態にかかるガイドパッド1Aを図8に示す。
Claims (11)
- 切削工具の工具本体(10)へ着脱自在に装着される板状のガイドパッド(1)であって
前記板状のガイドパッド(1)の厚さ方向において対向する上面(2)及び下面(3)と、該上面(2)と該下面(3)との間で延びる側面(4)と、を有し、
前記側面(4)は、少なくとも一のガイド面(4a)を有し、
前記上面(2)および前記下面(3)を貫通する単一の取り付け穴(8)を有することを特徴とするガイドパッド。 - 前記少なくとも一のガイド面(4a)は、凸状に湾曲するとともに、前記ガイドパッドの長手方向(A)に延びる、ことを特徴とする請求項1に記載のガイドパッド。
- 前記側面(4)は、互いに対向する第1および第2の側面(4,4)を含み、
前記少なくとも一のガイド面(4a)は、第1および第2の側面(4,4)にそれぞれ形成された第1および第2のガイド面(4a)を含む、ことを特徴とする請求項1又は2に記載のガイドパッド。 - 前記上面(2)および下面(3)は、左右非対称な外形を有する、ことを特徴とする請求項1ないし3のいずれかに記載のガイドパッド。
- 前記上面(2)及び下面(3)の外形は、略平行四辺形形状を有する、ことを特徴とする請求項4に記載のガイドパッド。
- 前記略平行四辺形形状は、頂部が切頭された鋭角のコーナを有する、ことを特徴とする請求項5に記載のガイドパッド。
- 前記ガイドパッド(1)は、前記取り付け穴(8)の中心軸線(C2)に関して180度回転対称に形成されている、ことを特徴とする請求項1ないし6のいずれかに記載のガイドパッド。
- 超硬合金、サーメットおよびセラミックのいずれかの材料のみで全体が形成されている、ことを特徴とする請求項1ないし7のいずれかに記載のガイドパッド。
- 前記材料の表面に硬質皮膜がコーティングされている、ことを特徴とする請求項8に記載のガイドパッド。
- 請求項1ないし9のいずれかに記載のガイドパッド(1)を受容可能なパッド座を備えた切削工具本体。
- 請求項1ないし9のいずれかに記載のガイドパッド(1)と、
前記ガイドパッド(1)が装着される工具本体(10)と、を有することを特徴とする切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013502224A JP5652540B2 (ja) | 2011-02-28 | 2012-02-07 | ガイドパッド、切削工具本体および切削工具 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011041870 | 2011-02-28 | ||
| JP2011041870 | 2011-02-28 | ||
| JP2013502224A JP5652540B2 (ja) | 2011-02-28 | 2012-02-07 | ガイドパッド、切削工具本体および切削工具 |
| PCT/JP2012/052762 WO2012117817A1 (ja) | 2011-02-28 | 2012-02-07 | ガイドパッド、切削工具本体および切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012117817A1 JPWO2012117817A1 (ja) | 2014-07-07 |
| JP5652540B2 true JP5652540B2 (ja) | 2015-01-14 |
Family
ID=46757756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013502224A Active JP5652540B2 (ja) | 2011-02-28 | 2012-02-07 | ガイドパッド、切削工具本体および切削工具 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130136551A1 (ja) |
| EP (1) | EP2682211A1 (ja) |
| JP (1) | JP5652540B2 (ja) |
| CN (1) | CN103402678A (ja) |
| WO (1) | WO2012117817A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2700463B1 (en) * | 2012-08-22 | 2016-10-12 | Sandvik Intellectual Property AB | Method for manufacturing a support pad |
| US10512973B2 (en) * | 2015-07-27 | 2019-12-24 | Tungaloy Corporation | Cutting tool replacement member and cutting tool body |
| US11571759B2 (en) | 2020-12-09 | 2023-02-07 | Kennametal Inc. | Cutting tool with directed fluid flow to facilitate chip evacuation |
| US11504784B2 (en) * | 2020-12-09 | 2022-11-22 | Kennametal Inc. | Cutting tool with interconnected arms for increased stiffness to weight ratio |
| US11883894B2 (en) | 2021-07-13 | 2024-01-30 | Kennametal Inc. | Composite cutting tool |
| US11911835B2 (en) | 2022-03-23 | 2024-02-27 | Kennametal Inc. | Lightweight rotary cutting tool |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63102815A (ja) * | 1986-10-21 | 1988-05-07 | Daido Steel Co Ltd | カウンタボ−リングヘツド |
| JPH0671014U (ja) * | 1993-03-10 | 1994-10-04 | 東芝タンガロイ株式会社 | スローアウェイ式ドリル |
| JPH10505548A (ja) * | 1994-09-12 | 1998-06-02 | サンドビック アクティエボラーグ | ドリル用の支持パッド |
| JPH11216606A (ja) * | 1997-11-12 | 1999-08-10 | Caterpillar Inc | ボーリング用工具アセンブリ |
| JP2001079706A (ja) * | 1999-09-07 | 2001-03-27 | Sumitomo Electric Ind Ltd | ガイドパッド付き回転切削工具 |
| JP2004314258A (ja) * | 2003-04-18 | 2004-11-11 | Tungaloy Corp | スローアウェイ式穴明け工具 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3199379A (en) * | 1963-02-15 | 1965-08-10 | Madison Ind Inc | Method of manufacturing trepanning head |
| JP2791971B2 (ja) | 1994-06-17 | 1998-08-27 | 信越ポリマー株式会社 | ウェーハ収納容器におけるウェーハバスケット |
| DE19545646A1 (de) * | 1995-12-07 | 1997-06-12 | Hilti Ag | Drehschlag-Wendelbohrer |
| SE517446C2 (sv) * | 1999-06-21 | 2002-06-04 | Sandvik Ab | Stödlist/Ledare |
| SE526567C2 (sv) * | 2003-07-16 | 2005-10-11 | Sandvik Intellectual Property | Stödlist för långhålsborr med slityta i avvikande färg |
| JP4380365B2 (ja) * | 2004-03-03 | 2009-12-09 | 三菱マテリアル株式会社 | リーマ |
| SE533277C2 (sv) * | 2008-12-19 | 2010-08-10 | Sandvik Intellectual Property | Borrkropp samt stödlist härför |
-
2012
- 2012-02-07 CN CN2012800107281A patent/CN103402678A/zh active Pending
- 2012-02-07 EP EP12751927.0A patent/EP2682211A1/en not_active Withdrawn
- 2012-02-07 JP JP2013502224A patent/JP5652540B2/ja active Active
- 2012-02-07 WO PCT/JP2012/052762 patent/WO2012117817A1/ja unknown
-
2013
- 2013-01-25 US US13/750,798 patent/US20130136551A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63102815A (ja) * | 1986-10-21 | 1988-05-07 | Daido Steel Co Ltd | カウンタボ−リングヘツド |
| JPH0671014U (ja) * | 1993-03-10 | 1994-10-04 | 東芝タンガロイ株式会社 | スローアウェイ式ドリル |
| JPH10505548A (ja) * | 1994-09-12 | 1998-06-02 | サンドビック アクティエボラーグ | ドリル用の支持パッド |
| JPH11216606A (ja) * | 1997-11-12 | 1999-08-10 | Caterpillar Inc | ボーリング用工具アセンブリ |
| JP2001079706A (ja) * | 1999-09-07 | 2001-03-27 | Sumitomo Electric Ind Ltd | ガイドパッド付き回転切削工具 |
| JP2004314258A (ja) * | 2003-04-18 | 2004-11-11 | Tungaloy Corp | スローアウェイ式穴明け工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103402678A (zh) | 2013-11-20 |
| JPWO2012117817A1 (ja) | 2014-07-07 |
| EP2682211A1 (en) | 2014-01-08 |
| WO2012117817A1 (ja) | 2012-09-07 |
| US20130136551A1 (en) | 2013-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5679042B2 (ja) | ガイドパッド、切削工具本体および切削工具 | |
| JP5491505B2 (ja) | フライスおよびそのための切削チップ | |
| US8807882B2 (en) | Face milling cutter | |
| JP6532940B2 (ja) | 両面型切削インサートおよびフライス工具 | |
| JP5652540B2 (ja) | ガイドパッド、切削工具本体および切削工具 | |
| JP2010105093A (ja) | ボールエンドミル | |
| WO2015068824A1 (ja) | ラジアスエンドミル及び切削加工方法 | |
| JP6470043B2 (ja) | 旋削加工用工具 | |
| KR20160019952A (ko) | 절삭 인서트, 절삭 공구 및 절삭 가공물의 제조 방법 | |
| CN108136517B (zh) | 切削刀片及钻孔刀具 | |
| JP2008018515A (ja) | 切削インサート及び切削工具 | |
| JP2014087873A (ja) | 2枚刃ダブルマージンドリル | |
| KR20120026446A (ko) | 밀링 인서트, 밀링용 공구 및 장치 | |
| US11351619B2 (en) | Ball end mill | |
| JP6604437B2 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP4661229B2 (ja) | ガンドリル用インサート及びインサート式ガンドリル | |
| JP5309868B2 (ja) | 切削工具及びインサート | |
| JP4378307B2 (ja) | 軸方向送り刃先交換式工具 | |
| JP2014083629A (ja) | 刃先交換式切削工具及びその工具本体 | |
| JP5953173B2 (ja) | 切削工具 | |
| JP2019171514A (ja) | ドリル | |
| JP2015160266A (ja) | 切削インサート及び刃先交換式バイト | |
| JP6950138B2 (ja) | フライス工具 | |
| JP2015024445A (ja) | 刃先交換式回転切削工具 | |
| JP4954044B2 (ja) | ドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140430 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141021 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141103 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5652540 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D04 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |