JP5650708B2 - Optical inspection device - Google Patents
Optical inspection device Download PDFInfo
- Publication number
- JP5650708B2 JP5650708B2 JP2012250384A JP2012250384A JP5650708B2 JP 5650708 B2 JP5650708 B2 JP 5650708B2 JP 2012250384 A JP2012250384 A JP 2012250384A JP 2012250384 A JP2012250384 A JP 2012250384A JP 5650708 B2 JP5650708 B2 JP 5650708B2
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- sheet
- compressed air
- unit
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000007689 inspection Methods 0.000 title claims description 188
- 230000003287 optical effect Effects 0.000 title claims description 20
- 238000002347 injection Methods 0.000 claims description 55
- 239000007924 injection Substances 0.000 claims description 55
- 238000003384 imaging method Methods 0.000 claims description 14
- 239000000463 material Substances 0.000 claims description 13
- 239000007921 spray Substances 0.000 claims description 6
- 238000000034 method Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 4
- 239000010408 film Substances 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000746 purification Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 238000011179 visual inspection Methods 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/956—Inspecting patterns on the surface of objects
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1306—Details
- G02F1/1309—Repairing; Testing
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N2021/9513—Liquid crystal panels
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Pathology (AREA)
- Nonlinear Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Optics & Photonics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Quality & Reliability (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Theoretical Computer Science (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Measuring Arrangements Characterized By The Use Of Fluids (AREA)
Description
本発明は、光学検査装置に係り、より詳細には、フレキシブルな材質の検査シートの映像を獲得する過程で、検査シートの上部から圧縮空気を噴射して、変形を最小化し、平滑度を保持して、より正確な検査を進行させる光学検査装置に関する。 The present invention relates to an optical inspection apparatus. More specifically, in the process of acquiring an image of a flexible material inspection sheet, compressed air is injected from the upper part of the inspection sheet to minimize deformation and maintain smoothness. The present invention relates to an optical inspection apparatus that advances a more accurate inspection.
一般的に、各種ディスプレイ装置は、さらに大型化する趨勢に反して、製品の厚さはさらに薄くなる状況である。前記のようなディスプレイ装置は、普通光学カメラを利用したビジョン検査を通じて不良の有無を検出する。 In general, various display devices are in a situation where the thickness of the product is further reduced against the trend of further increase in size. The display device as described above detects the presence or absence of defects through a vision inspection using an ordinary optical camera.
前記のようなビジョン検査を施行するためには、検査対象物を移送する移送手段及び検査が進行するための検査対象物を固定する固定手段が必須的に設けなければならない。 In order to carry out the vision inspection as described above, a transfer means for transferring the inspection object and a fixing means for fixing the inspection object for the inspection to proceed must be provided.
特に、薄膜素材として軟性を有するフィルム、ホールが形成している基板などの表面検査及び計測時に、平滑度は、非常に重要な事案として台頭されている。検査が進行する間に、検査シートの平滑度を確保するための固定手段として、従来には二重の透明ガラス基板の間に検査シートを配置するか、外郭にホールを加工し、前記ホールに真空吸着力を印加して、検査シートを吸着して固定する方法があった。しかし、前記のような場合、検査シートの歪曲や浮き上がり現象によって、検査の不可領域が発生する問題点があった。 In particular, smoothness has emerged as a very important matter during surface inspection and measurement of soft films as thin film materials, substrates on which holes are formed, and the like. As a fixing means for ensuring the smoothness of the inspection sheet while the inspection proceeds, conventionally, the inspection sheet is arranged between double transparent glass substrates, or a hole is processed in the outer shell, There was a method of adsorbing and fixing an inspection sheet by applying a vacuum adsorption force. However, in such a case, there is a problem that an uninspectable region is generated due to a distortion or lifting phenomenon of the inspection sheet.
また、10〜80μの厚さを有したフィルム、ホールが形成された基板、紙、布、薄板などの表面検査において、製品の表面歪曲によって、均一な平面度を確保しにくく、特に、多数の微細ホールが形成された板材の表面を真空吸着または接触式押圧方式による手段としては、瞬間的に得られる光学検査画面の実物寸法と正確な値が得られないので、シートの歪曲や浮き上がり現象による検査の不可領域が発生した。 Further, in surface inspection of a film having a thickness of 10 to 80 μm, a substrate on which holes are formed, paper, cloth, thin plate, etc., it is difficult to ensure uniform flatness due to surface distortion of the product. As a means by vacuum suction or contact-type pressing method on the surface of the plate material on which fine holes are formed, the actual size and accurate value of the optical inspection screen that can be obtained instantaneously cannot be obtained, so it is due to the distortion and lifting phenomenon of the sheet An uncheckable area occurred.
本発明は、前述した従来技術の問題点を解決するためのものであって、変形されやすい素材の検査シートを精密に固定させ、検査が進行する検査シートの領域別に圧縮空気を噴射して、平面で圧着させた状態でビジョン検査を可能にすることによって、検査速度を高め、より安定かつ正確な検査を可能にする光学検査装置の提供をその目的とする。 The present invention is for solving the above-mentioned problems of the prior art, precisely fixing an inspection sheet of a material that is easily deformed, and injecting compressed air for each region of the inspection sheet where the inspection proceeds, An object of the present invention is to provide an optical inspection apparatus that enables a visual inspection in a state where it is pressed on a flat surface, thereby increasing the inspection speed and enabling a more stable and accurate inspection.
前記の課題を果たすための本発明の一実施形態による光学検査装置は、本発明の一実施形態によれば、透光材からなって、検査シートがローディングされる検査ステージと、前記検査ステージに形成されて、前記検査シートを固定する固定手段と、前記検査ステージの側面または下面を支持する固定フレームと、前記検査ステージの下方から検査ステージ上の検査シートに光を照射するバックライトユニットと、前記検査ステージの上方に配されて、前記検査ステージにローディングされた検査シートのイメージを獲得する撮像手段と、前記撮像手段の下方に前記撮像手段と同軸上に配されて、前記検査シートに向けて圧縮空気を噴射して、検査シートを検査ステージに密着させるエア噴射部と、を含む。 According to an embodiment of the present invention, an optical inspection apparatus according to an embodiment of the present invention for accomplishing the above-described problems includes an inspection stage made of a light-transmitting material and loaded with an inspection sheet, and the inspection stage. Formed fixing means for fixing the inspection sheet, a fixing frame for supporting a side surface or a lower surface of the inspection stage, a backlight unit for irradiating the inspection sheet on the inspection stage from below the inspection stage, and An imaging unit disposed above the inspection stage and acquiring an image of an inspection sheet loaded on the inspection stage; and disposed below the imaging unit and coaxially with the imaging unit and directed toward the inspection sheet And an air injection unit that injects compressed air to bring the inspection sheet into close contact with the inspection stage.
本発明の望ましい一実施形態によれば、前記エア噴射部は、圧縮空気を生成させる圧縮空気生成手段と、前記圧縮空気生成手段から生成された圧縮空気を噴射する噴射ノズルとを含むが、前記噴射ノズルは、前記撮像手段の両側に平行に配されて、前記検査シートに集中噴射する。 According to a preferred embodiment of the present invention, the air injection unit includes compressed air generation means for generating compressed air and an injection nozzle for injecting compressed air generated from the compressed air generation means. The spray nozzles are arranged in parallel on both sides of the image pickup means, and intensively spray onto the inspection sheet.
本発明の望ましい一実施形態によれば、前記エア噴射部は、前記噴射ノズルの間隔を調節する幅調節部と、前記噴射ノズルの噴射角度を調節する噴射角調節部と、前記噴射ノズルの高さを調節する高さ調節部と、を含む。 According to a preferred embodiment of the present invention, the air injection unit includes a width adjustment unit that adjusts the interval between the injection nozzles, an injection angle adjustment unit that adjusts the injection angle of the injection nozzle, and a height of the injection nozzle. A height adjusting unit for adjusting the height.
本発明の望ましい一実施形態によれば、前記エア噴射部は、前記噴射ノズルに出力される圧縮空気の量を調節する弁がさらに含まれる。 According to a preferred embodiment of the present invention, the air injection unit further includes a valve for adjusting the amount of compressed air output to the injection nozzle.
本発明の望ましい一実施形態によれば、前記エア噴射部から噴射された圧縮空気が、前記検査シートの検査が進行する領域に正確に噴射されたか否かを感知するセンサーがさらに装着される。 According to a preferred embodiment of the present invention, a sensor for detecting whether or not the compressed air ejected from the air ejecting unit is accurately ejected to a region where the inspection of the inspection sheet proceeds is further mounted.
本発明の望ましい一実施形態によれば、前記検査ステージの上方から前記検査ステージ上の検査シートに光を照射する補助光源をさらに含む。 According to a preferred embodiment of the present invention, an auxiliary light source that irradiates light onto the inspection sheet on the inspection stage from above the inspection stage is further included.
本発明による光学検査装置によれば、変形されやすい素材の検査シートを精密に固定させ、検査が進行する検査シートの領域別に圧縮空気を噴射して、平面で圧着させた状態でビジョン検査を可能にすることによって、検査速度を高め、より正確な検査がなされうる。 According to the optical inspection apparatus of the present invention, an inspection sheet made of a material that is easily deformed is precisely fixed, and a visual inspection can be performed in a state in which compressed air is sprayed on each area of the inspection sheet where the inspection progresses and is compressed on a flat surface. Thus, the inspection speed can be increased and a more accurate inspection can be performed.
また、検査シートに加えられる物理的衝撃を最小化し、吸入固定力は高めることができて、検査シートの損傷及び変形を防止し、安定して検査が進行しうる。 In addition, the physical impact applied to the inspection sheet can be minimized, the suction fixing force can be increased, damage and deformation of the inspection sheet can be prevented, and the inspection can proceed stably.
本発明を添付した図面を参照して詳しく説明すれば、次の通りである。ここで、同じ構成に対しては、同じ符号を使い、反復される説明、本発明の要旨を不明にする恐れがある公知機能及び構成についての詳細な説明は省略する。本発明の実施形態は、当業者に本発明をより完全に説明するために提供されるものである。したがって、図面での要素の形状及びサイズなどは、より明確な説明のために誇張されうる。 Hereinafter, the present invention will be described in detail with reference to the accompanying drawings. Here, the same reference numerals are used for the same components, and repeated descriptions and detailed descriptions of known functions and configurations that may obscure the gist of the present invention are omitted. Rather, these embodiments are provided so that this disclosure will be thorough and complete, and will fully convey the concept of the invention to those skilled in the art. Accordingly, the shape and size of elements in the drawings may be exaggerated for a clearer description.
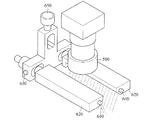
図1は、本発明の一実施形態による光学検査装置の断面図であり、図2は、図1のエア噴射部を示す斜視図である。 FIG. 1 is a cross-sectional view of an optical inspection apparatus according to an embodiment of the present invention, and FIG. 2 is a perspective view illustrating an air injection unit of FIG.
本発明の一実施形態による光学検査装置は、透光材からなって、検査シート10がローディングされる検査ステージ100と、前記検査ステージ100に形成されて、前記検査シート10を固定する固定手段200と、前記検査ステージ100の側面または下面を支持する固定フレーム300と、前記検査ステージ100の下方から検査ステージ100上の検査シート10に光を照射するバックライトユニット400と、前記検査ステージ100の上方に配されて、前記検査ステージ100にローディングされた検査シート10のイメージを獲得する撮像手段500と、前記撮像手段500の下方に前記撮像手段500と同軸上に配されて、前記検査シート10に向けて圧縮空気を噴射して、検査シート10を検査ステージ100に密着させるエア噴射部600とを含む。
An optical inspection apparatus according to an embodiment of the present invention includes an
本発明で指称する検査シート10は、フィルム、ホールが形成された基板、紙、布、薄板、薄膜を含めた公知の多様な板状素材が該当しうる。
The
検査ステージ100は、ガラス、アクリルのように、前記検査ステージ100の下方に配されたバックライトユニット500の光が透過できるように光透過性素材で構成しなければならない。また、前記検査ステージ100の形状は、正方形、長方形、円形などを含めて検査が進行する検査シート10の形状に対応して備えられることが望ましい。一例として、検査シート10が正方形である場合、前記検査ステージ100も正方形に形成される。
The
固定手段200は、前記検査ステージ100に形成されて、前記検査シート10を固定する役割を果たす。前記固定手段200は、検査ステージ100上の検査シート10を固定することができる範囲で公知の多様な固定方法が適用可能であり、一例として、前記固定手段200は、真空吸着方式であり得る。
The
この際、前記固定手段200は、吸着パネルと、真空モジュールとを含みうる。吸着パネルは、多孔質のセラミック素材からなり、セラミックに形成された微細な空隙に空気が吸入されながら、吸着パネルの上面に吸着力が発生し、前記吸着力を通じて検査シート10が固定されうる。一方、真空モジュールは、真空圧を加えて、前記吸着パネル上の検査シート10を吸着させる機能を果す。
At this time, the
固定フレーム300は、前記検査ステージ100の側面または下面を支持して、前記検査ステージ100を支持する役割を果たす。固定フレーム300は、テーブル形態でなされるが、前記検査ステージ100が差し込まれる空き空間が中心部に形成されうる。
The
バックライトユニット400は、前記検査ステージ100の下方に配され、前記検査ステージ100上の検査シート10に光を照射する光源として作用する。
The
したがって、前記バックライトユニット400から照射された光が検査ステージ100を通過し、その上面にローディングされた検査シート10を透過して撮像手段500に入力されて、検査シート10の不良の有無を検査することができる。一例として、前記検査シート10に複数のホールが打孔された場合、前記ホールが諸位置に正確に打孔されたか否かを検査することができる。
Accordingly, the light emitted from the
撮像手段500は、前記検査ステージ100の上方に配されて、前記検査ステージ100にローディングされた検査シート10のイメージを獲得するものであって、カメラを含む。前記撮像手段500で獲得したイメージを通じてイメージ分析を施行し、不良の有無を判別することができる。
The imaging means 500 is arranged above the
エア噴射部600は、前記撮像手段500の下方に前記撮像手段500と同軸上に配されて、前記検査シート10に向けて圧縮空気を噴射して、検査シート10を検査ステージ100に密着させる作用を行う。前記エア噴射部600は、複数のノズルが円状またはライン型に配された構造を取って、検査ステージ100上の検査シート10に均一な空圧を加えて、検査シート10を検査ステージ100に密着させて平面化させる。参考までに、前記エア噴射部600から噴射された圧縮空気は、浄化過程を経てホコリなどが分離されたクリーンエア(clean air)である。前記のように、エア噴射部600の作用で多数の微細ホールが形成された薄い薄板の検査シート10を検査ステージ100上に定着し、検査または測定しようとする部位の表面の浮き上がり現象をエア噴射部600を用いてクリーンエアを均一に噴射して、検査ステージ100の上面に検査シート10が密着されることによって、均一な平滑度を有するようになる。
The
本発明の望ましい一実施形態によれば、前記エア噴射部600は、圧縮空気を生成させる圧縮空気生成手段(図示せず)と、前記圧縮空気生成手段(図示せず)から生成された圧縮空気を噴射する噴射ノズル620とを含むが、前記噴射ノズル620は、前記撮像手段500の両側に平行に配されて、前記検査シート10に集中噴射する。
According to a preferred embodiment of the present invention, the
圧縮空気生成手段は、フィルターなどを通じる浄化過程を経てホコリなどが除去されたクリーンエアをポンプのような圧縮手段を用いて圧縮して、前記噴射ノズル620に供給する。前記圧縮空気生成手段と噴射ノズル620は、ホースなどで連結されて圧縮空気を供給されうる。
The compressed air generation means compresses clean air from which dust and the like have been removed through a purification process through a filter or the like using a compression means such as a pump, and supplies the compressed air to the
前記噴射ノズル620は、ライン形態で配されてエアカーテン(Air curtain)方式で検査シート10に圧縮空気を噴射する。この際、方向性が何れか一側に偏る場合、検査シート10が検査ステージ100に密着されず、浮き上がる現象が発生する恐れがある。したがって、互いに対向する方向から検査が進行する検査シート10の一地点に圧縮空気を噴射して、前記のような浮き上がり現象を防止し、検査シート10を検査ステージ100に固定する。
The
図4は、検査シート10のフレームのみ固定させた状態で、圧縮空気の噴射を実施していない検査シート10のX軸とY軸との歪曲及び高さ偏差を測定したデータを図表で示したものである。
FIG. 4 graphically illustrates data obtained by measuring distortion and height deviation between the X axis and the Y axis of the
図5は、検査シート10のフレームのみ固定させた状態で、1つの噴射ノズル620を用いて検査シート10に圧縮空気を噴射した後、検査シート10のX軸とY軸との歪曲及び高さ偏差を測定したデータを図表で示したものである。
FIG. 5 shows the distortion and height between the X axis and the Y axis of the
図6は、検査シート10のフレームのみ固定させた状態で、両側の噴射ノズル620いずれもを用いて検査シート10に圧縮空気を噴射した後、検査シート10のX軸とY軸との歪曲及び高さ偏差を測定したデータを図表で示したものである。
FIG. 6 shows a state in which only the frame of the
前記図4ないし図6を参照すると、高さ偏差は、圧縮空気が噴射されていない場合に、324umで最も大きく表われ、両側いずれもで圧縮空気を噴射した場合、96umで最も小さく表われ、結果的に圧縮空気を噴射する場合、その中でも両側いずれもで圧縮空気を噴射した場合、検査シート10の平滑度が優れているように測定されるということを確認することができる。また、X軸とY軸との歪曲現象も、圧縮空気が噴射されていない場合、X軸650um、Y軸659umで最も大きく表われ、両側いずれもで圧縮空気を噴射した場合、X軸119um、Y軸123umで最も小さく表われた。したがって、両側いずれもで圧縮空気を噴射した場合、検査シート10の歪曲が最も少なく測定されるということを確認することができる。
Referring to FIGS. 4 to 6, the height deviation is greatest at 324 um when compressed air is not injected, and is smallest at 96 um when compressed air is injected on both sides. As a result, when compressed air is injected, it can be confirmed that the measured smoothness of the
本発明の望ましい一実施形態によれば、前記エア噴射部600は、前記噴射ノズル620の間隔を調節する幅調節部630と、前記噴射ノズル620の噴射角度を調節する噴射角調節部640と、前記噴射ノズル620の高さを調節する高さ調節部650とを含む。まず、前記幅調節部630は、検査が進行する検査シート10の領域サイズによって、相互平行に配された噴射ノズル620間の間隔を調節する。また、噴射角調節部640は、噴射ノズル620の噴射角度を調節することができる。高さ調節部650は、噴射ノズル620の高さを調節するものであって、望ましくは、噴射ノズル620と検査ステージ100との間隔を調節する。しかし、前記幅調節部630、噴射角調節部640または高さ調節部650のうちの何れか1つのみ操作しても、噴射角度は調節が可能である。
According to a preferred embodiment of the present invention, the
本発明の望ましい一実施形態によれば、前記エア噴射部600は、前記噴射ノズル620に出力される圧縮空気の量を調節する弁(図示せず)がさらに含まれる。
According to a preferred embodiment of the present invention, the
前記弁は、噴射される圧縮空気の量を調節して、結果的には、検査シート10に加えられる圧力を調節する。したがって、検査シート10が薄くて変形されやすい素材であれば、噴射される圧縮空気の量を減らし、検査シート10の厚さが厚くて変形されない素材であれば、圧縮空気の量を増やして、検査シート10が検査ステージ100に密着されるようにする。
The valve adjusts the amount of compressed air that is injected, and consequently the pressure applied to the
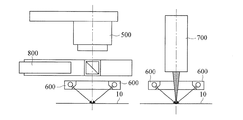
図3は、本発明の他の実施形態による光学検査装置の構成図である。 FIG. 3 is a configuration diagram of an optical inspection apparatus according to another embodiment of the present invention.
本発明の望ましい一実施形態によれば、前記エア噴射部600から噴射された圧縮空気が、前記検査シート10の検査が進行する領域に正確に噴射されたか否かを感知するセンサー700がさらに装着される。
According to a preferred embodiment of the present invention, a
前記センサー700は、レーザを利用した変位センサーとして備えられることができる。したがって、センサー700は、検査が進行する検査シート10との間隔を測定して、検査シート10が検査ステージ100に密着されて平滑であるか否かを把握し、前記エア噴射部600から噴射された圧縮空気が、諸位置に噴射されたか否かを検出することができる。
The
本発明の望ましい一実施形態によれば、前記検査ステージ100の上方から前記検査ステージ100上の検査シート10に光を照射する補助光源800をさらに含む。
According to a preferred embodiment of the present invention, an auxiliary
前記補助光源800は、前記検査シート10の上部から検査シート10に向けて光を照射する照明手段であって、前記検査ステージ100の下方から照射されたバックライトユニット400の光が、前記エア噴射部600に遮断されて、前記撮像手段500で検査シート10の鮮かなイメージを撮影することができない場合を備えて、検査シート10の上部で補助光源800をさらに設置する。
The auxiliary
前述したような本発明による光学検査装置によれば、変形されやすい素材の検査シート10を精密に固定させ、検査が進行する検査シート10の領域別に圧縮空気を噴射して、平面で圧着させた状態でビジョン検査を可能にすることによって、検査速度を高め、より正確な検査がなされうる長所がある。
According to the optical inspection apparatus according to the present invention as described above, the
また、検査シート10に加えられる物理的衝撃を最小化し、吸入固定力は高めることができて、検査シートの損傷及び変形を防止し、安定して検査が進行しうる長所がある。
In addition, the physical impact applied to the
以上の説明は、本発明の技術思想を例示的に説明したものに過ぎないものであって、当業者ならば、本発明の本質的な特性から外れない範囲内で多様な修正、変更及び置き換えが可能であろう。したがって、本発明に開示された実施形態及び添付した図面は、本発明の技術思想を限定するためのものではなく、説明するためのものであり、このような実施形態及び添付した図面によって、本発明の技術思想の範囲が限定されるものではない。本発明の保護範囲は、下記の特許請求の範囲によって解析しなければならず、それと同等な範囲内にあるあらゆる技術思想は、本発明の権利範囲に含まれると解析しなければならない。 The above description is merely illustrative of the technical idea of the present invention, and various modifications, changes, and replacements may be made by those skilled in the art without departing from the essential characteristics of the present invention. Would be possible. Accordingly, the embodiments disclosed in the present invention and the accompanying drawings are not intended to limit the technical idea of the present invention, but are to explain the present invention. The scope of the technical idea of the invention is not limited. The protection scope of the present invention must be analyzed by the following claims, and all technical ideas within the equivalent scope must be analyzed as being included in the scope of the right of the present invention.
本発明は、光学検査装置関連の技術分野に適用されうる。 The present invention can be applied to a technical field related to an optical inspection apparatus.
100:検査ステージ
200:固定手段
300:固定フレーム
400:バックライトユニット
500:撮像手段
600:エア噴射部
620:噴射ノズル
630:幅調節部
640:噴射角調節部
650:高さ調節部
700:センサー
800:補助光源
100: Inspection stage 200: Fixing means 300: Fixing frame 400: Backlight unit 500: Imaging means 600: Air injection part 620: Injection nozzle 630: Width adjustment part 640: Injection angle adjustment part 650: Height adjustment part 700: Sensor 800: Auxiliary light source
Claims (5)
前記検査ステージに形成されて、前記検査シートを固定する固定手段と、
前記検査ステージの側面または下面を支持する固定フレームと、
前記検査ステージの下方から検査ステージ上の検査シートに光を照射するバックライトユニットと、
前記検査ステージの上方に配されて、前記検査ステージにローディングされた検査シートのイメージを獲得する撮像手段と、
前記撮像手段の下方に前記撮像手段と同軸上に配されて、前記検査シートに向けて圧縮空気を噴射して、検査シートを検査ステージに密着させるエア噴射部と、
を含み、
前記エア噴射部は、圧縮空気を生成させる圧縮空気生成手段と、前記圧縮空気生成手段から生成された圧縮空気を噴射する噴射ノズルとを含むが、前記噴射ノズルは、前記撮像手段の両側に平行に配されて、前記検査シートに集中噴射し、
前記噴射ノズルは、互いに対向する方向から検査シートの一地点に圧縮空気を噴射することを特徴とする光学検査装置。 An inspection stage made of a translucent material and loaded with an inspection sheet;
A fixing means formed on the inspection stage for fixing the inspection sheet;
A fixed frame that supports a side surface or a lower surface of the inspection stage;
A backlight unit that irradiates light onto the inspection sheet on the inspection stage from below the inspection stage;
An imaging means arranged above the inspection stage to obtain an image of an inspection sheet loaded on the inspection stage;
An air injection unit that is arranged coaxially with the imaging unit below the imaging unit, injects compressed air toward the inspection sheet, and causes the inspection sheet to closely contact the inspection stage;
Only including,
The air injection unit includes compressed air generating means for generating compressed air and an injection nozzle for injecting compressed air generated from the compressed air generating means. The injection nozzle is parallel to both sides of the imaging means. And concentrated spray on the inspection sheet,
The optical inspection apparatus , wherein the injection nozzle injects compressed air to one point of an inspection sheet from directions facing each other .
前記噴射ノズルの間隔を調節する幅調節部と、
前記噴射ノズルの噴射角度を調節する噴射角調節部と、
前記噴射ノズルの高さを調節する高さ調節部と、
を含むことを特徴とする請求項1に記載の光学検査装置。 The air injection unit is
A width adjusting unit for adjusting the interval between the spray nozzles;
An injection angle adjusting unit for adjusting an injection angle of the injection nozzle;
A height adjusting unit for adjusting the height of the injection nozzle;
The optical inspection apparatus according to claim 1 , comprising:
前記噴射ノズルに出力される圧縮空気の量を調節する弁がさらに含まれたことを特徴とする請求項1に記載の光学検査装置。 The air injection unit is
The optical inspection apparatus according to claim 1 , further comprising a valve that adjusts an amount of compressed air output to the injection nozzle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020120044005A KR101325761B1 (en) | 2012-04-26 | 2012-04-26 | Optical inspection device |
| KR10-2012-0044005 | 2012-04-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013228358A JP2013228358A (en) | 2013-11-07 |
| JP5650708B2 true JP5650708B2 (en) | 2015-01-07 |
Family
ID=49461708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012250384A Active JP5650708B2 (en) | 2012-04-26 | 2012-11-14 | Optical inspection device |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5650708B2 (en) |
| KR (1) | KR101325761B1 (en) |
| CN (1) | CN103376262B (en) |
| TW (1) | TWI498547B (en) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104729433A (en) * | 2013-12-23 | 2015-06-24 | 珠海格力电器股份有限公司 | Device and method for testing flatness of end face of product |
| US9908158B2 (en) | 2014-03-10 | 2018-03-06 | Ametek, Inc. | Air flow mechanism for image capture and vision systems |
| JP6040197B2 (en) * | 2014-05-26 | 2016-12-07 | Ckd株式会社 | Inspection device and PTP packaging machine |
| KR101659048B1 (en) * | 2014-07-28 | 2016-09-23 | 한국기계연구원 | Apparatus and methode for inspecting surface of warpage panel for flexible device |
| JP2018037311A (en) | 2016-08-31 | 2018-03-08 | 住友化学株式会社 | Method for manufacturing separator for nonaqueous electrolyte secondary battery |
| KR101961707B1 (en) * | 2017-03-15 | 2019-03-25 | 주식회사 태루 | Packing angle inspection apparatus for recognition chip for biomedical |
| CN107328359B (en) * | 2017-07-03 | 2021-12-03 | 京东方科技集团股份有限公司 | Device and method for detecting ink drops |
| CN108982547B (en) * | 2018-05-02 | 2020-12-29 | 芜湖立普德机械科技有限公司 | Device for detecting depression of glass substrate |
| CN108982362A (en) * | 2018-06-27 | 2018-12-11 | 南京中电熊猫液晶显示科技有限公司 | A kind of substrate detection support device and its detection method |
| WO2020208747A1 (en) * | 2019-04-10 | 2020-10-15 | 堺ディスプレイプロダクト株式会社 | Device for inspecting for color unevenness in flexible display |
| CN113156057B (en) * | 2021-03-05 | 2024-07-30 | 北京元亨利业科技有限公司 | Smoke detector calibration device |
| CN113433134A (en) * | 2021-06-24 | 2021-09-24 | 深圳中科飞测科技股份有限公司 | Detection method, detection device and computer-readable storage medium |
| CN114113120A (en) * | 2021-11-29 | 2022-03-01 | 博众精工科技股份有限公司 | Method, system, equipment and medium for detecting damage to bottom of battery pack |
| CN114324058A (en) * | 2021-12-31 | 2022-04-12 | 山东旭日石墨新材料科技有限公司 | Weighing and detecting device for graphite electrode raw product |
| KR102435450B1 (en) * | 2022-02-14 | 2022-08-24 | (주)넥스캠 | OCR inspection apparatus for wrapping paper |
| KR102443758B1 (en) | 2022-04-06 | 2022-09-16 | 주식회사 니코메디칼 | Dressing band inspection device |
| KR102439071B1 (en) | 2022-04-06 | 2022-09-01 | 주식회사 니코메디칼 | Sorting equipment defective dressing band |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60180569A (en) * | 1984-02-27 | 1985-09-14 | Koasa Shoji Kk | Apparatus for continuous determination and classification of quality of laver sheet |
| JP3377628B2 (en) * | 1994-11-18 | 2003-02-17 | 三菱重工業株式会社 | Lighting equipment for print quality inspection equipment |
| JP3110707B2 (en) * | 1997-08-25 | 2000-11-20 | 株式会社日本マクシス | Crystal substrate mounting table and crystal substrate flaw inspection device |
| JP2000304515A (en) * | 1999-04-16 | 2000-11-02 | Rengo Co Ltd | Inspecting apparatus of working sheet |
| JP2004294739A (en) | 2003-03-27 | 2004-10-21 | Pentax Corp | Optical processing apparatus, substrate fixing apparatus, and method for fixing substrate |
| JP2005308636A (en) * | 2004-04-23 | 2005-11-04 | Dainippon Screen Mfg Co Ltd | Optical visual examination method and optical visual examination device |
| US7697750B2 (en) * | 2004-12-06 | 2010-04-13 | John Castle Simmons | Specially coherent optics |
| JP2008058004A (en) | 2006-08-29 | 2008-03-13 | Dainippon Printing Co Ltd | Printed matter inspection device, printed matter inspection method, printed matter pressing device, and printed matter pressing method |
| US7505561B1 (en) * | 2006-11-20 | 2009-03-17 | Michael Keith Fuller | Schlieren-type radiography using a line source and focusing optics |
| TWM319415U (en) * | 2007-04-10 | 2007-09-21 | Gainner Technological Co Ltd | Testing system for optical thin film |
| KR100804033B1 (en) * | 2007-10-04 | 2008-02-18 | 주식회사 쓰리비 시스템 | Apparatus for inspecting optical film |
| JP2009229081A (en) * | 2008-03-19 | 2009-10-08 | Olympus Corp | Microinspection device and microinspection method |
| JP2009229301A (en) * | 2008-03-24 | 2009-10-08 | Olympus Corp | Substrate inspection apparatus |
| JP5396660B2 (en) | 2009-01-08 | 2014-01-22 | 独立行政法人 国立印刷局 | Print quality inspection system |
| JP2011073421A (en) * | 2009-10-02 | 2011-04-14 | Futec Inc | Print inspection device |
| JP2011191611A (en) * | 2010-03-16 | 2011-09-29 | Sumitomo Chemical Co Ltd | Method for producing optical sheet |
| CN102032883B (en) * | 2011-01-24 | 2012-02-01 | 三一重工股份有限公司 | Arm support collision detection system and method for detecting collision between arm support and obstacle |
-
2012
- 2012-04-26 KR KR1020120044005A patent/KR101325761B1/en active IP Right Grant
- 2012-10-08 TW TW101137140A patent/TWI498547B/en active
- 2012-11-14 JP JP2012250384A patent/JP5650708B2/en active Active
- 2012-11-16 CN CN201210465046.1A patent/CN103376262B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI498547B (en) | 2015-09-01 |
| CN103376262A (en) | 2013-10-30 |
| TW201344181A (en) | 2013-11-01 |
| KR20130120831A (en) | 2013-11-05 |
| KR101325761B1 (en) | 2013-11-08 |
| JP2013228358A (en) | 2013-11-07 |
| CN103376262B (en) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5650708B2 (en) | Optical inspection device | |
| TWI498542B (en) | Optical inspection device | |
| JP4426276B2 (en) | Conveying device, coating system, and inspection system | |
| TWI511794B (en) | A film pattern forming apparatus, a film pattern forming method, and a device adjusting method | |
| KR100737084B1 (en) | Optical visual examination method and optical visual examination apparatus | |
| TWI417144B (en) | Paste coating apparatus and paste coating method | |
| JP2011179898A (en) | Lens-defect inspection device | |
| JP2015108663A (en) | Apparatus for manufacturing optical member laminate | |
| KR20160093009A (en) | Device for manufacturing laminated optical member | |
| KR20130078721A (en) | Inspection device for flat display panel | |
| JP2006344705A (en) | Stage device of substrate, inspecting device, and correcting device | |
| KR102599572B1 (en) | Droplet discharging apparatus, droplet discharging method, program and computer storage medium | |
| JP2009229301A (en) | Substrate inspection apparatus | |
| KR102363034B1 (en) | Substrate processing apparatus and substrate processing method | |
| KR101052820B1 (en) | Substrate inspection device and substrate inspection method using same | |
| KR102147128B1 (en) | Apparatus for inspecting substrate | |
| KR101803525B1 (en) | Apparatus and method for inspecting glass plate | |
| KR102147130B1 (en) | Apparatus for inspecting substrate | |
| TW201923335A (en) | Optical inspection apparatus and optical inspection method | |
| KR101593439B1 (en) | Polaroid film examination machine | |
| JP4842348B2 (en) | Conveying device, coating system, coating method, inspection system, and holding mechanism | |
| JP2008098575A (en) | Chuck stage and pattern modifying device using the same | |
| JP2012101406A (en) | Monitoring apparatus of screen mask, and printing apparatus | |
| JP2009247917A (en) | Apparatus and method for inspection of substrate and apparatus and method for discharge of droplet | |
| JPH10110891A (en) | Supporting device for glass base |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140131 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5650708 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |