JP5646636B2 - プラスチックキャップ式パネル固定装置の製造方法 - Google Patents
プラスチックキャップ式パネル固定装置の製造方法 Download PDFInfo
- Publication number
- JP5646636B2 JP5646636B2 JP2012531016A JP2012531016A JP5646636B2 JP 5646636 B2 JP5646636 B2 JP 5646636B2 JP 2012531016 A JP2012531016 A JP 2012531016A JP 2012531016 A JP2012531016 A JP 2012531016A JP 5646636 B2 JP5646636 B2 JP 5646636B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- cap
- skirt
- mouth ring
- plastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000004033 plastic Substances 0.000 title claims description 27
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 9
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 238000001816 cooling Methods 0.000 claims 1
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 238000004040 coloring Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000002991 molded plastic Substances 0.000 description 2
- 238000007743 anodising Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B5/00—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them
- F16B5/02—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening members using screw-thread
- F16B5/0208—Joining sheets or plates, e.g. panels, to one another or to strips or bars parallel to them by means of fastening members using screw-thread using panel fasteners, i.e. permanent attachments allowing for quick assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S411/00—Expanded, threaded, driven, headed, tool-deformed, or locked-threaded fastener
- Y10S411/999—Expanded, threaded, driven, headed, tool-deformed, or locked-threaded fastener with retainer, e.g. tether
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49863—Assembling or joining with prestressing of part
- Y10T29/49865—Assembling or joining with prestressing of part by temperature differential [e.g., shrink fit]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49908—Joining by deforming
- Y10T29/49915—Overedge assembling of seated part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49948—Multipart cooperating fastener [e.g., bolt and nut]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49947—Assembling or joining by applying separate fastener
- Y10T29/49963—Threaded fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Connection Of Plates (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Bolts, Nuts, And Washers (AREA)
- Dowels (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
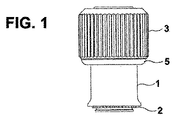
2:装着手段
3:キャップ
Claims (4)
- キャプティブ式パネル固定装置の製造方法において、
ネジ頭、軸部、およびこのネジ頭の底部を超えて下方に突出する円筒形プラスチックスカートを有するプラスチックキャップを有し、そしてこのスカートが該底部に円形開口をもつプラスチックキャップ式ネジを用意する工程、
前記プラスチックキャップをオーバー成形法によって前記ネジ頭周囲に形成する工程、
前記ネジの前記軸部周囲に圧縮バネを設ける工程、
上端部に半径方向に突出するフランジ、そして下端部にパネル装着手段を有する口環の貫通孔に前記キャップ式ネジを挿入する工程、
前記スカートが前記口環フランジの下に下向きに突出する前記口環の上面に対して前記ネジ頭の底部を押しつける工程、および
前記プラスチックスカートの底部縁部にそってその外周に半径方向内向きに熱および圧力を作用させて、プラスチックを流動化し、冷却後、前記口環フランジの外径よりも小さい直径のリングまで前記スカート底部の開口が小さくなる点まで前記底部縁部が永久的に変形し、これによって前記ネジの後退位置と前進位置との間において前記ネジを前記口環に軸方向に取り込む工程からなることを特徴とする製造方法。
- 前記圧力を回転接触によって加熱された成形面に加える請求項1に記載の製造方法。
- 前記ネジが金属からなる請求項2に記載の製造方法。
- キャプティブ式パネル固定装置の製造方法において、
ネジ頭の底部を超えて下方に突出する円筒形プラスチックスカートであって、底部に円形開口を持つプラスチックスカートを有するプラスチックキャップを、軸部を有するネジ頭の周囲にオーバー成形する工程、
前記ネジの前記軸部周囲に圧縮バネを設ける工程、
上端部に半径方向に突出するフランジ、そして下端部にパネル装着手段を有する口環の貫通孔に前記キャップ式ネジを挿入する工程、
前記スカートが前記口環フランジの下に下向きに突出する前記口環の上面に対して前記ネジ頭の底部を押しつける工程、および
前記プラスチックスカートの底部縁部にそってその外周に半径方向内向きに熱および圧力を作用させて、前記口環フランジの外径よりも小さい直径のリングまで前記スカート底部の開口が小さくなる点まで前記底部縁部が永久的に変形し、これによって前記ネジの後退位置と前進位置との間において前記ネジを前記口環に軸方向に取り込む工程からなることを特徴とする製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US24590109P | 2009-09-25 | 2009-09-25 | |
| US61/245,901 | 2009-09-25 | ||
| PCT/US2010/049937 WO2011038079A1 (en) | 2009-09-25 | 2010-09-23 | Method of manufacture for a plastic-capped panel fastener |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013505860A JP2013505860A (ja) | 2013-02-21 |
| JP2013505860A5 JP2013505860A5 (ja) | 2013-07-11 |
| JP5646636B2 true JP5646636B2 (ja) | 2014-12-24 |
Family
ID=43778687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012531016A Expired - Fee Related JP5646636B2 (ja) | 2009-09-25 | 2010-09-23 | プラスチックキャップ式パネル固定装置の製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8161616B2 (ja) |
| EP (1) | EP2480796B1 (ja) |
| JP (1) | JP5646636B2 (ja) |
| CN (1) | CN102597542B (ja) |
| CA (1) | CA2774908A1 (ja) |
| MX (1) | MX2012003504A (ja) |
| MY (1) | MY154524A (ja) |
| PL (1) | PL2480796T3 (ja) |
| TW (1) | TWI432650B (ja) |
| WO (1) | WO2011038079A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130170895A1 (en) * | 2012-01-03 | 2013-07-04 | Ying-Chih Tseng | Floating fastener with expanded application flexibility |
| TWI470155B (zh) * | 2012-08-09 | 2015-01-21 | Hanwit Prec Ind Ltd | Sleeve positioning device and assembly method |
| WO2014066449A1 (en) * | 2012-10-25 | 2014-05-01 | Pem Management, Inc. | Panel fastener with hold-down ring |
| CA2943234C (en) * | 2014-03-19 | 2022-07-26 | Penn Engineering & Manufacturing Corp. | Stabilized panel fastener |
| US20200346415A1 (en) * | 2015-11-20 | 2020-11-05 | Dtech Precision Industries Co., Ltd. | Fastener structure of fixing component and the fixing component |
| USD834404S1 (en) | 2015-11-30 | 2018-11-27 | Cisco Technology, Inc. | Screw |
| US10041518B1 (en) | 2017-01-09 | 2018-08-07 | Heartland Precision Fasteners, Inc. | Captive screw |
| TWI708016B (zh) * | 2019-03-15 | 2020-10-21 | 王鼎瑞 | 操控裝置的組合方法與結構 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4952107A (en) | 1981-03-11 | 1990-08-28 | Dupree, Inc. | Captive panel screw assembly |
| CA1311949C (en) * | 1988-09-07 | 1992-12-29 | Robert Henry Day | Screw/cap assemblies and their manufacture |
| US5020951A (en) | 1990-10-05 | 1991-06-04 | Smith David G | Fastener assembly |
| US5017068A (en) * | 1990-10-12 | 1991-05-21 | The Cooksey Corp. | Plastic screw accessory |
| US5094579A (en) | 1990-10-19 | 1992-03-10 | Johnson H Thad | Fastener and grommet assembly providing axial play |
| DE4310002C1 (de) | 1993-03-27 | 1994-04-21 | Kellermann Fa Rudolf | Schallentkoppelndes Verbindungselement |
| US5382124A (en) * | 1994-02-07 | 1995-01-17 | Southco, Inc. | Fully retractable captive screw |
| DE4413355C1 (de) * | 1994-04-18 | 1995-06-14 | Kabelschlepp Gmbh | Nicht-lösbare Verbindung zweier Kunststoffteile |
| US5544992A (en) | 1994-08-11 | 1996-08-13 | Huck International, Inc. | Panel fastener having composite turning knob |
| US5613818A (en) | 1995-04-14 | 1997-03-25 | Sur-Lok Corporation | Panel snap fastener assembly |
| US5642972A (en) | 1995-11-06 | 1997-07-01 | Southco, Inc. | One-direction captive screw fastener |
| US6238155B1 (en) * | 1995-11-06 | 2001-05-29 | Southco, Inc. | Torque screw fastener |
| US5741101A (en) | 1996-08-16 | 1998-04-21 | Gulistan; Bullent | Reliable snap action locking fastener |
| US5743692A (en) | 1997-02-18 | 1998-04-28 | Schwarz; Hans U. | Captive bolt assembly |
| CN1153011C (zh) * | 1998-04-14 | 2004-06-09 | 索斯科公司 | 改进的系留螺钉及其制造方法 |
| US5851095C1 (en) | 1998-04-14 | 2001-10-16 | Southco | Captive screw |
| US5910052A (en) * | 1998-04-14 | 1999-06-08 | Southco, Inc. | Process for manufacturing a captive screw |
| US6079923A (en) | 1998-04-23 | 2000-06-27 | Penn Engineering & Manufacturing Corp. | Hybrid panel fastener |
| US6394724B1 (en) * | 2000-01-21 | 2002-05-28 | Pem Management, Inc. | Snap-in panel fastener |
| JP2004528515A (ja) | 2001-04-20 | 2004-09-16 | ピーイーエム マネージメント,インコーポレイテッド | スナップオンキャップを備えたハイブリッドパネルファスナー |
| US7083371B2 (en) * | 2001-12-13 | 2006-08-01 | Intel Corporation | Surface mount captive screw ferrule for PCB |
| CN1628217A (zh) * | 2002-02-11 | 2005-06-15 | Pem管理股份有限公司 | 两部分扣合式板紧固件 |
| TW547576U (en) * | 2002-07-04 | 2003-08-11 | Techmech Technologies Corp | Alignment apparatus for board to board |
| TWI309279B (en) * | 2002-12-18 | 2009-05-01 | Southco | Low profile captive screw |
| US20080246202A1 (en) * | 2007-04-09 | 2008-10-09 | Fivetech Technology Inc. | Spring screw assembly |
| TW201016082A (en) * | 2008-10-09 | 2010-04-16 | ding-rui Wang | Packaging method of combining sleeve screw with printed circuit board |
-
2010
- 2010-09-23 MY MYPI2012001331A patent/MY154524A/en unknown
- 2010-09-23 MX MX2012003504A patent/MX2012003504A/es active IP Right Grant
- 2010-09-23 WO PCT/US2010/049937 patent/WO2011038079A1/en active Application Filing
- 2010-09-23 US US12/888,624 patent/US8161616B2/en active Active
- 2010-09-23 CA CA2774908A patent/CA2774908A1/en not_active Abandoned
- 2010-09-23 EP EP10819432.5A patent/EP2480796B1/en not_active Not-in-force
- 2010-09-23 CN CN201080044133.9A patent/CN102597542B/zh not_active Expired - Fee Related
- 2010-09-23 PL PL10819432T patent/PL2480796T3/pl unknown
- 2010-09-23 JP JP2012531016A patent/JP5646636B2/ja not_active Expired - Fee Related
- 2010-09-24 TW TW099132436A patent/TWI432650B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2480796A4 (en) | 2013-06-12 |
| US8161616B2 (en) | 2012-04-24 |
| EP2480796A1 (en) | 2012-08-01 |
| EP2480796B1 (en) | 2014-07-09 |
| MY154524A (en) | 2015-06-30 |
| CA2774908A1 (en) | 2011-03-31 |
| TWI432650B (zh) | 2014-04-01 |
| PL2480796T3 (pl) | 2014-12-31 |
| TW201116733A (en) | 2011-05-16 |
| WO2011038079A1 (en) | 2011-03-31 |
| US20110072630A1 (en) | 2011-03-31 |
| MX2012003504A (es) | 2012-05-08 |
| CN102597542B (zh) | 2014-01-08 |
| CN102597542A (zh) | 2012-07-18 |
| JP2013505860A (ja) | 2013-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5646636B2 (ja) | プラスチックキャップ式パネル固定装置の製造方法 | |
| EP2163814B1 (de) | Reflektor für eine Beleuchtungsvorrichtung eines Kraftfahrzeugs | |
| JP6457499B2 (ja) | 高い半径方向精度を有する焼結部品の製造方法及び焼結されるべき接合部品を含む組部品 | |
| JP2017026149A (ja) | 公差補償機能付き位置決め装置、当該装置を備えた一式の車両部品、および公差補償を伴う位置決め方法 | |
| ITTO20131025A1 (it) | Dispositivo distanziale autoregolabile | |
| JP2013505860A5 (ja) | ||
| KR101655466B1 (ko) | 손쉬운 탈장착성을 갖는 휠캡 | |
| CN104895896A (zh) | 转动受限的车轮轮爪螺母和螺母盖 | |
| CN105406662A (zh) | 一种电机定子的装配结构及装配方法 | |
| JP2015183791A (ja) | ショックアブソーバの製造方法 | |
| CN210149484U (zh) | 应用于自行车连体曲柄五通轴芯的牙塞、内衬和装配组件 | |
| JP4229802B2 (ja) | 車両用ドアミラー装置 | |
| JP5088943B2 (ja) | 筆記具の軸部材の製造方法 | |
| CN107717397B (zh) | 气缸盖水堵塞的压装工具 | |
| JP2008208617A (ja) | 扉のハンドルレバー用座 | |
| US20100154912A1 (en) | Hose | |
| CN211377752U (zh) | 一种用于eps电机的壳体后端盖配合结构 | |
| CN203476978U (zh) | 一种旋转抽芯铆钉 | |
| CN117052803B (zh) | 球笼壳、球笼万向节以及新能源车辆 | |
| KR19990064664A (ko) | 티타늄볼트의 제조방법 | |
| KR101407323B1 (ko) | 허브베어링 조립체 제조방법 | |
| US10215231B2 (en) | Bearing structure with close fit | |
| CN206785124U (zh) | 电动车锁体及安装于电动车锁体的壳体 | |
| JP2023069278A (ja) | 入れ子の固定方法および入れ子の製造方法 | |
| JP5734901B2 (ja) | ヒンジ装置の製造方法,ヒンジ装置の中間品及びヒンジ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130521 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5646636 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |