JP5636725B2 - モールディング成形用離型フィルム及びその製造方法 - Google Patents
モールディング成形用離型フィルム及びその製造方法 Download PDFInfo
- Publication number
- JP5636725B2 JP5636725B2 JP2010100761A JP2010100761A JP5636725B2 JP 5636725 B2 JP5636725 B2 JP 5636725B2 JP 2010100761 A JP2010100761 A JP 2010100761A JP 2010100761 A JP2010100761 A JP 2010100761A JP 5636725 B2 JP5636725 B2 JP 5636725B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- vapor deposition
- release
- molding
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/60—Releasing, lubricating or separating agents
- B29C33/62—Releasing, lubricating or separating agents based on polymers or oligomers
- B29C33/64—Silicone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/58—Applying the releasing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/68—Release sheets
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Chemical Vapour Deposition (AREA)
Description
オレフィン系の材料は低価格で加工性にも優れる一方、耐熱性に劣るため、高温での成型には使用できないなどいろいろと問題があるものであった。
本発明にかかるガスバリア性、撥水性及び離型性を有する有機成分含有有機珪素化合物の蒸着膜を有する離型フィルム及びその薄膜形成方法についてその層構成の一例を例示して図面を用いて説明する。
なお、本発明において、フィルムとは、シート、フィルム、フィルム状物又はシート状物のいずれの場合も意味するもので、特別な意味を与えるものではない。
本発明で用いる基材フィルムは、用途に応じ、基材フィルムに求められる物性、性能に適合するプラスチック材料を選択し、かつその表面粗さ、基材の厚み、表面凹凸形状など用途に応じた基材性状を設定、選択することができる。
かでも、耐熱性、機械的性質、寸法安定性、密着性、価格等の点から、本発明においては、特に、ポリプロピレン系樹脂、ポリエステル系樹脂、又はポリアミド系樹脂のフィルムないしシートが好ましい。また、基材フィルムとして上記の2種以上の樹脂を用いて2層以上の積層フィルムであってもよい。
ート(PBT)、ポリブチレンナフタレート等である。
さらに、例えば、テンター方式、あるいは、チューブラ方式等を利用して1軸ないし2軸延伸処理してもよい。
上記前処理のコート材としては、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリウレタン系樹脂、ポリ酢酸ビニル系樹脂、ポリエチレンあるいはポリプロピレン等のポリオレフィン系樹脂あるいはその共重合体ないし変性樹脂等を使用することができる。
本発明において、プラスチック基材フィルム上に形成される被膜物質は、有機珪素化合物等の蒸着モノマーガスを使用して形成される有機成分を含有する有機珪素化合物の連続蒸着膜であって、有機珪素化合物等の蒸着モノマーガスと酸素ガス等が化学反応し、その反応生成物が基材フィルムの一方の面に密着し、緻密な、柔軟性等に富む有機成分を含有する有機珪素化合物の連続蒸着膜を形成し、ガスバリア性及び離型性を有する層として用いるものであって、有機珪素化合物の連続蒸着膜中には、C−H結合又はSi−C結合を有する化合物、蒸着原料のモノマーである有機珪素化合物やそれらの誘導体などの有機成分を化学結合等によって含有している。
離型性層では、xが0.3〜1.5の範囲内にあって、yが1.2〜2.4の範囲内にあるのが好ましく、そして、xが1.0〜1.4の範囲内にあって、yが1.5〜2.1の範囲内にあるのがさらに好ましい。
ガスバリア性層では、xが1.3〜2.5の範囲内にあって、yが0.20〜1.5の範囲内にあるのが好ましく、そして、xが1.5〜2.0の範囲内にあって、yが0.70〜1.30の範囲内にあるのがさらに好ましい。
その厚さが5nm以下であると、蒸着膜の平面密度が低下して基材フィルムが表面に露出することとなり、ガスバリア性が十分に得られないし、均一なガスバリア性層とならない。また、有機珪素化合物の蒸着膜が剥離する可能性が増加する。一方、100nmより厚くなると、剛性が増してきて、その膜にクラック等が発生しやすくなるので好ましくない。必要以上に厚くすることは、蒸着膜の形成速度と関係し、生産性の低下、コスト高にもなる。
蒸着膜の膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、測定することができる。
蒸着モノマー材料は、Si原子とCH3基及び/又はC2H5基を含む有機珪素化合物で、常温で適当な蒸気圧を持ち、プラズマCVD法を実施することが可能な材料であればどのような材料でも構わない。
面での架橋化などにより有機珪素化合物薄膜のガスバリア性であって、成形材料等の移行阻止層の働きをするものとして好ましい。
メチル基あるいはエチル基を含み、且つSiを主鎖とする有機珪素化合物の蒸着膜材料源である有機珪素化合物とともに、常温で気体、あるいはPE−CVD法による処理時の温度で気体化するフッ素化炭化水素であればいずれでも使用することができる。
F2N+2のもの、4フッ化炭素、6フッ化エタン、8フッ化プロパンなどが挙げられる。
原料として用いるフッ素化炭化水素として、フッ素含有量の異なるフッ素化炭化水素を用いる、あるいは2種以上を混合して用いることによりフッ素化の度合いを制御でき、表面エネルギー又は撥水性を制御することができる。
キャリアガスとして、アルゴンガス又はヘリウムガスからなる不活性ガスを含有させることができる。
本発明の蒸着膜形成方法には、分子内に酸素原子を有する有機珪素化合物の蒸着原料モノマーガスを含有するガス組成物を使用し、所定のCVD法の条件下、プラズマ化学気相成長法により有機珪素化合物の連続蒸着膜を所定の搬送速度で送られるプラスチック基材の一方の面に化学気相成長させて形成し、その後、フルオロカーボンの存在によりフッ素化した場合、酸素存在下でプラズマCVD法により有機成分の含有量の多い蒸着膜を形成し、かつそのような有機成分含有有機珪素化合物の蒸着膜が混合ガス組成物中のフルオロカーボンの存在によりCH3基及び/又はC2H5基等のC−H結合の水素原子をフッ素化炭化水素のフッ素原子で置換し、あるいはフッ素化合物を含有した状態となることで、ガスバリア性を示し、優れた撥水性、離型性を発揮するフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を形成することができることから、本願発明では、あらかじめ有機シリコーンのガスをプラズマ反応させ、次いで、フルオロカーボン存在下、プラズマCVD反応させる方法を採用した。
くなるので、酸素の割合を制御することによりガスバリア性あるいは撥水性及び離型性を制御した有機珪素化合物の連続蒸着膜を形成する。
一般的には、有機成分の含有量が0.1〜80%位、好ましくは、5〜60%位が望ましいものである。含有率が、0.1%未満であると、有機珪素化合物の連続蒸着膜の離型性が低下し、あるいは、その耐衝撃性、延展性、柔軟性等が不十分となり、曲げ等により、擦り傷、クラック等が発生し易く、その安定性を維持することが困難になり、また、80%を越えると、離型性、蒸着膜の密着性も低下して好ましくない。
キャリア−ガスとして、アルゴンガス又はヘリウムガス等の希ガス、又は窒素ガス、あるいはそれらの混合ガスなどの不活性ガスを含有させることができる。
本発明においては、プラズマ化学気相成長装置11の真空チャンバ12内に配置された巻き出しロール13から基材フィルム1を繰り出し、該基材フィルム1は補助ロール14を介して所定の速度で冷却・電極ドラム15周面上に搬送する。ガス供給装置16、17及び原料揮発供給装置18等から酸素ガス、不活性ガス、有機珪素化合物、フルオロカーボンの蒸着用モノマーガス等を適宜供給し、目的の蒸着用混合ガス組成物を調製しながら原料供給ノズル19を通して真空チャンバ12内に該蒸着用混合ガス組成物を導入し、上記冷却・電極ドラム15の周面上に搬送された基材フィルム1の上に、グロー放電プラズマ20によって発生したプラズマを照射して、有機珪素化合物の連続蒸着膜を成膜化する。なお、冷却・電極ドラム15は、真空チャンバ12の外に配置されている電源21から所定の電力を印加する。また、冷却・電極ドラム15の近傍には、マグネット22を配置してプラズマの発生を促進している。
上記の例示は、プラズマ化学気相成長法の一例を示すものであり、これによって本発明は限定されるものではないことは言うまでもないことである。
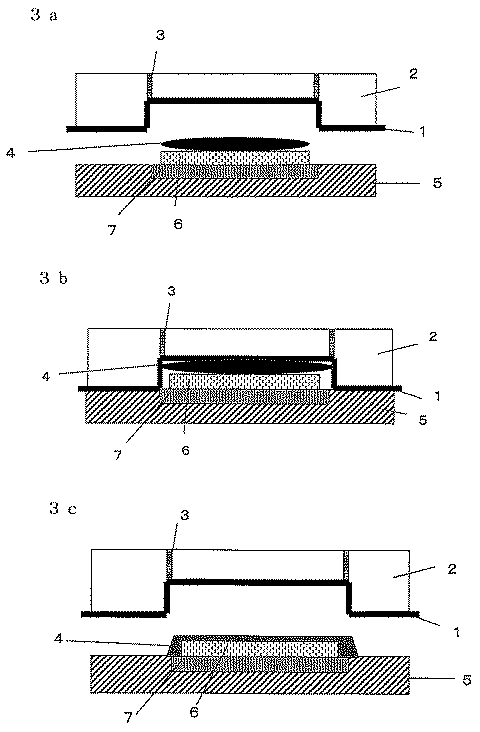
本発明の離型フィルムを用いて半導体チップを樹脂封止する半導体パッケージの製造方法の一例について図を用いて説明する。本発明はこれに限定されるものではない。
図2は、本発明の離型フィルムを適用し、リードフレームを有する半導体チップが配列したものを樹脂封止する直前の状態にある、樹脂封止モールディング装置を説明するための全体図及びその平面図である。
本発明のモールディング成形用離型フィルムは、二軸延伸ポリエチレンテレフタレート樹脂フィルムからなる基材フィルムの片面にプラズマCVD法によりフッ素ドープ有機成分含有有機珪素化合物の蒸着膜が積層されているものである。
なお、離型フィルムは一回の樹脂モールド操作ごとに新たに供給して樹脂モールドすることもできるし複数回の樹脂モールド操作ごとに新たに供給して樹脂モールドすることもできる。
、硬化時間1〜60分の範囲で適宜設定される。
本発明における実施例は、下記測定方法を用いて各種測定を行い、評価した。以下に実施例の物性値の測定方法及び評価方法を説明する。
(1)金型への追従性の評価
1cm四方、深さ5mmの金型を用意し、調製した各成形用離型フィルムを金型へ50MPaで真空吸引した。
の各フィルムの金型への追従性を外観で次のように評価した。
外観のしわの有無:○隙間なく追従している △少しシワがある
調製した各成形用フィルムを10cm四方にカットし、その各成形用離型フィルムの離型面中央に、モールディング成型に使用する封止樹脂であるエポキシ樹脂を垂らし、同じサイズの各成形用フィルムの離型面を内側にしてエポキシ樹脂を挟むように重ね、ゴムローラーで均一に力をかけ、その後、150℃で15分間加熱を行い、樹脂が硬化した後、フィルムをはがす。そのフィルムを剥がした時の剥離力を次のように評価した。
剥離力評価 ◎非常に軽い ○軽い △やや重い ×剥離しにくい
封止樹脂をアルミのカップに入れ、アルミカップの開口を各成形用離型フィルムで封止したものを秤量した。その後、各成形用離型フィルムを用いる成形温度及び圧力におけるガスバリア性を確認するため、成形条件に近似させた温度150℃、圧力10Paに設定し、10分間放置した後、アルミカップの重量変化を確認し、次のように評価した。
重量変化:○ 1.5%以下、 △ 1.5〜3%、 × 3%以上
(実施例1)
基材として、厚さ50μmの無延伸ポリエチレンテレフタレートフィルム(ユニチカ(株)製「KESK」)の片面にコロナ処理を施したものを用い、該無延伸ポリエステルフィルムを巻取り式PE−CVD蒸着装置の繰り出し側に、コロナ処理面が被蒸着面となるように設置し、その後、該基材フィルムを巻き出し、巻上げ張力を1.4N/mに設定し、巻き取り式PE−CVD蒸着装置の容器を密閉し、排気ポンプを稼動させて減圧し、キャパシタンスマノメーターにより測定し、装置内圧力が0.5Paに到達した段階で、蒸着モノマーとしてヘキサメチルジシロキサン(HMDSO)を採用し、液体状態で流量を計量し、その供給ラインの流量を1slm(standard liter/min、1atm、0℃あるいは、25℃など一定温度で規格化されたslmを意味する) に、また、装置内の雰囲気ガスとしてアルゴン(Ar)及び酸素ガス(O2)を用い、その供給ラインの流量を1:1(slm)に、それぞれ設定し、PE−CVD法蒸着装置の真空チャンバ内へ供給し、PE−CVD蒸着装置の容器内の圧力を10Paに調整した。
その後、基材フィルムの搬送を停止させ、捲き取り部のフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有する本発明の離型フィルムを回収し、所定の物性測定を実施した。
基材フィルム:二軸延伸ポリエチレンテレフタレート(ユニチカ(株)製「KESK」)
蒸着面:コロナ放電処理
蒸着材料:ヘキサメチレンジシロキサン(HMDSO)、C3F8
雰囲気ガス:Arガス、酸素ガス
導入ガス比;第1段目:HMDSO:Ar:O2=1:1:1[slm]
第2段目:C3F8:O2:Ar=5:0:5[slm]
巻き取り型PE−CVD装置
印加電圧:40KHz交流電源、8kW
フィルムの搬送速度:L/S=30m/min
成膜圧力:10[Pa]
前記蒸着時のガス雰囲気として、酸素ガスの導入量を5倍にしたこと以外は実施例1と同様にして、プラズマ化学気相蒸着によるフッ素ドープ有機成分含有有機珪素化合物の蒸着膜の成膜条件を下記のとおり設定して、フッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有する本発明の離型フィルムを得た。
基材フィルム:二軸延伸ポリエチレンテレフタレート(ユニチカ(株)製「KESK」)
蒸着面:コロナ放電処理
蒸着材料:ヘキサメチレンジシロキサン(HMDSO)、C3F8
雰囲気ガス:Arガス、酸素ガス
導入ガス比;第1段目:HMDSO:Ar:O2=1:1:5[slm]
第2段目:C3F8:O2:Ar=5:0:5[slm]
巻き取り型PE−CVD装置
印加電圧:40KHz交流電源、8kW
フィルムの搬送速度:L/S=30m/min
成膜圧力:10[Pa]
前記蒸着時のガス雰囲気として、アルゴンガスの導入量を5倍にしたこと、基材フィルムとしてポリブチレンテレフタレートを用いた以外は実施例1と同様にして、プラズマ化学気相蒸着によるフッ素ドープ有機成分含有有機珪素化合物の蒸着膜の成膜条件を下記のとおり設定して、フッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有する本発明の離型フィルムを得た。
基材フィルム:二軸延伸ポリブチレンテレフタレート(東レ(株)製「トレコン」)
蒸着面:コロナ放電処理
蒸着材料:ヘキサメチレンジシロキサン(HMDSO)、C3F8
雰囲気ガス:Arガス、酸素ガス
導入ガス比;第1段目:HMDSO:Ar:O2=1:1:1[slm]
第2段目:C3F8:O2:Ar=5:0:5[slm]
巻き取り型PE−CVD装置
印加電圧:40KHz交流電源、8kW
フィルムの搬送速度:L/S=30m/min
成膜圧力:10[Pa]
厚さ50μmのフッ素樹脂フィルムとして旭硝子製の商品名「アフレックス」を用いて、実施例1と同様の比較実験を行った。
厚さ50μmの無延伸のポリエステルフィルムとして、ユニチカ(株)製の商品名「KESK」のポリエチレンテレフタレートフィルムを用いて、実施例1と同様の比較実験を行った。
ポリエステルフィルムとして、東レ(株)製の商品名:「トレコン」の厚さ50μmのポリブチレンテレフタレートフイルムを用いて、実施例1と同様の比較実験を行った。
実施例と比較例を比較して明らかなとおり、本発明のフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を形成したモールディング成形用離型フィルムは、従来用いられているフッ素樹脂に匹敵する撥水性及び離型性を示す蒸着膜が得られ、しかも、ガスバリア性にも優れ、リリースフィルムとして総合的に優れた物性を有するものが得られることがわかる。
2:上金型
3:吸引口
4:封止樹脂
5:下金型
6:半導体チップ
7:基板
11:プラズマ化学気相成長装置
12:真空チャンバ
13:巻き出しロール
14:補助ロール
15:冷却・電極ドラム
16、17:ガス供給装置
18:原料揮発供給装置
19:原料供給ノズル
20:グロー放電プラズマ
21:電源
22:マグネット
23:補助ロール
24:巻き取りロール
25:真空ポンプ
Claims (8)
- プラスチック基材フィルムの片面もしくは両面に、プラズマ化学気相成長法により有機成分含有有機珪素化合物の蒸着膜及びその表面又は表面近傍にフッ素ドープしてなる有機成分含有有機珪素化合物の蒸着膜を有するガスバリア性のモールディング成形用離型フィルム。
- 有機成分含有有機珪素化合物の蒸着膜を形成する蒸着モノマー材料が1,1,3,3−テトラメチルジシロキサン(TMDSO)、テトラエトキシシラン(TEOS)又はヘキサメチルジシロキサン(HMDSO)を原料とした有機珪素化合物である請求項1に記載の離型フィルム。
- プラスチック基材フィルムがポリエステルフィルムである請求項1又は2に記載の離型フィルム。
- プラスチック基材フィルムがPBTである請求項1〜3のいずれか1項に記載の離型フィルム。
- ガスバリア性蒸着層がモールド樹脂成分の揮発成分をブロックすることを特徴とする請求項1〜4のいずれか1項に記載の離型フィルム。
- 樹脂封止型半導体チップパッケージを製造する際に、金型と半導体チップとの間に配置し、離型フィルムのガスバリア性蒸着層が金型の樹脂成形部を被覆し、半導体チップに供給される樹脂を封止するために用いる請求項1〜5のいずれか1項に記載の離型フィルム。
- プラスチック基材フィルムに有機珪素化合物を蒸着原料としてプラズマ化学気相成長法により形成した有機成分含有有機珪素化合物の蒸着膜を更にフッ素化炭化水素化合物を含む混合ガス雰囲気下でプラズマ化学気相反応法により処理して形成されたフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を表面又は表面近傍に形成した請求項1〜6のいずれか1項に記載の離型フィルム。
- モールディング成形用離型フィルムの製造方法であって、蒸着材料として有機珪素化合物を用いて、酸素ガスが存在する雰囲気下でプラズマ化学気相成長法により有機成分含有有機珪素化合物の蒸着膜を、プラスチック基材フィルムの片面もしくは両面に成膜し、フッ素化炭化水素化合物を含むガス雰囲気下、該有機成分含有有機珪素化合物の蒸着層をプラズマ化学気相反応法で処理することによりフッ素ドープ有機成分含有有機珪素化合物の蒸着膜を有機成分含有有機珪素化合物の表面又は表面近傍に形成するガスバリア性の樹脂モールディング成形用離型フィルムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010100761A JP5636725B2 (ja) | 2010-04-26 | 2010-04-26 | モールディング成形用離型フィルム及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010100761A JP5636725B2 (ja) | 2010-04-26 | 2010-04-26 | モールディング成形用離型フィルム及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011230320A JP2011230320A (ja) | 2011-11-17 |
| JP5636725B2 true JP5636725B2 (ja) | 2014-12-10 |
Family
ID=45320157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010100761A Active JP5636725B2 (ja) | 2010-04-26 | 2010-04-26 | モールディング成形用離型フィルム及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5636725B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013154602A1 (en) * | 2012-04-12 | 2013-10-17 | Saint-Gobain Performance Plastics Corporation | Method of manufacturing light emitting device |
| JP6316813B2 (ja) * | 2012-08-08 | 2018-04-25 | スリーエム イノベイティブ プロパティズ カンパニー | バリアフィルム構築及びその作製方法 |
| AU2014223297A1 (en) * | 2013-02-26 | 2015-09-10 | Bennett Precision Tooling Pty Ltd | A method of preparing a mould for injection molding |
| JP5792904B2 (ja) * | 2013-06-18 | 2015-10-14 | 積水化学工業株式会社 | 離型フィルム |
| CN106104776B (zh) * | 2014-03-07 | 2019-08-27 | Agc株式会社 | 脱模膜、其制造方法以及半导体封装体的制造方法 |
| DE112015001137T5 (de) * | 2014-03-07 | 2016-11-24 | Asahi Glass Company, Limited | Formwerkzeugtrennfilm und Verfahren zur Herstellung eines eingekapselten Körpers |
| WO2017180502A1 (en) * | 2016-04-15 | 2017-10-19 | 3M Innovative Properties Company | Preparation of electrical circuits by adhesive transfer |
| JP6884650B2 (ja) * | 2017-06-22 | 2021-06-09 | 三菱重工業株式会社 | 複合材構造物の製造方法 |
| NL2021058B1 (en) * | 2018-06-05 | 2019-12-11 | Besi Netherlands Bv | Method, foil, mould part and surface layer for encapsulating electronic components mounted on a carrier using expansion spaces absorbing local foil layer displacements |
| JP7594775B2 (ja) | 2020-02-28 | 2024-12-05 | ユニチカ株式会社 | 積層フィルムおよびその製造方法 |
| CN114589932B (zh) * | 2022-03-28 | 2024-11-22 | 湖州守真新材料科技有限公司 | 复合材料体、浸渍设备、及成型设备和方法、型材 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3678361B2 (ja) * | 2001-06-08 | 2005-08-03 | 大日本印刷株式会社 | ガスバリアフィルム |
| JP2004079566A (ja) * | 2002-08-09 | 2004-03-11 | Hitachi Chem Co Ltd | 半導体モールド用離型シート |
| WO2007125834A1 (ja) * | 2006-04-25 | 2007-11-08 | Asahi Glass Company, Limited | 半導体樹脂モールド用離型フィルム |
-
2010
- 2010-04-26 JP JP2010100761A patent/JP5636725B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011230320A (ja) | 2011-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5636725B2 (ja) | モールディング成形用離型フィルム及びその製造方法 | |
| JP6504284B2 (ja) | ガスバリア性フィルム、その製造方法、およびこれを用いた電子デバイス | |
| CN103796827B (zh) | 气体阻隔性膜、气体阻隔性膜的制造方法及电子器件 | |
| JP5716752B2 (ja) | ガスバリアフィルムの製造方法、ガスバリアフィルムおよび電子デバイス | |
| JP5761203B2 (ja) | ガスバリア性フィルム及び電子デバイス | |
| CN103025518B (zh) | 气体阻隔性膜、气体阻隔性膜的制造方法及电子器件 | |
| EP2650121A1 (en) | Gas-barrier film, method for producing gas-barrier film, and electronic device | |
| CN104903090B (zh) | 气体阻隔性膜 | |
| CN104284776A (zh) | 气体阻隔性膜、气体阻隔性膜的制造方法及电子设备 | |
| JP5895468B2 (ja) | 積層フィルム及びそれを用いたゴム成形体 | |
| CN105451984A (zh) | 阻气性膜及其制造方法以及使用该阻气性膜的电子器件 | |
| JP5565210B2 (ja) | 繊維強化プラスチック成形加工用フィルム及びその製造方法 | |
| KR101945092B1 (ko) | 가스 배리어 필름 및 가스 배리어 필름의 제조 방법 | |
| JP2011005837A (ja) | ガスバリア性帯電防止粘着フィルム | |
| JP2002210860A (ja) | 離型フィルムおよびその製造法 | |
| JP5782671B2 (ja) | 撥水性離型薄膜形成方法 | |
| JP5407901B2 (ja) | フレキシブルフラットケーブル(ffc)製造用撥水性離型フィルム | |
| JP5843425B2 (ja) | フッ素化合物を含有する有機成分含有有機珪素化合物の蒸着膜積層フィルム及びその製造方法 | |
| JP2014141055A (ja) | ガスバリア性フィルム | |
| JP5375015B2 (ja) | ガスバリア性積層フィルム | |
| JP5825216B2 (ja) | ガスバリアフィルムの製造方法および製造装置 | |
| JP5870964B2 (ja) | ガスバリア性積層フィルム | |
| JP5895855B2 (ja) | ガスバリア性フィルムの製造方法 | |
| JP5201072B2 (ja) | 透明ガスバリア性フィルム | |
| JP5870963B2 (ja) | ガスバリア性積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131203 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140131 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141007 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5636725 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |