JP5589275B2 - 蓄電装置及びその製造方法 - Google Patents
蓄電装置及びその製造方法 Download PDFInfo
- Publication number
- JP5589275B2 JP5589275B2 JP2008278362A JP2008278362A JP5589275B2 JP 5589275 B2 JP5589275 B2 JP 5589275B2 JP 2008278362 A JP2008278362 A JP 2008278362A JP 2008278362 A JP2008278362 A JP 2008278362A JP 5589275 B2 JP5589275 B2 JP 5589275B2
- Authority
- JP
- Japan
- Prior art keywords
- metal case
- resin frame
- temperature sensor
- power storage
- storage device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003860 storage Methods 0.000 title claims description 40
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 181
- 239000002184 metal Substances 0.000 claims description 181
- 229920005989 resin Polymers 0.000 claims description 122
- 239000011347 resin Substances 0.000 claims description 122
- 238000001514 detection method Methods 0.000 claims description 38
- 238000000576 coating method Methods 0.000 claims description 31
- 239000011248 coating agent Substances 0.000 claims description 29
- 238000000465 moulding Methods 0.000 claims description 22
- 238000000034 method Methods 0.000 claims description 5
- 239000011255 nonaqueous electrolyte Substances 0.000 description 34
- 238000001816 cooling Methods 0.000 description 19
- 238000004070 electrodeposition Methods 0.000 description 12
- 238000010248 power generation Methods 0.000 description 8
- 238000009413 insulation Methods 0.000 description 7
- 238000004381 surface treatment Methods 0.000 description 7
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 230000008961 swelling Effects 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003990 capacitor Substances 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000005536 corrosion prevention Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Description
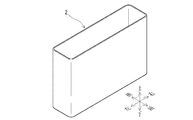
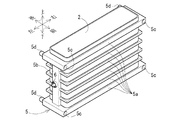
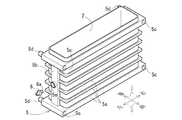
2 金属ケース
3 蓋板
4 端子
5 樹脂フレーム
5a 桟部
5b 柱部
5c 係合穴
5d 係合突起
5e センサ取付部
6 温度センサ
6a 温度検知部
6b 配線
Claims (8)
- 金属ケースを用いた蓄電装置において、
前記金属ケースの外表面で樹脂成形することにより、前記金属ケースの外表面の一部に固着された樹脂フレームと、
前記金属ケースの外表面に温度センサの検知部が当接又は近接する状態で前記樹脂フレームに埋め込まれた温度センサと、
を備え、
前記金属ケースは、前記樹脂フレームが固着されていない金属露出面を外側面に有することを特徴とする蓄電装置。 - 前記樹脂フレームの内部に、前記温度センサの配線が埋め込まれている請求項1に記載の蓄電装置。
- 金属ケースを用いた蓄電装置において、
前記金属ケースの外表面上で樹脂成形することにより、この金属ケースの外表面の一部に固着されると共に、この樹脂成形の際に温度センサの検知部を金属ケースの外表面に当接又は近接させた状態で内部にこの温度センサの全部又は一部が埋め込まれた樹脂フレームを備え、
前記金属ケースは、前記樹脂フレームが固着されていない金属露出面を外側面に有することを特徴とする蓄電装置。 - 前記樹脂フレームが、樹脂成形の際に内部に温度センサの全部又は一部と共に、この温度センサの配線も埋め込まれたものであることを特徴とする請求項3に記載の蓄電装置。
- 金属ケースを用いた蓄電装置において、
前記金属ケースの外表面上で樹脂成形することにより、この金属ケースの外表面の一部に固着されると共に、この樹脂成形の際に金属ケースの外表面に通じる温度センサ取付部が形成された樹脂フレームを備え、
前記金属ケースは、前記樹脂フレームが固着されていない金属露出面を外側面に有することを特徴とする蓄電装置。 - 金属ケースを用いた蓄電装置の製造方法において、
前記金属ケースの外表面に温度センサの検知部を当接させた状態で、この金属ケースの外表面上で樹脂成形することにより、この金属ケースの外表面の一部に固着されることにより、前記金属ケースの外側面に樹脂フレームの固着されていない金属露出面を形成すると共に、内部にこの温度センサの全部又は一部を埋め込んだ樹脂フレームを形成することを特徴とする蓄電装置の製造方法。 - 前記金属露出面は、絶縁塗装膜が形成されている請求項1〜5のいずれか1項に記載の蓄電装置。
- 前記樹脂フレームは、複数の桟部と、当該複数の桟部を繋ぐ柱部と、を有する請求項1〜5及び請求項7のいずれか1項に記載の蓄電装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008278362A JP5589275B2 (ja) | 2008-10-29 | 2008-10-29 | 蓄電装置及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008278362A JP5589275B2 (ja) | 2008-10-29 | 2008-10-29 | 蓄電装置及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010108699A JP2010108699A (ja) | 2010-05-13 |
| JP2010108699A5 JP2010108699A5 (ja) | 2011-12-08 |
| JP5589275B2 true JP5589275B2 (ja) | 2014-09-17 |
Family
ID=42297957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008278362A Active JP5589275B2 (ja) | 2008-10-29 | 2008-10-29 | 蓄電装置及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5589275B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101800815B1 (ko) | 2014-11-03 | 2017-11-23 | 주식회사 엘지화학 | 셀 인서트 사출구조를 구비하는 배터리 모듈 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106373778B (zh) * | 2016-09-14 | 2019-01-01 | 铜陵源丰电子有限责任公司 | 一种防爆电容器 |
| CN106206007A (zh) * | 2016-09-14 | 2016-12-07 | 铜陵源丰电子有限责任公司 | 一种自动通/断电的大型工业用电容器 |
| CN106206005B (zh) * | 2016-09-14 | 2019-01-01 | 铜陵源丰电子有限责任公司 | 一种智能水冷机动散热电容器 |
| CN106373777A (zh) * | 2016-09-14 | 2017-02-01 | 铜陵源丰电子有限责任公司 | 一种换热防爆电容器 |
| KR20210027948A (ko) * | 2019-09-03 | 2021-03-11 | 주식회사 엘지화학 | 배터리 팩, 이를 포함하는 배터리 랙 및 전력 저장 장치 |
| SE2250626A1 (en) * | 2022-05-25 | 2023-11-26 | Northvolt Ab | Integrated sensor in a battery module |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6332874A (ja) * | 1986-07-24 | 1988-02-12 | Matsushita Electric Works Ltd | 蓄電池の温度センサ取付構造 |
| JPH0461762A (ja) * | 1990-06-27 | 1992-02-27 | Matsushita Electric Works Ltd | 蓄電池装置 |
| JPH065267A (ja) * | 1992-06-17 | 1994-01-14 | Matsushita Electric Ind Co Ltd | 角形電池の製造方法 |
| JP2001035450A (ja) * | 1999-07-19 | 2001-02-09 | Toyota Motor Corp | 角型電池 |
| JP3068733U (ja) * | 1999-11-04 | 2000-05-16 | 宇呂電子工業株式会社 | 電池ボックス |
| JP2002334684A (ja) * | 2001-05-02 | 2002-11-22 | Daiwa Kasei Ind Co Ltd | 電池ケース |
| JP3778841B2 (ja) * | 2001-10-26 | 2006-05-24 | 三洋電機株式会社 | 電池パックの製造方法 |
| JP2003346747A (ja) * | 2002-05-28 | 2003-12-05 | Sanyo Electric Co Ltd | 電池パックとその製造方法 |
| JP4530784B2 (ja) * | 2004-09-30 | 2010-08-25 | 三洋電機株式会社 | パック電池 |
| WO2006099602A2 (en) * | 2005-03-16 | 2006-09-21 | Ford Global Technologies, Llc | Power supply system |
| JP4958409B2 (ja) * | 2005-06-01 | 2012-06-20 | 三洋電機株式会社 | 組電池 |
| JP4640622B2 (ja) * | 2008-04-25 | 2011-03-02 | 本田技研工業株式会社 | 蓄電装置及び金属電槽の製造方法 |
| JP5332490B2 (ja) * | 2008-10-17 | 2013-11-06 | 株式会社Gsユアサ | 蓄電装置及びその製造方法 |
-
2008
- 2008-10-29 JP JP2008278362A patent/JP5589275B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101800815B1 (ko) | 2014-11-03 | 2017-11-23 | 주식회사 엘지화학 | 셀 인서트 사출구조를 구비하는 배터리 모듈 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010108699A (ja) | 2010-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5589275B2 (ja) | 蓄電装置及びその製造方法 | |
| JP2010108699A5 (ja) | ||
| JP5144582B2 (ja) | 蓄電装置の漏液伝達抑制構造 | |
| JP5266759B2 (ja) | 鉛蓄電池 | |
| KR101267652B1 (ko) | 라미네이트형 전지의 가압 장치 | |
| US6524739B1 (en) | Secondary battery | |
| KR101303477B1 (ko) | 배터리 어셈블리 | |
| JP4640622B2 (ja) | 蓄電装置及び金属電槽の製造方法 | |
| JP2008140711A (ja) | パック電池 | |
| JP6449315B2 (ja) | 電池パック | |
| JP4530711B2 (ja) | パック電池 | |
| CN107104211B (zh) | 蓄电装置以及蓄电装置的制造方法 | |
| KR20120006984A (ko) | 프레임을 구비한 갈바닉 셀 및 이 갈바닉 셀의 제조 방법 | |
| WO2000013241A1 (en) | Method and structure for connecting batteries | |
| KR20150092854A (ko) | 단차 구조를 포함하는 전지셀 및 절연저항 불량 확인 방법 | |
| JP5332490B2 (ja) | 蓄電装置及びその製造方法 | |
| JP3454738B2 (ja) | 保護素子を内蔵するパック電池 | |
| JP6780261B2 (ja) | 蓄電装置 | |
| JP2010097865A5 (ja) | ||
| JP2012146602A (ja) | 二重成型品、二重成型品の製造方法、および電池モジュール | |
| JP2012226840A (ja) | 非水電解質二次電池 | |
| JP6715927B2 (ja) | 電池モジュール | |
| JP2008016190A (ja) | パック電池 | |
| JP5329201B2 (ja) | パック電池 | |
| JP6135343B2 (ja) | 配線モジュール及び蓄電モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140603 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140714 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5589275 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |