JP5575698B2 - 部品接合用治具 - Google Patents
部品接合用治具 Download PDFInfo
- Publication number
- JP5575698B2 JP5575698B2 JP2011105001A JP2011105001A JP5575698B2 JP 5575698 B2 JP5575698 B2 JP 5575698B2 JP 2011105001 A JP2011105001 A JP 2011105001A JP 2011105001 A JP2011105001 A JP 2011105001A JP 5575698 B2 JP5575698 B2 JP 5575698B2
- Authority
- JP
- Japan
- Prior art keywords
- jig
- component
- solder
- cut
- joining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Description
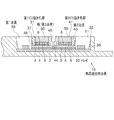
また、治具の一部が錘として作用するため、各部品の接合面に均一な押圧力を付与でき、半田の溶融時に該半田を各部品の接合面に均一に流動させて各部品を接合することができる。これにより、半田の流動が偏るために部品が傾いたり半田が部品の接合面からはみ出したりすることを防止することができる。
すなわち、簡易な構造で複数の部品を位置決めできると共に、各部品の接合面に均一な押圧力を付与できる部品接合用治具を提供することができる。
これにより、第1部品と第1治具との隙間に第1半田や第2部品が潜り込んだり、第2部品と第2治具との隙間に第2半田や第3部品が潜り込んだりすることによって部品の位置がずれたり半田が部品の接合面からはみ出したりすることを防止することができる。
また、溶着炉内の還元ガスを、面取り部の形成により生じた空間を通して部品接合用治具内に良好に導入して各部品に提供できると共に、半田やランド等の表面の酸化物が還元された場合に生じるガスを、面取り部の形成により生じた空間を通して逃がすことができ、良好な半田付けが可能となる。
図1は、電子装置としての半導体装置の一例を示す概略断面図である。
また、治具の一部が錘として作用するため、各部品の接合面に均一な押圧力を付与でき、半田の溶融時に該半田を各部品の接合面に均一に流動させて各部品を接合することができる。これにより、半田の流動が偏るために部品が傾いたり半田が部品の接合面からはみ出したりすることを防止することができる。
すなわち、簡易な構造で複数の部品を位置決めできると共に、各部品の接合面に均一な押圧力を付与できる部品接合用治具10を提供することができる。
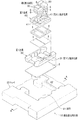
2 ベース銅(第1部品)
3 第1半田
4 基板(第2部品)
5 第2半田
6 チップ(第3部品)
10 部品接合用治具
20 トレイ
21 凹部
30 第1治具
31 第1くり抜き孔部
32 外周部
33 第1隔壁部
35 切欠き部
36 面取り部
40 第2治具
41 第2くり抜き孔部
42 外周部
43 第2隔壁部
43a 主壁(押圧部)
44 隙間
45 貫通孔
46 面取り部
50 錘(第3治具)
Claims (5)
- 電子装置を構成する複数の部品を半田により接合するための部品接合用治具であって、
前記半田を溶融して前記複数の部品を接合するための溶着炉内に前記複数の部品を搬送するための、凹部を有するトレイと、
前記トレイの前記凹部内に位置決めされて配置される第1部品の上に載置可能であると共に、前記トレイの前記凹部に嵌合して配置され、第1くり抜き孔部を有する第1治具と、
前記第1治具の前記第1くり抜き孔部内に位置決めされて前記第1部品の上に順次積層して配置される第1半田及び第2部品の上に載置可能であると共に、前記第1治具の前記第1くり抜き孔部に嵌合して配置され、第2くり抜き孔部を有する第2治具と、
前記第2治具の前記第2くり抜き孔部内に位置決めされて前記第2部品の上に順次積層して配置される第2半田及び第3部品の上に載置可能であると共に、前記第2治具の前記第2くり抜き孔部に嵌合して配置される第3治具と、
を備えることを特徴とする部品接合用治具。 - 前記第1治具は、複数の第1くり抜き孔部と、前記複数の第1くり抜き孔部の間に位置する第1隔壁部とを有し、
前記第2治具は、複数の第2くり抜き孔部と、前記複数の第2くり抜き孔部の間に位置する第2隔壁部とを有し、
前記第2治具の前記第2隔壁部は、前記第1治具の前記第1隔壁部の少なくとも一部を跨いで前記第2部品の一部を押圧可能な押圧部を有することを特徴とする請求項1に記載の部品接合用治具。 - 前記第1治具の外周部に、前記第1くり抜き孔部と外部とを連通させる切欠き部が形成されており、前記第2治具の前記押圧部に、鉛直方向の貫通孔が形成されていることを特徴とする請求項2に記載の部品接合用治具。
- 前記第1治具及び前記第2治具の下端面の外周には、全周に面取り部が形成されていることを特徴とする請求項1乃至請求項3のいずれか一項に記載の部品接合用治具。
- 前記トレイ、前記第1治具及び前記第2治具は、カーボンを含む素材から形成されていることを特徴とする請求項1乃至請求項4のいずれか一項に記載の部品接合用治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011105001A JP5575698B2 (ja) | 2011-05-10 | 2011-05-10 | 部品接合用治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011105001A JP5575698B2 (ja) | 2011-05-10 | 2011-05-10 | 部品接合用治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012238638A JP2012238638A (ja) | 2012-12-06 |
| JP5575698B2 true JP5575698B2 (ja) | 2014-08-20 |
Family
ID=47461312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011105001A Active JP5575698B2 (ja) | 2011-05-10 | 2011-05-10 | 部品接合用治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5575698B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102060005B1 (ko) * | 2013-06-07 | 2019-12-27 | 엘지디스플레이 주식회사 | 회로기판 부품 실장 장치 및 그 방법 |
| JP6148171B2 (ja) * | 2013-12-27 | 2017-06-14 | 本田技研工業株式会社 | 半導体装置の製造方法および製造治具 |
| KR102471274B1 (ko) * | 2018-02-13 | 2022-11-28 | 삼성전자주식회사 | 리플로우를 위한 스택 툴 및 이를 포함하는 리플로우 장치 |
| WO2020045522A1 (ja) * | 2018-08-31 | 2020-03-05 | 三菱電機株式会社 | 冶具および半導体装置の製造方法 |
| JP7287085B2 (ja) | 2019-04-18 | 2023-06-06 | 富士電機株式会社 | 組立冶具セットおよび半導体モジュールの製造方法 |
| CN114535736A (zh) * | 2022-03-29 | 2022-05-27 | 武汉工程大学 | 一种激光锡焊焊接fpc软板的夹具 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06134570A (ja) * | 1992-10-26 | 1994-05-17 | Toyota Motor Corp | はんだ付け時の可動式部品組付補助具 |
| JP2002361410A (ja) * | 2001-05-31 | 2002-12-18 | Toyota Motor Corp | リフローはんだ付け用冶具 |
| JP5116615B2 (ja) * | 2008-09-02 | 2013-01-09 | 新電元工業株式会社 | 位置決め治具ユニット、及び、半田付け方法 |
| JP2010098153A (ja) * | 2008-10-17 | 2010-04-30 | Calsonic Kansei Corp | 半導体チップ位置決め治具ユニット |
-
2011
- 2011-05-10 JP JP2011105001A patent/JP5575698B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012238638A (ja) | 2012-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5575698B2 (ja) | 部品接合用治具 | |
| JP5116615B2 (ja) | 位置決め治具ユニット、及び、半田付け方法 | |
| US8735729B2 (en) | Double-sided substrate, semiconductor device and method for the same | |
| JP2016219852A5 (ja) | 冷却器付パワーモジュール用基板 | |
| JP6176433B2 (ja) | ベーパチャンバ | |
| JP2008542029A (ja) | 2つの表面を1つにはんだ付けする方法と、1つにはんだ付けされた2つの表面を有する装置 | |
| US8373269B1 (en) | Jigs with controlled spacing for bonding dies onto package substrates | |
| US8056230B2 (en) | Method for manufacturing plate stacks, particularly coolers or cooler elements consisting of plate stacks | |
| JP2015012065A (ja) | 半導体装置の製造方法 | |
| JP2014209591A (ja) | 金属−セラミックス板積層体の製造装置及び製造方法、パワーモジュール用基板の製造装置及び製造方法 | |
| US8002542B2 (en) | Heat treatment jig and heat treatment jig set | |
| JP2007194477A (ja) | 位置決め治具、位置決め方法、半導体モジュールの製造方法及び半田付け装置 | |
| JP2020178026A (ja) | 組立冶具セットおよび半導体モジュールの製造方法 | |
| JP2013021145A (ja) | 半導体装置の組立治具およびそれを用いた半導体装置の製造方法 | |
| JP2021158158A (ja) | はんだ付け方法、はんだ付け装置およびシートはんだ | |
| JP2009146950A (ja) | 半導体装置およびその製造方法 | |
| JP2010098153A (ja) | 半導体チップ位置決め治具ユニット | |
| JP6264822B2 (ja) | ヒートシンク付パワーモジュール用基板及びその製造方法 | |
| JP5131205B2 (ja) | パワーモジュール用基板の製造方法 | |
| JP5887907B2 (ja) | パワーモジュール用基板の製造方法および製造装置 | |
| JP4396568B2 (ja) | ハンダ付け構造体の製造方法 | |
| JP6782375B1 (ja) | 金属回路パターンおよび金属回路パターンの製造方法 | |
| JP5397120B2 (ja) | 半田付け方法および半田付け装置 | |
| JPS59118269A (ja) | ピンろう接方法 | |
| WO2019146639A1 (ja) | セラミックス-金属接合体の製造方法、製造装置及びセラミックス-金属接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140617 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140702 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5575698 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |