JP5534442B2 - コイル - Google Patents
コイル Download PDFInfo
- Publication number
- JP5534442B2 JP5534442B2 JP2010182794A JP2010182794A JP5534442B2 JP 5534442 B2 JP5534442 B2 JP 5534442B2 JP 2010182794 A JP2010182794 A JP 2010182794A JP 2010182794 A JP2010182794 A JP 2010182794A JP 5534442 B2 JP5534442 B2 JP 5534442B2
- Authority
- JP
- Japan
- Prior art keywords
- winding
- coil
- end side
- strands
- wound
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004804 winding Methods 0.000 claims description 390
- 230000002093 peripheral effect Effects 0.000 claims description 41
- 238000000034 method Methods 0.000 description 12
- 239000010410 layer Substances 0.000 description 6
- 230000012447 hatching Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000002500 effect on skin Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 102200118166 rs16951438 Human genes 0.000 description 1
- 102220240464 rs553587755 Human genes 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2823—Wires
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/02—Fixed inductances of the signal type without magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/064—Winding non-flat conductive wires, e.g. rods, cables or cords
- H01F41/069—Winding two or more wires, e.g. bifilar winding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/064—Winding non-flat conductive wires, e.g. rods, cables or cords
- H01F41/069—Winding two or more wires, e.g. bifilar winding
- H01F41/07—Twisting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/082—Devices for guiding or positioning the winding material on the former
- H01F41/084—Devices for guiding or positioning the winding material on the former for forming pancake coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/06—Coil winding
- H01F41/082—Devices for guiding or positioning the winding material on the former
- H01F41/086—Devices for guiding or positioning the winding material on the former in a special configuration on the former, e.g. orthocyclic coils or open mesh coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/2871—Pancake coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F37/00—Fixed inductances not covered by group H01F17/00
- H01F37/005—Fixed inductances not covered by group H01F17/00 without magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F38/00—Adaptations of transformers or inductances for specific applications or functions
- H01F38/14—Inductive couplings
Description
複数の素線からなる巻線の巻終り端側の巻線および巻始め端側の巻線の一方側を内周側から外周側に向かって巻回するとともに、他方側を内周側から外周側に引き出してなるコイルにおいて、
前記一方側の巻線の複数の素線を前記コイルの巻回軸線方向である縦方向に積み重ねた状態で一緒にして巻回し、前記一方側の巻線と前記他方側の巻線の交差部分では、前記一方側の巻線は、前記複数の素線の配列状態を前記縦方向に押しつぶすようにして前記コイルの径方向である横方向に展開するのに対し、前記他方側の巻線の複数の素線は、前記一方側の巻線の配列状態が前記縦方向に押しつぶされることにより空いた前記縦方向のスペースに前記一方側の巻線に重ね合わせられて、前記縦方向の全体としての高さが、前記交差部分以外の非交差部分での高さと同等となるように調整されてなることを特徴とするものである。
また、本発明に係るコイルは、
複数の素線からなる巻線の巻終り端側の巻線および巻始め端側の巻線の一方側を内周側から外周側に向かって巻回するとともに、他方側を内周側から外周側に引き出してなるコイルにおいて、
前記複数の素線を前記コイルの巻回軸線方向である縦方向に積み重ねた状態で一緒にして巻回し、前記巻終り端側の巻線と前記巻始め端側の巻線の交差部分では、該複数の素線を前記コイルの径方向である横方向に寝かせた状態で重畳させて交差するように構成されていることを特徴とするものである。
また、本発明の説明において素線という用語を使用しているが、本明細書でいう素線とは、銅、銀などの導電性を有する線材の表面に絶縁被膜を施した1本の線材を意味するものである。
2 巻軸
3、3´、3A、3B、3C コイルの端面
4、4A、4B、4C 交差部
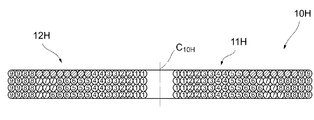
10、10´、10A、10B、10C、10D、10E、10F、10G、10H、10J、10K コイル
11E、11F、11G、11H、11J、11K 巻終り端側の巻線
12E、12F、12G、12H、12J、12K 巻始め端側の巻線
Claims (4)
- 複数の素線からなる巻線の巻終り端側の巻線および巻始め端側の巻線の一方側を内周側から外周側に向かって巻回するとともに、他方側を内周側から外周側に引き出してなるコイルにおいて、
前記一方側の巻線の複数の素線を前記コイルの巻回軸線方向である縦方向に積み重ねた状態で一緒にして巻回し、前記一方側の巻線と前記他方側の巻線の交差部分では、前記一方側の巻線は、前記複数の素線の配列状態を前記縦方向に押しつぶすようにして前記コイルの径方向である横方向に展開するのに対し、前記他方側の巻線の複数の素線は、前記一方側の巻線の配列状態が前記縦方向に押しつぶされることにより空いた前記縦方向のスペースに前記一方側の巻線に重ね合わせられて、前記縦方向の全体としての高さが、前記交差部分以外の非交差部分での高さと同等となるように調整されてなることを特徴とするコイル。 - 複数の素線からなる巻線の巻終り端側の巻線および巻始め端側の巻線の一方側を内周側から外周側に向かって巻回するとともに、他方側を内周側から外周側に引き出してなるコイルにおいて、
前記複数の素線を前記コイルの巻回軸線方向である縦方向に積み重ねた状態で一緒にして巻回し、前記巻終り端側の巻線と前記巻始め端側の巻線の交差部分では、該複数の素線を前記コイルの径方向である横方向に寝かせた状態で重畳させて交差するように構成されていることを特徴とするコイル。 - 前記一方側の巻線を内周側から外周側に向かって巻回するとともに、前記他方側の巻線を、曲線を描くようにして外周側に引き出し、前記交差部分が、外周に向かうにしたがって周方向にずれていくように配されてなることを特徴とする請求項1または2に記載のコイル。
- 前記他方側の巻線が、整数巻数分だけ、内周側から外周側に向けてコイル端面上で曲線を描くようにして引き回された後、外周側に引き出されてなることを特徴とする請求項3に記載のコイル。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010182794A JP5534442B2 (ja) | 2009-10-16 | 2010-08-18 | コイル |
| US12/882,480 US8373532B2 (en) | 2009-10-16 | 2010-09-15 | Coil |
| CN2010102878845A CN102044330B (zh) | 2009-10-16 | 2010-09-17 | 线圈 |
| EP10179433.7A EP2312595B1 (en) | 2009-10-16 | 2010-09-24 | Coil |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009239738 | 2009-10-16 | ||
| JP2009239738 | 2009-10-16 | ||
| JP2010182794A JP5534442B2 (ja) | 2009-10-16 | 2010-08-18 | コイル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011103439A JP2011103439A (ja) | 2011-05-26 |
| JP5534442B2 true JP5534442B2 (ja) | 2014-07-02 |
Family
ID=43466579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010182794A Active JP5534442B2 (ja) | 2009-10-16 | 2010-08-18 | コイル |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8373532B2 (ja) |
| EP (1) | EP2312595B1 (ja) |
| JP (1) | JP5534442B2 (ja) |
| CN (1) | CN102044330B (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5532422B2 (ja) * | 2010-07-30 | 2014-06-25 | スミダコーポレーション株式会社 | コイル |
| JP2012230972A (ja) | 2011-04-25 | 2012-11-22 | Sumida Corporation | コイル部品、圧粉インダクタおよびコイル部品の巻回方法 |
| JP5391298B2 (ja) * | 2012-03-15 | 2014-01-15 | 昭和電線デバイステクノロジー株式会社 | リッツ線コイルおよび加熱装置 |
| EP2709118A1 (en) * | 2012-09-14 | 2014-03-19 | Magnetic Components Sweden AB | Optimal inductor |
| CA2997184C (en) * | 2014-09-05 | 2023-09-19 | Yaroslav Andreyevitch Pichkur | Transformer |
| DE102015226097B3 (de) * | 2015-12-18 | 2017-03-16 | Siemens Aktiengesellschaft | Wicklungsanordnung, Transformator und Spule |
| EP3625810B1 (en) * | 2017-05-15 | 2021-06-09 | Comsys AB | Alpha-coil with transposition of the multi-filament conductor |
| CN107516587B (zh) * | 2017-09-20 | 2020-06-09 | 中国科学院微电子研究所 | 一种电感以及制造电感的方法 |
| JP6801795B2 (ja) | 2017-11-28 | 2020-12-16 | 株式会社村田製作所 | インダクタおよびトランス |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US512340A (en) * | 1893-07-07 | 1894-01-09 | Nikola Tesla | Coil for electro-magnets |
| US3676814A (en) * | 1970-02-06 | 1972-07-11 | Westinghouse Electric Corp | High temperature adhesive overcoat for magnet wire |
| CH625905A5 (en) * | 1977-07-05 | 1981-10-15 | Proizv Ob Uralelektrotyazhmash | Method for winding a transformer winding, and the transformer winding produced in accordance with this method |
| EP0258344B1 (de) * | 1986-02-14 | 1991-01-23 | Cornelius Lungu | Elektrisches bauelement mit induktiven und kapazitiven eigenschaften |
| US4794361A (en) * | 1988-03-10 | 1988-12-27 | General Motors Corporation | Coil winding method for maximum utilization of winding envelope |
| JPH06301914A (ja) * | 1993-04-14 | 1994-10-28 | Canon Inc | 磁気ヘッド用コイルの巻回方法および磁気ヘッド |
| JP2000333433A (ja) * | 1999-05-20 | 2000-11-30 | Mosutetsuku:Kk | リニアモーター用コイル装置 |
| JP2002025833A (ja) * | 2000-07-05 | 2002-01-25 | Tokin Corp | 電磁コイル |
| JP3682951B2 (ja) | 2000-11-30 | 2005-08-17 | 太陽誘電株式会社 | コイルの製造方法及びコイル部品とその製造方法 |
| JP4267951B2 (ja) * | 2003-03-28 | 2009-05-27 | 古河電気工業株式会社 | コイル |
| JP2004336984A (ja) * | 2003-04-18 | 2004-11-25 | Denso Corp | コイル、その製造方法およびその製造装置、ティース、コアならびに回転電機 |
| JP4192727B2 (ja) * | 2003-08-29 | 2008-12-10 | トヨタ自動車株式会社 | コイル巻線機 |
| WO2005086187A1 (ja) * | 2004-03-09 | 2005-09-15 | Matsushita Electric Industrial Co., Ltd. | トランス |
| JP2006049750A (ja) | 2004-08-09 | 2006-02-16 | Okayama Giken:Kk | 導出壕を付与した空芯コイルとその製造方法 |
| KR20080031153A (ko) * | 2005-08-04 | 2008-04-08 | 더 리전트 오브 더 유니버시티 오브 캘리포니아 | 인터리브된 3차원 온칩 차동 인덕터 및 트랜스포머 |
| CN101258567B (zh) * | 2005-09-08 | 2012-07-04 | 胜美达集团株式会社 | 线圈装置、复合线圈装置、及变压器装置 |
| JP4057038B2 (ja) | 2006-06-05 | 2008-03-05 | メレアグロス株式会社 | 電力伝送方法、電力伝送装置のコイルの選別方法および使用方法 |
| CN101325120A (zh) * | 2007-06-15 | 2008-12-17 | 台达电子工业股份有限公司 | 变压器及其线圈绕线方法 |
| EP2201583B1 (en) * | 2007-09-12 | 2017-01-11 | Texas Instruments (Cork) Limited | A transformer assembly |
| JP2009158598A (ja) * | 2007-12-25 | 2009-07-16 | Panasonic Electric Works Co Ltd | 平面コイル及びこれを用いた非接触電力伝送機器 |
| JP4752879B2 (ja) * | 2008-07-04 | 2011-08-17 | パナソニック電工株式会社 | 平面コイル |
| US7830237B1 (en) * | 2009-08-19 | 2010-11-09 | Intelextron Inc. | Transformer |
| JP5532422B2 (ja) * | 2010-07-30 | 2014-06-25 | スミダコーポレーション株式会社 | コイル |
-
2010
- 2010-08-18 JP JP2010182794A patent/JP5534442B2/ja active Active
- 2010-09-15 US US12/882,480 patent/US8373532B2/en active Active
- 2010-09-17 CN CN2010102878845A patent/CN102044330B/zh active Active
- 2010-09-24 EP EP10179433.7A patent/EP2312595B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2312595A3 (en) | 2013-04-24 |
| CN102044330A (zh) | 2011-05-04 |
| CN102044330B (zh) | 2013-05-01 |
| EP2312595A2 (en) | 2011-04-20 |
| US8373532B2 (en) | 2013-02-12 |
| EP2312595B1 (en) | 2014-08-13 |
| JP2011103439A (ja) | 2011-05-26 |
| US20110090035A1 (en) | 2011-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5534442B2 (ja) | コイル | |
| JP5193292B2 (ja) | 電磁的に励磁可能なコイル | |
| CN101346782B (zh) | 卷绕方法和线圈单元 | |
| JP6351866B2 (ja) | 回転電機 | |
| JP6245082B2 (ja) | 多対ケーブル | |
| CN104167846A (zh) | 制造自承式气隙绕组尤其是小型电机的斜绕组的成型线圈 | |
| CN104885344A (zh) | 用于旋转电机的定子 | |
| JP2012124396A (ja) | トロイダルコイル | |
| KR20110106914A (ko) | 절연 전선 및 코일 | |
| WO2014041979A1 (ja) | コイル装置 | |
| US20100193506A1 (en) | Litz wire coil | |
| JP4893301B2 (ja) | 超電導コイルの製造方法 | |
| CN102340189B (zh) | 定子、旋转电机及绕线方法 | |
| JP2009134891A (ja) | コイル用線材、コイル用線材の巻線構造、分割ステータおよびステータ | |
| JP5177545B2 (ja) | 回転電機のコイル組立体製造方法 | |
| JP2007227035A (ja) | リッツ線コイル | |
| JP2009148084A (ja) | 電機子 | |
| JP2014086621A (ja) | 渦巻型コイル | |
| JP6078026B2 (ja) | 回転電機の電線の巻回方法 | |
| JP2013005481A (ja) | 集中巻コイル及び回転電機固定子 | |
| JP2011187717A (ja) | 平角線の巻線装置、平角線の巻線装置向け成形駒、およびエッジワイズコイル | |
| JP5174107B2 (ja) | コイル部品 | |
| JP2020202634A5 (ja) | ||
| JP5569743B2 (ja) | 回転電機のコイル組立体製造方法 | |
| JP2012079436A (ja) | 線心束及びそれを有する通信ケーブル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140124 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140319 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140404 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5534442 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140417 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |