JP5524475B2 - 2層両面フレキシブル金属積層板及びその製造方法 - Google Patents
2層両面フレキシブル金属積層板及びその製造方法 Download PDFInfo
- Publication number
- JP5524475B2 JP5524475B2 JP2008305394A JP2008305394A JP5524475B2 JP 5524475 B2 JP5524475 B2 JP 5524475B2 JP 2008305394 A JP2008305394 A JP 2008305394A JP 2008305394 A JP2008305394 A JP 2008305394A JP 5524475 B2 JP5524475 B2 JP 5524475B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- flexible metal
- sided flexible
- metal laminate
- double
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 197
- 239000002184 metal Substances 0.000 title claims description 197
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 239000010410 layer Substances 0.000 claims description 250
- 229920001721 polyimide Polymers 0.000 claims description 88
- 239000004642 Polyimide Substances 0.000 claims description 76
- 239000009719 polyimide resin Substances 0.000 claims description 62
- 229920006259 thermoplastic polyimide Polymers 0.000 claims description 62
- 239000011347 resin Substances 0.000 claims description 48
- 229920005989 resin Polymers 0.000 claims description 48
- GTDPSWPPOUPBNX-UHFFFAOYSA-N ac1mqpva Chemical compound CC12C(=O)OC(=O)C1(C)C1(C)C2(C)C(=O)OC1=O GTDPSWPPOUPBNX-UHFFFAOYSA-N 0.000 claims description 43
- 239000002243 precursor Substances 0.000 claims description 33
- 150000004985 diamines Chemical class 0.000 claims description 31
- 239000002904 solvent Substances 0.000 claims description 30
- 239000002253 acid Substances 0.000 claims description 27
- 230000009477 glass transition Effects 0.000 claims description 20
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 claims description 12
- 238000003825 pressing Methods 0.000 claims description 10
- CBCKQZAAMUWICA-UHFFFAOYSA-N 1,4-phenylenediamine Chemical compound NC1=CC=C(N)C=C1 CBCKQZAAMUWICA-UHFFFAOYSA-N 0.000 claims description 9
- LFBALUPVVFCEPA-UHFFFAOYSA-N 4-(3,4-dicarboxyphenyl)phthalic acid Chemical compound C1=C(C(O)=O)C(C(=O)O)=CC=C1C1=CC=C(C(O)=O)C(C(O)=O)=C1 LFBALUPVVFCEPA-UHFFFAOYSA-N 0.000 claims description 9
- WUPRYUDHUFLKFL-UHFFFAOYSA-N 4-[3-(4-aminophenoxy)phenoxy]aniline Chemical compound C1=CC(N)=CC=C1OC1=CC=CC(OC=2C=CC(N)=CC=2)=C1 WUPRYUDHUFLKFL-UHFFFAOYSA-N 0.000 claims description 9
- VLDPXPPHXDGHEW-UHFFFAOYSA-N 1-chloro-2-dichlorophosphoryloxybenzene Chemical compound ClC1=CC=CC=C1OP(Cl)(Cl)=O VLDPXPPHXDGHEW-UHFFFAOYSA-N 0.000 claims description 8
- QYIMZXITLDTULQ-UHFFFAOYSA-N 4-(4-amino-2-methylphenyl)-3-methylaniline Chemical group CC1=CC(N)=CC=C1C1=CC=C(N)C=C1C QYIMZXITLDTULQ-UHFFFAOYSA-N 0.000 claims description 8
- 239000002356 single layer Substances 0.000 claims description 8
- ZBMISJGHVWNWTE-UHFFFAOYSA-N 3-(4-aminophenoxy)aniline Chemical compound C1=CC(N)=CC=C1OC1=CC=CC(N)=C1 ZBMISJGHVWNWTE-UHFFFAOYSA-N 0.000 claims description 7
- DKKYOQYISDAQER-UHFFFAOYSA-N 3-[3-(3-aminophenoxy)phenoxy]aniline Chemical compound NC1=CC=CC(OC=2C=C(OC=3C=C(N)C=CC=3)C=CC=2)=C1 DKKYOQYISDAQER-UHFFFAOYSA-N 0.000 claims description 7
- FYYYKXFEKMGYLZ-UHFFFAOYSA-N 4-(1,3-dioxo-2-benzofuran-5-yl)-2-benzofuran-1,3-dione Chemical compound C=1C=C2C(=O)OC(=O)C2=CC=1C1=CC=CC2=C1C(=O)OC2=O FYYYKXFEKMGYLZ-UHFFFAOYSA-N 0.000 claims description 7
- 238000001035 drying Methods 0.000 claims description 7
- DOBFTMLCEYUAQC-UHFFFAOYSA-N naphthalene-2,3,6,7-tetracarboxylic acid Chemical compound OC(=O)C1=C(C(O)=O)C=C2C=C(C(O)=O)C(C(=O)O)=CC2=C1 DOBFTMLCEYUAQC-UHFFFAOYSA-N 0.000 claims description 7
- LXJLFVRAWOOQDR-UHFFFAOYSA-N 3-(3-aminophenoxy)aniline Chemical compound NC1=CC=CC(OC=2C=C(N)C=CC=2)=C1 LXJLFVRAWOOQDR-UHFFFAOYSA-N 0.000 claims description 6
- YTVNOVQHSGMMOV-UHFFFAOYSA-N naphthalenetetracarboxylic dianhydride Chemical compound C1=CC(C(=O)OC2=O)=C3C2=CC=C2C(=O)OC(=O)C1=C32 YTVNOVQHSGMMOV-UHFFFAOYSA-N 0.000 claims description 6
- JVERADGGGBYHNP-UHFFFAOYSA-N 5-phenylbenzene-1,2,3,4-tetracarboxylic acid Chemical compound OC(=O)C1=C(C(O)=O)C(C(=O)O)=CC(C=2C=CC=CC=2)=C1C(O)=O JVERADGGGBYHNP-UHFFFAOYSA-N 0.000 claims description 4
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 claims description 4
- 150000002170 ethers Chemical class 0.000 claims 2
- 239000011888 foil Substances 0.000 description 21
- 229920005575 poly(amic acid) Polymers 0.000 description 17
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 16
- 238000000034 method Methods 0.000 description 16
- 239000011889 copper foil Substances 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 238000005530 etching Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- HLBLWEWZXPIGSM-UHFFFAOYSA-N 4-Aminophenyl ether Chemical compound C1=CC(N)=CC=C1OC1=CC=C(N)C=C1 HLBLWEWZXPIGSM-UHFFFAOYSA-N 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- -1 carboxylic acid dianhydride Chemical class 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 229920001187 thermosetting polymer Polymers 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 4
- 238000006358 imidation reaction Methods 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 238000007747 plating Methods 0.000 description 4
- 230000000379 polymerizing effect Effects 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 4
- 230000008961 swelling Effects 0.000 description 4
- WFDIJRYMOXRFFG-UHFFFAOYSA-N Acetic anhydride Chemical compound CC(=O)OC(C)=O WFDIJRYMOXRFFG-UHFFFAOYSA-N 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000012776 electronic material Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 239000012265 solid product Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- GWHLJVMSZRKEAQ-UHFFFAOYSA-N 3-(2,3-dicarboxyphenyl)phthalic acid Chemical compound OC(=O)C1=CC=CC(C=2C(=C(C(O)=O)C=CC=2)C(O)=O)=C1C(O)=O GWHLJVMSZRKEAQ-UHFFFAOYSA-N 0.000 description 2
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 2
- 239000006087 Silane Coupling Agent Substances 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 239000013557 residual solvent Substances 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 125000006159 dianhydride group Chemical group 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012046 mixed solvent Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- OLAPPGSPBNVTRF-UHFFFAOYSA-N naphthalene-1,4,5,8-tetracarboxylic acid Chemical compound C1=CC(C(O)=O)=C2C(C(=O)O)=CC=C(C(O)=O)C2=C1C(O)=O OLAPPGSPBNVTRF-UHFFFAOYSA-N 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 238000009931 pascalization Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000000088 plastic resin Substances 0.000 description 1
- 239000002798 polar solvent Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- UMJSCPRVCHMLSP-UHFFFAOYSA-N pyridine Natural products COC1=CC=CN=C1 UMJSCPRVCHMLSP-UHFFFAOYSA-N 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000002411 thermogravimetry Methods 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G73/00—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups C08G12/00 - C08G71/00
- C08G73/06—Polycondensates having nitrogen-containing heterocyclic rings in the main chain of the macromolecule
- C08G73/10—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
Description
2層フレキシブル金属積層板には、ポリイミド層の両面に金属層を有する2層両面フレキシブル金属積層板と、ポリイミド層の片面に金属層を有する2層片面フレキシブル金属積層板がある。
特許文献2には、金属箔と接する絶縁樹脂層に高耐熱性のポリイミド樹脂を用いた金属箔積層板が開示されている。
また、特許文献4には、熱圧着性多層ポリイミドフィルムからなる銅張積層板が開示されている。
さらに、特許文献6には、接着剤の介在なく、プラスチックフィルムの両面に金属箔を接着した両面金属箔積層板が開示されている。
さらに、特許文献4に開示された熱圧着性多層ポリイミドフィルムにおいても、TPIを使用しているため高温加工性に劣る。
また、特許文献4の背景技術において、ポリアミック酸溶液を塗布したオールポリイミド基材では銅箔との接着性が発現しないことが開示されている。
さらに、特許文献6に開示された方法のプレスにより、塗布後のポリイミド層と銅箔面を圧着しても十分な接着力は発現しない。
にプリント配線板を提供する。
[1]
ポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板であって、
前記ポリイミド層が非熱可塑性ポリイミド樹脂からなる単層であり、金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板。
[2]
前記ポリイミド層の線膨張係数が25×10-6/℃以下である、前記[1]に記載の2層両面フレキシブル金属積層板。
[3]
前記ポリイミド層のガラス転移温度が300〜400℃である、前記[1]又は[2]に記載の2層両面フレキシブル金属積層板。
[4]
前記非熱可塑性ポリイミド樹脂が、
3,4,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,2’,3’-ビフェニルテトラカルボン酸二無水物、ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、及び1,4,5,8−ナフタレンテトラカルボン酸二無水物から選ばれる少なくとも1種類の酸二無水物成分と、
2,2’−ジメチル−4,4’−ジアミノビフェニル、p−フェニレンジアミン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、及び4,4’−ジアミノジフェニルエーテルから選ばれる少なくとも2種類のジアミン成分と、を重合させて得られる、前記[1]〜[3]のいずれか1項に記載の2層両面フレキシブル金属積層板。
[5]
前記酸二無水物成分が、
(A)3,4,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、及び2,3,2’,3’-ビフェニルテトラカルボン酸二無水物から選ばれる少なくとも1種類のビフェニルテトラカルボン酸二無水物と、
(B)ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、及び1,4,5,8−ナフタレンテトラカルボン酸二無水物から選ばれる少なくとも1種類の剛直性酸二無水物と、からなる、前記[4]に記載の2層両面フレキシブル金属積層板。
[6]
前記ジアミン成分が、
(C)2,2’−ジメチル−4,4’−ジアミノビフェニル及びp−フェニレンジアミンから選ばれる少なくとも1種類の剛直性ジアミン成分と、
(D)1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、及び3,4’−ジアミノジフェニルエーテルから選ばれる少なくとも1種類のジアミン成分と、からなる、前記[4]又は[5]に記載の2層両面フレキシブル金属積層板。
[7]
前記(A)が70〜100モル%、前記(B)が0〜30モル%である、前記[5]又は[6]に記載の2層両面フレキシブル金属積層板。
[8]
前記(C)が50〜95モル%、前記(D)が5〜50モル%である、前記[6]又は[7]に記載の2層両面フレキシブル金属積層板。
[9]
前記(C)が60〜95モル%、前記(D)が5〜40モル%である、前記[6]〜[8]のいずれか1項に記載の2層両面フレキシブル金属積層板。
[10]
単層のポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板の製造方法であって、
(1)非熱可塑性ポリイミド樹脂の前駆樹脂を第1の金属層に塗布する工程と、
(2)第1の金属層に塗布された前記前駆樹脂を280℃〜(前記非熱可塑性ポリイミド樹脂のガラス転移温度+30)℃の範囲内で1次イミド化して2層片面フレキシブル金属積層板を得る工程と、
(3)前記2層片面フレキシブル金属積層板に第2の金属層をプレスする工程と、
(4)(前記非熱可塑性ポリイミド樹脂のガラス転移温度)℃以上で2次イミド化する工程と、を含み、
2層両面フレキシブル金属積層板の金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板の製造方法。
[11]
前記前駆樹脂が溶剤を含み、
前記工程(1)後、前記前駆樹脂を乾燥する工程を含む、前記[10]に記載の2層両面フレキシブル金属積層板の製造方法。
[12]
前記溶剤が、N,N−ジメチルアセトアミド及びN−メチル−2−ピロリドンからなる群から選ばれる少なくとも1種類である、前記[11]に記載の2層両面フレキシブル金属積層板の製造方法。
[13]
前記2層片面フレキシブル金属積層板の1次イミド化後のポリイミド層の溶剤揮発分量が、200℃〜300℃において1質量%以下である、前記[11]又は[12]に記載の2層両面フレキシブル金属積層板の製造方法。
[14]
前記[10]〜[13]のいずれか1項に記載の製造方法により得られる、2層両面フレキシブル金属積層板。
[15]
前記[1]〜[9]及び[14]のいずれか1項に記載の2層両面フレキシブル金属積層板からなるプリント配線板。
本発明の2層両面フレキシブル金属積層板は、ポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板であって、前記ポリイミド層が非熱可塑性ポリイミド樹脂からなる単層であり、金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板である。
本発明において、ポリイミド層が金属層に挟持されるとは、金属層−ポリイミド層−金属層という層構造を有していることをいう。
本発明の2層両面フレキシブル金属積層板は、金属層とポリイミド層との接着性が7N/cm以上であることにより、ポリイミド層のキャスト面及びプレス面において金属層とポリイミド層との接着性が良好である。また、加工時及び最終製品状態において、金属配線の剥離等がなく、製品寿命を向上させることができる。
本発明において、金属層とポリイミド層との接着性は、以下の実施例に記載の方法により測定することができる。
本発明において、「熱可塑性ポリイミド樹脂」とは、ガラス転移温度(Tg)以上で加熱すると軟化し、かつTg以上における弾性率が著しく低下する樹脂をいう。
熱可塑性樹脂は、Tg以上で加熱すると軟化することから軟化点温度を有する樹脂である。
本発明において、「熱硬化性樹脂」とは、ガラス転移温度(Tg)以上で加熱すると硬化し、弾性率が低下しない樹脂をいう。
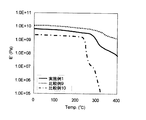
DMA(動的粘弾性測定)により、非熱可塑性樹脂であることを確認することができる。例示として、図1に示すように、熱可塑性樹脂では、温度上昇と共に、弾性率(E’)が極端に低下するのに対し、非熱可塑性樹脂では、弾性率が緩やかに低下することから熱可塑性樹脂又は非熱可塑性樹脂であることを確認することができる。
また、熱硬化性樹脂では、温度上昇により弾性率は低下しないことから熱硬化性樹脂と非熱可塑性樹脂とを確認することができる。
ここで、図1に例示したDMAは、レオメトリック・サイエンティフィック社製の動的粘弾性測定装置RSAII用いて、10℃/minで昇温させたときの弾性率を測定したものである。
CTEが25×10-6/℃以下であることにより、銅箔のCTEが約18×10-6/℃であることから、ポリイミド層と金属層とのCTEが近似値を示すこととなり、2層両面フレキシブル金属積層板の寸法安定性の観点から好適である。
本発明において、CTEは、以下の実施例に記載の方法により測定することができる。
本発明において、Tgとは、2次イミド化後のポリイミド層のガラス転移温度をいう。
Tgが300〜400℃であることにより、高温下で加工することができ、短期間で製品化することができる。
本発明において、Tgは、以下の実施例に記載の方法により測定することができる。
本発明の2層両面フレキシブル金属積層板の製造方法は、単層のポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板の製造方法であって、
(1)非熱可塑性ポリイミド樹脂の前駆樹脂を第1の金属層に塗布する工程と、
(2)第1の金属層に塗布された前記前駆樹脂を280℃〜(前記非熱可塑性ポリイミド樹脂のガラス転移温度+30)℃の範囲内で1次イミド化して2層片面フレキシブル金属積層板を得る工程と、
(3)前記2層片面フレキシブル金属積層板に第2の金属層をプレスする工程と、
(4)(前記非熱可塑性ポリイミド樹脂のガラス転移温度)℃以上で2次イミド化する工程と、を含み、
2層両面フレキシブル金属積層板の金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板の製造方法である。
本発明において、非熱可塑性ポリイミド樹脂の前駆樹脂を第1の金属層に塗布する工程は、グラビア、コンマ、ダイ等のコーターを用いることにより行うことができる。
本発明において、第1の金属層としては、銅箔、SUS箔、アルミ箔等が挙げられ、導電性、回路加工性の観点で、銅箔等が好ましい。また、金属箔を使用する場合は、亜鉛メッキ、クロムメッキ等による無機表面処理、シランカップリング剤等による有機表面処理を施してもよい。
第1の金属層に前駆樹脂を塗布することにより、1次イミド化後の2層片面フレキシブル金属積層板においてポリイミド層と第1の金属層との界面としてキャスト面が形成される。
本発明におけるポリアミック酸としては、酸二無水物成分とジアミン成分とを重合させて得られるポリアミック酸が挙げられる。
ジアミン成分としては、2,2’−ジメチル−4,4’−ジアミノビフェニル、p−フェニレンジアミン、1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、及び4,4’−ジアミノジフェニルエーテルから選ばれる少なくとも2種類のジアミン成分が挙げられる。
ポリアミック酸の製造方法としては、例えば、溶剤中、等モルの酸二無水物成分とジアミン成分とを混合することにより製造することができる。
ジアミン成分を溶剤に添加後、溶解又は分散させた状態で、酸二無水物成分を徐々に加えていきながら、重合を行なってもよく、酸二無水物成分を溶剤に添加後、溶解又は分散させた状態で、ジアミン成分を徐々に加えていきながら、重合を行なってもよい。
溶剤としては、N,N−ジメチルアセトアミド及びN−メチル−2−ピロリドンからなる群から選ばれる少なくとも1種の溶剤であることが好ましい。
溶剤としては、1種で用いてもよく、2種以上の混合溶媒として用いてもよい。
溶剤の量が80〜90質量%であることにより、塗布性に優れたワニス粘度にすることができる。
本発明において、「前駆樹脂の全量」とは、前駆樹脂における固形品と溶解品との質量の合計をいう。「固形品」とは固形そのものをいい、「溶解品」とは固形品が溶剤に溶解して溶解状態となっているものをいう。
溶剤の量(質量%)は、(溶剤の質量)/(前駆樹脂の全量の質量)×100として求めることができる。
乾燥工程を含むことにより、前駆樹脂の過剰な溶剤分を除去することができる。
塗布・乾燥工程後の残存溶剤量は前駆樹脂の全量に対して、50質量%以下にしておくことが好ましい。
本発明において、第1の金属層に塗布された前記前駆樹脂を280℃〜(前記非熱可塑性ポリイミド樹脂のガラス転移温度+30)℃の範囲内で1次イミド化して2層片面フレキシブル金属積層板を得る工程は、窒素等の不活性ガス雰囲気下、または真空下で段階的な昇温過程を経て加熱することが好ましい。
昇温速度は、25℃/時間以下の速度で行うことが好ましい。昇温速度が25℃/時間以下であることにより、急激なイミド化反応の進行及び樹脂中の分子鎖の配向不良を抑制することができ、CTEを小さくすることができる。
本発明において、1次イミド化とは、2層片面フレキシブル金属積層板とする際に、前駆樹脂を縮合させる工程をいう。
また、1次イミド化を(非熱可塑性ポリイミド樹脂のガラス転移温度+30)℃以下で行うことにより、プレス面の十分な接着性を得ることができる。
本発明において、非熱可塑性ポリイミド樹脂のガラス転移温度とは、前記Tgであることを意味する。
本発明において、E’が0.15GPa以上の温度で1次イミド化を行うことにより、1次イミド化後のポリイミド層の高温域での柔軟性が低下することなく、1次イミド化後のポリイミド層に第2の金属層をプレスした際に、第2の金属層とポリイミド層との接着性に優れる2層両面フレキシブル金属積層板とすることができる。すなわち、E’が0.15GPa以上の温度で1次イミド化を行うことにより、2層両面フレキシブル金属積層板のポリイミド層の柔軟性及び接着性とポリイミド層の硬化との相反する性質においてバランスに優れるポリイミド層とすることができる。
本発明において、1次イミド化後の非熱可塑性ポリイミド樹脂の弾性率E’は、以下の実施例に記載の方法により測定することができる。
揮発分量が200℃〜300℃において1質量%以下であることにより、2層片面フレキシブル金属積層板のポリイミド層面に第2の金属層をプレスした際のボイドの発生を抑制することができ、接着性の良好な2層両面フレキシブル金属積層板とすることができる。
本発明において、溶剤揮発分量は、以下の実施例に記載の方法により測定することができる。
本発明において、第1の金属層とポリイミド層とのキャスト面における優れた接着性は、酸二無水物成分とジアミン成分とを重合させたことにより得られるポリイミド樹脂が、非熱可塑性ポリイミド樹脂であることを見出しことにより達成される。
また、本発明において、非熱可塑性ポリイミド樹脂のガラス転移温度以上で2次イミド化することにより、非熱可塑性ポリイミド樹脂に加わっていた応力が緩和され、未反応の樹脂も反応することからキャスト面の接着性が良くなると考えられる。
(A)3,4,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、及び2,3,2’,3’-ビフェニルテトラカルボン酸二無水物から選ばれる少なくとも1種類のビフェニルテトラカルボン酸二無水物と、
(B)ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、及び1,4,5,8−ナフタレンテトラカルボン酸二無水物から選ばれる少なくとも1種類の剛直性酸二無水物と、からなることが、剛直成分を含むため、CTEが小さくなるため好ましい。
本発明において、酸二無水物成分が(A)成分のみからなる場合も、非熱可塑性ポリイミド樹脂の前駆樹脂の重合反応を均一に進行させることができるため、非熱可塑性ポリイミド樹脂の前駆樹脂の粘度制御が容易となり、加工性が向上する点で好適である。
(A)成分としては、高接着性、入手容易性の観点で、3,4,3’,4’−ビフェニルテトラカルボン酸二無水物であることが好ましい。
(B)成分としては、高耐熱性、入手容易性の観点で、ピロメリット酸二無水物(無水ピロメリット酸)であることが好ましい。
(C)2,2’−ジメチル−4,4’−ジアミノビフェニル及びp−フェニレンジアミンから選ばれる少なくとも1種類の剛直性ジアミン成分と、
(D)1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、及び4,4’−ジアミノジフェニルエーテルから選ばれる少なくとも1種類のジアミン成分と、からなることが好ましい。
(C)成分としては、高耐熱性の観点で、p−フェニレンジアミンであることが好ましい。
(D)成分としては、入手容易性の観点で、4,4’−ジアミノジフェニルエーテル、1,3−ビス(4−アミノフェノキシ)ベンゼンであることが好ましい。
また、(A)成分の含有量が、酸二無水物成分に対して、70〜100モル%の範囲内であることにより、非熱可塑性ポリイミド樹脂自体の柔軟性が増し、接着性が向上する。
本発明において、(A)成分が70〜95モル%、(B)成分が5〜30モル%であることがより好ましい。
ここで、酸二無水物成分のモル数は、(A)成分のモル数と(B)成分のモル数の和として求めることができる。
また、(C)成分の含有量が、ジアミン成分に対して、50〜95モル%の範囲内であることにより、耐熱性が向上し、非熱可塑性ポリイミド樹脂自体のCTEが金属箔のCTEに近づくため寸法安定性が向上する。
本発明において、(C)成分が60〜95モル%、(B)成分が5〜40モル%であることがより好ましく、(C)成分が60〜90モル%、(B)成分が10〜40モル%であることがさらに好ましい。
ここで、ジアミン成分のモル数は、(C)成分のモル数と(D)成分のモル数の和として求めることができる。
本発明において、2層片面フレキシブル金属積層板に第2の金属層をプレスする工程は、熱盤プレス、または連続ラミネートで行うことが好ましい。金属層のプレス工程条件として、プレス温度300℃以上、プレス圧力4MPa以上で行うことが好ましい。
第2の金属層を2層片面フレキシブル金属積層板にプレスすることにより、2次イミド化後の2層片面フレキシブル金属積層板においてポリイミド層と第2の金属層との界面としてプレス面が形成される。
本発明において、第2の金属層の材質としては、第1の金属層の材質と同一であってもよく、異なっていてもよい。
本発明において、(非熱可塑性ポリイミド樹脂のガラス転移温度)℃以上で2次イミド化する工程は、窒素等の不活性ガス雰囲気下、または真空下で段階的な昇温過程を経て加熱することが好ましい。
昇温速度は、25℃/時間以下の速度で行うことが好ましい。昇温速度が25℃/時間以下であることにより、良好な接着性を発現させることができる。
本発明において、2次イミド化とは、第2の金属層を2層片面フレキシブル金属積層板にプレスした後、ポリイミド層と第1及び第2の金属層との接着性を向上させて2層両面フレキシブル金属積層板とする工程をいう。
また、非熱可塑性ポリイミド樹脂が耐熱性を有するため、加工温度が高温であっても対応可能であり、温度を下げずに加工が可能となる。これにより、加工時間の短縮が可能となる。さらに、配線形成、半導体素子実装等の加工性・歩留りが向上した2層両面フレキシブル金属積層板とすることができる。
金属層回路被覆材としては、金属層回路を被覆するものであれば、限定するものではなく、ポリイミドフィルムを使用したカバーレイ、液状レジスト、ドライフィルムレジスト等が挙げられる。
(A)成分
s−BPDA:3,4,3’,4’−ビフェニルテトラカルボン酸二無水物(宇部興産製)
(B)成分
PMDA:無水ピロメリット酸(ダイセル化学工業製)
(C)成分
p−PDA:p−フェニレンジアミン(関東化学製)
m−TB:2,2’−ジメチル−4,4’−ジアミノビフェニル(和歌山精化製)
(D)成分
TPE−R:1,3−ビス(4−アミノフェノキシ)ベンゼン(和歌山精化製)
4,4’−DPE:4,4’−ジアミノジフェニルエーテル(和歌山精化製)
溶剤
NMP:N−メチル−2−ピロリドン(関東化学製)
1次イミド化後の2層片面フレキシブル金属積層板の銅箔をエッチングして得られたフィルム状の試料(ポリイミド層のみ)を用いて、レオメトリック・サイエンティフィック社製の動的粘弾性測定装置RSAIIを用いて、10℃/minで昇温させたときの動的粘弾性から1次イミド化後の非熱可塑性ポリイミド樹脂のE’を求めた。
1次イミド化後の2層片面フレキシブル金属積層板をエッチングして得られたフィルム状の試料を用いて、セイコーインスツルメンツ製の示差熱熱重量同時測定装置TG/DTA6200を用い、窒素雰囲気下、10℃/minで昇温させたときの重量減少から200〜300℃での溶剤揮発分量を求めた。
実施例及び比較例で得られた2層両面フレキシブル金属積層板の銅箔をエッチングすることにより得られるフィルム状の試料を用いた。
CTEは、島津製作所製の熱機械分析装置TMA−60を用い、サンプルサイズを幅5mm、長さ15mmとし、荷重5g、10℃/minの昇温速度で加熱した際の100℃から200℃までの寸法変化から求めた。
実施例及び比較例で得られた2層両面フレキシブル金属積層板の銅箔をエッチングすることにより得られるフィルム状の試料を用いた。
Tgは、レオメトリック・サイエンティフィック社製の動的粘弾性測定装置RSAIIを用いて、10℃/min で昇温させたときの動的粘弾性を測定し、tanδの極大値からTgを求めた。
実施例及び比較例で得られた2層両面フレキシブル金属積層板の銅箔を3mm幅にパターンエッチングした試料をJIS C 6471の8.1項に準じて測定した。
島津製作所製のEZ−TESTを用い、常温下、テストスピード50mm/minで90度方向にプレス面及びキャスト面の銅箔をそれぞれ引き剥がしその強度を測定した。
実施例及び比較例で得られた2層両面フレキシブル金属積層板の外観を検査し、直径2mm以上の膨れが生じていないものを○、膨れが生じているものを×とした。
実施例及び比較例で得られた2層両面フレキシブル金属積層板の銅箔をエッチングして得られたフィルム状の試料を用いて、レオメトリック・サイエンティフィック社製の動的粘弾性測定装置RSAII用いて、10℃/minで昇温させたときの弾性率を測定した。測定結果を図1に示した。実施例1は、非熱可塑性ポリイミド樹脂であり、比較例9は、熱硬化性ポリイミド樹脂であり、比較例10は、熱可塑性ポリイミド樹脂である。
500mLのフラスコにNMP 255gを加えた。ジアミン成分としてp−PDA 9.5g(0.088mol)及びTPE−R 6.3g(0.022mol)を添加後、30℃で撹拌して、溶解させた。
得られた溶液に、酸二無水物成分として、s−BPDA 25.7g(0.087mol)及びPMDA 4.8g(0.022mol)を徐々に添加した。
その後、室温下で10時間撹拌することによりポリアミック酸溶液を得た。
得られたポリアミック酸溶液を銅箔(日鉱金属製BHY−22B−T−18μm)の粗化処理面に2次イミド化後の樹脂層厚さが25μmになるようにバーコーターを用いて塗布し、130℃で10分間乾燥させて、残存溶剤量が50質量%以下の塗布・乾燥サンプルを得た。
塗布・乾燥サンプルを昇温速度25℃/時間で315℃(物温)まで加熱し、315℃で3時間保持後(1次イミド化温度)、室温まで自然冷却することで1次イミド化サンプルを得た。
1次イミド化サンプルのポリイミド面に銅箔(日鉱金属製BHY−22B−T−18μm)の粗化処理面を360℃でプレスし、プレスサンプルを得た。
プレスサンプルを昇温速度25℃/時間で370℃(物温)まで加熱し、370℃で3時間保持後(2次イミド化温度)、室温まで自然冷却することで、2層両面フレキシブル金属積層板を得た。
上記(1)〜(6)の結果を表1に示す。
表1に記載した成分及び製造条件に変更した以外は、実施例1と同様にして、2層両面フレキシブル金属積層板を得た。上記(1)〜(6)の結果を表1に示す。
表2に示したように、製造条件を変更した以外は実施例1と同様にして、2層両面フレキシブル金属積層板を得た。
上記(1)〜(6)の結果を表2に示す。
表2に示したように、成分及び製造条件を変更した以外は、比較例1と同様にして、2層フレキシブル金属積層板を得た。
上記(1)〜(6)の結果を表2に示す。
なお、比較例6−8では、2層フレキシブル金属積層板自体にボイド(膨れ)が発生し、プレス面の接着性を測定することができなかった。

Claims (10)
- ポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板であって、
前記ポリイミド層が非熱可塑性ポリイミド樹脂からなる単層であり、
前記非熱可塑性ポリイミド樹脂が、
(A)3,4,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、及び2,3,2’,3’−ビフェニルテトラカルボン酸二無水物から選ばれる少なくとも1種類のビフェニルテトラカルボン酸二無水物と、
(B)ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、及び1,4,5,8−ナフタレンテトラカルボン酸二無水物から選ばれる少なくとも1種類の酸二無水物と、
(C)2,2’−ジメチル−4,4’−ジアミノビフェニル及びp−フェニレンジアミンから選ばれる少なくとも1種類のジアミン成分と、
(D)1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、及び4,4’−ジアミノジフェニルエーテルから選ばれる少なくとも1種類のジアミン成分と、からなり、
前記(A)が70〜100モル%、前記(B)が0〜30モル%であり、前記(C)が50〜95モル%、前記(D)が5〜50モル%であり、
金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板。 - 前記ポリイミド層の線膨張係数が25×10-6/℃以下である、請求項1に記載の2層両面フレキシブル金属積層板。
- 前記ポリイミド層のガラス転移温度が300〜400℃である、請求項1又は2に記載の2層両面フレキシブル金属積層板。
- 前記(C)が60〜95モル%、前記(D)が5〜40モル%である、請求項1〜3のいずれか1項に記載の2層両面フレキシブル金属積層板。
- 単層のポリイミド層が金属層に挟持される2層両面フレキシブル金属積層板の製造方法であって、
(1)非熱可塑性ポリイミド樹脂の前駆樹脂を第1の金属層に塗布する工程と、
(2)第1の金属層に塗布された前記前駆樹脂を280℃〜(前記非熱可塑性ポリイミド樹脂のガラス転移温度+30)℃の範囲内で1次イミド化して2層片面フレキシブル金属積層板を得る工程と、
(3)前記2層片面フレキシブル金属積層板に第2の金属層をプレスする工程と、
(4)(前記非熱可塑性ポリイミド樹脂のガラス転移温度)℃以上で2次イミド化する工程と、を含み、
前記非熱可塑性ポリイミド樹脂が、
(A)3,4,3’,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4’−ビフェニルテトラカルボン酸二無水物、及び2,3,2’,3’−ビフェニルテトラカルボン酸二無水物から選ばれる少なくとも1種類のビフェニルテトラカルボン酸二無水物と、
(B)ピロメリット酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、及び1,4,5,8−ナフタレンテトラカルボン酸二無水物から選ばれる少なくとも1種類の酸二無水物と、
(C)2,2’−ジメチル−4,4’−ジアミノビフェニル及びp−フェニレンジアミンから選ばれる少なくとも1種類のジアミン成分と、
(D)1,3−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(4−アミノフェノキシ)ベンゼン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、及び4,4’−ジアミノジフェニルエーテルから選ばれる少なくとも1種類のジアミン成分と、からなり、
前記(A)が70〜100モル%、前記(B)が0〜30モル%であり、前記(C)が50〜95モル%、前記(D)が5〜50モル%であり、
2層両面フレキシブル金属積層板の金属層とポリイミド層との接着性がいずれも7N/cm以上である、2層両面フレキシブル金属積層板の製造方法。 - 前記前駆樹脂が溶剤を含み、
前記工程(1)後、前記前駆樹脂を乾燥する工程を含む、請求項5に記載の2層両面フレキシブル金属積層板の製造方法。 - 前記溶剤が、N,N−ジメチルアセトアミド及びN−メチル−2−ピロリドンからなる群から選ばれる少なくとも1種類である、請求項6に記載の2層両面フレキシブル金属積層板の製造方法。
- 前記2層片面フレキシブル金属積層板の1次イミド化後のポリイミド層の溶剤揮発分量が、200℃〜300℃において1質量%以下である、請求項6又は7に記載の2層両面フレキシブル金属積層板の製造方法。
- 請求項5〜8のいずれか1項に記載の製造方法により得られる、2層両面フレキシブル金属積層板。
- 請求項1〜4及び9のいずれか1項に記載の2層両面フレキシブル金属積層板からなるプリント配線板。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008305394A JP5524475B2 (ja) | 2008-11-28 | 2008-11-28 | 2層両面フレキシブル金属積層板及びその製造方法 |
| KR1020090102890A KR101219065B1 (ko) | 2008-11-28 | 2009-10-28 | 2층 양면 플렉시블 금속 적층판 및 그 제조 방법 |
| TW098137112A TWI500501B (zh) | 2008-11-28 | 2009-11-02 | Second layer double sided flexible metal laminated board and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008305394A JP5524475B2 (ja) | 2008-11-28 | 2008-11-28 | 2層両面フレキシブル金属積層板及びその製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010125793A JP2010125793A (ja) | 2010-06-10 |
| JP2010125793A5 JP2010125793A5 (ja) | 2011-08-11 |
| JP5524475B2 true JP5524475B2 (ja) | 2014-06-18 |
Family
ID=42326489
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008305394A Active JP5524475B2 (ja) | 2008-11-28 | 2008-11-28 | 2層両面フレキシブル金属積層板及びその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5524475B2 (ja) |
| KR (1) | KR101219065B1 (ja) |
| TW (1) | TWI500501B (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101064816B1 (ko) * | 2009-04-03 | 2011-09-14 | 주식회사 두산 | 폴리아믹산 용액, 폴리이미드 수지 및 이를 이용한 연성 금속박 적층판 |
| JP6094044B2 (ja) * | 2011-03-23 | 2017-03-15 | 大日本印刷株式会社 | 放熱基板およびそれを用いた素子 |
| JP5382274B2 (ja) * | 2011-08-25 | 2014-01-08 | 宇部興産株式会社 | 熱融着性ポリイミドフィルム及びその製造方法、熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 |
| KR101396817B1 (ko) * | 2012-02-14 | 2014-05-21 | 한화엘앤씨 주식회사 | 금속 베이스 배선층 적층판 제조방법 |
| WO2013157565A1 (ja) * | 2012-04-19 | 2013-10-24 | 宇部興産株式会社 | 熱融着性ポリイミドフィルム、熱融着性ポリイミドフィルムの製造方法及び熱融着性ポリイミドフィルムを用いたポリイミド金属積層体 |
| EP2865247A1 (en) * | 2012-06-22 | 2015-04-29 | E. I. Du Pont de Nemours and Company | Circuit board |
| JP6476469B2 (ja) | 2015-04-17 | 2019-03-06 | Jfeケミカル株式会社 | ポリアミド酸組成物およびポリイミド組成物 |
| JP6908590B2 (ja) * | 2016-03-17 | 2021-07-28 | 日鉄ケミカル&マテリアル株式会社 | ポリアミド酸、熱可塑性ポリイミド、樹脂フィルム、金属張積層板及び回路基板 |
| KR102268762B1 (ko) | 2016-06-03 | 2021-06-25 | 가부시키가이샤 아리사와 세이사쿠쇼 | 플렉시블 금속 피복 적층판의 제조 방법 |
| JP7053208B2 (ja) * | 2017-09-29 | 2022-04-12 | 日鉄ケミカル&マテリアル株式会社 | ポリイミドフィルム、金属張積層板及び回路基板 |
| JP7247037B2 (ja) * | 2019-06-28 | 2023-03-28 | 日鉄ケミカル&マテリアル株式会社 | 金属張積層板及びパターン化金属張積層板 |
| CN110849492A (zh) * | 2019-10-16 | 2020-02-28 | 贵州电网有限责任公司 | 蝶形双金属片及采用该双金属片的越限指示装置和线夹 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005166828A (ja) * | 2003-12-01 | 2005-06-23 | Nitto Denko Corp | 両面配線基板用積層体及びその製造方法 |
| JP4684601B2 (ja) * | 2004-08-26 | 2011-05-18 | 新日鐵化学株式会社 | フレキシブル積層基板の製造法 |
| JP4564336B2 (ja) * | 2004-11-04 | 2010-10-20 | 新日鐵化学株式会社 | Cof用銅張積層板及びcof用キャリアテープ |
| JP4652020B2 (ja) * | 2004-11-16 | 2011-03-16 | 新日鐵化学株式会社 | 銅張り積層板 |
| JP2007118477A (ja) * | 2005-10-31 | 2007-05-17 | Toray Ind Inc | 両面金属箔積層板およびその製造方法 |
| CN101370892B (zh) * | 2006-01-17 | 2012-06-13 | 旭化成电子材料株式会社 | 聚亚胺树脂组合物及金属聚亚胺层压体 |
| JP2007192985A (ja) * | 2006-01-18 | 2007-08-02 | Ist Corp | 定着ベルト及びその製造方法 |
| JP4757645B2 (ja) * | 2006-01-31 | 2011-08-24 | 新日鐵化学株式会社 | 両面金属張積層板の製造方法 |
| JP5215182B2 (ja) * | 2006-07-04 | 2013-06-19 | 新日鉄住金化学株式会社 | ポリイミド樹脂層の表面改質方法及び金属張積層板の製造方法 |
| EP2039715A4 (en) * | 2006-07-06 | 2010-07-21 | Toray Industries | THERMOPLASTIC POLYIMIDE AND LAMINATED POLYIMIDE FOIL AND METAL FILM-COATED POLYIMIDE FOIL USING THE THERMOPLASTIC POLYIMIDE |
| JP2008106139A (ja) * | 2006-10-25 | 2008-05-08 | Du Pont Toray Co Ltd | ポリイミドフィルムおよびその製造方法 |
| JP5180517B2 (ja) * | 2007-05-22 | 2013-04-10 | 新日鉄住金化学株式会社 | ポリイミド樹脂の表面処理方法及び金属張積層体の製造方法 |
-
2008
- 2008-11-28 JP JP2008305394A patent/JP5524475B2/ja active Active
-
2009
- 2009-10-28 KR KR1020090102890A patent/KR101219065B1/ko active IP Right Grant
- 2009-11-02 TW TW098137112A patent/TWI500501B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20100061329A (ko) | 2010-06-07 |
| TWI500501B (zh) | 2015-09-21 |
| TW201020106A (en) | 2010-06-01 |
| JP2010125793A (ja) | 2010-06-10 |
| KR101219065B1 (ko) | 2013-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5524475B2 (ja) | 2層両面フレキシブル金属積層板及びその製造方法 | |
| TWI777950B (zh) | 聚醯亞胺、聚醯亞胺系黏著劑、薄膜狀黏著材料、黏著層、黏著薄片、附有樹脂之銅箔、覆銅積層板及印刷線路板、以及多層線路板及其製造方法 | |
| CN106010421B (zh) | 胶粘剂组合物、膜状胶粘材料、胶粘层、胶粘片、覆铜层叠板、布线板和印刷电路板 | |
| KR20200015643A (ko) | 플렉시블 회로 기판 | |
| JP5180814B2 (ja) | フレキシブル配線基板用積層体 | |
| JP4634439B2 (ja) | 金属積層板及びその製造方法 | |
| JP2007535179A (ja) | 多層プリント配線板 | |
| JPWO2005100433A1 (ja) | 熱硬化性樹脂組成物、及びそれを用いてなる積層体、回路基板 | |
| JP2008531334A (ja) | 金属積層板およびその製造方法 | |
| JP5632426B2 (ja) | ポリアミック酸及び非熱可塑性ポリイミド樹脂 | |
| KR20110013461A (ko) | 선형상 폴리이미드 전구체, 선형상 폴리이미드와 그 열경화물, 및 이들 제조방법 | |
| TW202402887A (zh) | 樹脂膜、覆蓋膜、電路基板、帶樹脂的銅箔、覆金屬層壓板及多層電路基板 | |
| TW201800443A (zh) | 聚醯胺酸、覆銅板及電路板 | |
| JP5480490B2 (ja) | 接着フィルムならびにフレキシブル金属張積層板 | |
| JP2002316386A (ja) | 銅張積層体およびその製造方法 | |
| JP5468913B2 (ja) | レジスト付き多層ポリイミドフィルム及びその製造方法 | |
| JP5162379B2 (ja) | ポリアミック酸及び非熱可塑性ポリイミド樹脂 | |
| JP5693422B2 (ja) | 耐熱両面金属積層板、これを用いた耐熱透明フィルム、及び耐熱透明回路基板 | |
| JP2007281361A (ja) | ポリイミド系プリント基板及びポリイミド系プリント配線板 | |
| KR20070007296A (ko) | 배선기판용 적층체 | |
| JP2016141015A (ja) | 両面金属張積層板及びその製造方法 | |
| JP4936729B2 (ja) | フレキシブルプリント配線板用基板及びその製造方法 | |
| KR101257413B1 (ko) | 내열성이 우수한 양면 금속 적층판 및 이의 제조방법 | |
| KR20120089818A (ko) | 열가소성 폴리이미드 및 이의 제조방법 | |
| KR101546393B1 (ko) | 플렉시블 금속장 적층판 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110629 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140324 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140410 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5524475 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |