JP5471725B2 - 製造ロット作成方法、装置及びシステム - Google Patents
製造ロット作成方法、装置及びシステム Download PDFInfo
- Publication number
- JP5471725B2 JP5471725B2 JP2010083216A JP2010083216A JP5471725B2 JP 5471725 B2 JP5471725 B2 JP 5471725B2 JP 2010083216 A JP2010083216 A JP 2010083216A JP 2010083216 A JP2010083216 A JP 2010083216A JP 5471725 B2 JP5471725 B2 JP 5471725B2
- Authority
- JP
- Japan
- Prior art keywords
- expected
- production
- efficiency
- order
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 291
- 238000000034 method Methods 0.000 title claims description 40
- 230000007547 defect Effects 0.000 claims description 66
- 238000004364 calculation method Methods 0.000 claims description 46
- 230000002950 deficient Effects 0.000 claims description 12
- 238000002360 preparation method Methods 0.000 claims description 9
- 238000003860 storage Methods 0.000 claims description 9
- 239000000284 extract Substances 0.000 claims description 3
- 239000000047 product Substances 0.000 description 177
- 239000000463 material Substances 0.000 description 49
- 238000005096 rolling process Methods 0.000 description 45
- 238000010438 heat treatment Methods 0.000 description 13
- 229910000831 Steel Inorganic materials 0.000 description 12
- 239000010959 steel Substances 0.000 description 12
- 238000007726 management method Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 7
- 239000002436 steel type Substances 0.000 description 7
- 238000001816 cooling Methods 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 230000002457 bidirectional effect Effects 0.000 description 4
- 239000000498 cooling water Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000009825 accumulation Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images














Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
- General Factory Administration (AREA)
- Control Of Metal Rolling (AREA)
Description
また、本願において、生産能率(又は単に「能率」ともいう)とは、単位時間あたりの生産量のことを示し、本実施形態においては、1時間あたりに圧延された鋼材の質量(ton/h)のことをいう。
まず、オペレータは、入力装置8を用いて製造ロット作成開始の命令を入力し、併せて、製造ロット判定条件として、演算最大繰り返し回数Nと、期待不良率の最大許容値(即ち、許容上限値)PMAXと、期待能率の最小許容値(即ち、許容下限値)QMINとを入力する。それに応じ、ステップS1において、入力受付部11は、判定部15に対して、これらの製造ロット判定条件を設定する。なお、これらの製造ロット判定条件については、予めデフォルト値を設定しておくようにしても良い。
ここで、本実施形態においては、直前又はそれまでに圧延された製品の特性が、続いて製造される製品に与える影響に着目して、製造ロットを作成する。そのため、式(1−1)〜(1−4)及び(2)並びに(3)に示すように、製造順序が連続する2つの製品間の特性の関係や、それまでに連続して製造された製品間の特性の関係を条件として、実績不良率P1〜P4及びそれらのトータルの実績不良率P並びに実績能率Qを求める。
P2((Tn-1, Kn-1),(Tn, Kn)) = Pr(L2 | (Tn-1, Kn-1),(Tn, Kn) ) …(1−2)
P3((Tn-1, Kn-1),(Tn, Kn)) = Pr(L3 | (Tn-1, Kn-1),(Tn, Kn) ) …(1−3)
P4(Rn, Kn) = Pr(L4 | Rn, Kn) …(1−4)
P = P1 + P2 + P3 + P4 …(2)
ここで、Wiはi番目に圧延された圧延材の製品幅であり、Kiはi番目に圧延された圧延材の鋼種であり、Tiはi番目に圧延された圧延材の製品厚であり、Riは1〜i番目に圧延された圧延材の総圧延長である。

Q(n,n-1) = Average q((Tn-1, Wn-1, ln-1, Kn-1),(Tn, Wn, ln, Kn)) …(3)
Q(n,n−1)は、厚、幅、長さ、及び鋼種がそれぞれTn-1、Wn−1、ln−1、kn−1である製品(Tn-1, Wn-1, ln-1, Kn-1)の後に、厚、幅、長さ、及び鋼種がそれぞれTn、Wn、ln、Knである製品(Tn, Wn, ln, Kn)を圧延した場合における製品(Tn, Wn, ln, Kn)の能率q(生産された質量/生産に要した時間)の平均値を求めることにより算出される。
EP1(x) = P1((W1, K1),…,(Wx, Kx) ) …(4−1)
EP2(x) = P2((Tx-1, Kx-1),(Tx, Kx) ) …(4−2)
EP3(x) = P3((Tx-1, Kx-1),(Tx, Kx) ) …(4−3)
EP4(x) = P4(Rx, Kx) …(4−4)
EP(x) = E1(x) + E2(x) + E3(x) + E4(x) …(5)
ここで、EP1は、製品xに対して板クラウン許容はずれ又は局部耳伸びによる不良発生が予測される確率(期待不良率)である。また、EP2は、製品xに対して板厚許容はずれによる不良発生が予測される確率である。EP3は、製品xに対して材質はずれによる不良発生が予測される確率である。EP4は、製品xに対して表面性状荒れによる不良発生が予測される確率である。さらに、EP(x)は、製品xに対して不良発生が予測されるトータルの確率である。
EQ(x)=Q(x, x-1) …(6)
ここで、EQ(x)は、製品xに対して予測される能率(期待能率)である。
このようにして作成された製造ロットは、双方向バス5を介して各プロセスに置かれている製造管理コンピュータ200に送られる。製造プロセスの現場では、この製造ロットの順序どおりに製品が製造される。
本発明に係る製造ロット作成方法の具体的な実施例を、図5及び図7〜図13を参照しながら説明する。
まず、ステップS1において、製造ロット判定条件として、期待不良率の最大許容値PMAX=30%、期待能率の最小許容値QMIN=600ton/hが設定される。なお、本実施例においては、演算最大繰り返し回数Nを非常に大きい整数とし、上記期待不良率の最大許容値及び期待能率の最小許容値に関する条件が満足されるまで演算を繰り返すものとする。
P1((W1=1200, K1=1), (W2=1200, K2=1)) = 1%
P1((W1=1200, K1=1), (W2=1200, K2=1) , (W3=1200, K3=1)) = 1%
P1((W1=1200, K1=1), (W2=1200, K2=1) , (W3=1200, K3=1) , (W4=1200, K4=2)) = 3%
…
P2((T1=6, K1=1), (T2=6, K2=1)) = 2%
P2((T2=6, K2=1), (T3=6, K3=1)) = 2%
P2((T3=6, K3=1), (T4=6, K4=2)) = 2%
…
P3((T1=6, K1=1), (T2=6, K2=1)) = (2%+2%)/2 = 2.0%
P3((T2=6, K2=1), (T3=6, K3=1)) = (2%+3%)/2 = 2.5%
P3((T3=6, K3=1), (T4=1.4, K4=2)) = (3%+10%)/2 = 7.5%
…
P4(R1 =1500, K1=1) = 4%
P4(R2 =3000, K2=1) = 4%
P4(R3 =4500, K3=1) = 4%
…
Q(2,1) = Average q((T1=6, W1=1200, l1=1500, K1=1),
(T2=6, W2=1200, l2=1500, K2=1)) = 800ton/h
Q(3,2) = Average q((T2=6, W2=1200, l2=1500, K2=1),
(T3=6, W3=1200, l3=1500, K3=1)) = 800ton/h
Q(4,3) = Average q((T3=6, W3=1200, l3=1500, K3=1),
(T4=1.4, W4=1200, l4=1000, K4=2)) = 800ton/h
…
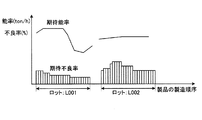
図11は、図10に示す期待不良率及び期待能率をグラフ化したものである。図11より明らかなように、製品P2117の期待能率(500ton/h)が最小許容値QMIN(600ton/h)を下回っており、製造ロット判定条件を満たさない。そのため、ステップS6において、製造ロットの修正が行われる。
2 製造ロットデータベース
3 製造実績データベース
4 注文情報データベース
5、6 双方向バス
7 モニタ
8 入力装置
10 演算処理部
11 入力受付部
12 データ読込部
13 条件付実績値算出部
14 条件付期待値算出部
15 判定部
16 修正部
17 出力部
18 書込部
20 記憶部
30 バス
100 溶鋼
101 連続鋳造機
102 スラブ
103 加熱炉
104 粗圧延機
105 仕上圧延機
106 圧延材
107 冷却機
108 巻取り機
121 ならし材
122 広幅材
123 中間幅材
124 準備材
125 難圧延材
200 製造管理コンピュータ
300 受注管理コンピュータ
Claims (13)
- 複数の製品を製造する際の製品の並び順を表す製造ロットを作成する方法において、
過去に製造された複数の製品の並び順、各製品の特性、並びに各製品における不良率及び生産能率に関する製造実績情報と、製造予定である複数の製品の並び順及び各製品の特性に関する製造予定情報とを取得する情報取得ステップと、
前記製造実績情報に基づいて、製造順序が連続する製品間における特性の関係と、該関係の下において発生した不良率を示す実績不良率と、該関係の下における生産能率を示す実績能率とを求める条件付実績値算出ステップと、
前記製造予定情報並びに前記条件付実績値算出ステップにおいて求められた実績不良率及び実績能率に基づいて、製造予定順序が連続する製品間における特性の関係の下において期待される不良率を示す期待不良率と、該関係の下において期待される生産能率を示す期待能率とを求める条件付期待値算出ステップと、
前記条件付期待値算出ステップにおいて求められた前記期待不良率及び前記期待能率が、所定の範囲に収まるか否かを判定する判定ステップと、
を含むことを特徴とする製造ロット作成方法。 - 前記条件付実績値算出ステップは、製造順序が連続する製品間における特性の関係と、該関係の下において発生した各製品の不良率の平均値及び生産能率の平均値を算出することにより、前記実績不良率及び前記実績能率をそれぞれ求めることを特徴とする請求項1に記載の製造ロット作成方法。
- 前記条件付期待値算出ステップは、製造予定順序が連続する製品間における特性の関係と、該特性の関係が共通する製品の実績不良率及び実績能率を抽出することにより、前記期待不良率及び前記期待能率を求めることを特徴とする請求項1又は2に記載の製造ロット作成方法。
- 前記期待不良率及び前記期待能率が許容される範囲を設定する設定ステップをさらに含むことを特徴とする請求項1〜3のいずれか1項に記載の製造ロット作成方法。
- 前記判定ステップにおいて前記期待不良率及び前記期待能率が前記所定の範囲に収まらないと判定された場合に、前記製造予定である複数の製品の並び順を修正する修正ステップをさらに含み、
前記条件付期待値算出ステップは、前記修正ステップにおいて修正された並び順に基づいて、前記期待不良率及び前記期待能率を求め、
前記判定ステップは、前記修正された並び順に基づいて算出された前記期待不良率及び前記期待能率が、所定の範囲に収まるか否かを判定することを特徴とする請求項1〜4のいずれか1項に記載の製造ロット作成方法。 - 前記修正ステップは、期待不良率又は期待能率が所定の範囲に収まらないと判定された製品の製造順序を、直前又は直後に製造予定となっている製品の製造順序と入れ替えることを特徴とする請求項5に記載の製造ロット作成方法。
- 前記修正ステップは、期待不良率又は期待能率が所定の範囲に収まらないと判定された製品の製造順序を、並び順の最初又は最後に挿入することを特徴とする請求項5に記載の製造ロット作成方法。
- 前記判定ステップは、前記期待不良率及び前記期待能率に対して行われた判定が所定の回数以下であるか否かを判定することを特徴とする請求項5〜7のいずれか1項に記載の製造ロット作成方法。
- 前記条件付期待値算出ステップにおいて算出された前記期待不良率及び前記期待能率を表示する表示ステップをさらに含むことを特徴とする請求項1〜8のいずれか1項に記載の製造ロット作成方法。
- 前記判定ステップにおいて前記期待不良率及び前記期待能率が前記所定の範囲に収まると判断された製品の並び順を表示する表示ステップをさらに含むことを特徴とする請求項1〜9のいずれか1項に記載の製造ロット作成方法。
- 前記判定ステップにおいて前記期待不良率及び前記期待能率が前記所定の範囲に収まると判断された製品の並び順を、前記製造予定情報に書き込む書込ステップをさらに含むことを特徴とする請求項1〜10のいずれか1項に記載の製造ロット作成方法。
- 複数の製品を製造する際の製品の並び順を表す製造ロットを作成する装置において、
過去に製造された複数の製品の並び順、各製品の特性、並びに各製品における不良率及び生産能率に関する製造実績情報と、製造予定である複数の製品の並び順及び各製品の特性に関する製造予定情報とを取得する情報取得手段と、
前記製造実績情報に基づいて、製造順序が連続する製品間における特性の関係と、該関係の下において発生した不良率を示す実績不良率と、該関係の下における生産能率を示す実績能率とを求める条件付実績値算出手段と、
前記製造予定情報並びに前記条件付実績値算出手段によって求められた実績不良率及び実績能率に基づいて、製造予定順序が連続する製品間における特性の関係の下において期待される不良率を示す期待不良率と、該関係の下において期待される生産能率を示す期待能率とを求める条件付期待値算出手段と、
前記条件付期待値算出手段によって求められた前記期待不良率及び前記期待能率が、所定の範囲に収まるか否かを判定する判定手段と、
を備えることを特徴とする製造ロット作成装置。 - 請求項12に記載の製造ロット作成装置と、
前記製造ロット作成装置に接続され、過去に製造された複数の製品の並び順、各製品の特性、並びに各製品における不良率及び生産能率に関する製造実績情報と、製造予定である複数の製品の並び順及び各製品の特性に関する製造予定情報を格納する格納手段と、
を備えることを特徴とする製造ロット作成システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010083216A JP5471725B2 (ja) | 2010-03-31 | 2010-03-31 | 製造ロット作成方法、装置及びシステム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010083216A JP5471725B2 (ja) | 2010-03-31 | 2010-03-31 | 製造ロット作成方法、装置及びシステム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011215873A JP2011215873A (ja) | 2011-10-27 |
| JP2011215873A5 JP2011215873A5 (ja) | 2013-03-28 |
| JP5471725B2 true JP5471725B2 (ja) | 2014-04-16 |
Family
ID=44945539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010083216A Active JP5471725B2 (ja) | 2010-03-31 | 2010-03-31 | 製造ロット作成方法、装置及びシステム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5471725B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020111061A1 (ja) * | 2018-11-28 | 2020-06-04 | 日本製鉄株式会社 | プレス成形品の製造方法、金属板セット、プレス装置及びプレスライン |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109940047B (zh) * | 2019-03-28 | 2021-01-26 | 首钢智新迁安电磁材料有限公司 | 一种硅钢尺寸协同控制的方法及装置 |
| JP7401738B2 (ja) * | 2019-10-03 | 2023-12-20 | 日本製鉄株式会社 | 圧延計画支援装置、圧延順序決定方法及びコンピュータプログラム |
| CN117396283A (zh) | 2022-05-12 | 2024-01-12 | 东芝三菱电机产业系统株式会社 | 轧制生产性提高辅助装置 |
| CN115128986A (zh) * | 2022-07-29 | 2022-09-30 | 深圳市玄羽科技有限公司 | 基于SaaS级的工业互联网产量实时监控系统及方法 |
| KR20240037291A (ko) * | 2022-08-08 | 2024-03-21 | 도시바 미쓰비시덴키 산교시스템 가부시키가이샤 | 압연 라인의 조업 지원 방법, 조업 지원 장치 및 조업 지원 프로그램 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3278233B2 (ja) * | 1993-05-07 | 2002-04-30 | 旭テック株式会社 | 鋳造管理方法 |
| JP3597575B2 (ja) * | 1994-10-14 | 2004-12-08 | 新日本製鐵株式会社 | シーケンススケジューリング装置 |
| JP2005059020A (ja) * | 2003-08-19 | 2005-03-10 | Nippon Steel Corp | 熱間圧延工場の物流スケジューリング装置 |
| JP2009009311A (ja) * | 2007-06-27 | 2009-01-15 | Jfe Steel Kk | 生産計画作成支援装置、生産計画作成支援方法および生産計画作成支援プログラム |
| JP2009020807A (ja) * | 2007-07-13 | 2009-01-29 | Jfe Steel Kk | 鉄鋼製品の製造ロットの編成方法、編成装置及びそのためのコンピュータプログラム |
| JP5169096B2 (ja) * | 2007-09-14 | 2013-03-27 | Jfeスチール株式会社 | 品質予測装置、品質予測方法及び製品の製造方法 |
| JP5169098B2 (ja) * | 2007-09-14 | 2013-03-27 | Jfeスチール株式会社 | 品質予測装置、品質予測方法及び製造方法 |
-
2010
- 2010-03-31 JP JP2010083216A patent/JP5471725B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020111061A1 (ja) * | 2018-11-28 | 2020-06-04 | 日本製鉄株式会社 | プレス成形品の製造方法、金属板セット、プレス装置及びプレスライン |
| JPWO2020111061A1 (ja) * | 2018-11-28 | 2021-09-27 | 日本製鉄株式会社 | プレス成形品の製造方法、金属板セット、プレス装置及びプレスライン |
| JP7037132B2 (ja) | 2018-11-28 | 2022-03-16 | 日本製鉄株式会社 | プレス成形品の製造方法、金属板セット、プレス装置及びプレスライン |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011215873A (ja) | 2011-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5471725B2 (ja) | 製造ロット作成方法、装置及びシステム | |
| JP5012660B2 (ja) | 製品品質予測および制御方法 | |
| JP6593080B2 (ja) | 製鋼圧延計画立案装置、製鋼圧延計画立案方法、およびプログラム | |
| CN111352403A (zh) | 一种板材轧制的工艺设计方法 | |
| JP4987795B2 (ja) | 熱間圧延工場の製造ロット編成装置及び編成方法 | |
| CN108284132B (zh) | 一种板带热轧工业过程优化控制方法 | |
| JP5047929B2 (ja) | 生産計画立案支援装置、方法、プログラム、及びコンピュータ読み取り可能な記憶媒体 | |
| JP2007264682A (ja) | 鋼板製造における生産管理方法 | |
| JP2008168320A (ja) | 圧延ラインの組織・材質管理システム | |
| JP2000176634A (ja) | 鉄鋼製品の生産計画策定装置 | |
| JP4349087B2 (ja) | 鉄鋼製品の製造工程における注文に対する現品の充当方法 | |
| JP6652095B2 (ja) | 鋼板の圧延方法及び鋼板の製造方法 | |
| JP2012155702A (ja) | 生産計画方法および装置 | |
| JP2005242816A (ja) | コンピュータによる受注交渉支援方法 | |
| JP5494194B2 (ja) | 生産対象範囲設定装置および生産対象範囲設定方法 | |
| JP6477309B2 (ja) | 製鋼生産スケジュール作成装置、製鋼生産スケジュール作成方法、操業方法、及び製鋼製品の製造方法 | |
| JP5686705B2 (ja) | 製造設備の操業支援システム | |
| JP2007115169A (ja) | 生産計画作成装置及び生産計画作成方法、並びにプログラム | |
| JP2013182348A (ja) | 生産計画作成装置、生産計画作成システム、及び生産計画作成プログラム | |
| JP4232386B2 (ja) | 生産計画作成システム及び生産計画作成方法 | |
| Biondi et al. | Production optimization and scheduling in a steel plant: hot rolling mill | |
| JP3307482B2 (ja) | 金属製品の製造原価増分費用算出装置 | |
| JP5803318B2 (ja) | 操業ルール作成方法及び生産物流計画作成方法 | |
| JP4893051B2 (ja) | 生産管理システム | |
| JP2009059045A (ja) | 製品品質の制御方法及び制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130206 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5471725 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |