JP5407933B2 - 太陽電池モジュール - Google Patents
太陽電池モジュール Download PDFInfo
- Publication number
- JP5407933B2 JP5407933B2 JP2010042689A JP2010042689A JP5407933B2 JP 5407933 B2 JP5407933 B2 JP 5407933B2 JP 2010042689 A JP2010042689 A JP 2010042689A JP 2010042689 A JP2010042689 A JP 2010042689A JP 5407933 B2 JP5407933 B2 JP 5407933B2
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- electrode
- thin wire
- thickness
- conductive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims description 33
- 239000011347 resin Substances 0.000 claims description 21
- 229920005989 resin Polymers 0.000 claims description 21
- 239000000853 adhesive Substances 0.000 claims description 18
- 230000001070 adhesive effect Effects 0.000 claims description 18
- 239000010419 fine particle Substances 0.000 claims description 7
- 239000010410 layer Substances 0.000 description 90
- 239000011162 core material Substances 0.000 description 46
- 230000000052 comparative effect Effects 0.000 description 18
- 238000006243 chemical reaction Methods 0.000 description 17
- 230000035882 stress Effects 0.000 description 12
- 239000004065 semiconductor Substances 0.000 description 11
- 230000007423 decrease Effects 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000007650 screen-printing Methods 0.000 description 9
- 239000012790 adhesive layer Substances 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- 238000002788 crimping Methods 0.000 description 7
- 239000002184 metal Substances 0.000 description 6
- 229910052751 metal Inorganic materials 0.000 description 6
- 230000008602 contraction Effects 0.000 description 5
- 238000005336 cracking Methods 0.000 description 5
- 238000007747 plating Methods 0.000 description 5
- 229910000679 solder Inorganic materials 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 239000004020 conductor Substances 0.000 description 4
- 230000007774 longterm Effects 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910021417 amorphous silicon Inorganic materials 0.000 description 2
- 239000000969 carrier Substances 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229910021420 polycrystalline silicon Inorganic materials 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000010248 power generation Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images
















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Photovoltaic Devices (AREA)
Description
前記接続領域における単位長さ当たりの前記配線材と前記接続用電極との接触面積は、前記接続領域以外にある単位長さ当たりの接続用電極の面積よりも大きいことを特徴とする。
[第1実施形態]
(太陽電池モジュール)
本発明の第1実施形態に係る太陽電池モジュールについて、図1〜図4を参照して説明する。本発明の実施形態に係る太陽電池モジュールは、いわゆるバスバーレス構造の太陽電池を含む。従って、本実施形態における接続用電極は、細線電極である。

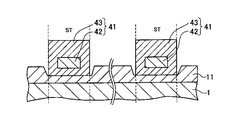
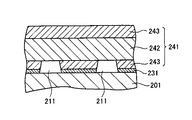
図4に示すように、実施例1〜3の太陽電池では、細線電極11の配線材41との接続部分11aの厚みαが、導電層43の厚みβより小さい。換言すると、実施例1〜3の太陽電池では、接続部分11aの頂点と芯材42の表面との間に導電層43が介在している。
[第2実施形態]
次に、本発明の第2実施形態について、図面を参照しながら説明する。なお、以下においては、上述した第1実施形態と第2実施形態との差異を主として説明する。
上述したように、第2実施形態に係る太陽電池モジュールは、太陽電池1の主面から細線電極11の頂点までの厚みを固定とし、導電層43の厚みを厚くすることで、主面から細線電極11の頂点までの厚みが導電層43の厚みより小となるようにした場合であっても、第1実施形態に係る太陽電池モジュールと同様の効果が得られる。すなわち、導電層43よりも硬質の芯材42に細線電極11が押し付けられることにより生じる太陽電池1への応力を緩和することができ、太陽電池の割れ等の不具合を抑制することができる。その結果として、太陽電池1の機械的強度が高められる。また、これにより、製造時における歩留まり低下を抑止することができる。
[第3実施形態]
次に、本発明の第3実施形態について、図面を参照しながら説明する。なお、以下においては、上述した第1実施形態と第2実施形態との差異を主として説明する。なお、第3実施形態に係る太陽電池モジュールの平面外観は、第1又は第2実施形態の太陽電池モジュールと同様であるため、断面の位置関係を示すのに図1,図2を用いて説明する。
上述したように、第3実施形態に係る太陽電池モジュールでは、細線電極11のうち接続領域STにある部分の太陽電池の主面からの厚みは、導電層43よりも小さくされている。従って、細線電極11のうち導電層43にめり込む部分(接続部分)の厚みは、導電層43の厚みよりも小さくされている。このため、細線電極11の頂点が芯材42に接触することがなく、導電層43よりも硬質の芯材42が細線電極11に押し付けられることにより生じる太陽電池の割れ等の不具合を抑制することができる。
[第4実施形態]
次に、本発明の第4実施形態について、図面を参照しながら説明する。なお、以下においては、上述した第1実施形態乃至第3実施形態との差異を主として説明する。
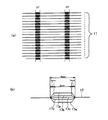
上述したように、第4実施形態に係る太陽電池モジュールは、細線電極のうち接続領域STにある部分を他の部分よりも低くするとともに、複数本の枝部に分岐する。細線電極のうち接続領域STにある部分における単位長さ当たりの面積の合計が、細線電極のうち接続領域ST以外にある部分の単位長さ当たりの面積以上になるように形成されている。
[第5実施形態]
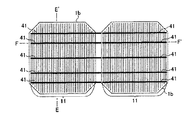
次に、本発明の第5実施形態について、図面を参照しながら説明する。図9は、本実施形態に係る太陽電池モジュールの平面図である。同図に示すように、本実施形態に係る太陽電池1a上には、細線電極11とバスバー電極20とが形成されている。本実施形態における接続用電極は、バスバー電極20である。図10は、細線電極11及びバスバー電極20の印刷パターンを示す。細線電極11とバスバー電極20とは交差する。具体的に、バスバー電極20は、配線材41が太陽電池1aに接続される接続領域STにおいて、太陽電池1aが配列される方向に沿って形成される。従って、バスバー電極20上には、配線材41が配置される。バスバー電極20は、細線電極11と同様の材料を用いて形成することができる。
(作用及び効果)
本実施形態に係る太陽電池モジュールでは、導電層43よりも厚みの小さいバスバー電極20が、接続領域STに形成される。バスバー電極20と配線材41との接続部分20aの厚みγは、導電層43の厚みεよりも小さい。そのため、バスバー電極20と芯材42との間には導電層43が介在している。接続部分20aが導電層43にめり込むことにより、バスバー電極20と配線材41とは機械的かつ電気的に接続される。
[第6実施形態]
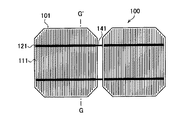
次に、本発明の第6実施形態について、図面を参照しながら説明する。図13は、本実施形態にかかる太陽電池モジュールの平面図である。本実施形態と上記第5実施形態との相違点は、太陽電池1bどうしが、複数本(5本)の配線材41によって、互いに接続される点である。配線材41は、細いワイヤー(電線)状に形成される。ただし、配線材41の断面形状は円形に限らず、楕円形や方形であってもよい。
(作用及び効果)
本実施形態に係る太陽電池モジュールでは、導電層43よりも厚みの小さいバスバー電極20が、接続領域STに形成される。バスバー電極20と配線材41との接続部分の厚みは、導電層43の厚みよりも小さい。そのため、バスバー電極20と芯材42との間には導電層43が介在している。バスバー電極20は、導電層43にめり込むことにより配線材41と機械的かつ電気的に接続される。
(その他の変更例)
本発明の要旨は、配線材と接続用電極とが接続される接続領域において、接続用電極の配線材との接続部分の厚みを、軟導電体の厚みより小とする点である。したがって、接続用電極として細線電極を用いる場合、細線電極が形成される太陽電池表面に、細線電極の電極幅と略同幅を有する溝部が形成されており、溝部幅に沿って、溝部底面に細線電極をスクリーン印刷することもできる。
Claims (2)
- 一主面に接続用電極を有する太陽電池と、
表面に導電層を有し、前記接続用電極と接続される配線材と、
前記太陽電池の一主面の接続領域と前記配線材とを接着する樹脂接着剤と、
を備え、
前記接続用電極は、前記導電層にめり込み、
前記接続用電極の前記導電層にめり込んだ部分の厚みは、前記導電層の厚みよりも小である、
太陽電池モジュール。 - 前記樹脂接着剤は、導電性または絶縁性の微粒子を含む、請求項1に記載の太陽電池モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010042689A JP5407933B2 (ja) | 2007-03-19 | 2010-02-26 | 太陽電池モジュール |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007071232 | 2007-03-19 | ||
| JP2007071232 | 2007-03-19 | ||
| JP2010042689A JP5407933B2 (ja) | 2007-03-19 | 2010-02-26 | 太陽電池モジュール |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007335040A Division JP5384004B2 (ja) | 2007-03-19 | 2007-12-26 | 太陽電池モジュール |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010118706A JP2010118706A (ja) | 2010-05-27 |
| JP5407933B2 true JP5407933B2 (ja) | 2014-02-05 |
Family
ID=39985394
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007335040A Expired - Fee Related JP5384004B2 (ja) | 2007-03-19 | 2007-12-26 | 太陽電池モジュール |
| JP2010042689A Expired - Fee Related JP5407933B2 (ja) | 2007-03-19 | 2010-02-26 | 太陽電池モジュール |
| JP2012019946A Expired - Fee Related JP5556827B2 (ja) | 2007-03-19 | 2012-02-01 | 太陽電池モジュールの製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007335040A Expired - Fee Related JP5384004B2 (ja) | 2007-03-19 | 2007-12-26 | 太陽電池モジュール |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012019946A Expired - Fee Related JP5556827B2 (ja) | 2007-03-19 | 2012-02-01 | 太陽電池モジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP5384004B2 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5384004B2 (ja) * | 2007-03-19 | 2014-01-08 | 三洋電機株式会社 | 太陽電池モジュール |
| JP5203732B2 (ja) * | 2008-01-30 | 2013-06-05 | 信越化学工業株式会社 | 太陽電池の製造方法 |
| JP2010135562A (ja) * | 2008-12-04 | 2010-06-17 | Sharp Corp | 光電変換素子、光電変換素子モジュールおよび光電変換素子の製造方法 |
| JP5423105B2 (ja) * | 2009-03-31 | 2014-02-19 | 三洋電機株式会社 | 太陽電池セル、太陽電池モジュールおよび太陽電池システム |
| CN103109378B (zh) * | 2010-09-17 | 2016-06-01 | 陶氏环球技术有限责任公司 | 改进的光伏电池组件和方法 |
| SG189384A1 (en) | 2010-10-14 | 2013-05-31 | Hitachi Chemical Co Ltd | Solar cell module |
| JP5480120B2 (ja) * | 2010-12-07 | 2014-04-23 | デクセリアルズ株式会社 | 太陽電池モジュール、太陽電池モジュールの製造方法、太陽電池セル及びタブ線の接続方法 |
| JP5798772B2 (ja) * | 2011-03-25 | 2015-10-21 | デクセリアルズ株式会社 | 太陽電池モジュール、太陽電池モジュールの製造方法、タブ線 |
| JP5903600B2 (ja) * | 2011-09-29 | 2016-04-13 | パナソニックIpマネジメント株式会社 | 太陽電池モジュール及びこれの製造方法 |
| JP5889701B2 (ja) * | 2012-04-06 | 2016-03-22 | デクセリアルズ株式会社 | 結晶系太陽電池モジュール及びその製造方法 |
| WO2014045325A1 (ja) * | 2012-09-21 | 2014-03-27 | 丸正株式会社 | 太陽電池用リード線及びその製造方法 |
| JP5977165B2 (ja) * | 2012-12-25 | 2016-08-24 | 京セラ株式会社 | 光電変換素子 |
| JP6511736B2 (ja) * | 2014-06-20 | 2019-05-15 | 日立化成株式会社 | 太陽電池モジュールの製造方法 |
| EP3410493B1 (en) | 2014-06-26 | 2020-06-24 | Lg Electronics Inc. | Solar cell module |
| KR101875742B1 (ko) * | 2014-08-11 | 2018-08-02 | 엘지전자 주식회사 | 태양 전지 모듈 |
| WO2016065945A1 (en) * | 2014-10-31 | 2016-05-06 | Byd Company Limited | Solar cell array, solar cell module and manufacturing method thereof |
| WO2016065933A1 (en) * | 2014-10-31 | 2016-05-06 | Byd Company Limited | Solar cell, solar cell module and manufacturing method thereof |
| CN106206762B (zh) * | 2014-10-31 | 2018-12-21 | 比亚迪股份有限公司 | 太阳能电池片阵列、太阳能电池组件及其制备方法 |
| JP2017120810A (ja) * | 2015-12-28 | 2017-07-06 | 日立化成株式会社 | 太陽電池セル及び太陽電池モジュール |
| JP6706849B2 (ja) | 2016-03-30 | 2020-06-10 | パナソニックIpマネジメント株式会社 | 太陽電池セル、太陽電池モジュール、太陽電池セルの製造方法 |
| JP6742000B2 (ja) * | 2016-09-13 | 2020-08-19 | パナソニックIpマネジメント株式会社 | 太陽電池モジュール |
| JP2019204806A (ja) * | 2016-09-27 | 2019-11-28 | パナソニックIpマネジメント株式会社 | 太陽電池セル、太陽電池モジュール、及び太陽電池セルの製造方法 |
| JP2018056490A (ja) * | 2016-09-30 | 2018-04-05 | パナソニックIpマネジメント株式会社 | 太陽電池モジュールおよび太陽電池セル |
| JP6705517B2 (ja) * | 2019-02-01 | 2020-06-03 | 日立化成株式会社 | 太陽電池モジュールの製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2992638B2 (ja) * | 1995-06-28 | 1999-12-20 | キヤノン株式会社 | 光起電力素子の電極構造及び製造方法並びに太陽電池 |
| JP4189190B2 (ja) * | 2002-09-26 | 2008-12-03 | 京セラ株式会社 | 太陽電池モジュール |
| JP2005101519A (ja) * | 2003-09-05 | 2005-04-14 | Hitachi Chem Co Ltd | 太陽電池ユニット及び太陽電池モジュール |
| JP4464708B2 (ja) * | 2004-02-26 | 2010-05-19 | 信越半導体株式会社 | 太陽電池モジュール及び太陽電池モジュールの製造方法 |
| JP5323310B2 (ja) * | 2005-11-10 | 2013-10-23 | 日立化成株式会社 | 接続構造及びその製造方法 |
| JP5384004B2 (ja) * | 2007-03-19 | 2014-01-08 | 三洋電機株式会社 | 太陽電池モジュール |
-
2007
- 2007-12-26 JP JP2007335040A patent/JP5384004B2/ja not_active Expired - Fee Related
-
2010
- 2010-02-26 JP JP2010042689A patent/JP5407933B2/ja not_active Expired - Fee Related
-
2012
- 2012-02-01 JP JP2012019946A patent/JP5556827B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP5556827B2 (ja) | 2014-07-23 |
| JP5384004B2 (ja) | 2014-01-08 |
| JP2008263163A (ja) | 2008-10-30 |
| JP2012109600A (ja) | 2012-06-07 |
| JP2010118706A (ja) | 2010-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5407933B2 (ja) | 太陽電池モジュール | |
| JP5213712B2 (ja) | 太陽電池モジュール及び太陽電池モジュールの製造方法 | |
| JP4974722B2 (ja) | 太陽電池モジュールの製造方法及び太陽電池モジュール | |
| JP5367569B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP5436901B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP5046743B2 (ja) | 太陽電池モジュール及びその製造方法 | |
| JP5367588B2 (ja) | 太陽電池モジュール | |
| JP2013219378A (ja) | 太陽電池モジュール | |
| JP2016006913A (ja) | 太陽電池モジュール及び太陽電池モジュールの製造方法 | |
| JP5100206B2 (ja) | 太陽電池モジュール | |
| JP4974718B2 (ja) | 太陽電池モジュール | |
| JP5312293B2 (ja) | 太陽電池モジュール | |
| JP5328849B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP5312410B2 (ja) | 太陽電池モジュール | |
| JP5312375B2 (ja) | 太陽電池モジュール | |
| JP5490466B2 (ja) | 太陽電池モジュール | |
| JP5516566B2 (ja) | 太陽電池モジュール及びその製造方法 | |
| WO2012002445A1 (ja) | 太陽電池モジュール及びその製造方法 | |
| TW201947869A (zh) | 太陽能電池串及其製造方法 | |
| JP2019091744A (ja) | 太陽電池モジュールおよび太陽電池モジュールの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101217 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20111117 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20111130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130516 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20130628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130730 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131021 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5407933 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |