JP5403246B2 - 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 - Google Patents
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 Download PDFInfo
- Publication number
- JP5403246B2 JP5403246B2 JP2009201985A JP2009201985A JP5403246B2 JP 5403246 B2 JP5403246 B2 JP 5403246B2 JP 2009201985 A JP2009201985 A JP 2009201985A JP 2009201985 A JP2009201985 A JP 2009201985A JP 5403246 B2 JP5403246 B2 JP 5403246B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- resin
- rollers
- pair
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/02—Combined thermoforming and manufacture of the preform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/12—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor of articles having inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/26—Component parts, details or accessories; Auxiliary operations
- B29C51/266—Auxiliary operations after the thermoforming operation
- B29C51/267—Two sheets being thermoformed in separate mould parts and joined together while still in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/006—Using vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/004—Shaping under special conditions
- B29C2791/007—Using fluid under pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/904—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article using dry calibration, i.e. no quenching tank, e.g. with water spray for cooling or lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
Description
このような成形方法によれば、押出された溶融状態の樹脂をそのまま利用して、ブロー(あるいは真空)成形することにより、いったん成形した樹脂を再加熱することに起因する加熱の不均一性等の技術的問題点を引き起こすことなしに、サンドイッチパネルを成形することが可能である。
特に、押出された溶融状態の樹脂をそのまま下方に垂下させ、鉛直方向に延びる樹脂を型締することによりブロー(あるいは真空)成形することにより、たとえば樹脂を横方向に押出する場合に比べて、二次成形の型締まで溶融状態の樹脂を支持する必要なしに非接触状態で押出ダイより送り出すことが可能である。
このような成形技術が、たとえば、特許文献1ないし特許文献3に開示されている。
より詳細には、一対のシート状パリソンの各々について、押出ヘッドから押し出されるシート状パリソンと装飾シートとが、一対の圧着ロールにより互いに圧着され、内側がシート状パリソン、外側が装飾シートからなる加飾パリソンとされたうえで、分割金型間に配置されるようにしている。
より詳細には、鏡面ヒートローラーの間隔をポリプロピレンシートの厚さより僅かに狭くするとともに、鏡面ヒートローラーを130℃に加熱しておき、ポリプロピレンシートを鏡面ヒートローラーの間を通すことにより、シートを熱圧して、シートの表面の押出筋を消し、ローラーの表面を転写することにより、ローラーと同様の鏡面肌に矯正する点が開示されている。
より詳細には、各シートのドローダウンに応じて、シートのけん引速度を制御したり、あるいは押出成形機のスクリュー回転数を調整することにより、光沢出しされた両シートがほぼ同時に成型金型内に供給されるようにしている。ここに、ドローダウンとは、時間経過とともにシートの自重により溶融状態のシートが引き伸ばされてシートの上方ほど薄肉となる現象をいい、ちなみにネックインとは、ドローダウンに起因してシートの幅方向に収縮してシート幅が小さくなる現象をいう。
しかしながら、これらの先行の成形技術においては、二次成形前に押し出された溶融状態の樹脂をそのまま下方に垂下させることに起因して、以下のような技術的問題点が引き起こされる。
ブローあるいは吸引(真空)による二次成形により最終的にシートの賦形を行う場合、二次成形前のシートの厚みが押出方向に不均一であると、二次成形後の最終的なシートの厚みに影響を及ぼす。
このような点に対処するために、たとえば、シートの成形中に、ドローダウンに応じて成形の進行に伴いシートの押出速度を増大するように変動させるとすれば、それにより成形終盤に相当するシートの上部ほどシートの厚みを厚肉化することが可能であり、ドローダウンに伴うシートの上部の薄肉化に対処可能であるように考えられる。
しかしながら、このようなシートの押出速度の変動は、シートの押出圧力の変動を引き起こすことから、押出スリットから押し出される溶融樹脂のスウェルの変動を生じ、かえってスウェルの変動に伴ってシート厚みが不均一となる。
ちなみに、特許文献3において、各シートのドローダウンに応じて、シートのけん引速度を制御したり、あるいは押出成形機のスクリュー回転数を調整する点が開示されているが、これは各シートのドローダウンの発生を抑制あるいは解消するのではなく、両シートにドローダウンが生じることを前提に、シートのけん引速度を制御したり、あるいは押出成形機のスクリュー回転数を調整することにより、両シートがほぼ同時に成型金型内に供給されるようにしているに過ぎない。
より詳細には、一対のローラーにより溶融状態のシート状樹脂を確実に送り出すためには、ローラーの表面とシートの表面との間の動摩擦力を確保することが重要である一方、一対のローラーが溶融状態のシート状樹脂を挟み込んで下方に送り出すことにより、一対のローラーはシート状樹脂により熱伝導を通じて加熱されるため、定常状態において、一対のローラーの外表面温度は、シート状樹脂の温度に近接する。
この場合、定常状態において、一対のローラーによるシート状樹脂の押圧力を増大するほど溶融状態のシート状樹脂が一対のローラーの外表面にへばりつきやすくなり、ローラーの回転とともに下方に送り出されずに、ローラーの外表面に巻き付いてしまうことがある。
だからといって、押圧力の低減により動摩擦力を低下すれば、一対のローラーの外表面とシート状樹脂の表面との間に滑りを生じ、シート状樹脂を確実に下方に送り出すことが困難となる。
より詳細には、押出ヘッドより押し出し垂下される2枚のシート状パリソンが、案内部材にて対向間隔が広がる方法に案内され、このときの案内抵抗により押し出しヘッドから案内部材間におけるパリソンのドローダウンが防止されるとともに、パリソンは案内部材に沿って均一な平板状に成形される。また、特許文献4においては、一対のローラーに相当する案内部材を同期回転駆動するとともに、案内部材の内部に温度調整装置を設け、案内部材の表面温度をシート状パリソンの温度に近い温度にコントロールするようにしてもよいと記載されている。
熱可塑性樹脂を溶融混練する段階と、
溶融混練した熱可塑性樹脂を所定量貯留する段階と、
Tダイに設けられた所定間隔の押出スリットから溶融状態のシート状に下方に垂下するように、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出す段階と、を有し、
それにより、押出スリットから溶融状態のシート状樹脂が所定の厚みにて所定押出速度で下方に押し出され、
下方に押し出された溶融状態のシート状樹脂の最下部が、押出スリットの下方に配置され、かつ間隔がシート状樹脂の前記所定の厚みより広げられた一対のローラー間を通過した後に、一対のローラー同士を相対的に近接させることにより、一対のローラーでシート状樹脂を挟み込み、ローラーの回転駆動により前記所定押出速度以上の速度で下方へ送り出す段階と、
ローラーにより送り出された溶融状態のシート状樹脂を一対のローラーの下方に配置された金型の側方に配置する段階と、
シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、
該シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、前記一対のローラーにより挟み込まれる該シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記一対のローラーそれぞれの表面温度を前記一対のローラーに向かって押し出される溶融状態のシート状樹脂の温度より所定温度範囲内で低く設定する段階を有する、構成としている。
より詳細には、まず、溶融混練した熱可塑性樹脂を所定量貯留し、Tダイに設けられた所定間隔の押出スリットから、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことにより、熱可塑性樹脂はスウェルし、溶融状態のシート状に下方に垂下するように所定の厚みにて所定押出速度で押し出される。
次いで、押出スリットの下方に配置された一対のローラー同士の間隔をシート状樹脂の厚みより広げることにより、下方に押し出された溶融状態のシート状樹脂の最下部が一対のローラー間に円滑に供給されるようにする。
次いで、一対のローラー同士を互いに近接させて、一対のローラー同士の間隔を狭めてシート状樹脂を挟み込み、ローラーの回転によりシート状樹脂を下方に送り出す。その際、一対のローラー間に供給されるスウェルした状態のシート状樹脂の厚みに係わらず、一対のローラーにより挟み込まれるシート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧することにより、一対のローラー同士の間隔が供給されるシート状樹脂の厚みに追従するようにするとともに、シート状樹脂が一対のローラーに供給されている間、一対のローラーによるシート状樹脂の下方への送り出し速度が、シート状樹脂の押出速度以上となるようにローラーの回転速度を調整する一方、一対のローラーそれぞれの表面温度を供給されるシート状樹脂の温度より所定温度範囲内で低く設定する。
一対のローラーによるシート状樹脂の下方への送り出しは、一対のローラーの外表面とシート状樹脂の外表面との間に作用する動摩擦力が支配因子であり、この動摩擦力は、ローラーとシート状樹脂それぞれの材質により定まる動摩擦係数と、ローラーからのシート状樹脂への押圧力とにより定まるところ、一対のローラーによるシート状樹脂の押圧力を制限しつつ、一対のローラーの表面それぞれに凹凸状のシボを設けて動摩擦係数を増大させることにより、一対のローラーそれぞれの外表面と対応するシート状樹脂の表面との間に滑りを生じることなしに確実にシート状樹脂を下方に送り出すとともに、一対のローラーそれぞれの表面温度をシート状樹脂の温度より所定温度以上低くすることにより、ローラーの回転速度を低減することなしに一対のローラーによるシート状樹脂の巻き付きを防止する一方、シート状樹脂の温度より所定温度以上低くならないようにすることにより、シート状樹脂を二次成形に適した溶融状態に保持することが可能となる。
このとき、時間経過とともにローラーの回転速度を低下させて、送り出し速度を熱可塑性樹脂製シートの押出速度に近づけるように調整する。これにより、シート状樹脂の上部ほど一対のローラーによる下方への引っ張り力が低下することから、相対的にこのような引っ張り力に伴う延伸薄肉化が低減され、ドローダウンあるいはネックインに伴う薄肉化を相殺し、ドローダウンあるいはネックインを有効に防止し、以て押出方向に一様な厚みを形成することが可能である。
次いで、押出方向に一様な厚みを形成したシート状樹脂を一対のローラーの下方に配置された分割金型間に配置して、所定量のシート状樹脂の押出が完了する時点で分割金型を型締めし、シート状樹脂と分割金型との間の空気を加圧および/または減圧することによって金型形状に沿った形状に成形することにより、二次成形の際の賦形に悪影響を与えることなく、押し出し方向に所望の厚みを備えた樹脂成形品を成形することが可能となる。
さらに、シート状樹脂が非晶性樹脂の場合、前記所定温度範囲は、約80度ないし約95度の範囲であるのがよい。
さらにまた、シート状樹脂が結晶性樹脂の場合、前記所定温度範囲は、約50度ないし約90度の範囲であるのがよい。
加えて、冷媒の温度は、シート状樹脂を成形中、一定温度に保持するのがよい。
第1熱可塑性樹脂を溶融混練する段階と、
溶融混練した第1熱可塑性樹脂を所定量貯留する段階と、
貯留された第1熱可塑性樹脂を第1Tダイから溶融状態のシート状に下方に垂下するように間欠的に押し出す段階と、
下方に押し出された第1シート状樹脂を第1Tダイの下方に配置された第1組の一対のローラーで挟み込み、ローラーの回転駆動により第1シート状樹脂を下方へ送り出す段階とを有し、
前記送り出し段階は、第1シート状樹脂の押出速度に応じて、前記送り出し速度が該押出速度以上となる範囲で前記ローラーの回転速度を調整する段階を有し、
該第1シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記第1組の一対のローラーへ供給される該第1シート状樹脂の厚みに係わらず、前記第1組の一対のローラーにより挟み込まれる該第1シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記第1組の一対のローラーそれぞれの表面温度を前記第1組の一対のローラーに向かって押し出される溶融状態の第1シート状樹脂の外表面温度より所定温度範囲内で低く設定する段階を有し、
さらに、第2熱可塑性樹脂を溶融混練する段階と、
溶融混練した第2熱可塑性樹脂を所定量貯留する段階と、
貯留された第2熱可塑性樹脂を第2Tダイから溶融状態のシート状に下方に垂下するように間欠的に押し出す段階と、
下方に押し出された第2熱シート状樹脂を第2Tダイの下方に配置された第2組の一対のローラーで挟み込み、ローラーの回転駆動により第2シート状樹脂を下方へ送り出す段階とを有し、
前記送り出し段階は、第2シート状樹脂の押出速度に応じて、前記送り出し速度が該押出速度以上となる範囲で前記ローラーの回転速度を調整する段階を有し、
該第2シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記第2組の一対のローラーへ供給される該第2シート状樹脂の厚みに係わらず、前記第2組の一対のローラーにより挟み込まれる該第2シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記第2組の一対のローラーそれぞれの表面温度を前記第2組の一対のローラーに向かって押し出される溶融状態の第2シート状樹脂の外表面温度より所定温度範囲内で低く設定する段階を有し、
さらに、ローラーにより送り出された第1および第2の溶融状態のシート状樹脂を、第1組および第2組の一対のローラーの下方に配置された分割金型間に配置して、分割金型の一方の金型と第1シート状樹脂の間の空気を減圧することによって第1シート状樹脂を一方の金型キャビティに密着させるとともに、分割金型の他方の金型と第2シート状樹脂の間の空気を減圧することによって第2シート状樹脂を他方の金型キャビティに密着させた後、分割金型を型締めする段階を有し、
分割金型の型締めにより金型外周のピンチオフ形成部を通じて第1および第2シート状樹脂を溶着一体化することにより、密閉中空部を有する樹脂成形品を形成する構成としている。
押し出された溶融状態の熱可塑性樹脂製シートの厚み調整装置であって、
それぞれ外表面に凹凸状のシボが設けられ、押出ダイの下方の所定位置に設けられた一対のローラーであって、各々の回転軸が互いに平行に略水平に配置された一対のローラーと、
前記一対のローラーを回転駆動するローラー回転駆動手段と、
前記一対のローラーのうち、いずれか一方のローラーを対応するローラーに対して、あるいは両ローラーを前記一対のローラーを包含する平面内で移動させることにより、前記一対のローラー同士の間隔を調整する間隔調整手段と、
押し出された溶融状態の熱可塑性樹脂製シートの押出速度と、前記一対のローラー間に挟み込まれた熱可塑性樹脂製シートの前記一対のローラーによる下方への送り出し速度との相対速度差を調整する相対速度差調整手段と、
前記一対のローラーの表面温度を前記一対のローラーに向かって押し出される溶融状態の熱可塑性樹脂製シートの温度より所定温度範囲内で低く設定するように、前記一対のローラーそれぞれの表面温度を調整するローラー表面温度調整手段とを有する、構成としている。
熱可塑性樹脂を押出成形により賦形し、一次成形された熱可塑性樹脂を垂下する形態で押し出す一次成形部と、一次成形部により押し出された熱可塑性樹脂をブロー成形あるいは真空成形により二次成形する二次成形部とを有する、熱可塑性樹脂の成形装置において、
前記一次成形部は、
熱可塑性樹脂を溶融混練する溶融混練手段と、
溶融混練した熱可塑性樹脂を所定量貯留する貯留手段と、
貯留された熱可塑性樹脂を溶融状態のシート状に垂下するように、間欠的に押し出す押出スリットと、を有し、
前記二次成形部は、
垂下するシート状樹脂を挟んで、開位置と閉位置との間でシート面に対して略直交する向きに可動であり、互いに対向する面にキャビティを形成した一対の分割金型と、
開位置と閉位置との間でシート面に対して略直交する向きに一対の分割金型を移動させる金型移動手段と、
を有し、
さらに、それぞれ外表面に凹凸状のシボが設けられ、前記押出ダイの下方かつ前記一対の分割金型の上方の所定位置に位置決めされた一対のローラーであって、各々の回転軸が互いに平行に略水平に配置され、一方が回転駆動ローラーであり、他方が被駆動ローラーである一対のローラーと、
前記回転駆動ローラーを回転駆動するローラー回転駆動手段と、
前記一対のローラーのうち、いずれか一方のローラーを対応するローラーに対して、あるいは両ローラーを前記一対のローラーを包含する平面内で移動させるローラー移動手段と、
前記一対のローラーの表面温度を前記一対のローラーに向かって押し出される溶融状態の熱可塑性樹脂製シートの温度より所定温度範囲内で低く設定するように、前記一対のローラーそれぞれの表面温度を調整するローラー表面温度調整手段と、
熱可塑性シート状樹脂を前記一対のローラー間に挟み込んだ状態で、熱可塑性シート状樹脂の押出速度に応じて、前記一対のローラーによる熱可塑性シート状樹脂の下方への送り出し速度が該押出速度以上となる範囲で、前記回転駆動ローラーの回転速度を調整するローラー回転速度調整手段とを、有する構成としている。
本実施形態では、樹脂成形品として、単一のシート状の成形品を対象としている。
図1に示すように、樹脂成形品の成形装置10は、押出装置12と、押出装置12の下方に配置された型締装置14とを有し、押出装置12から押出された溶融状態のパリソンPを型締装置14に送り、型締装置14により溶融状態のパリソンPを成形するようにしている。
それぞれのローラーの直径およびローラーの軸方向長さは、成形すべきシート状樹脂の押出速度、シートの押出方向長さおよび幅、ならびに樹脂の種類等に応じて適宜設定すればよいが、後に説明するように、一対のローラー30間にシート状樹脂を挟み込んだ状態で、ローラーの回転によりシート状樹脂を円滑に下方に送り出す観点から、回転駆動ローラー30Aの径は、被回転駆動ローラー30Bの径より若干大きいのが好ましい。ローラーの径は50〜300mmの範囲であることが好ましく、シート状パリソンとの接触においてローラーの曲率が大きすぎてもまた、小さすぎてもシート状パリソンがローラーへ巻き付く不具合の原因となる。
一対のローラー30それぞれの外表面には、凹凸状のシボが設けられる。凹凸状のシボは、外表面において、シート状樹脂と接触する面全体に亘って均一に分布するように設けるのが好ましく、その深さおよび密度は、一対のローラー30によりシート状樹脂を円滑に下方に送り出すことが可能なように、一対のローラー30それぞれの外表面と、対応するシート状樹脂の表面との間に滑りが生じない観点から適宜に定めればよい。このような凹凸状のシボは、たとえば、従来既知のサンドブラスト処理によって形成されるが、ブラスト機において、たとえば粗さ60番程度を採用する。
なお、一対のローラー30それぞれに設ける凹凸状のシボは、シート状樹脂の表面にシボ模様を転写するために設けるのでなく、あくまで一対のローラー30と対応するシート状樹脂の表面との間に滑りが生じるのを防止するために設けている。そのために、シート状樹脂の表面にシボ模様を転写する場合には、一対のローラーのうち、一方をシボロールとし、他方をゴムロールとするのが通常であるところ、今回の一対のローラーにおいては、一対のローラーそれぞれの外表面にシボを設けることにより、一対のローラーそれぞれがシート状樹脂の対応する表面を確実に把持するようにする半面、一対のローラーによるシート状樹脂の押圧力を制限することにより、一対のローラーによりシート状樹脂を送り出す直後に、シート状樹脂の表面にシボ模様が転写されないようにしてもよい。
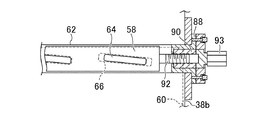
図6に示すように、ローラー移動手段96は、ピストンーシリンダ機構97からなり、ピストンロッド109の先端が、回転駆動ローラー30Aをその軸線方向に回転可能に支持するカバー111に連結され、たとえば空気圧を調整することにより、ピストン113をシリンダー115に対して摺動させ、それにより回転駆動ローラー30Aを水平方向に移動するようにし、以て一対のローラー30同士の間隔を調整可能としている。この場合、後に説明するように、シート状樹脂の最下部が一対のローラー30の間に供給される前に、一対のローラー30同士の間隔を供給されるシート状樹脂の厚みより広げて(図6(A)の間隔D1を構成する開位置)、シート状樹脂が円滑に一対のローラー30の間に供給されるようにし、その後に一対のローラー30同士の間隔を狭めて、一対のローラー30によりシート状樹脂を挟み込み(図6(B)の間隔D2を構成する閉位置)、ローラーの回転によりシート状樹脂を下方に送り出すようにしている。ピストン113のストロークは、開位置と閉位置との距離となるように設定すればよい。
この場合、図6(B)の間隔D2を構成する閉位置において、回転駆動ローラー30Aと被回転駆動ローラー30Bとが間隔D2を隔てつつ、被回転駆動ローラー30Bが回転駆動ローラー30Aと同調して回転駆動するように、第1歯車104の歯先は、被回転駆動ローラー30Bの外周面より突出し、第2歯車108の歯先は、回転駆動ローラー30Aの外周面より突出するように設定している。これにより、回転駆動ローラー30Aの回転駆動力を被回転駆動ローラー30Bに伝達させることで両ローラーの回転速度を一致させた状態で、両ローラーによりシート状樹脂を挟み込んで、下方に送り出すことが可能となる。
また、空気圧を調整することにより、シート状樹脂が一対のローラー30の間を通過する際、ローラーからシート状樹脂に作用する押圧力を調整することも可能である。押圧力の範囲は、一対のローラー30が回転することにより、一対のローラー30の表面とシート状樹脂の表面との間に滑りが生じない一方で、一対のローラー30によりシート状樹脂が引きちぎられることのないようにしてシート状樹脂が確実に下方に送り出されるように定められ、樹脂の種類に依存するが、たとえば0.05MPaないし6MPaである。
より詳細には、図26に示すように、ローラーは、歯車機構が設けられる端部と反対側の端部200において、固定部202に対してベアリング204を介して回転自在に支承されている。ローラーの内部には、ローラーの軸線方向に延びる冷媒供給管206が固定部202に支持された状態で設けられる。冷媒供給管206は、固定部202において、ジョイント208を介して、冷媒供給源(図示せず)に接続されたホース210に接続され、冷媒である水をホース210、冷媒供給管206を通じてローラーの内部に供給するようにしている。冷媒供給管206は、ローラーとほぼ同心状に、開口端212をローラーの歯車機構が設けられる端部の内面214に対向させて配置される。それにより、開口端212から供給される冷媒は、ローラー端部の内面214において流れの向きを反転させて、ローラーの内周面216と冷媒供給管206の外周面218との間に形成される環状スペース220内を固定部202に向けて流れることにより、ローラーの周面全体を内側から冷却するようにしている。環状スペース220内を固定部202に向けて流れる冷媒は、固定部202に設けた排水管路222を通じてローラーから外部に排出される。
一対のローラー30の外表面は、一対のローラ30が溶融状態のシート状樹脂に接触することにより熱伝導を通じて加熱されるところ、上記の形態で一対のローラー30の外表面を内側から冷却することにより、一対のローラー30により挟み込まれた溶融状態のシート状樹脂がローラーの外表面にへばり付き、ローラーの回転によりローラーに巻き付き、2次成形に向けて下方に送り出されないような事態を有効に防止するようにしている。
この場合、巻き付き防止の観点からは、ローラーの表面温度を低くするのが好ましいが、一方二次成形の観点からは、ローラーの表面温度を低くし過ぎると、ローラーの表面により逆に溶融状態のシート状樹脂が過冷却され、二次成形に支障が生じることから、一対のローラー30それぞれの表面温度を一対のローラー30に向かって押し出される溶融状態のシート状樹脂の温度より所定温度範囲内で低く設定する必要がある。
この所定温度範囲は、溶融状態のシート状樹脂の種類に応じて定められ、たとえば、シート状樹脂が非晶性樹脂の場合、所定温度範囲は、約80度ないし約95度の範囲であり、シート状樹脂が結晶性樹脂の場合、所定温度範囲は、約50度ないし約90度の範囲である。この場合、一対のローラー30の表面温度を温度調整するために一対のローラー30それぞれの内部を水冷する際、シート状樹脂の種類に応じて、冷媒の温度を設定するのがよく、冷媒の温度は、シート状樹脂を成形中、一定温度に保持するのでもよい。
なお、単一のシート状の樹脂成形品を成形する場合、分割形式の金型を用いて金型同士を型締めする代替として、単一の金型を用いて、かかる金型の側方に押出されたシート状パリソンPを配置し、型締めすることなしに、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形してもよい。
具体的にはエチレン、プロピレン、ブテン、イソプレンペンテン、メチルペンテン等のオレフィン類の単独重合体あるいは共重合体であるポリオレフィン(例えば、ポリプロピレン、高密度ポリエチレン)であって、230℃におけるMFR(JIS K−7210に準じて試験温度230℃、試験荷重2.16kgにて測定)が3.0g/10分以下、さらに好ましくは0.3〜1.5g/10分のもの、またはアクリロニトリル・ブタジエン・スチレン共重合体、ポリスチレン、高衝撃ポリスチレン(HIPS樹脂)、アクリロニトリル・スチレン共重合体(AS樹脂)等の非晶性樹脂であって、200℃におけるMFR(JIS K−7210に準じて試験温度200℃、試験荷重2.16kgにて測定)が3.0〜60g/10分、さらに好ましくは30〜50g/10分でかつ、230℃におけるメルトテンション(株式会社東洋精機製作所製メルトテンションテスターを用い、余熱温度230℃、押出速度5.7mm/分で、直径2.095mm、長さ8mmのオリフィスからストランドを押し出し、このストランドを直径50mmのローラに巻き取り速度100rpmで巻き取ったときの張力を示す)が50mN以上、好ましくは120mN以上のものを用いて形成される。
具体的にはシリカ、マイカ、ガラス繊維等を成形樹脂に対して50wt%以下、好ましくは30〜40wt%添加する。
まず、溶融混練した熱可塑性樹脂をアキュムレータ24内に所定量貯留し、Tダイ28に設けられた所定間隔の押出スリット34から、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことにより、熱可塑性樹脂はスウェルし、溶融状態のシート状に下方に垂下するように所定の厚みにて所定押出速度で押し出される。
次いで、ピストンーシリンダー機構96を駆動することにより、図6(B)に示すように、一対のローラー30同士を互いに近接させて閉位置に移動し、一対のローラー30同士の間隔を狭めてシート状樹脂を挟み込み、ローラーの回転によりシート状樹脂を下方に送り出す。
その際、一対のローラー30間に供給されるスウェルした状態のシート状樹脂の厚みに係わらず、一対のローラー30により挟み込まれるシート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧することにより、一対のローラー30同士の間隔が供給されるシート状樹脂の厚みに追従するようにするとともに、一対のローラー30それぞれの表面温度を供給されるシート状樹脂の温度より所定温度範囲内で低く設定する。
より詳細には、一対のローラー30によりシート状樹脂を挟み込んで下方に送り出す間には、溶融状態のシート状樹脂により一対のローラー30の外表面は加熱される一方、ワンショットが完了し、次のショットまで一対のローラー30がシート状樹脂に接触していない間には、一対のローラー30の外表面は冷媒により冷却されるが、一対のローラー30それぞれの内部に冷媒を供給し、循環させることにより、一対のローラー30それぞれを内部から冷却するとともに、成形中、冷媒温度を所定温度に保持することにより、何回もショットを繰り返す定常状態においては、一対のローラー30それぞれの表面温度を冷媒温度に収束させることが可能である。
一対のローラー30によるシート状樹脂の下方への送り出しは、一対のローラー30の外表面とシート状樹脂の外表面との間に作用する動摩擦力が支配因子であり、この動摩擦力は、ローラーとシート状樹脂それぞれの材質により定まる動摩擦係数と、ローラーからのシート状樹脂への押圧力とにより定まるところ、一対のローラー30によるシート状樹脂の押圧力を制限しつつ、一対のローラー30の表面それぞれに凹凸状のシボを設けて動摩擦係数を増大させることにより、一対のローラー30それぞれの外表面と対応するシート状樹脂の表面との間に滑りを生じることなしに確実にシート状樹脂を下方に送り出すとともに、一対のローラー30それぞれの表面温度をシート状樹脂の温度より所定温度以上低くすることにより、ローラーの回転速度を低減することなしに一対のローラー30によるシート状樹脂の巻き付きを防止する一方、シート状樹脂の温度より所定温度以上低くならないようにすることにより、シート状樹脂を二次成形に適した溶融状態に保持することが可能となる。
その際、ローラー30の回転によりスウェルした状態のシート状樹脂が一対のローラー30に送られている間、一対のローラー30によるシート状樹脂の下方への送り出し速度が、熱可塑性樹脂製シートの押出速度以上となるようにローラーの回転速度を調整する。
より詳細には、スウェルした状態のシート状樹脂が一対のローラー30に下方に送り出されるにつれて、鉛直方向に垂下するシート状樹脂の長さが長くなり、それに起因して垂下するシート状樹脂の上部ほどシート状樹脂の自重により薄肉化されるところ(ドローダウンあるいはネックイン)、その一方で一対のローラー30による送り出し速度を押出速度以上となるようにローラーの回転速度を調整することにより、シート状樹脂は一対のローラー30により下方に引っ張られ、シート状樹脂は延伸薄肉化される。
このとき、時間経過とともにローラーの回転速度を低下させて、送り出し速度を熱可塑性樹脂製シートの押出速度に近づけるように調整する。
いずれの場合であっても、時間経過とともに、一対のローラー30の回転によるシート状樹脂の下方への送り出し速度と、シート状樹脂の押出速度との相対速度差が縮まることから、シート状樹脂の上部ほど一対のローラー30による下方への引っ張り力が低下し、相対的にこのような引っ張り力に伴う延伸薄肉化が低減され、ドローダウンあるいはネックインに伴う薄肉化を相殺し、ドローダウンあるいはネックインを有効に防止し、以て押出方向に一様な厚みを形成することが可能である。
より具体的には、単位時間当たりの押出量を増大するほど一次成形の開始から二次成形終了までの成形時間を短縮し、それにより成形効率を向上するとともに、二次成形前にシート状樹脂が垂下している時間を短縮することでドローダウンあるいはネックイン発生の可能性を低減することが可能であるが、一方において、単位時間当たりの押出量を増大するほど押出スリット34から押し出されるシート状樹脂のスウェルが促進され、そのスウェルに伴う厚肉化に応じて、一対のローラー30同士の間隔の調整が必要となることがある。この点において、押出スリット34の間隔を調整することにより、シート状樹脂のスウェルによる厚肉化自体を調整すれば技術的に有利である。
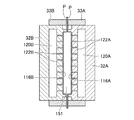
次いで、図9に示すように、所定量のシート状樹脂の押出が完了する時点で分割金型32を型締めし、真空吸引室120から吸引穴122を介して吸引することにより、シート状樹脂と分割金型32との間の空気を加圧および/または減圧することによって金型形状に沿った形状に成形することにより、二次成形の際の賦形に悪影響を与えることなく、押し出し方向に所望の厚みを備えた樹脂成形品を成形することが可能となる。
次いで、図11に示すように、分割金型32を型開きして、成形された樹脂成形品を取り出し、パーティングラインまわりに形成されたバリを除去する。これで二次成形が完了する。
一次成形において溶融樹脂を間欠的に押し出すたびに、以上のような工程を繰り返すことにより、シート状の樹脂成型品を次々に成形することが可能である。
以上のように、一次成形(押出成形)により熱可塑性樹脂を間欠的に溶融状態のシート状樹脂として押し出し、二次成形(ブロー成形あるいは真空成形)により押し出されたシート状樹脂を金型を用いて成形することが可能である。
樹脂成形品について、第1実施形態においては、中実の単一のシート状成形品であるのに対して、本実施形態においては、二条のシート状樹脂を用いた、中空部を有する成形品である。
二条のシート状樹脂それぞれの一次成形については、第1実施形態と同様に、それぞれのシート状樹脂の押出速度に応じて、この押出速度と、シート状樹脂が一対のローラー30により下方に送り出される送り出し速度との相対速度差を一対のローラー30の回転速度を調整することにより調整し、以てシート状樹脂が一対のローラー30の間を通過する際、一対のローラー30により下方に引っ張られ、それによりシート状樹脂が延伸薄肉化され、その結果、ドローダウンあるいはネックインの発生を有効に防止するようにしている。
この場合、第1実施形態と同様に、一対のローラー30A、30Bそれぞれにおいて、ローラーの表面に凹凸状のシボを設けるとともに、ローラーの一端に歯車機構を設けることにより、回転駆動ローラー30BAの回転駆動力を被回転駆動ローラー30BBに、回転駆動ローラー30AAの回転駆動力を被回転駆動ローラー30ABに、それぞれ伝達することにより、回転駆動ローラーと被回転駆動ローラーとの間で回転速度差が生じないようにし、それによりシート状樹脂の表面に皺あるいはせん断痕が発生するのを防止している。
また、第1実施形態と同様に、一対のローラー30A、30Bそれぞれにおいて、ローラーの内部に冷媒を循環させることによりローラーを冷却し、ローラーそれぞれの外表面の温度を溶融状態のシート状樹脂の温度より所定温度範囲内で低く設定することにより、溶融状態のシート状樹脂が一対のローラーにより挟み込まれる際、溶融状態のシート状樹脂がローラーの表面にへばりつき、ローラーの回転によりローラーに巻き付くのを防止する一方、二次成形に適した溶融状態に保持するようにしている。
なお、一対のローラー30の回転数の調整とともに、押出スリット34の間隔の調整を連動して行ってもよい。
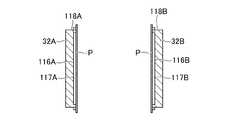
次いで、図13に示すように、分割金型32A,Bそれぞれの型枠33A,Bを対応する分割金型に対して、二条のシート状樹脂の対応する方に向かって移動させて、二条のシート状樹脂の側面に当接させる。これにより、それぞれのシート状樹脂、対応する型枠33およびキャビティ116により、密閉空間が形成される。
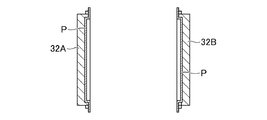
次いで、図15に示すように、型枠33A,Bと分割金型32A,Bとを一体で、互いに近接するように移動させることにより、分割金型32A,Bの型締を行い、分割金型32A,Bそれぞれのピンチオフ部により二条のシート状樹脂の周縁部同士を溶着する。これにより、二条のシート状樹脂の内部に密閉中空部151が形成される。
以上のように、本実施形態によれば、二条のシート状樹脂を利用して内部に中空部を有する樹脂成形品を成形する場合に、一対のローラー30の回転数の調整を通じて各シート状樹脂を二次成形する前に押し出し方向に厚みが一様となるようにすることにより、二次成形の賦形に悪影響を与えることなしに二次成形により所望の厚みを有するシート状に成形することが可能であることから、このような二条のシート状樹脂を利用して、金型の型締によりシート状樹脂の周縁同士を溶着させて内部に中空部を有する樹脂成型品を成形するのに、シート状樹脂の周縁同士を確実に溶着させ、それにより内部に中空部を有するにも係わらず十分な強度を具備した樹脂成形品を得ることが可能である。
樹脂成形品について、第2実施形態においては、二条のシート状樹脂を用いた、中空部を有する成形品であるのに対して、本実施形態においては、中空部に補強芯材を配置したサンドイッチパネル成形品である。
本実施形態に関し、一次成形において、二条のシート状樹脂を成形し、その際、各シート状樹脂について、溶融状態の熱可塑性樹脂をシート状にTダイ28の押出スリット34より下方に垂下する形態で押し出し、二次成形において、下方に押し出された二条のシート状樹脂を用いて分割金型32の型締を通じてブロー成形あるいは真空成形により樹脂成形品を成形する点では、第2実施形態と共通であるが、第2実施形態において、二次成形に関し、二条のシート状樹脂の内部に密閉中空部が形成されるのに対して、本実施形態においては、このような密閉中空部内に別途成形された補強芯材を配置して、補強芯材を二条のシート状樹脂により挟み込んだサンドイッチパネルを形成する点が相違する。
2以上であることが好ましく、伸度は、30%以上であることが好ましい。なお、かかる引張強度及び伸度の値は、温度20℃においてJIS−K−7113に準拠して測定したものである。シート状表皮材、フィルム状表皮材としては、熱可塑性エラストマ−、エンボス加工された樹脂層、印刷層が外面に付された樹脂層、合成皮革、滑り止め用メッシュ形状の表皮層等が使用できる。
まず、図18に示すように、シート状の化粧材シート170を2つの分割金型32の側方から一方の分割金型32と一方の枠部材128との間に挿入し、一方の分割金型32に設けた仮止ピン(図示せず)により、シート状の化粧材シート170を一方の分割金型32のキャビティ116を覆うように仮止めする。
その際、第1実施形態および第2実施形態と同様に、一対のローラ30の回転により一対のローラー30により挟み込まれた熱可塑性樹脂製パリソンPを下方に送り出す速度が押出速度以上となる範囲で、一対のローラ30の回転速度を調整することにより、一対のローラ30の回転により熱可塑性樹脂製パリソンPを延伸薄肉化し、以てドローダウンあるいはネックインの発生を防止し、二次成形による型締前に、各熱可塑性樹脂製パリソンPについて押出方向に一様な厚みを形成することが可能である。
この場合、第1実施形態と同様に、一対のローラー30A、30Bそれぞれにおいて、ローラーの表面に凹凸状のシボを設けるとともに、ローラーの一端に歯車機構を設けることにより、回転駆動ローラー30BAの回転駆動力を被回転駆動ローラー30BBに、回転駆動ローラー30AAの回転駆動力を被回転駆動ローラー30ABに、それぞれ伝達することにより、回転駆動ローラーと被回転駆動ローラーとの間で回転速度差が生じないようにし、それによりシート状樹脂の表面に皺あるいはせん断痕が発生するのを防止している。
また、第1実施形態と同様に、一対のローラー30A、30Bそれぞれにおいて、ローラーの内部に冷媒を循環させることによりローラーを冷却し、ローラーそれぞれの外表面の温度を溶融状態のシート状樹脂の温度より所定温度範囲内で低く設定することにより、溶融状態のシート状樹脂が一対のローラーにより挟み込まれる際、溶融状態のシート状樹脂がローラーの表面にへばりつき、ローラーの回転によりローラーに巻き付くのを防止する一方、二次成形に適した溶融状態に保持するようにしている。
なお、一対のローラー30の回転数の調整とともに、押出スリット34の間隔の調整を連動して行ってもよい。
次いで、図20に示すように、連続シート状パリソンPを保持した枠部材128を、対応する分割金型32に向かって枠部材128の開口130を通じて金型32のピンチオフ部118が連続シート状パリソンPのキャビティ116に対向する面に当接するまで移動する。これにより、連続シート状パリソンPのキャビティ116に対向する面、ピンチオフ部118およびキャビティ116により密閉空間が形成される。
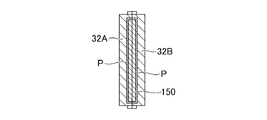
次いで、図24に示すように、金型駆動装置により2つの分割金型32を開位置より互いに近づく向きに閉位置まで移動させて、型締する。これにより、一方の連続シート状パリソンP(図面右側)に溶着された補強芯材150は、他方のシート状パリソンPに溶着されるとともに、連続シート状パリソンP同士の周縁が溶着されてパーティングラインPLが形成される。なお、型締の際、補強芯材150自体は、表皮材シート160とは異なり、予め成形された状態で溶融状態の表皮材シート160に対して溶着するため、補強芯材150自体は、型締により変形を受けないように予め位置決めされている。
次いで、図25に示すように、2つの分割金型32を型開きし、完成したサンドイッチパネル10からキャビティ116を離間させ、パーティングラインPLまわりに形成されたバリを除去する。以上で、サンドイッチパネルの成形が完了する。
本実施形態によれば、一対のローラー30の回転数の調整を通じて各シート状樹脂を二次成形する前に押し出し方向に厚みが一様となるようにすることにより、二次成形の賦形に悪影響を与えることなしに二次成形により所望の厚みを有するシート状に成形することが可能であることから、このような二条のシート状樹脂を表皮材として利用して、金型の型締によりシート状樹脂の周縁同士を溶着させて内部に補強芯材を有するパネルサンドイッチを成形するのに、表皮材であるシート状樹脂の周縁同士を確実に溶着させ、それによりたとえば自動車用カーゴフロアボード等のように十分な強度、特に曲げ剛性が要求されるサンドイッチパネルを得ることが可能である。
PL パーティングライン
10 成形装置
12 押出装置
14 型締装置
16 ホッパー
18 シリンダー
22 油圧モーター
24 アキュムレータ
26 プランジャー
28 Tダイ
30 ローラー
32 分割金型
34 押出スリット
36 ダイリップ
38 ダイ
40 スリット隙間
42 スリット間隔調整装置
44 スリット間隔駆動装置
46 ダイボルト
48 圧力伝達部
50 調整軸
52 締結ボルト
54 係合片
56 凹溝
58 摺動バー
60 駆動片
62 摺動溝
64 突起
66 傾斜溝
68 ACサーボモータ
70 精密減速機
72 ボールネジ
74 ボールナット
76 スライドブロック
78 ガイドバー
80 ブラケット
82 油圧シリンダー
84 位置センサー
86 ピストンロッド
88 ナット収納部
90 ナット
92 軸ネジ
94 ローラー回転駆動手段
96 ローラー移動手段
98 回転駆動モータ
100 回転数調整装置
102 端周面
104 第1歯車
106 端周面
108 第2歯車
110 ピストンーシリンダ機構
112 浅溝
114 ローラー表面温度調整手段
116 キャビティ
118 ピンチオフ部
120 真空吸引室
122 吸引穴
124 圧力流体導入孔
126 型枠
128 枠部材
130 開口
200 端部
202 固定部
204 ベアリング
206 冷媒供給管
208 ジョイント
210 ホース
212 開口端
214 内面
216 内周面
218 外周面
220 環状スペース
222 排水管路
Claims (8)
- 熱可塑性樹脂を溶融混練する段階と、
溶融混練した熱可塑性樹脂を所定量貯留する段階と、
Tダイに設けられた所定間隔の押出スリットから溶融状態のシート状に下方に垂下するように、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出す段階と、を有し、
それにより、押出スリットから溶融状態のシート状樹脂が所定の厚みにて所定押出速度で下方に押し出され、
下方に押し出された溶融状態のシート状樹脂の最下部が、押出スリットの下方に配置され、かつ間隔がシート状樹脂の前記所定の厚みより広げられた一対のローラー間を通過した後に、一対のローラー同士を相対的に近接させることにより、一対のローラーでシート状樹脂を挟み込み、ローラーの回転駆動により前記所定押出速度以上の速度で下方へ送り出す段階と、
ローラーにより送り出された溶融状態のシート状樹脂を一対のローラーの下方に配置された金型の側方に配置する段階と、
シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に沿った形状に成形する段階とを有し、
該シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記一対のローラーへ供給される該シート状樹脂の厚みに係わらず、前記一対のローラーにより挟み込まれる該シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記一対のローラーそれぞれの表面温度を前記一対のローラーに向かって押し出される溶融状態のシート状樹脂の温度より所定温度範囲内で低く設定する段階を有する、ことを特徴とする樹脂成形品の成形方法。 - 前記一対のローラーの表面温度の設定段階は、前記一対のローラーそれぞれの内部を水冷することにより、前記一対のローラーの表面温度を低下させる段階を有し、シート状樹脂の種類に応じて、冷媒の温度を設定する、請求項1に記載の樹脂成形品の成形方法。
- シート状樹脂が非晶性樹脂の場合、前記所定温度範囲は、80度ないし95度の範囲である、請求項1に記載の樹脂成形品の成形方法。
- シート状樹脂が結晶性樹脂の場合、前記所定温度範囲は、50度ないし90度の範囲である、請求項1に記載の樹脂成形品の成形方法。
- 冷媒の温度は、シート状樹脂を成形中、一定温度に保持する、請求項2ないし4いずれか1項に記載の樹脂成形品の成形方法。
- 第1熱可塑性樹脂を溶融混練する段階と、
溶融混練した第1熱可塑性樹脂を所定量貯留する段階と、
貯留された第1熱可塑性樹脂を第1Tダイから溶融状態のシート状に下方に垂下するように間欠的に押し出す段階と、
下方に押し出された第1シート状樹脂を第1Tダイの下方に配置された第1組の一対のローラーで挟み込み、ローラーの回転駆動により第1シート状樹脂を下方へ送り出す段階とを有し、
前記送り出し段階は、第1シート状樹脂の押出速度に応じて、前記送り出し速度が該押出速度以上となる範囲で前記ローラーの回転速度を調整する段階を有し、
該第1シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記第1組の一対のローラーへ供給される該第1シート状樹脂の厚みに係わらず、前記第1組の一対のローラーにより挟み込まれる該第1シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記第1組の一対のローラーそれぞれの表面温度を前記第1組の一対のローラーに向かって押し出される溶融状態の第1シート状樹脂の外表面温度より所定温度範囲内で低く設定する段階を有し、
さらに、第2熱可塑性樹脂を溶融混練する段階と、
溶融混練した第2熱可塑性樹脂を所定量貯留する段階と、
貯留された第2熱可塑性樹脂を第2Tダイから溶融状態のシート状に下方に垂下するように間欠的に押し出す段階と、
下方に押し出された第2熱シート状樹脂を第2Tダイの下方に配置された第2組の一対のローラーで挟み込み、ローラーの回転駆動により第2シート状樹脂を下方へ送り出す段階とを有し、
前記送り出し段階は、第2シート状樹脂の押出速度に応じて、前記送り出し速度が該押出速度以上となる範囲で前記ローラーの回転速度を調整する段階を有し、
該第2シート状樹脂の送り出し段階は、それぞれ外表面に凹凸状のシボを設けた前記第2組の一対のローラーへ供給される該第2シート状樹脂の厚みに係わらず、前記第2組の一対のローラーにより挟み込まれる該第2シート状樹脂が押しつぶされないように一方のローラーを他方のローラーに向かって押圧しつつ、前記第2組の一対のローラーそれぞれの表面温度を前記第2組の一対のローラーに向かって押し出される溶融状態の第2シート状樹脂の外表面温度より所定温度範囲内で低く設定する段階を有し、
さらに、ローラーにより送り出された第1および第2の溶融状態のシート状樹脂を、第1組および第2組の一対のローラーの下方に配置された分割金型間に配置して、分割金型の一方の金型と第1シート状樹脂の間の空気を減圧することによって第1シート状樹脂を一方の金型キャビティに密着させるとともに、分割金型の他方の金型と第2シート状樹脂の間の空気を減圧することによって第2シート状樹脂を他方の金型キャビティに密着させた後、分割金型を型締めする段階を有し、
分割金型の型締めにより金型外周のピンチオフ形成部を通じて第1および第2シート状樹脂を溶着一体化することにより、密閉中空部を有する樹脂成形品を形成する
ことを特徴とする樹脂成形品の成形方法。 - 押し出された溶融状態の熱可塑性樹脂製シートの厚み調整装置であって、
それぞれ外表面に凹凸状のシボが設けられ、押出ダイの下方の所定位置に設けられた一対のローラーであって、各々の回転軸が互いに平行に水平に配置された一対のローラーと、
前記一対のローラーを回転駆動するローラー回転駆動手段と、
前記一対のローラーのうち、いずれか一方のローラーを対応するローラーに対して、あるいは両ローラーを前記一対のローラーを包含する平面内で移動させることにより、前記一対のローラー同士の間隔を調整する間隔調整手段と、
押し出された溶融状態の熱可塑性樹脂製シートの押出速度と、前記一対のローラー間に挟み込まれた熱可塑性樹脂製シートの前記一対のローラーによる下方への送り出し速度との相対速度差を調整する相対速度差調整手段と、
前記一対のローラーの表面温度を前記一対のローラーに向かって押し出される溶融状態の熱可塑性樹脂製シートの温度より所定温度範囲内で低く設定するように、前記一対のローラーそれぞれの表面温度を調整するローラー表面温度調整手段とを有する、
ことを特徴とする熱可塑性樹脂製シートの厚み調整装置。 - 熱可塑性樹脂を押出成形により賦形し、一次成形れた熱可塑性樹脂を垂下する形態で押し出す一次成形部と、一次成形部により押し出された熱可塑性樹脂をブロー成形あるいは真空成形により二次成形する二次成形部とを有する、熱可塑性樹脂の成形装置において、
前記一次成形部は、
熱可塑性樹脂を溶融混練する溶融混練手段と、
溶融混練した熱可塑性樹脂を所定量貯留する貯留手段と、
貯留された熱可塑性樹脂を溶融状態のシート状に垂下するように、間欠的に押し出す押出スリットと、を有し、
前記二次成形部は、
垂下するシート状樹脂を挟んで、開位置と閉位置との間でシート面に対して直交する向きに可動であり、互いに対向する面にキャビティを形成した一対の分割金型と、
開位置と閉位置との間でシート面に対して直交する向きに一対の分割金型を移動させる金型移動手段と、
を有し、
さらに、それぞれ外表面に凹凸状のシボが設けられ、前記押出ダイの下方かつ前記一対の分割金型の上方の所定位置に位置決めされた一対のローラーであって、各々の回転軸が互いに平行に水平に配置され、一方が回転駆動ローラーであり、他方が被駆動ローラーである一対のローラーと、
前記回転駆動ローラーを回転駆動するローラー回転駆動手段と、
前記一対のローラーのうち、いずれか一方のローラーを対応するローラーに対して、あるいは両ローラーを前記一対のローラーを包含する平面内で移動させるローラー移動手段と、
前記一対のローラーの表面温度を前記一対のローラーに向かって押し出される溶融状態の熱可塑性樹脂製シートの温度より所定温度範囲内で低く設定するように、前記一対のローラーそれぞれの表面温度を調整するローラー表面温度調整手段と、
熱可塑性シート状樹脂を前記一対のローラー間に挟み込んだ状態で、熱可塑性シート状樹脂の押出速度に応じて、前記一対のローラーによる熱可塑性シート状樹脂の下方への送り出し速度が該押出速度以上となる範囲で、前記回転駆動ローラーの回転速度を調整するローラー回転速度調整手段とを、有することを特徴とする熱可塑性樹脂の成形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009201985A JP5403246B2 (ja) | 2009-09-01 | 2009-09-01 | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 |
| US12/868,919 US8562898B2 (en) | 2009-09-01 | 2010-08-26 | Method for forming resin molded articles |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009201985A JP5403246B2 (ja) | 2009-09-01 | 2009-09-01 | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011051227A JP2011051227A (ja) | 2011-03-17 |
| JP5403246B2 true JP5403246B2 (ja) | 2014-01-29 |
Family
ID=43924523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009201985A Active JP5403246B2 (ja) | 2009-09-01 | 2009-09-01 | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8562898B2 (ja) |
| JP (1) | JP5403246B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9102093B2 (en) * | 2010-09-14 | 2015-08-11 | Kyoraku Co., Ltd. | Molding apparatus and molding method |
| JP6173657B2 (ja) | 2011-07-14 | 2017-08-02 | キョーラク株式会社 | 樹脂成形品の成形方法 |
| JP6003044B2 (ja) * | 2011-11-16 | 2016-10-05 | キョーラク株式会社 | 樹脂製サンドイッチ構造パネル材およびその製造方法 |
| JP5991590B2 (ja) * | 2011-12-28 | 2016-09-14 | 東レ株式会社 | 中空部を有する熱可塑性樹脂成形体の製造方法 |
| JP6331390B2 (ja) * | 2013-12-27 | 2018-05-30 | キョーラク株式会社 | 発泡成形体 |
| JP6390121B2 (ja) * | 2014-03-10 | 2018-09-19 | キョーラク株式会社 | 成形装置および成形方法 |
| JP6583618B2 (ja) * | 2015-06-08 | 2019-10-02 | 株式会社浅野研究所 | 熱成形方法 |
| CN105936118A (zh) * | 2016-06-30 | 2016-09-14 | 重庆浩立塑胶有限公司 | 发泡材料挤出模口调节装置 |
| JP6933806B2 (ja) * | 2017-09-29 | 2021-09-08 | キョーラク株式会社 | 樹脂成形体の製造方法 |
| CN115556328B (zh) * | 2022-08-03 | 2023-06-30 | 南通博旭科技有限公司 | 一种自动调节挤出速率的挤出成型生产线及其工作方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2348345A (en) * | 1941-05-08 | 1944-05-09 | Beloit Iron Works | Press roll drive |
| JPS55180648U (ja) * | 1979-06-12 | 1980-12-25 | ||
| JPS56167411A (en) * | 1980-05-30 | 1981-12-23 | Mitsubishi Electric Corp | Manufacture of synthetic resin molding |
| JPS61261021A (ja) | 1985-05-15 | 1986-11-19 | Kyoraku Co Ltd | 中空成形方法 |
| JPH0796255B2 (ja) | 1989-06-26 | 1995-10-18 | 米新工業株式会社 | 鏡面肌のブロー成形品の製造方法 |
| JPH03190634A (ja) * | 1989-12-18 | 1991-08-20 | Toray Ind Inc | 帯状シートの加工装置 |
| JPH0542584A (ja) * | 1991-08-08 | 1993-02-23 | Japan Steel Works Ltd:The | 熱可塑性樹脂の成形方法及び装置 |
| JPH06218792A (ja) * | 1993-01-21 | 1994-08-09 | Japan Steel Works Ltd:The | プラスチックシートの製造方法及び装置 |
| JPH07314538A (ja) * | 1994-05-24 | 1995-12-05 | Nippon Steel Chem Co Ltd | 表面平滑性に優れたブロー成形品の製造方法 |
| JP3409524B2 (ja) * | 1995-08-03 | 2003-05-26 | 三菱化学株式会社 | 共重合ポリエステル製シート及びそれより成る3次元成形体 |
| JP3409525B2 (ja) * | 1995-08-03 | 2003-05-26 | 三菱化学株式会社 | 共重合ポリエステル製シート及びそれより成る3次元成形体 |
| JP3137579B2 (ja) * | 1996-03-28 | 2001-02-26 | 日本プラスト株式会社 | ブロー成形方法およびブロー成形エアスポイラー |
| JPH106390A (ja) * | 1996-06-19 | 1998-01-13 | Nippon Steel Chem Co Ltd | ブロー成形方法および装置 |
| US6186765B1 (en) * | 1997-03-31 | 2001-02-13 | Toshiba Kikai Kabushiki Kaisha | Apparatus for forming a molded multilayer product |
| JPH115248A (ja) * | 1997-06-17 | 1999-01-12 | Placo Co Ltd | ブロー成形方法とその装置 |
| JPH11286040A (ja) * | 1998-04-03 | 1999-10-19 | Idemitsu Petrochem Co Ltd | ブロー成形方法 |
| JP4270625B2 (ja) * | 1999-01-29 | 2009-06-03 | キョーラク株式会社 | パネルのブロー成形方法 |
-
2009
- 2009-09-01 JP JP2009201985A patent/JP5403246B2/ja active Active
-
2010
- 2010-08-26 US US12/868,919 patent/US8562898B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US8562898B2 (en) | 2013-10-22 |
| JP2011051227A (ja) | 2011-03-17 |
| US20110101561A1 (en) | 2011-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5556804B2 (ja) | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 | |
| JP5403246B2 (ja) | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 | |
| JP6511213B2 (ja) | 樹脂成形品の成形方法および成形装置 | |
| JP5590292B2 (ja) | 樹脂積層板の製造方法 | |
| WO2011081224A1 (ja) | 樹脂積層板の製造方法 | |
| JP5345026B2 (ja) | 樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置 | |
| EP3287255B1 (en) | Molten resin extrusion device and extrusion method as well as molten resin molding apparatus and molding method | |
| JP6751504B2 (ja) | 樹脂成形品の成形方法、及び、熱可塑性樹脂の成形装置 | |
| JP6424653B2 (ja) | 樹脂製パネル | |
| KR101565672B1 (ko) | 덕트 | |
| JP5760753B2 (ja) | ダクトの成形方法及びダクト | |
| JP2011255531A (ja) | インナーリブを備えた樹脂積層板の製造方法 | |
| JP5262469B2 (ja) | 熱可塑性樹脂成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130724 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131015 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5403246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |