JP5389037B2 - 優れた接着強さを有する複合物品及び該複合物品の形成方法 - Google Patents
優れた接着強さを有する複合物品及び該複合物品の形成方法 Download PDFInfo
- Publication number
- JP5389037B2 JP5389037B2 JP2010532043A JP2010532043A JP5389037B2 JP 5389037 B2 JP5389037 B2 JP 5389037B2 JP 2010532043 A JP2010532043 A JP 2010532043A JP 2010532043 A JP2010532043 A JP 2010532043A JP 5389037 B2 JP5389037 B2 JP 5389037B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- composite article
- composition
- composite
- backing layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000002131 composite material Substances 0.000 title claims description 121
- 238000000034 method Methods 0.000 title claims description 27
- 230000001070 adhesive effect Effects 0.000 title description 9
- 239000000853 adhesive Substances 0.000 title description 8
- 239000000203 mixture Substances 0.000 claims description 100
- 229920000098 polyolefin Polymers 0.000 claims description 63
- 239000003973 paint Substances 0.000 claims description 41
- 239000008199 coating composition Substances 0.000 claims description 34
- 239000000758 substrate Substances 0.000 claims description 32
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 26
- 239000011651 chromium Substances 0.000 claims description 20
- 229910052804 chromium Inorganic materials 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 14
- 239000002184 metal Substances 0.000 claims description 14
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 claims description 13
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 11
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 claims description 10
- 239000003086 colorant Substances 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 9
- 230000000694 effects Effects 0.000 claims description 6
- 239000004743 Polypropylene Substances 0.000 claims description 5
- 229920001155 polypropylene Polymers 0.000 claims description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 4
- -1 polypropylene Polymers 0.000 claims description 4
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 4
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 3
- 229910045601 alloy Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052801 chlorine Inorganic materials 0.000 claims description 3
- 239000000460 chlorine Substances 0.000 claims description 3
- KXDHJXZQYSOELW-UHFFFAOYSA-M Carbamate Chemical compound NC([O-])=O KXDHJXZQYSOELW-UHFFFAOYSA-M 0.000 claims description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 2
- 229920000877 Melamine resin Polymers 0.000 claims description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 2
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 239000010949 copper Substances 0.000 claims description 2
- 229910052749 magnesium Inorganic materials 0.000 claims description 2
- 239000011777 magnesium Substances 0.000 claims description 2
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229920000728 polyester Polymers 0.000 claims description 2
- 239000011347 resin Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 claims description 2
- 229910052709 silver Inorganic materials 0.000 claims description 2
- 239000004332 silver Substances 0.000 claims description 2
- 229920001169 thermoplastic Polymers 0.000 claims description 2
- 229920001187 thermosetting polymer Polymers 0.000 claims description 2
- 239000004416 thermosoftening plastic Substances 0.000 claims description 2
- 229910052718 tin Inorganic materials 0.000 claims description 2
- 239000011135 tin Substances 0.000 claims description 2
- 239000010936 titanium Substances 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 229910052725 zinc Inorganic materials 0.000 claims description 2
- 239000011701 zinc Substances 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 310
- 230000001737 promoting effect Effects 0.000 description 46
- 238000012360 testing method Methods 0.000 description 26
- 239000011248 coating agent Substances 0.000 description 24
- 238000000576 coating method Methods 0.000 description 24
- 229920003023 plastic Polymers 0.000 description 22
- 239000004033 plastic Substances 0.000 description 22
- 239000002904 solvent Substances 0.000 description 20
- 239000007787 solid Substances 0.000 description 17
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 10
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 10
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 10
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 10
- 230000035939 shock Effects 0.000 description 10
- 239000008096 xylene Substances 0.000 description 10
- 125000003118 aryl group Chemical group 0.000 description 8
- 238000011282 treatment Methods 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000002318 adhesion promoter Substances 0.000 description 7
- 238000001723 curing Methods 0.000 description 7
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 6
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 6
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 238000003851 corona treatment Methods 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- 238000005507 spraying Methods 0.000 description 6
- 239000000126 substance Substances 0.000 description 6
- 238000004381 surface treatment Methods 0.000 description 6
- 239000006229 carbon black Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 4
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 229920002647 polyamide Polymers 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 229920002877 acrylic styrene acrylonitrile Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 229910052736 halogen Inorganic materials 0.000 description 3
- 150000002367 halogens Chemical class 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000010107 reaction injection moulding Methods 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- 239000004412 Bulk moulding compound Substances 0.000 description 2
- 239000004801 Chlorinated PVC Substances 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000003677 Sheet moulding compound Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000007766 curtain coating Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000003618 dip coating Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 239000000975 dye Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000010957 pewter Substances 0.000 description 2
- 229910000498 pewter Inorganic materials 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920002863 poly(1,4-phenylene oxide) polymer Polymers 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- VNNBZUFJRRODHO-UHFFFAOYSA-N prop-2-enenitrile;prop-1-en-2-ylbenzene Chemical compound C=CC#N.CC(=C)C1=CC=CC=C1 VNNBZUFJRRODHO-UHFFFAOYSA-N 0.000 description 2
- 238000007592 spray painting technique Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- 238000011179 visual inspection Methods 0.000 description 2
- 239000003039 volatile agent Substances 0.000 description 2
- JECYNCQXXKQDJN-UHFFFAOYSA-N 2-(2-methylhexan-2-yloxymethyl)oxirane Chemical compound CCCCC(C)(C)OCC1CO1 JECYNCQXXKQDJN-UHFFFAOYSA-N 0.000 description 1
- XQMVBICWFFHDNN-UHFFFAOYSA-N 5-amino-4-chloro-2-phenylpyridazin-3-one;(2-ethoxy-3,3-dimethyl-2h-1-benzofuran-5-yl) methanesulfonate Chemical compound O=C1C(Cl)=C(N)C=NN1C1=CC=CC=C1.C1=C(OS(C)(=O)=O)C=C2C(C)(C)C(OCC)OC2=C1 XQMVBICWFFHDNN-UHFFFAOYSA-N 0.000 description 1
- 241000083700 Ambystoma tigrinum virus Species 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- 239000004971 Cross linker Substances 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- 239000004727 Noryl Substances 0.000 description 1
- 229920001207 Noryl Polymers 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920000443 Xenoy Polymers 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000000703 anti-shock Effects 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000013256 coordination polymer Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 210000003195 fascia Anatomy 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229940030980 inova Drugs 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000012454 non-polar solvent Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 125000000951 phenoxy group Chemical group [H]C1=C([H])C([H])=C(O*)C([H])=C1[H] 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 239000002798 polar solvent Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- QMRNDFMLWNAFQR-UHFFFAOYSA-N prop-2-enenitrile;prop-2-enoic acid;styrene Chemical compound C=CC#N.OC(=O)C=C.C=CC1=CC=CC=C1 QMRNDFMLWNAFQR-UHFFFAOYSA-N 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 229920000638 styrene acrylonitrile Polymers 0.000 description 1
- 239000011145 styrene acrylonitrile resin Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D123/00—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers
- C09D123/26—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers modified by chemical after-treatment
- C09D123/28—Coating compositions based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Coating compositions based on derivatives of such polymers modified by chemical after-treatment by reaction with halogens or compounds containing halogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/046—Forming abrasion-resistant coatings; Forming surface-hardening coatings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2355/00—Characterised by the use of homopolymers or copolymers, obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in groups C08J2323/00 - C08J2353/00
- C08J2355/02—Acrylonitrile-Butadiene-Styrene [ABS] polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/26—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers modified by chemical after-treatment
- C08J2423/28—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers modified by chemical after-treatment by reaction with halogens or halogen-containing compounds
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31551—Of polyamidoester [polyurethane, polyisocyanate, polycarbamate, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31681—Next to polyester, polyamide or polyimide [e.g., alkyd, glue, or nylon, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Paints Or Removers (AREA)
Description
本出願は、2007年10月29日に出願された米国特許仮出願第60/983,480号の利益を主張し、その開示は本明細書にそのまま援用される。
本発明は一般的に複合物品に関し、更に詳細にはハロゲン化ポリオレフィンを含む接着促進組成物から形成された連結層を含む複合物品並びに複合物品の形成方法に関する。
複合物品、例えば、金属プレートのプラスチックが当該技術分野で公知である。例えば、クロムメッキのプラスチック、例えば、クロムメッキのアクリロニトリルブタジエンスチレン(ABS)は、自動車のグリル、ウィンドウトリム、ライトトリム等の自動車用の部品やトルムとしてよく使用されている。
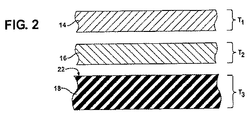
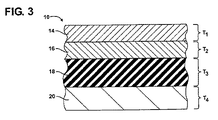
本発明は複合物品を提供する。複合物品は、クリアコート組成物から形成された実質的に透明な最表層を含む。複合物品は更に実質的に透明な最表層に隣接して配置された裏地層を含む。裏地層は複合物品に美的な効果を付与する金属組成物から形成される。複合物品は更に連結層を含む。連結層は、実質的に透明な最表層及び裏地層を接着するために、実質的に透明な最表層と裏地層との間に配置される。連結層はハロゲン化ポリオレフィンを含む接着促進組成物から形成される。本発明は更に複合物品の形成方法を提供する。
本発明の別の利点は容易に理解され、また本発明の別の利点は、添付図面と関連して考慮される場合に以下の詳細な説明を参照してより良好に理解できる通りである:
複数の図の全体にわたって同じ数字が同じ部品を示している、図面を参照すると、複合物品は一般的に10で示される。一実施態様において、図1に示されるように、自動車12は複数の複合物品10を含み、これらは外装部品及びトリム部品として構成されており、更に詳細には、グリル10a、ドアハンドル10b、泥よけトリム10c、バンパトリム10d、ピラー及びポストトリム10e、サイドミラートリム10f、ウィンドウトリム10g、サイドモールトリム10h、ライトトリム10i、ベントトリム10j、及びホイールトリム10kとして構成されている。複合物品10は他の外装部品及びトリム部品(例えば、ロッカーパネルトリム)のために使用してよく、且つ内装部品及びトリム部品、例えば、ペダルトリム、シフトレバートリム、ダッシュボードトリム、ドアパネルトリム10l等のために使用できることが理解されるべきである。複合物品10が自動車12の自動車部品及びトリム部品として示されているが、複合物品10を他の車、例えば、トラック、SUV、ボート、スノーモービル、ATV、ジェットスキー、飛行機、オートバイ、バイク等のために使用してよいことが理解されるべきである。複合物品10は自動車の用途に加えて他の用途、例えば、家具のフェーシア及び/又はトリム、建築部材(例えば、注出栓、ノブ、ハンドル等)、玩具、コンピュータ、及び電化製品(例えば、洗浄器、ドライヤ、真空、ミキサー等)にも使用してよい。本発明は複合物品10の特定の使用に限定されないことが理解されるべきである。
6つの異なる複合物品を3部ずつ製造する。6つの異なる複合物品(複合材No.1〜6)を以下の表Iに示す。複合材No.1及び2は対照の複合物品であり、複合材No.3及び4は本発明のある実施態様を例示し、複合材No.5及び6は本発明の別の実施態様を例示する。

Claims (14)
- 複合物品であって:
クリアコートコーティング組成物から形成された実質的に透明な最表層;
前記複合物品に美的な効果を付与する金属組成物から形成された裏地層;
前記実質的に透明な最表層と前記裏地層との間に配置された連結層(前記連結層は前記実質的に透明な最表層及び前記裏地層を接着するために、ハロゲン化ポリオレフィンを含む接着促進組成物から形成される);及び
前記実質的に透明な最表層の反対側に配置され且つ前記裏地層に接着された基材層
を含み、
その際、前記クリアコートコーティング組成物は、アクリル塗料組成物、ウレタン塗料組成物、ウレタン/アクリル塗料組成物、カルバメート塗料組成物、メラミン塗料組成物、ポリエステル塗料組成物、及びそれらの組み合わせの群から選択される、複合物品。 - 前記金属組成物がクロムを含む、請求項1記載の複合物品。
- 前記金属組成物が銅、すず、チタン、銀、ニッケル、アルミニウム、マグネシウム、亜鉛、及びそれらの合金の少なくとも1つを含む、請求項1記載の複合物品。
- 前記ハロゲン化ポリオレフィンが塩素化ポリオレフィンである、請求項1から3までのいずれか1項記載の複合物品。
- 前記塩素化ポリオレフィンが無水マレイン酸で改質された、請求項4記載の複合物品。
- 前記塩素化ポリオレフィンが100質量部の前記塩素化ポリオレフィンを基準として3〜35質量%の塩素含量を有する、請求項4又は5記載の複合物品。
- 前記クリアコートコーティング組成物がウレタン/アクリル塗料組成物である、請求項1から6までのいずれか1項記載の複合物品。
- 前記実質的に透明な最表層が、前記複合物品に美的な効果を更に付与する着色剤を更に含む、請求項1から7までのいずれか1項記載の複合物品。
- 前記連結層が実質的に透明であり且つ0.1〜1ミルの厚さを有する、請求項1から8までのいずれか1項記載の複合物品。
- 前記実質的に透明な最表層が0.5〜3.0ミルの厚さを有する、請求項1から9までのいずれか1項記載の複合物品。
- 前記基材層は熱可塑性プラスチック、熱硬化性樹脂、及びそれらの組み合わせの群から選択される、請求項1から10までのいずれか1項記載の複合物品。
- 前記基材層はアクリロニトリルブタジエンスチレン(ABS)、熱可塑性オレフィン(TPO)、ポリプロピレン(PP)、及びそれらの組み合わせの群から選択される、請求項1から10までのいずれか1項記載の複合物品。
- 前記連結層が前記実質的に透明な最表層と前記裏地層との両方に直接接触している、請求項1から12までのいずれか1項記載の複合物品。
- 請求項1から13までのいずれか1項記載の複合物品の形成方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US98348007P | 2007-10-29 | 2007-10-29 | |
| US60/983,480 | 2007-10-29 | ||
| PCT/US2008/012252 WO2009058286A1 (en) | 2007-10-29 | 2008-10-29 | Composite articles having excellent adhesion strength and methods of forming the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011502815A JP2011502815A (ja) | 2011-01-27 |
| JP5389037B2 true JP5389037B2 (ja) | 2014-01-15 |
Family
ID=40292574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010532043A Expired - Fee Related JP5389037B2 (ja) | 2007-10-29 | 2008-10-29 | 優れた接着強さを有する複合物品及び該複合物品の形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20100285308A1 (ja) |
| EP (1) | EP2205666A1 (ja) |
| JP (1) | JP5389037B2 (ja) |
| CN (1) | CN101809072B (ja) |
| WO (1) | WO2009058286A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9446290B2 (en) | 2014-01-21 | 2016-09-20 | Nike, Inc. | Golf ball and method of coating a cover of the golf ball |
| CN107163269A (zh) * | 2017-05-10 | 2017-09-15 | 广州市荔威化工有限公司 | 一种对pe塑料有附着力的处理剂 |
Family Cites Families (72)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4241129A (en) * | 1978-12-15 | 1980-12-23 | The Dow Chemical Company | Delamination resistant multilayer metal/polymer composites |
| DE2929959A1 (de) * | 1979-07-24 | 1981-02-19 | Hoechst Ag | Thermoplastische kunststoffmasse |
| US4720528A (en) * | 1983-03-10 | 1988-01-19 | Basf Corporation-Inmont Division | Substrates with flexible coatings from epsilon-caprolactone modified acrylics |
| US4755435A (en) * | 1984-11-12 | 1988-07-05 | Kansai Paint Co., Ltd. | Process for coating steel panels |
| USRE36457E (en) * | 1986-10-28 | 1999-12-21 | Rexam Industries, Corp. | Injection molded plastic article with integrated weatherable pigmented film surface |
| US4810540A (en) * | 1986-10-28 | 1989-03-07 | Rexham Corporation | Decorative sheet material simulating the appearance of a base coat/clear coat paint finish |
| US5342666A (en) * | 1986-10-28 | 1994-08-30 | Rexham Industries Corp. | Injection molded plastic article with integral weatherable pigmented film surface |
| US6835267B1 (en) * | 1987-03-27 | 2004-12-28 | Avery Dennison Corporation | Dry paint transfer process and product |
| US5707697A (en) * | 1987-03-27 | 1998-01-13 | Avery Dennison Corporation | Dry paint transfer product having high DOI automotive paint coat |
| US4902557A (en) * | 1988-01-25 | 1990-02-20 | E. I. Du Pont De Nemours And Company | Thermoplastic polyolefin composite structure |
| US4880849A (en) * | 1988-03-14 | 1989-11-14 | Ppg Industries, Inc. | UV coatings containing chlorinated polyolefins, method of curing, and coated substrates therefrom |
| US4954573A (en) * | 1988-05-20 | 1990-09-04 | Eastman Kodak Company | Modified chlorinated polyolefins |
| US5135297A (en) * | 1990-11-27 | 1992-08-04 | Bausch & Lomb Incorporated | Surface coating of polymer objects |
| MX9201779A (es) * | 1991-04-19 | 1992-10-01 | Basf Corp | Substrato que tiene un revestimiento resistente al ataque del medio ambiente, composicion de revestimiento para el mismo, proceso para fabricar la composicion de revestimiento y proceso para revestir el substrato con la composicion. |
| US5494970A (en) * | 1991-08-06 | 1996-02-27 | Basf Corporation | Coating composition for a clearcoat with improved solvent and acid resistance |
| US5198485A (en) * | 1991-08-12 | 1993-03-30 | Eastman Kodak Company | Aqueous coating composition comprising chlorinated polyolefin |
| US5276096A (en) * | 1991-08-28 | 1994-01-04 | Basf Corporation | Two package coating composition comprising a polycarbodimide with improved rheology control |
| US5137972A (en) * | 1991-08-29 | 1992-08-11 | Basf Corporation | Environmental etch resistant, two-component, coating composition, method of coating therewith, and coating obtained therefrom |
| US5238999A (en) * | 1991-08-29 | 1993-08-24 | Basf Corporation | Environmental etch resistant, one-component, coating composition, method of coating therewith, and coating obtained therefrom |
| US5334450A (en) * | 1992-05-20 | 1994-08-02 | The Dow Chemical Company | Weatherable styrenic film structures with intermediate tie layer and laminates thereof |
| US5306548A (en) * | 1992-05-20 | 1994-04-26 | The Dow Chemical Company | Coextruded weatherable film structures and laminates |
| US5216078A (en) * | 1992-07-29 | 1993-06-01 | Basf Corporation | Isocyanate-crosslinked coating having reduced yellowing |
| US5605965A (en) * | 1992-10-23 | 1997-02-25 | Basf Corporation | High gloss and/or high DOI coating utilizing carbamate-functional polymer composition |
| US5356669A (en) * | 1992-10-23 | 1994-10-18 | Basf Corporation | Composite color-plus-clear coating utilizing carbamate-functional polymer composition in the clearcoat |
| US5726246A (en) * | 1992-10-23 | 1998-03-10 | Basf Corporation | Method for improving etch resistance in a coating utilizing carbamate-functional polymer composition |
| US5319032A (en) * | 1993-03-01 | 1994-06-07 | Ppg Industries, Inc. | Modified chlorinated polyolefins, aqueous dispersions thereof and their use in coating compositions |
| JP3508866B2 (ja) * | 1993-03-29 | 2004-03-22 | 三菱レイヨン株式会社 | 蒸着用アンダーコート層形成用被覆材組成物 |
| US5379947A (en) * | 1993-11-09 | 1995-01-10 | Basf Corporation | Process for producing a powder coating composition |
| US5492963A (en) * | 1994-01-11 | 1996-02-20 | Lord Corporation | Overcoat and adhesive compositions based on chlorinated polyolefins having high chlorine contents |
| US5385979A (en) * | 1994-01-11 | 1995-01-31 | Lord Corporation | Primer and adhesive compositions based on chlorinated polyolefins having high chlorine contents |
| US5498783A (en) * | 1994-08-22 | 1996-03-12 | Basf Corporation | Powder coating composition resistant to overspray incompatibility defects |
| US5559195A (en) * | 1994-12-21 | 1996-09-24 | Basf Corporation | Coating composition containing carbamate functional and acrylamide functional components |
| US5498650A (en) * | 1995-02-24 | 1996-03-12 | Ecological Chemical Products | Poly(lactic acid) composition having improved physical properties |
| US5596043A (en) * | 1995-03-09 | 1997-01-21 | Basf Corporation | Coating containing urethane and acrylic resin mixture for improved resistance to chipping |
| AU704598B2 (en) * | 1995-04-24 | 1999-04-29 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesives for polyolefin surfaces |
| US5750234A (en) * | 1996-06-07 | 1998-05-12 | Avery Dennison Corporation | Interior automotive laminate with thermoplastic low gloss coating |
| US6254712B1 (en) * | 1998-12-08 | 2001-07-03 | Avery Dennison Corporation | Extrusion coating process for making high transparency protective and decorative films |
| US20050225006A1 (en) * | 1995-11-01 | 2005-10-13 | Patent Holding Company | Method for molding metal-covered component |
| US5874143A (en) * | 1996-02-26 | 1999-02-23 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesives for use on low energy surfaces |
| US5863646A (en) * | 1996-03-25 | 1999-01-26 | Ppg Industries, Inc. | Coating composition for plastic substrates and coated plastic articles |
| US7229413B2 (en) * | 1996-11-06 | 2007-06-12 | Angiotech Biocoatings Corp. | Echogenic coatings with overcoat |
| JP3946837B2 (ja) * | 1997-10-08 | 2007-07-18 | 関西ペイント株式会社 | 塗膜形成法 |
| ES2204112T3 (es) * | 1998-03-30 | 2004-04-16 | Dai Nippon Printing Co., Ltd. | Sistema para el proceso de flujos de datos. |
| US20030091834A1 (en) * | 1998-04-09 | 2003-05-15 | Toyoda Gosei, Ltd. | Coated plastic molding |
| US6071568A (en) * | 1998-05-01 | 2000-06-06 | Basf Corporation | Method for improving appearance in composite color-plus-clear coatings and compositions for use therein |
| US6818305B2 (en) * | 1998-05-22 | 2004-11-16 | Patent Holding Company | Molding method and metal-covered component formed thereby |
| US6284183B1 (en) * | 1998-06-08 | 2001-09-04 | Avery Dennison Corporation | Thick sheet laminating process for making exterior automotive body panels |
| US6319438B1 (en) * | 1998-12-15 | 2001-11-20 | Guardian Automotive Trim, Inc. | Extruded automotive trim and method of making same |
| US20020009598A1 (en) * | 1999-02-04 | 2002-01-24 | Robert Lafave | Scratch resistant color match laminate |
| US6277494B1 (en) * | 1999-03-05 | 2001-08-21 | Mascotech, Inc. | Chrome coated article |
| US6287672B1 (en) * | 1999-03-12 | 2001-09-11 | Rexam, Inc. | Bright metallized film laminate |
| JP2001105749A (ja) * | 1999-10-14 | 2001-04-17 | Dainippon Printing Co Ltd | 保護層転写シート |
| JP3314271B2 (ja) * | 2000-02-10 | 2002-08-12 | 大日本印刷株式会社 | 射出成形同時加飾用シート、加飾成形品、及び射出成形同時加飾方法 |
| JP2001246845A (ja) * | 2000-03-03 | 2001-09-11 | Dainippon Printing Co Ltd | 保護層転写シート |
| US6646022B2 (en) * | 2000-07-05 | 2003-11-11 | Mitsubishi Rayon Co., Ltd. | Photocuring resin compositions, photocuring sheets and molded article using the same, and processes of production thereof |
| US20020192440A1 (en) * | 2001-06-15 | 2002-12-19 | Fields Thomas R. | Bright tin-metallized formable film laminate |
| US20030026932A1 (en) * | 2001-07-30 | 2003-02-06 | Johnson John R. | Multilayer laminate |
| US6858287B2 (en) * | 2001-08-10 | 2005-02-22 | Soliant Llc | Formable bright film having discontinuous metallic layers |
| DE60219253T2 (de) * | 2001-09-18 | 2008-01-03 | Dai Nippon Printing Co., Ltd. | Thermotransferfolie, Thermotransferaufzeichnungsmedium und Verfahren zur Bilderzeugung unter Verwendung derselben |
| US6995208B2 (en) * | 2001-12-11 | 2006-02-07 | Basf Corporation | Clearcoat composition for primerless MVSS adhesion |
| JP4359428B2 (ja) * | 2002-03-07 | 2009-11-04 | 関西ペイント株式会社 | 遮熱性機能を有する塗膜形成方法とこの方法で形成された積層塗膜及び該塗膜により被覆された塗装物品。 |
| JP2004141710A (ja) * | 2002-10-22 | 2004-05-20 | Nippon Yushi Basf Coatings Kk | 複層塗膜形成方法およびその塗膜 |
| US20040219366A1 (en) * | 2003-05-02 | 2004-11-04 | Johnson John R. | Bright formable metalized film laminate |
| EP2623319B1 (en) * | 2003-11-28 | 2017-07-19 | Dai Nippon Printing Co., Ltd. | Use of a decorating sheet and of a decorated moulding resin, as well as their methods of production |
| JP2005290340A (ja) * | 2004-04-03 | 2005-10-20 | Toyo Kasei Kogyo Co Ltd | ヒートシール剤 |
| US20060051513A1 (en) * | 2004-09-03 | 2006-03-09 | Jackson Michael L | Multilayer coatings having color matched adhesion promoters |
| JP4624194B2 (ja) * | 2005-06-27 | 2011-02-02 | 小島プレス工業株式会社 | 加飾製品、および、その製造方法 |
| US7854985B2 (en) * | 2005-11-18 | 2010-12-21 | Soliant Llc | Decorative paint film laminate |
| US20070148354A1 (en) * | 2005-12-22 | 2007-06-28 | Shengkui Hu | Methods for improving coating adhesion |
| JP5140937B2 (ja) * | 2006-03-31 | 2013-02-13 | 藤倉化成株式会社 | 金属基材用ベースコート塗料組成物 |
| US7910203B2 (en) * | 2006-09-08 | 2011-03-22 | Illinois Tool Works Inc. | Selectively metallized heat transfer label |
| JP2008184523A (ja) * | 2007-01-29 | 2008-08-14 | Basf Coatings Japan Ltd | プライマー及びそれを用いた塗装方法 |
-
2008
- 2008-10-29 CN CN200880109543.XA patent/CN101809072B/zh not_active Expired - Fee Related
- 2008-10-29 WO PCT/US2008/012252 patent/WO2009058286A1/en active Application Filing
- 2008-10-29 US US12/740,519 patent/US20100285308A1/en not_active Abandoned
- 2008-10-29 JP JP2010532043A patent/JP5389037B2/ja not_active Expired - Fee Related
- 2008-10-29 EP EP08845158A patent/EP2205666A1/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP2205666A1 (en) | 2010-07-14 |
| US20100285308A1 (en) | 2010-11-11 |
| CN101809072A (zh) | 2010-08-18 |
| JP2011502815A (ja) | 2011-01-27 |
| WO2009058286A1 (en) | 2009-05-07 |
| CN101809072B (zh) | 2014-04-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1337858C (en) | Thermoplastic polyolefin composite structure | |
| KR950000329B1 (ko) | 건식페인트 전이공정 및 제품 | |
| EP0441888B1 (en) | Paint coated article | |
| JP6253586B2 (ja) | プラスチック素地のコーティング方法 | |
| US20050271882A1 (en) | Coating composition for plastic substrates | |
| WO2012035955A1 (ja) | 装飾成形用フィルム | |
| JP5389037B2 (ja) | 優れた接着強さを有する複合物品及び該複合物品の形成方法 | |
| US20070148354A1 (en) | Methods for improving coating adhesion | |
| US6132864A (en) | Films provided with several coating layers and the use thereof in automobile manufacturing | |
| US5932654A (en) | Primer composition for polyolefins | |
| US6037053A (en) | Films for coating shaped-part blanks and the use thereof in automobile manufacturing | |
| US20020119259A1 (en) | Method of applying a coating to a substrate | |
| JP5740801B2 (ja) | 熱可塑性樹脂成形品並びに該成形品を用いた車両の外板部材 | |
| KR19990008446A (ko) | 여러개의 코팅 층이 제공된 필름 및 자동차 제조에서의 그의 용도 | |
| JP2002524306A (ja) | 2個以上の層で被覆されたフィルムおよび自動車部品へのその使用 | |
| KR101732416B1 (ko) | 가구 및 건축자재용 메탈층을 포함하는 opet 시트 및 이의 제조방법 | |
| CN106660070B (zh) | 被覆基材及其制造方法 | |
| Baghdachi | Coating Plastics | |
| JPS594625A (ja) | 外装用彩色ポリプロピレン成形品 | |
| Ryntz | Weatherable coatings for thermoplastic substrates | |
| JP2001046952A (ja) | 塗膜形成法 | |
| US6403192B1 (en) | Films provided with several coating layers and the use thereof in automobile manufacturing | |
| JP2001293431A (ja) | ポリオレフィン成型体の塗装方法 | |
| JPH01115481A (ja) | 自動車用車体における積層塗膜構造 | |
| JPH06263887A (ja) | ポリオレフィン基体に改良された接着をもたらす方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111026 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121122 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130909 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131008 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |