JP5367501B2 - トルクレンチ - Google Patents
トルクレンチ Download PDFInfo
- Publication number
- JP5367501B2 JP5367501B2 JP2009189933A JP2009189933A JP5367501B2 JP 5367501 B2 JP5367501 B2 JP 5367501B2 JP 2009189933 A JP2009189933 A JP 2009189933A JP 2009189933 A JP2009189933 A JP 2009189933A JP 5367501 B2 JP5367501 B2 JP 5367501B2
- Authority
- JP
- Japan
- Prior art keywords
- torque wrench
- toggle
- tightening
- switch
- control circuit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
Description
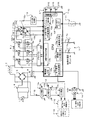
トルクレンチ20は、作業者により手動操作されるトルクレンチ本体21と、トルクレンチ本体21に対して支軸21aを介して揺動可能に連結されたヘッド部22と、ヘッド部22に取り付けられた電動モータであるブラシレスモータ及びモータ駆動制御回路(図1参照)を有する電動駆動装置23とにより構成し、商用電源(例えばAC100V)を駆動電源とし、電源・信号出力コード24が該モータ駆動制御回路に接続されている。
2 スタートスイッチ
3 ダイオードブリッジ
4 ラインフィルタ
5 駆動回路部
5a〜5f スイッチング素子
5A スイッチング素子用ドライバ
6報知部
31G 緑LED 31B 青LED 31R 赤LED
7a 第1可変抵抗器
7b 第2可変抵抗器
8 シャント抵抗
9 スタート検出回路
10 制御回路部(CPU)
10a 電流検出部 10b 6相PWM出力部 10c ホール素子信号入力位置検出部 10d スタート指令部 10e ランプ制御部 10f 締付け完了入力部 10g 速度設定部 10h 仮締めトルク設定部 10i 完了信号出力制御部
11 トグル作動検知スイッチ
11a スイッチ作動片
12 ブラシレスモータ
12a〜12c ブラシレスモータの巻線
12d〜12f ホール素子
20 トルクレンチ
21 トルクレンチ本体
21a 支軸 21b ハンドル部 21c グリップ部 21d スイッチ作動ピン
22 ヘッド部
22a 角軸部 22b 本体部
23 電動駆動装置
23a 外装ケース 23b ベース部材
24 電源・信号出力コード
25 トリガー
Claims (2)
- 手動操作されるトルクレンチ本体と、前記トルクレンチ本体に対して揺動可能に連結されると共にトグル機構を介して固定された、締結体と連結されるヘッド部と、該ヘッド部側に取り付けられて前記トルクレンチ本体のハンドル部に沿って延び、モータが取り付けられるベース部材と、前記ハンドル部に面して前記ベース部材に取り付けられた前記トグル機構の作動を検知するトグル作動検知スイッチと、前記トグル作動検知スイッチと対向し、前記ヘッド部と前記トルクレンチ本体との相対回動により前記トグル作動検知スイッチを作動する前記ハンドル部に取り付けられたスイッチ作動ピンと、を有することを特徴とするトルクレンチ。
- 前記モータは電動モータであって、前記電動モータと共に前記電動モータを駆動制御する駆動制御回路を前記ベース部材に取り付け、前記電動モータの電源ケーブルと前記駆動制御回路から出力される出力情報の通信ケーブルとを一まとめにして1本のケーブルとしたものを前記駆動制御回路にコネクタを介して接続したことを特徴とする請求項1に記載のトルクレンチ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009189933A JP5367501B2 (ja) | 2009-08-19 | 2009-08-19 | トルクレンチ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009189933A JP5367501B2 (ja) | 2009-08-19 | 2009-08-19 | トルクレンチ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011041989A JP2011041989A (ja) | 2011-03-03 |
| JP5367501B2 true JP5367501B2 (ja) | 2013-12-11 |
Family
ID=43829814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009189933A Active JP5367501B2 (ja) | 2009-08-19 | 2009-08-19 | トルクレンチ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5367501B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111479655A (zh) * | 2017-12-18 | 2020-07-31 | 日东工器株式会社 | 工具、工具的控制电路以及控制方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103586811A (zh) * | 2013-11-14 | 2014-02-19 | 宁夏中远天晟科技有限公司 | 一种手动铁路货车螺栓紧固扭力矩数显智能扳手 |
| JP2017087318A (ja) * | 2015-11-04 | 2017-05-25 | 株式会社渡邊製作所 | 締付データ管理システム |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60190576U (ja) * | 1984-05-29 | 1985-12-17 | 株式会社 東日製作所 | トルクレンチ |
| JP2601552Y2 (ja) * | 1993-08-27 | 1999-11-22 | 株式会社東日製作所 | ナットランナー付トルクレンチ |
| JPH07164343A (ja) * | 1993-10-15 | 1995-06-27 | Takenaka Komuten Co Ltd | トルクレンチ |
-
2009
- 2009-08-19 JP JP2009189933A patent/JP5367501B2/ja active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111479655A (zh) * | 2017-12-18 | 2020-07-31 | 日东工器株式会社 | 工具、工具的控制电路以及控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011041989A (ja) | 2011-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6250956B2 (ja) | 複数の動作モードを有する動力工具 | |
| CN104114333B (zh) | 电动工作机 | |
| JP6085469B2 (ja) | 電動草刈機 | |
| JP5146879B2 (ja) | アシスト力付き車両 | |
| SE531828C2 (sv) | Ett kraftverktyg och en metod för användning av kraftverktyget | |
| CN104126270A (zh) | 电动工作机 | |
| US20180185993A1 (en) | Threaded member tightening tool and counting apparatus | |
| JP5367501B2 (ja) | トルクレンチ | |
| CN106660197B (zh) | 螺母紧固机 | |
| TWM530279U (zh) | 自行車控制裝置及具備該控制裝置之自行車控制系統 | |
| JP5367500B2 (ja) | トルクレンチ | |
| JP2011206872A (ja) | 半自動式のトルクレンチ | |
| TWI447035B (zh) | 電動二輪車 | |
| JP5415689B2 (ja) | トルクレンチ | |
| JP2010530313A (ja) | コールドスタート機能を有する電動工具 | |
| JP2013165678A (ja) | 電動作業機 | |
| JP2017030701A (ja) | 自転車用の表示装置、自転車用の操作装置、及び自転車用の駆動システム | |
| CN103081570A (zh) | 设备控制系统 | |
| CN115213857B (zh) | 一种自带调速功能的电动定扭工具 | |
| JP2020500110A (ja) | 高速回転レンチ及びその高速回転レンチに用いるモーターの保護方法 | |
| JP5577060B2 (ja) | 自動ドア用電源装置 | |
| JP5872999B2 (ja) | 電動機付自転車 | |
| CN108896090B (zh) | 一种电单车踏频检测系统及其检测方法 | |
| TWI714737B (zh) | 電動捲線器的馬達控制裝置 | |
| JP5325441B2 (ja) | 電動工具駆動用のモータ駆動制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120305 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130620 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130813 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5367501 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |