JP5347971B2 - 球帯状シール体及びその製造方法 - Google Patents
球帯状シール体及びその製造方法 Download PDFInfo
- Publication number
- JP5347971B2 JP5347971B2 JP2009546145A JP2009546145A JP5347971B2 JP 5347971 B2 JP5347971 B2 JP 5347971B2 JP 2009546145 A JP2009546145 A JP 2009546145A JP 2009546145 A JP2009546145 A JP 2009546145A JP 5347971 B2 JP5347971 B2 JP 5347971B2
- Authority
- JP
- Japan
- Prior art keywords
- outer layer
- heat
- weight
- spherical
- reinforcing material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 54
- 238000007789 sealing Methods 0.000 title claims description 53
- 238000000034 method Methods 0.000 title description 33
- 239000010410 layer Substances 0.000 claims abstract description 511
- 239000003779 heat-resistant material Substances 0.000 claims abstract description 363
- 239000000203 mixture Substances 0.000 claims abstract description 145
- 230000001050 lubricating effect Effects 0.000 claims abstract description 139
- 239000012791 sliding layer Substances 0.000 claims abstract description 31
- 239000012779 reinforcing material Substances 0.000 claims description 373
- 239000000463 material Substances 0.000 claims description 356
- 239000002131 composite material Substances 0.000 claims description 166
- 239000000758 substrate Substances 0.000 claims description 165
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 92
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 92
- 229910002804 graphite Inorganic materials 0.000 claims description 84
- 239000010439 graphite Substances 0.000 claims description 84
- 229910052582 BN Inorganic materials 0.000 claims description 83
- 229910052810 boron oxide Inorganic materials 0.000 claims description 80
- JKWMSGQKBLHBQQ-UHFFFAOYSA-N diboron trioxide Chemical compound O=BOB=O JKWMSGQKBLHBQQ-UHFFFAOYSA-N 0.000 claims description 80
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 70
- 229910001593 boehmite Inorganic materials 0.000 claims description 62
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 claims description 62
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 57
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 57
- 230000002093 peripheral effect Effects 0.000 claims description 55
- 239000011247 coating layer Substances 0.000 claims description 49
- 229910001111 Fine metal Inorganic materials 0.000 claims description 19
- 238000004804 winding Methods 0.000 claims description 17
- 230000002787 reinforcement Effects 0.000 claims description 16
- DLYUQMMRRRQYAE-UHFFFAOYSA-N tetraphosphorus decaoxide Chemical compound O1P(O2)(=O)OP3(=O)OP1(=O)OP2(=O)O3 DLYUQMMRRRQYAE-UHFFFAOYSA-N 0.000 claims description 15
- -1 boehmite or diaspore Chemical class 0.000 claims description 12
- 238000009940 knitting Methods 0.000 claims description 12
- 239000011347 resin Substances 0.000 claims description 12
- 229920005989 resin Polymers 0.000 claims description 12
- 230000003746 surface roughness Effects 0.000 claims description 12
- 150000004682 monohydrates Chemical class 0.000 claims description 9
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 claims description 9
- 229910019142 PO4 Inorganic materials 0.000 claims description 8
- VXAUWWUXCIMFIM-UHFFFAOYSA-M aluminum;oxygen(2-);hydroxide Chemical compound [OH-].[O-2].[Al+3] VXAUWWUXCIMFIM-UHFFFAOYSA-M 0.000 claims description 8
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims description 8
- 239000010452 phosphate Substances 0.000 claims description 8
- 229920000642 polymer Polymers 0.000 claims description 7
- 238000009941 weaving Methods 0.000 claims description 7
- 229910001680 bayerite Inorganic materials 0.000 claims description 6
- 229910001648 diaspore Inorganic materials 0.000 claims description 6
- 229910001679 gibbsite Inorganic materials 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 6
- 150000004684 trihydrates Chemical class 0.000 claims description 6
- 239000013078 crystal Substances 0.000 claims description 4
- 238000005461 lubrication Methods 0.000 claims 4
- 229910052751 metal Inorganic materials 0.000 abstract description 29
- 239000002184 metal Substances 0.000 abstract description 29
- 230000003014 reinforcing effect Effects 0.000 abstract description 18
- 238000011049 filling Methods 0.000 abstract description 4
- 239000006185 dispersion Substances 0.000 description 70
- 230000013011 mating Effects 0.000 description 35
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 34
- 239000007787 solid Substances 0.000 description 33
- 238000000748 compression moulding Methods 0.000 description 32
- 239000000314 lubricant Substances 0.000 description 22
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 17
- 229910017604 nitric acid Inorganic materials 0.000 description 17
- 239000000843 powder Substances 0.000 description 17
- 239000007789 gas Substances 0.000 description 16
- 239000002253 acid Substances 0.000 description 15
- ILRRQNADMUWWFW-UHFFFAOYSA-K aluminium phosphate Chemical compound O1[Al]2OP1(=O)O2 ILRRQNADMUWWFW-UHFFFAOYSA-K 0.000 description 15
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 15
- 239000011248 coating agent Substances 0.000 description 15
- 238000000576 coating method Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 14
- 230000002159 abnormal effect Effects 0.000 description 13
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 11
- YWEUIGNSBFLMFL-UHFFFAOYSA-N diphosphonate Chemical compound O=P(=O)OP(=O)=O YWEUIGNSBFLMFL-UHFFFAOYSA-N 0.000 description 11
- 238000001035 drying Methods 0.000 description 11
- GPRLSGONYQIRFK-UHFFFAOYSA-N hydron Chemical compound [H+] GPRLSGONYQIRFK-UHFFFAOYSA-N 0.000 description 11
- 230000010355 oscillation Effects 0.000 description 11
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 239000004094 surface-active agent Substances 0.000 description 10
- 239000002612 dispersion medium Substances 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 9
- 238000003780 insertion Methods 0.000 description 9
- 230000037431 insertion Effects 0.000 description 9
- 239000002245 particle Substances 0.000 description 8
- 239000000470 constituent Substances 0.000 description 7
- QAOWNCQODCNURD-UHFFFAOYSA-N sulfuric acid Substances OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 7
- 230000005284 excitation Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- ZOXJGFHDIHLPTG-BJUDXGSMSA-N Boron-10 Chemical compound [10B] ZOXJGFHDIHLPTG-BJUDXGSMSA-N 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 235000011007 phosphoric acid Nutrition 0.000 description 5
- 238000007788 roughening Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 238000000746 purification Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 238000010998 test method Methods 0.000 description 3
- 229910000570 Cupronickel Inorganic materials 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910001386 lithium phosphate Inorganic materials 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000007761 roller coating Methods 0.000 description 2
- 238000007790 scraping Methods 0.000 description 2
- 239000008247 solid mixture Substances 0.000 description 2
- TWQULNDIKKJZPH-UHFFFAOYSA-K trilithium;phosphate Chemical compound [Li+].[Li+].[Li+].[O-]P([O-])([O-])=O TWQULNDIKKJZPH-UHFFFAOYSA-K 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- UEZVMMHDMIWARA-UHFFFAOYSA-N Metaphosphoric acid Chemical compound OP(=O)=O UEZVMMHDMIWARA-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- KOMIMHZRQFFCOR-UHFFFAOYSA-N [Ni].[Cu].[Zn] Chemical compound [Ni].[Cu].[Zn] KOMIMHZRQFFCOR-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- DMFGNRRURHSENX-UHFFFAOYSA-N beryllium copper Chemical compound [Be].[Cu] DMFGNRRURHSENX-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- YYRMJZQKEFZXMX-UHFFFAOYSA-L calcium bis(dihydrogenphosphate) Chemical compound [Ca+2].OP(O)([O-])=O.OP(O)([O-])=O YYRMJZQKEFZXMX-UHFFFAOYSA-L 0.000 description 1
- FUFJGUQYACFECW-UHFFFAOYSA-L calcium hydrogenphosphate Chemical compound [Ca+2].OP([O-])([O-])=O FUFJGUQYACFECW-UHFFFAOYSA-L 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- YOCUPQPZWBBYIX-UHFFFAOYSA-N copper nickel Chemical compound [Ni].[Cu] YOCUPQPZWBBYIX-UHFFFAOYSA-N 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- LMYQFCDLMRNPLY-UHFFFAOYSA-L hydroxy(oxo)alumane Chemical compound O[Al]=O.O[Al]=O LMYQFCDLMRNPLY-UHFFFAOYSA-L 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000013101 initial test Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 229910021382 natural graphite Inorganic materials 0.000 description 1
- 239000007800 oxidant agent Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920000137 polyphosphoric acid Polymers 0.000 description 1
- 230000003584 silencer Effects 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000000967 suction filtration Methods 0.000 description 1
- IIACRCGMVDHOTQ-UHFFFAOYSA-N sulfamic acid Chemical compound NS(O)(=O)=O IIACRCGMVDHOTQ-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images






























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/10—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing
- F16J15/12—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering
- F16J15/121—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement
- F16J15/126—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with non-metallic packing with metal reinforcement or covering with metal reinforcement consisting of additions, e.g. metallic fibres, metallic powders, randomly dispersed in the packing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1805—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body
- F01N13/1827—Sealings specially adapted for exhaust systems
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L27/00—Adjustable joints, Joints allowing movement
- F16L27/02—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction
- F16L27/04—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly spherical engaging surfaces
- F16L27/06—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly spherical engaging surfaces with special sealing means between the engaging surfaces
- F16L27/073—Universal joints, i.e. with mechanical connection allowing angular movement or adjustment of the axes of the parts in any direction with partly spherical engaging surfaces with special sealing means between the engaging surfaces one of the cooperating surfaces forming the sealing means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2530/00—Selection of materials for tubes, chambers or housings
- F01N2530/18—Plastics material, e.g. polyester resin
- F01N2530/20—Plastics material, e.g. polyester resin reinforced with mineral or metallic fibres
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Gasket Seals (AREA)
- Thermal Insulation (AREA)
- Sealing Devices (AREA)
- Powder Metallurgy (AREA)
- Exhaust Silencers (AREA)
Description
図2は、図1に示す球帯状シール体の一部拡大説明図、
図3は、本発明の球帯状シール体の製造工程における補強材の形成方法の説明図、
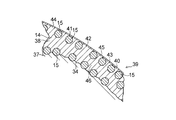
図4は、本発明の球帯状シール体の製造工程における耐熱材の斜視図、
図5は、補強材の金網の網目を示す平面図、
図6は、本発明の球帯状シール体の製造工程における重合体の斜視図、
図7は、本発明の球帯状シール体の製造工程における筒状母材の平面図、
図8は、図7に示す筒状母材の縦断面図、
図9は、本発明の球帯状シール体の製造工程における複合シート材の製造工程の説明図、
図10は、図9に示す製造工程における複数個の環状凹溝を有するローラの正面図、
図11は、図9に示す製造工程における円筒状編組金網からなる補強材内に耐熱材を挿入した状態を示す説明図、
図12は、図9に示す製造工程における補強材内に挿入した耐熱材を複数個の環状凹溝を有するローラと円筒ローラとの間に位置させた状態を示す説明図、
図13は、図9に示す製造工程における補強材内に挿入した耐熱材を複数個の環状凹溝を有するローラと円筒ローラとで加圧している状態を示す説明図、
図14は、図9に示す製造工程における補強材内に挿入した耐熱材を複数個の環状凹溝を有するローラと円筒ローラとで加圧したあとの状態を示す説明図、
図15は、図9に示す製造工程における補強材内に挿入した耐熱材を複数個の環状凹溝を有するローラと円筒ローラとで加圧したのち、一対の円筒ローラで加圧している状態を示す説明図、
図16は、複合シート材を示す説明図、
図17は、本発明の球帯状シール体の製造工程における複合シート材の他の製造工程の説明図、
図18は、図17に示す製造工程における円筒状編組金網からなる補強材内に耐熱材を挿入した状態を示す説明図、
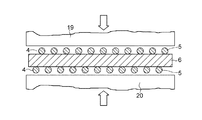
図19は、図17に示す製造工程における補強材内に挿入した耐熱材を一対の円筒ローラ間に位置させた状態を示す説明図、
図20は、複合シート材を示す説明図、
図21は、本発明の球帯状シール体の製造工程における複合シート材の他の製造工程の説明図、
図22は、図21に示す製造工程における補強材内に挿入した耐熱材を一対のローラで加圧する状態を示す説明図、
図23は、複合シート材の一方の表面に露出した補強材の露出面積割合を示す画像、
図24は、複合シート材の一方の表面に露出した補強材の露出面積割合を示す画像、
図25は、従来技術の製造方法で作製した複合シート材の一方の表面に露出した補強材の露出面積割合を示す画像、
図26は、従来技術の複合シート材の製造工程を示す説明図、
図27は、従来技術の複合シート材の製造工程を示す説明図、
図28は、従来技術の複合シート材の製造工程を示す説明図、
図29は、従来技術の複合シート材の製造工程を示す説明図、
図30は、本発明の球帯状シール体の製造工程における外層形成部材を示す説明図、
図31は、本発明の球帯状シール体の製造工程における予備円筒成形体の平面図、
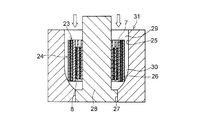
図32は、本発明の球帯状シール体の製造工程における金型中に予備円筒成形体を挿入した状態を示す縦断面図、
図33は、本発明の球帯状シール体を組込んだ排気管球面継手の縦断面図、
図34は、エンジンの排気系の説明図、
図35は、従来の球帯状シール体の説明図、そして、
図36は、従来の球帯状シール体の説明図である。
濃度98%の濃硫酸を撹拌しながら、酸化剤として過酸化水素の60%水溶液を加え、これを反応液とする。この反応液を冷却して10℃の温度に保持し、該反応液に粒度30〜80メッシュの鱗片状天然黒鉛粉末を添加して30分間反応を行う。反応後、吸引濾過して酸処理黒鉛粉末を分離し、該酸処理黒鉛粉末を水で10分間撹拌して吸引濾過するという洗浄作業を2回繰り返し、酸処理黒鉛粉末から硫酸分を充分除去する。ついで、硫酸分を充分除去した酸処理黒鉛粉末を110℃の温度に保持した乾燥炉で3時間乾燥し、これを酸処理黒鉛粉末とする。
上記酸処理黒鉛粉末を撹拌しながら、該酸処理黒鉛粉末にリン酸として濃度84%のオルトリン酸水溶液及びリン酸塩として濃度50%の第一リン酸アルミニウム水溶液のうちの少なくとも一方をメタノールで希釈した溶液を噴霧状に配合し、均一に撹拌して湿潤性を有する混合物を作製する。この湿潤性を有する混合物を、120℃の温度に保持した乾燥炉で2時間乾燥する。ついで、これを950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張処理工程において、成分中のオルトリン酸は脱水反応を生じて五酸化リンを生成し、第一リン酸アルミニウムは構造式中の水が脱離する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材II及びIIIとする。
補強材は、鉄系としてオーステナイト系のSUS304、SUS310S、SUS316、フェライト系のSUS430などのステンレス鋼線若しくは鉄線(JISG3532)若しくは亜鉛メッキ鉄線(JISG3547)又は銅系として銅−ニッケル合金(白銅)線、銅−ニッケル−亜鉛合金(洋白)線、黄銅線、ベリリウム銅線からなる金属細線を一本又は二本以上を使用して織ったり、編んだりして形成される織組金網又は編組金網が使用される。
被覆層(すべり層)を形成する潤滑組成物は、(1)四ふっ化エチレン樹脂(以下「PTFE」と略称する。)粉末からなる潤滑組成物を固形分として含む水性ディスパージョン、(2)分散媒としての酸を含有する水にアルミナ水和物粒子が分散した水素イオン濃度が2〜3を呈するアルミナゾルに六方晶窒化硼素粉末及び酸化硼素粉末を分散含有した水性ディスパージョンであって、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%からなる潤滑組成物を固形分として含む水性ディスパージョン、(3)上記六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%からなる潤滑組成物成分に、該潤滑組成物成分100重量部に対し300重量部以下又は200重量部以下、好ましくは50〜200重量部又は50〜150重量部のPTFEを分散含有した潤滑組成物を固形分として含む水性ディスパージョンの形態で適用される。
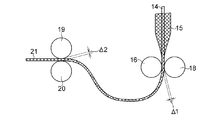
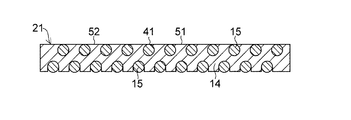
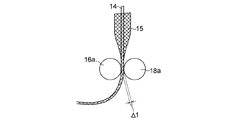
<第一の方法> 線径が0.15〜0.32mm、好ましくは0.15〜0.28mmの金属細線を編み機(図示せず)で連続的に編んで得られる円筒状編組金網(編組金網の網目の目幅は縦2.5〜3.5mm、横1.5〜2.5mm)からなる外層用の補強材15の内部に外層用の耐熱材14を連続的に挿入(図9参照)し、該耐熱材14を挿入した補強材15をその挿入開始端側から平滑な円筒状の外周面を有する円筒ローラ16と軸方向に沿って複数個の環状凹溝17をもった円筒状の外周面を有したローラ18(図9及び図10参照)との間の隙間Δ1に供給して該耐熱材14の厚さ方向に加圧(図9、図11、図12、図13及び図14参照)し、さらに別の平滑な円筒状の外周面を有する一対の円筒ローラ19及び20間の隙間Δ2に供給(図9及び図15参照)して加圧し、外層用の補強材15の金網の網目に外層用の耐熱材14を密に充填すると共に該外層用の耐熱材14中に外層用の補強材15が埋設するように互いに圧着して、外層用の耐熱材14の表面と外層用の補強材15の表面とを面一に形成すると共に耐熱材14の表面と補強材15の表面とが露出した扁平状の複合シート材21(図16参照)を形成し、これを筒状母材13の外周面を一巻きできる程度の長さに切断する。
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを球帯状基体用の補強材とした。耐熱材として、密度1.12Mg/m3、厚さ0.4mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に球帯状基体用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の構成材料を使用し、実施例1と同様にして筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として第一リン酸アルミニウム4.0重量%及び膨張黒鉛を含む密度1.12Mg/m3、厚さ0.4mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例6と同様の第一リン酸アルミニウム4.0重量%及び膨張黒鉛を含む密度1.12Mg/m3、厚さ0.4mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として五酸化リン0.7重量%、第一リン酸アルミニウム4.0重量%及び膨張黒鉛を含む密度1.12Mg/m3、厚さ0.4mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例8と同様の膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例8と同様の膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例8と同様の膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例8と同様の膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
前記実施例1と同様の球帯状基体用の補強材を使用した。球帯状基体用の耐熱材として前記実施例8と同様の膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に外層用の補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ球帯状基体用の補強材の幅方向に突出(はみ出し)している。
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを球帯状基体用の補強材とした。球帯状基体用の耐熱シート材として、五酸化リン0.7重量%、第一リン酸アルミニウム4.0重量%及び膨張黒鉛を含む密度1.12Mg/m3、厚さ0.4mmの耐熱シート材を使用した。耐熱シート材をうず巻き状に一周分捲回した後、耐熱シート材の内側に補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱シート材を位置させた筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。
前記実施例14と同様にして筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。
前記実施例14と同様にして筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。
前記実施例14と同様にして筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。また、前記実施例14と同様の材料及び同様の方法により扁平状の複合シート材を作製した。この複合シート材において、補強材の表面が複合シート材の一方の表面で耐熱材の表面と共に露出する露出面積割合は25.64%であり、複合シート材の表面の算術平均粗さRaは20.1μmであった。
前記実施例14と同様にして筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。また、前記実施例15と同様の材料及び同様の方法により扁平状の複合シート材を作製した。この複合シート材において、補強材の表面が複合シート材の一方の表面に耐熱材の表面と共に露出している露出面積割合は23.6%であり、複合シート材の表面の算術平均粗さRaは19.7μmであった。
前記実施例14と同様にして筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。また、前記実施例16と同様の材料及び同様の方法により扁平状の複合シート材を作製した。この複合シート材において、補強材の表面が複合シート材の一方の表面で耐熱材の表面と共に露出している露出面積割合は21.2%であり、複合シート材の表面の算術平均粗さRaは10.1μmであった。
金属細線として、前記実施例1と同様の線径0.28mmのオーステナイト系ステンレス鋼線を使用して網目の目幅が縦4mm、横3mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを球帯状基体用の補強材とした。球帯状基体用の耐熱材として、五酸化リン0.7重量%、第一リン酸アルミニウム4.0重量%及び膨張黒鉛を含む密度1.12Mg/m3、厚さ0.4mmの膨張黒鉛シートを使用した。耐熱材をうず巻き状に一周分捲回したのち、耐熱材の内側に補強材を重ね合わせ、うず巻き状に捲回して最外周に耐熱材を位置させた筒状母材を作製した。この筒状母材においては、耐熱材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。
前記比較例1と同様の材料及び方法により筒状母材を作製した。この筒状母材においては、耐熱シート材の幅方向の両端部はそれぞれ補強材の幅方向に突出している。
温度(図33に示す径拡大部203の表面の温度) 300℃
揺動角 ±0.5°
加振周波数 25Hz
加振時間 120Hr
慣性力 錘29.4N
コイルバネによる押圧力 588N
(スプリングセットフフォース)
相手材(図33に示す径拡大部203の材質) SUS304
相手材表面の表面粗さ 十点平均粗さ(RzJIS)
図33に示す排気管球面継手の一方の排気管100を固定すると共に該排気管100に高温ガスを流通して相手材(図33に示す径拡大部203)の表面温度を300℃まで昇温し、該相手材の表面温度が300℃に到達した時点で、他方の排気管200の外周面に錘を固定すると共に該排気管200を25Hzの加振周波数で±0.5°の揺動運動を120Hr行った後の相手材の表面粗さを十点平均粗さ(RzJIS)で測定した。
コイルバネによる押圧力(スプリングセットフォース):980N
揺動角度:±2.5°
加振周波数(揺動速度):5Hz
温度(図33に示す凹球面部201の外表面温度):室温(25℃)〜500℃
揺動回数:100万回
相手材(図33に示す径拡大部203の材質):SUS304
室温において5Hzの加振周波数で±2.5°の揺動運動を継続しながら温度を500℃まで昇温し、その温度を保持した状態で揺動運動を継続し、揺動回数が100万回に到達した時点でのガス漏れ量について測定した。
図33に示す排気管球面継手の一方の上流側排気管100の開口部を閉塞し、他方の下流側排気管200側から、0.049MPa(0.5kgf/cm2)の圧力で乾燥空気を流入し、継手部分(球帯状シール体39の面45と径拡大部203との摺接部、球帯状シール体39の円筒内面33と上流側排気管100の管端部101との嵌合部及び環状端面35と上流側排気管100に立設されたフランジ102との当接部)からのガス漏れ量を流量計にて、(1)試験初期(開始前)、(2)揺動回数25万回後、(3)揺動回数50万回後及び(4)揺動回数50万回後の4回測定した。
コイルバネによる押圧力(スプリングセットフォース):590N
揺動角度:±4°
加振周波数:12Hz
温度(図33に示す凹球面部302の外表面温度):室温(25℃)〜500℃
試験回数:100万サイクル
相手材(図33に示す径拡大部203の材質):SUS304
室温(25℃)において12Hzの加振周波数で±4°の揺動運動を1回として45000回行った後、該揺動運動を継続しながら雰囲気温度(図33に示す凹球面部302の外表面温度)を500℃まで昇温し(昇温中の揺動回数45000回)、500℃の温度に到達した時点で115000回の揺動運動を行い、ついで該揺動運動を継続しながら雰囲気温度を室温まで降温する(降温中の揺動回数45000回)という全揺動回数250000回を1サイクルとして4サイクル行う。
評価記号A:摩擦異音の発生のないもの。
評価記号B:試験片に耳を近づけた状態で、かすかに摩擦異音が聴こえるもの。
評価記号C:定位置(試験片から1.5m離れた位置)では生活環境音に掻き消され、一般には判別が難しいが試験担当者には摩擦異音として判別できるもの。
評価記号D:定位置で誰でも摩擦異音(不快音)として識別できるもの。

Claims (20)
- 円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面により規定された球帯状基体と、この球帯状基体の部分凸球面状面に一体に形成された外層とを備えていると共に排気管継手に用いられる球帯状シール体であって、球帯状基体は、金網からなる補強材と、この補強材の金網の網目を充填し、かつこの補強材と混在一体化されていると共に圧縮された膨張黒鉛を含む耐熱材とを具備しており、外層は、金網からなると共に圧縮された他の補強材及びこの他の補強材の金網の網目を充填し、かつ他の補強材に密に圧着されて圧縮された他の膨張黒鉛を含むと共に当該他の補強材の表面と共に外層中間面を形成する他の耐熱材を含んでおり、部分凸球面状面に一体的に形成された基層と、該外層中間面で基層に一体に被着形成されていると共に潤滑組成物からなるすべり層とを具備しており、外層中間面における他の補強材の表面は、外層中間面の全表面に対して5〜35%の面積割合をもって点在しており、外部に露出する外層の表面は、すべり層の平滑な面からなっていることを特徴とする球帯状シール体。
- 球帯状基体及び外層の耐熱材は、五酸化リン0.05〜5.00重量%及びリン酸塩1.0〜16.0重量%のうちの少なくとも一方と、膨張黒鉛とを含んでいる請求項1に記載の球帯状シール体。
- 潤滑組成物は、四ふっ化エチレン樹脂を含む請求項1又は2に記載の球帯状シール体。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む請求項1から3のいずれか一項に記載の球帯状シール体。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む潤滑組成物成分と、該潤滑組成物成分100重量部に対して300重量部以下又は200重量部以下の四ふっ化エチレン樹脂とを含む請求項1又は2に記載の球帯状シール体。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む潤滑組成物成分と、該潤滑組成物成分100重量部に対して50〜200重量部又は50〜150重量部の四ふっ化エチレン樹脂とを含む請求項1又は2に記載の球帯状シール体。
- アルミナ水和物は、ベーマイト又はダイアスポアなどのアルミナ一水和物、ギブサイト又はバイヤライトなどのアルミナ三水和物及び擬ベーマイトから選択される請求項4から6のいずれか一項に記載の球帯状シール体。
- 円筒内面、部分凸球面状面並びに部分凸球面状面の大径側及び小径側の環状端面により規定された球帯状基体と、この球帯状基体の部分凸球面状面に一体に形成された外層とを備えていると共に排気管継手に用いられる球帯状シール体の製造方法であって、
(a)密度がαMg/m3の膨張黒鉛シートからなる球帯状基体用の耐熱材を準備する工程と、
(b)金属細線を織ったり編んだりして得られる金網からなる球帯状基体用の補強材を準備し、この球帯状基体用の補強材を前記球帯状基体用の耐熱材に重ね合わせて重合体を形成した後、この重合体を円筒状に捲回して筒状母材を形成する工程と、
(c)金属細線を織ったり編んだりして得られる金網からなる外層用の補強材の二つの層間に、密度が0.3α〜0.6αMg/m3の膨張黒鉛シートからなる外層用の耐熱材を挿入し、当該外層用の耐熱材を挿入した外層用の補強材を該耐熱材の厚さ方向に加圧し、外層用の補強材の金網の網目に外層用の耐熱材を密に充填すると共に該外層用の耐熱材中に外層用の補強材が埋設するように互いに圧着して、外層用の耐熱材の表面と外層用の補強材とが面一とされた該外層用の補強材の表面と外層用の耐熱材の表面とにおける外層用の補強材が5〜35%の面積割合をもって点在して露出している扁平状の複合シート材を形成する工程と、
(d)複合シート材の外層用の耐熱シート材の表面と外層用の補強材の表面とが互いに面一とされた表面に潤滑組成物を被覆して当該表面に潤滑組成物の被覆層を形成した外層形成部材を形成する工程と、
(e)前記筒状母材の外周面に前記外層形成部材をその被覆層を外側にして捲回して予備円筒成形体を形成する工程と、
(f)該予備円筒成形体を金型のコア外周面に挿入し、該コアを金型内に配置すると共に該金型内において予備円筒成形体をコア軸方向に圧縮成形する工程と、
を具備しており、球帯状基体は、膨張黒鉛からなる球帯状基体用の耐熱材と金網からなる球帯状基体用の補強材とが互いに圧縮され、互いに絡み合って構造的一体性を有するように構成されており、外層は、金網からなると共に圧縮された外層用の補強材及びこの外層用の補強材の金網の網目を充填し、かつ外層用の補強材に密に圧着されて圧縮された膨張黒鉛からなると共に当該外層用の補強材の表面と共に外層中間面を形成する外層用の耐熱材を含んでおり、部分凸球面状面に一体的に形成された基層と、該外層中間面で基層に一体に被着形成されていると共に潤滑組成物からなるすべり層とを具備しており、外層中間面における外層用の補強材の表面は、外層中間面において5〜35%の面積割合をもって点在しており、外部に露出する外層の表面は、すべり層の平滑な面からなっていることを特徴とする球帯状シール体の製造方法。 - 外層用の耐熱材を挿入した外層用の補強材の該耐熱材の厚さ方向への加圧は、平滑な外周面を有した円筒ローラと軸方向に沿って複数個の環状凹溝をもった円筒状の外周面を有したローラとの間の隙間に供給して加圧した後、さらに平滑な円筒状の外周面を有した一対の円筒ローラ間の隙間に供給して行う請求項8に記載の球帯状シール体の製造方法。
- 潤滑組成物が被覆されると共に複合シート材の外層用の耐熱シート材の表面と外層用の補強材との表面とが互いに面一とされた表面は、複合シート材において環状凹溝を有する円筒ローラによって加圧された側の表面である請求項9に記載の球帯状シール体の製造方法。
- 外層用の耐熱材を挿入した外層用の補強材の該耐熱材の厚さ方向への加圧は、平滑な円筒状に外周面を有した少なくとも一対の円筒ローラ間の隙間に供給して行う請求項8に記載の球帯状シール体の製造方法。
- 球帯状基体用の耐熱材の密度αは、1.0〜1.5Mg/m3である請求項8から11のいずれか一項に記載の球帯状シール体の製造方法。
- 複合シート材の表面粗さは、算術平均粗さRaで5〜30μmである請求項8から12のいずれか一項に記載の球帯状シール体の製造方法。
- 球帯状基体用及び外層用の耐熱材は、五酸化リン0.05〜5.00重量%及びリン酸塩1.0〜16.0重量%のうちの少なくとも一方と、膨張黒鉛とを含んでいる請求項8から13のいずれか一項に記載の球帯状シール体の製造方法。
- 潤滑組成物は、四ふっ化エチレン樹脂を含む請求項8から14のいずれか一項に記載の球帯状シール体の製造方法。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む請求項8から14のいずれか一項に記載の球帯状シール体の製造方法。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む潤滑組成物成分と、該潤滑組成物成分100重量部に対して300重量部以下又は200重量部以下の四ふっ化エチレン樹脂とを含有する請求項8から14のいずれか一項に記載の球帯状シール体の製造方法。
- 潤滑組成物は、六方晶窒化硼素70〜85重量%、酸化硼素0.1〜10重量%及びアルミナ水和物5〜20重量%を含む潤滑組成物成分と、該潤滑組成物成分100重量部に対して50〜200重量部又は50〜150重量部の四ふっ化エチレン樹脂とを含有する請求項8から14のいずれか一項に記載の球帯状シール体の製造方法。
- アルミナ水和物は、ベーマイト又はダイアスポアなどのアルミナ一水和物、ギブサイト又はバイヤライトなどのアルミナ三水和物及び擬ベーマイトから選択される請求項16から18のいずれか一項に記載の球帯状シール体の製造方法。
- 外層用の耐熱シート材の密度は、0.3〜0.9Mg/m 3 である請求項8から19のいずれか一項に記載の球帯状シール体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009546145A JP5347971B2 (ja) | 2007-12-17 | 2008-12-15 | 球帯状シール体及びその製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007325328 | 2007-12-17 | ||
| JP2007325328 | 2007-12-17 | ||
| JP2009546145A JP5347971B2 (ja) | 2007-12-17 | 2008-12-15 | 球帯状シール体及びその製造方法 |
| PCT/JP2008/003775 WO2009078165A1 (ja) | 2007-12-17 | 2008-12-15 | 球帯状シール体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009078165A1 JPWO2009078165A1 (ja) | 2011-04-28 |
| JP5347971B2 true JP5347971B2 (ja) | 2013-11-20 |
Family
ID=40795287
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009546145A Active JP5347971B2 (ja) | 2007-12-17 | 2008-12-15 | 球帯状シール体及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8567793B2 (ja) |
| EP (1) | EP2243987B1 (ja) |
| JP (1) | JP5347971B2 (ja) |
| CN (1) | CN101903690B (ja) |
| BR (1) | BRPI0822081B1 (ja) |
| RU (1) | RU2451224C2 (ja) |
| WO (1) | WO2009078165A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5760364B2 (ja) * | 2010-08-19 | 2015-08-12 | オイレス工業株式会社 | 球帯状シール体 |
| JP5531885B2 (ja) * | 2010-09-28 | 2014-06-25 | トヨタ自動車株式会社 | 球帯状シール体及びその製造方法 |
| JP5771945B2 (ja) * | 2010-10-19 | 2015-09-02 | オイレス工業株式会社 | 球帯状シール体 |
| JP5724315B2 (ja) * | 2010-11-16 | 2015-05-27 | オイレス工業株式会社 | 球帯状シール体 |
| JP2012132510A (ja) * | 2010-12-21 | 2012-07-12 | Oiles Corp | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 |
| CN102022544A (zh) * | 2011-01-06 | 2011-04-20 | 武汉理工大学 | 一种机械密封摩擦副材料及其制备方法 |
| JP5691772B2 (ja) | 2011-04-13 | 2015-04-01 | オイレス工業株式会社 | 球帯状シール体及びその製造方法 |
| CN102252094B (zh) * | 2011-06-09 | 2013-08-28 | 林德宽 | 缠绕式柔性密封罩 |
| CN102278185A (zh) * | 2011-07-05 | 2011-12-14 | 重庆长安汽车股份有限公司 | 一种具有解耦作用的接头结构 |
| JP5834806B2 (ja) * | 2011-11-17 | 2015-12-24 | オイレス工業株式会社 | 円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手 |
| JP5807532B2 (ja) * | 2011-12-09 | 2015-11-10 | オイレス工業株式会社 | 球帯状シール体及びその製造方法 |
| KR101679257B1 (ko) | 2012-10-16 | 2016-11-24 | 오일레스고교 가부시키가이샤 | 구띠형 시일체 및 그 제조 방법 |
| JP5966879B2 (ja) * | 2012-11-21 | 2016-08-10 | オイレス工業株式会社 | 球帯状シール体 |
| JP5978989B2 (ja) * | 2012-12-27 | 2016-08-24 | オイレス工業株式会社 | 球帯状シール体 |
| CN104087083A (zh) * | 2014-06-17 | 2014-10-08 | 上海峰亚耐火保温材料有限公司 | 消声器密封元件表面涂覆用陶瓷涂料及使用方法 |
| JP2016020742A (ja) * | 2015-08-18 | 2016-02-04 | オイレス工業株式会社 | 球帯状シール体及びその製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02215916A (ja) * | 1989-02-16 | 1990-08-28 | Oiles Ind Co Ltd | 排気管継手用シール体ならびにその製造方法 |
| JP2001099325A (ja) * | 1999-09-28 | 2001-04-10 | Oiles Ind Co Ltd | 球帯状シール体ならびにその製造方法 |
| JP2003097713A (ja) * | 2001-09-21 | 2003-04-03 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4607851A (en) | 1977-11-30 | 1986-08-26 | Metex Corporation | Method of making composite wire mesh seal |
| SU922375A1 (ru) * | 1980-01-21 | 1982-04-23 | Предприятие П/Я В-2572 | Уплотнение |
| JPS5834230A (ja) | 1981-08-21 | 1983-02-28 | Oiles Ind Co Ltd | しゆう動体 |
| JPH03156967A (ja) * | 1989-11-15 | 1991-07-04 | Toshiba Micro Electron Kk | 出力回路 |
| JP3139179B2 (ja) | 1992-10-12 | 2001-02-26 | オイレス工業株式会社 | 球帯状シール体 |
| RU2118730C1 (ru) * | 1997-01-27 | 1998-09-10 | 25 Государственный научно-исследовательский институт МО РФ | Торцевое уплотнение системы кузьмина с.а. |
| US6129362A (en) * | 1997-02-10 | 2000-10-10 | Oiles Corporation | Spherical annular seal member and method of manufacturing the same |
| JP4355129B2 (ja) | 2002-07-12 | 2009-10-28 | オイレス工業株式会社 | 球帯状シール体 |
| EP1550821B1 (en) * | 2002-10-08 | 2010-04-14 | Oiles Corporation | Spherical zone seal body |
| JP4487494B2 (ja) | 2003-03-31 | 2010-06-23 | オイレス工業株式会社 | 球帯状シール体 |
| JP4953222B2 (ja) | 2005-05-20 | 2012-06-13 | 本田技研工業株式会社 | 球帯状シール体 |
| JP5347970B2 (ja) * | 2007-12-05 | 2013-11-20 | オイレス工業株式会社 | 球帯状シール体及びその製造方法 |
-
2008
- 2008-12-15 BR BRPI0822081-6A patent/BRPI0822081B1/pt active IP Right Grant
- 2008-12-15 RU RU2010124638/06A patent/RU2451224C2/ru not_active IP Right Cessation
- 2008-12-15 US US12/808,226 patent/US8567793B2/en active Active
- 2008-12-15 CN CN2008801222223A patent/CN101903690B/zh active Active
- 2008-12-15 JP JP2009546145A patent/JP5347971B2/ja active Active
- 2008-12-15 EP EP08861908.5A patent/EP2243987B1/en active Active
- 2008-12-15 WO PCT/JP2008/003775 patent/WO2009078165A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02215916A (ja) * | 1989-02-16 | 1990-08-28 | Oiles Ind Co Ltd | 排気管継手用シール体ならびにその製造方法 |
| JP2001099325A (ja) * | 1999-09-28 | 2001-04-10 | Oiles Ind Co Ltd | 球帯状シール体ならびにその製造方法 |
| JP2003097713A (ja) * | 2001-09-21 | 2003-04-03 | Oiles Ind Co Ltd | 球帯状シール体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100270754A1 (en) | 2010-10-28 |
| BRPI0822081A2 (pt) | 2015-06-23 |
| CN101903690B (zh) | 2013-10-30 |
| EP2243987B1 (en) | 2015-08-12 |
| BRPI0822081B1 (pt) | 2020-03-31 |
| CN101903690A (zh) | 2010-12-01 |
| US8567793B2 (en) | 2013-10-29 |
| JPWO2009078165A1 (ja) | 2011-04-28 |
| WO2009078165A1 (ja) | 2009-06-25 |
| RU2010124638A (ru) | 2012-01-27 |
| EP2243987A4 (en) | 2013-07-17 |
| RU2451224C2 (ru) | 2012-05-20 |
| EP2243987A1 (en) | 2010-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5347971B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5533990B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5972991B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5807532B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP5691772B2 (ja) | 球帯状シール体及びその製造方法 | |
| JP6314398B2 (ja) | 球帯状シール体 | |
| JP5966879B2 (ja) | 球帯状シール体 | |
| JP6071676B2 (ja) | 球帯状シール体 | |
| JP5724315B2 (ja) | 球帯状シール体 | |
| JP6337462B2 (ja) | 球帯状シール体 | |
| JP5978989B2 (ja) | 球帯状シール体 | |
| JP2016020742A (ja) | 球帯状シール体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121211 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5347971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |