JP5296550B2 - 断続切削高速工具サーボを使用する切削工具 - Google Patents
断続切削高速工具サーボを使用する切削工具 Download PDFInfo
- Publication number
- JP5296550B2 JP5296550B2 JP2008548629A JP2008548629A JP5296550B2 JP 5296550 B2 JP5296550 B2 JP 5296550B2 JP 2008548629 A JP2008548629 A JP 2008548629A JP 2008548629 A JP2008548629 A JP 2008548629A JP 5296550 B2 JP5296550 B2 JP 5296550B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- tool tip
- tool
- taper
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/14—Control or regulation of the orientation of the tool with respect to the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/12—Special arrangements on tool holders
- B23B29/125—Vibratory toolholders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/08—Control or regulation of cutting velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B81—MICROSTRUCTURAL TECHNOLOGY
- B81C—PROCESSES OR APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OR TREATMENT OF MICROSTRUCTURAL DEVICES OR SYSTEMS
- B81C99/00—Subject matter not provided for in other groups of this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/108—Piezoelectric elements
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41344—Piezo, electrostrictive linear drive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/16—Severing or cut-off
- Y10T82/16426—Infeed means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2512—Lathe having facing tool fed transverse to work
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/25—Lathe
- Y10T82/2583—Tool and work rest
Description
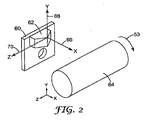
一般的なダイヤモンド旋盤技術は、PCT公開出願WO00/48037号に記載されている。種々の方法に使用される装置、及び光学フィルム又は他のフィルムを作成するための装置は、高速サーボ工具を備えることができる。WO00/48037号に開示されているように、高速工具サーボ(FTS)は、ソリッドステート圧電(PZT)素子であって、PZTスタックと称され、PZTスタックに取り付けられる切削工具の位置を迅速に調節する。FTSは、さらに以下に記載されるように、座標系内の方向に切削工具を非常に正確に且つ高速で移動することを可能とする。
図3は、切削工具に使用する代表的なPZTスタック72の図である。PZTスタックは連結される工具チップを移動させるのに使用され、当該技術分野において既知であるPZT効果に従って作動する。PZT効果によると、特定の種類の材料に適用される電界によって、その材料は1つの軸に沿って膨張し、他の軸に沿って収縮する。PZTスタックは、典型的に、ケーシング84に内包され、ベースプレート86上に備え付けられる複数の材料74、76、及び78を備える。この代表的な実施形態において、材料は、PZT効果の対象となるセラミック材料で構成される。例示のみを目的として、3つのディスク74、76、及び78が示されているが、例えば特定の実施形態における必要性に基づいて、任意数のディスク又は他の材料、若しくは任意の種類の形状を使用することができる。ポスト88はディスクに付着し、ケーシング84から突出している。ディスクは、例えば、チタン酸バリウム、ジルコン酸鉛、又はチタン酸鉛材料を混合、圧縮、主材料とし、焼結したような任意のPZT材料で構成することができる。かかるPZT材料の1つは、米国カリフォルニア州ヘイワード(Hayward)(CA94545)産業通り(Industrial Blvd.)26240のキネティックセラミックス(Kinetic Ceramics)社から市販されている。ディスクは、例えば、磁歪材料で構成することもできる。
断続切削FTS作動装置は、切削中に工具チップが工作物と不連続に接触し、近接しないミクロ構造を作製するため、小型マイクロ構造の作成に使用することができる。これらの形状は、導光フィルム、ミクロ流体構造、セグメント化接着剤、研磨材物品、光学ディフューザー、高コントラスト光学スクリーン、光リダイレクトフィルム、抗反射構造、光混合、及び装飾フィルムを作成するのに使用することができる。
Claims (1)
- 円柱状の工作物を機械加工するためのシステムであって、
前記工作物を回転させる駆動装置と、
トラック上に配置され、前記工作物の被加工面に実質平行に移動するように構成されたツールポストと、
前記ツールポストに取り付けられた作動装置と、
前記駆動装置及び前記作動装置に接続された制御装置と、を備え、
前記作動装置は、
開口部を有する本体と、
前記本体の開口部内に固定されかつ予め搭載された圧電スタックと、
前記圧電スタックに接続された工具チップキャリアと、
前記工具チップキャリアに取り付けられた工具チップと、を有し、
前記圧電スタックは、前記工作物の被加工面に実質垂直なx方向に前記工具チップを移動させ、
前記制御装置は、前記駆動装置による前記工作物の前記工具チップに対する移動を制御するとともに、前記圧電スタックによる前記工具チップの移動を制御し、
前記圧電スタックは加工中に、前記工具チップを前記工作物の被加工面の内外に移動させ、前記工作物の被加工面に不連続な形状を形成し、
前記制御装置は、前記工作物の表面に対する前記工具チップの機械加工中の移動を、
(1)前記工作物の表面内に入るときの前記工具チップのテーパイン角度が、前記工作物の表面から前記工具チップが離れるときのテーパアウト角度と実質等しくなる移動と、
(2)前記工作物の表面内に入るときの前記工具チップのテーパイン角度が、前記工作物の表面から前記工具チップが離れるときのテーパアウト角度よりも小さくなる移動と、
(3)前記工作物の表面内に入るときの前記工具チップのテーパイン角度が、前記工作物の表面から前記工具チップが離れるときのテーパアウト角度よりも大きくなる移動と、の間で変更可能に制御し、
前記不連続な形状は、35マイクロメートル以下の深さと、200マイクロメートル以下の長さとを有するミクロ構造である、システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/318,707 | 2005-12-27 | ||
| US11/318,707 US7328638B2 (en) | 2005-12-27 | 2005-12-27 | Cutting tool using interrupted cut fast tool servo |
| PCT/US2006/048806 WO2007075898A1 (en) | 2005-12-27 | 2006-12-21 | Cutting tool using interrupted cut fast tool servo |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009521337A JP2009521337A (ja) | 2009-06-04 |
| JP2009521337A5 JP2009521337A5 (ja) | 2010-01-28 |
| JP5296550B2 true JP5296550B2 (ja) | 2013-09-25 |
Family
ID=38192077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008548629A Active JP5296550B2 (ja) | 2005-12-27 | 2006-12-21 | 断続切削高速工具サーボを使用する切削工具 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7328638B2 (ja) |
| JP (1) | JP5296550B2 (ja) |
| KR (1) | KR101397795B1 (ja) |
| CN (1) | CN101346210B (ja) |
| DE (1) | DE112006003585T5 (ja) |
| TW (1) | TWI418422B (ja) |
| WO (1) | WO2007075898A1 (ja) |
Families Citing this family (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7677146B2 (en) * | 2006-05-10 | 2010-03-16 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips in a continuous or interrupted cut fast tool servo |
| DE102006026524A1 (de) * | 2006-06-06 | 2007-12-13 | Satisloh Ag | Maschine zur Bearbeitung von optischen Werkstücken, insbesondere von Kunststoff-Brillengläsern |
| US7628100B2 (en) * | 2007-01-05 | 2009-12-08 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips with diffractive features in a continuous or interrupted cut fast tool servo |
| US9180524B2 (en) | 2007-08-06 | 2015-11-10 | 3M Innovative Properties Company | Fly-cutting head, system and method, and tooling and sheeting produced therewith |
| US20090041553A1 (en) * | 2007-08-06 | 2009-02-12 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling and articles |
| KR20150076260A (ko) * | 2007-09-21 | 2015-07-06 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 필름 |
| US7669508B2 (en) * | 2007-10-29 | 2010-03-02 | 3M Innovative Properties Company | Cutting tool using one or more machined tool tips with diffractive features |
| US20090147361A1 (en) * | 2007-12-07 | 2009-06-11 | 3M Innovative Properties Company | Microreplicated films having diffractive features on macro-scale features |
| JP5148259B2 (ja) * | 2007-12-14 | 2013-02-20 | 株式会社 東北テクノアーチ | 加工装置 |
| JP4553967B2 (ja) * | 2008-03-19 | 2010-09-29 | パナソニック株式会社 | 切削加工装置、加工方法、およびその加工方法で加工した金型 |
| KR101609400B1 (ko) * | 2008-04-02 | 2016-04-05 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광 지향 필름 또는 광 지향 물품 |
| CN102016656A (zh) * | 2008-04-02 | 2011-04-13 | 3M创新有限公司 | 用于制备具有叠加特征的光学膜的方法和系统 |
| US20100186570A1 (en) * | 2009-01-29 | 2010-07-29 | 3M Innovative Properties Company | Method for making an optical film having a variable prismatic structured surface |
| WO2010141261A2 (en) | 2009-06-02 | 2010-12-09 | 3M Innovative Properties Company | Light redirecting film and display system incorporating same |
| CN102472865A (zh) * | 2009-08-12 | 2012-05-23 | 3M创新有限公司 | 光导 |
| US8888333B2 (en) | 2009-08-25 | 2014-11-18 | 3M Innovative Properties Company | Light redirecting film and display system incorporating same |
| KR101842728B1 (ko) | 2010-05-07 | 2018-03-27 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 미세구조화 표면을 포함하는 반사방지 필름 |
| US8659829B2 (en) | 2010-08-05 | 2014-02-25 | 3M Innovative Properties Company | Multilayer film comprising matte surface layer and articles |
| CN102350509B (zh) * | 2011-08-20 | 2013-03-06 | 吉林大学 | 一种等切屑载荷车削复杂光学曲面的方法 |
| US9618791B2 (en) | 2011-11-23 | 2017-04-11 | 3M Innovative Properties Company | Optical stack with asymmetric diffuser |
| US20140355125A1 (en) | 2011-12-21 | 2014-12-04 | 3M Innovative Properties Company | Optical film stack |
| US9389355B2 (en) | 2012-03-20 | 2016-07-12 | 3M Innovative Properties Company | Structured optical film |
| MX2016004011A (es) | 2013-10-02 | 2016-06-02 | 3M Innovative Properties Co | Articulos y metodos que comprenden imprimacion de poliacrilato con polimero que contiene nitrogeno. |
| KR102267204B1 (ko) | 2013-10-02 | 2021-06-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 제1 미세구조화 층 및 코팅을 포함하는 미세구조화 확산기, 광학 적층체, 및 방법 |
| JP6453864B2 (ja) | 2013-10-02 | 2019-01-16 | スリーエム イノベイティブ プロパティズ カンパニー | ポリアクリレート感圧性プライマーと、ポリアクリレート成分を含む接着剤と、を含む物品 |
| JP6176449B2 (ja) * | 2013-10-24 | 2017-08-09 | 富士ゼロックス株式会社 | レンズアレイ製造方法 |
| US9599766B2 (en) | 2014-04-16 | 2017-03-21 | 3M Innovative Properties Company | Laminated display unit |
| US9778407B2 (en) | 2014-04-16 | 2017-10-03 | 3M Innovative Properties Company | Light guide |
| CN106461827B (zh) | 2014-06-13 | 2019-10-08 | 3M创新有限公司 | 用于闪耀减少的光学叠堆 |
| WO2015191949A1 (en) | 2014-06-13 | 2015-12-17 | 3M Innovative Properties Company | Optical stacks for sparkle reduction |
| US9919339B2 (en) | 2014-06-18 | 2018-03-20 | 3M Innovation Properties Company | Optical film |
| EP3209841B1 (en) | 2014-10-20 | 2021-04-07 | 3M Innovative Properties Company | Insulated glazing units and microoptical layer comprising microstructured diffuser and methods |
| US10656312B2 (en) | 2015-06-30 | 2020-05-19 | 3M Innovative Properties Company | Insulated glazing units and microoptical layer including microstructured anisotropic diffuser and methods |
| CN108369301B (zh) | 2015-12-09 | 2021-02-05 | 3M创新有限公司 | 光学叠堆 |
| US11327324B2 (en) | 2016-06-09 | 2022-05-10 | 3M Innovative Properties Company | Display system and light guide |
| KR20180004707A (ko) | 2016-06-09 | 2018-01-12 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 광학 시스템 |
| US10663745B2 (en) | 2016-06-09 | 2020-05-26 | 3M Innovative Properties Company | Optical system |
| KR102451095B1 (ko) | 2016-07-22 | 2022-10-06 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 구조화된 필름 및 그의 물품 |
| CN106597993A (zh) * | 2016-10-28 | 2017-04-26 | 北京海普瑞森科技发展有限公司 | 快刀伺服控制系统的软件架构 |
| WO2018152467A1 (en) | 2017-02-20 | 2018-08-23 | 3M Innovative Properties Company | Self-wetting adhesive composition |
| WO2018152469A1 (en) | 2017-02-20 | 2018-08-23 | 3M Innovative Properties Company | Self-wetting adhesive composition |
| US11662509B2 (en) | 2017-03-02 | 2023-05-30 | 3M Innovative Properties Company | Dynamic reflected color film with low optical caliper sensitivity |
| WO2018220473A1 (en) | 2017-06-02 | 2018-12-06 | 3M Innovative Properties Company | Optical film and optical system |
| US10854355B2 (en) | 2017-06-12 | 2020-12-01 | 3M Innovative Properties Company | Method of making a stretchable conductor |
| CN110831760A (zh) | 2017-06-26 | 2020-02-21 | 3M创新有限公司 | 结构化膜及其制品 |
| US20210146651A1 (en) | 2017-06-26 | 2021-05-20 | 3M Innovative Properties Company | Structured film and articles thereof |
| WO2019003058A1 (en) | 2017-06-26 | 2019-01-03 | 3M Innovative Properties Company | STRUCTURED FILM AND ARTICLES THEREFOR |
| US10665366B2 (en) | 2017-12-21 | 2020-05-26 | 3M Innovative Properties Company | Electrical ribbon cable |
| US11906701B2 (en) | 2017-12-29 | 2024-02-20 | 3M Innovative Properties Company | Anti-reflective surface structures |
| US11402637B2 (en) | 2018-04-20 | 2022-08-02 | 3M Innovative Properties Company | Headset and head-mounted display |
| WO2020128707A1 (en) | 2018-12-18 | 2020-06-25 | 3M Innovative Properties Company | Polymeric film having structured surface |
| EP3977023B1 (en) | 2019-05-31 | 2023-06-28 | 3M Innovative Properties Company | Composite cooling film and article including the same |
| EP3977024B1 (en) | 2019-05-31 | 2023-06-28 | 3M Innovative Properties Company | Composite cooling film and article including the same |
| US11766822B2 (en) | 2019-08-20 | 2023-09-26 | 3M Innovative Properties Company | Microstructured surface with increased microorganism removal when cleaned, articles and methods |
| US11634613B2 (en) | 2019-12-19 | 2023-04-25 | 3M Innovative Properties Company | Composite cooling film comprising an organic polymeric layer, a UV-absorbing layer, and a reflective metal layer |
| EP4085174A1 (en) | 2019-12-31 | 2022-11-09 | 3M Innovative Properties Co. | Multi-surface passive cooling articles |
| CN114902087A (zh) | 2020-01-16 | 2022-08-12 | 3M创新有限公司 | 包括反射性无孔有机聚合物层和uv保护层的复合冷却膜 |
| EP4146991A1 (en) | 2020-05-06 | 2023-03-15 | 3M Innovative Properties Company | Solar energy absorbing and radiative cooling articles and methods |
| US20240114905A1 (en) | 2021-01-28 | 2024-04-11 | 3M Innovative Properties Company | Antimicrobial compositions and articles and related methods |
| WO2023105372A1 (en) | 2021-12-07 | 2023-06-15 | 3M Innovative Properties Company | Microstructured surface and articles with lower visibilty of scratches and methods |
| WO2024047419A1 (en) | 2022-08-31 | 2024-03-07 | Solventum Intellectual Properties Company | Articles including a microstructured curved surface, tooling articles, and methods |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA94545A (en) | 1904-08-27 | 1905-08-01 | Isaac N. Price | Fireproof window |
| JPH0698554B2 (ja) | 1986-09-22 | 1994-12-07 | 豊田工機株式会社 | 数値制御加工装置 |
| JPH0735813B2 (ja) * | 1989-08-30 | 1995-04-19 | 豊田工機株式会社 | 静圧軸受 |
| US5291812A (en) * | 1992-05-22 | 1994-03-08 | General Motors Corporation | Turning apparatus with improved chip handling |
| US5467675A (en) * | 1993-11-15 | 1995-11-21 | North Carolina State University | Apparatus and method for forming a workpiece surface into a non-rotationally symmetric shape |
| JP3259750B2 (ja) * | 1994-11-30 | 2002-02-25 | 株式会社デンソー | 圧電アクチュエータ |
| JPH09269489A (ja) * | 1996-02-02 | 1997-10-14 | Hitachi Ltd | 液晶表示装置及び背面照明部用導光板の製造方法 |
| JPH09275689A (ja) | 1996-04-01 | 1997-10-21 | Seiko Seiki Co Ltd | 超精密位置決め装置 |
| GB2314452A (en) | 1996-06-17 | 1997-12-24 | Rank Taylor Hobson Ltd | Electromechanical actuator |
| US6040653A (en) * | 1996-10-17 | 2000-03-21 | Kinetic Ceramics, Inc. | Piezoelectric positioner |
| JPH10328902A (ja) * | 1997-05-26 | 1998-12-15 | Sony Corp | 螺旋溝形成装置 |
| US6237452B1 (en) * | 1997-12-29 | 2001-05-29 | Massachusetts Institute Of Technology | Precision high speed turning machine |
| CA2318790C (en) * | 1998-02-18 | 2004-03-30 | Minnesota Mining And Manufacturing Company | Optical film |
| US6170367B1 (en) * | 1998-09-09 | 2001-01-09 | John R. Keller | Single-point flexure toric contact lens forming machine and method |
| SE515157C2 (sv) | 1998-10-22 | 2001-06-18 | Ingvar Claesson | Metod och anordning för styrning av svarvoperation |
| US6322236B1 (en) * | 1999-02-09 | 2001-11-27 | 3M Innovative Properties Company | Optical film with defect-reducing surface and method for making same |
| WO2000050201A1 (en) | 1999-02-25 | 2000-08-31 | Micro Optics Design Corporation | Apparatus and method for generating ultimate surfaces on ophthalmic lenses |
| US6356391B1 (en) * | 1999-10-08 | 2002-03-12 | 3M Innovative Properties Company | Optical film with variable angle prisms |
| US6845212B2 (en) * | 1999-10-08 | 2005-01-18 | 3M Innovative Properties Company | Optical element having programmed optical structures |
| JP4398044B2 (ja) * | 2000-02-03 | 2010-01-13 | 東芝機械株式会社 | 工作機械の数値制御装置および制御方法 |
| US6581286B2 (en) * | 2000-04-05 | 2003-06-24 | 3M Innovative Properties Company | Method of making tool to produce optical film |
| CA2313830A1 (en) * | 2000-07-13 | 2002-01-13 | Micro Optics Design Corporation | Single point diamond turning lathe with vibration cancelling feature |
| US6753384B2 (en) * | 2000-07-14 | 2004-06-22 | Metabolix, Inc. | Polyurethanes obtained from hydroxyalkanoates and isocyanates |
| JP4158956B2 (ja) * | 2000-07-28 | 2008-10-01 | キッコーマン株式会社 | ルシフェリンを再生する能力を有するタンパク質をコードする遺伝子、組み換え体dna及びルシフェリンを再生する能力を有するタンパク質の製造法 |
| WO2002037168A2 (en) | 2000-11-01 | 2002-05-10 | Dac International, Inc. | Method and system for producing progressive addition spectacle lenses |
| JP2002301601A (ja) | 2001-04-05 | 2002-10-15 | Canon Inc | 加工装置および加工方法 |
| JP4119109B2 (ja) * | 2001-10-17 | 2008-07-16 | 株式会社フジキン | 圧電素子駆動式金属ダイヤフラム型制御弁 |
| US20030108710A1 (en) * | 2001-12-07 | 2003-06-12 | General Electric Company | Articles bearing patterned microstructures and method of making |
| WO2003086688A1 (en) | 2002-04-15 | 2003-10-23 | Oren, Elimelech | Method and apparatus for vibrating cutting tool |
| US6862141B2 (en) * | 2002-05-20 | 2005-03-01 | General Electric Company | Optical substrate and method of making |
| US7275468B2 (en) * | 2002-05-29 | 2007-10-02 | Massachusetts Institute Of Technology | Rotary fast tool servo system and methods |
| US6945099B1 (en) * | 2002-07-02 | 2005-09-20 | Veeco Instruments Inc. | Torsional resonance mode probe-based instrument and method |
| JP2004098230A (ja) | 2002-09-10 | 2004-04-02 | Canon Inc | 加工装置、加工方法および変位検出ユニット |
| US20040045419A1 (en) * | 2002-09-10 | 2004-03-11 | Bryan William J. | Multi-diamond cutting tool assembly for creating microreplication tools |
| US6811274B2 (en) * | 2002-12-04 | 2004-11-02 | General Electric Company | Polarization sensitive optical substrate |
| US7125131B2 (en) * | 2002-12-06 | 2006-10-24 | General Electric Company | Brightness enhancement film with improved view angle |
| US6909482B2 (en) * | 2002-12-11 | 2005-06-21 | General Electric Company | Display substrate with reflective color filters |
| US6814113B1 (en) * | 2002-12-18 | 2004-11-09 | Ronald G. Daniels | Manufacturing method for producing three dimensional inlaid turned and re-sawn wood products |
| US6952627B2 (en) * | 2002-12-18 | 2005-10-04 | General Electric Company | Method and apparatus for fabricating light management substrates |
| US6844950B2 (en) * | 2003-01-07 | 2005-01-18 | General Electric Company | Microstructure-bearing articles of high refractive index |
| JP4013252B2 (ja) * | 2003-03-27 | 2007-11-28 | 株式会社ジェイテクト | ヘール加工方法及び加工装置 |
| KR100514991B1 (ko) | 2003-05-10 | 2005-09-15 | 고등기술연구원연구조합 | 압전액츄에이터를 이용한 진동절삭장치 |
| WO2005043266A2 (en) | 2003-10-31 | 2005-05-12 | Massachusetts Institute Of Technology | Variable reluctance fast positioning system and methods |
| TWM255084U (en) * | 2004-01-30 | 2005-01-11 | Jen-Rung Li | Cutting tools for micro actuating Scott-Russell linear mechanism |
| DE102004020990B4 (de) * | 2004-04-23 | 2008-05-21 | Schott Ag | Vorrichtung und Verfahren zur Erzeugung von Mikrostrukturen |
-
2005
- 2005-12-27 US US11/318,707 patent/US7328638B2/en active Active
-
2006
- 2006-12-21 KR KR1020087015502A patent/KR101397795B1/ko active IP Right Grant
- 2006-12-21 WO PCT/US2006/048806 patent/WO2007075898A1/en active Application Filing
- 2006-12-21 JP JP2008548629A patent/JP5296550B2/ja active Active
- 2006-12-21 DE DE112006003585T patent/DE112006003585T5/de active Pending
- 2006-12-21 CN CN2006800492584A patent/CN101346210B/zh active Active
- 2006-12-26 TW TW095148982A patent/TWI418422B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US20070144315A1 (en) | 2007-06-28 |
| WO2007075898A1 (en) | 2007-07-05 |
| TWI418422B (zh) | 2013-12-11 |
| JP2009521337A (ja) | 2009-06-04 |
| CN101346210B (zh) | 2012-11-07 |
| US7328638B2 (en) | 2008-02-12 |
| DE112006003585T5 (de) | 2009-01-22 |
| KR20080079287A (ko) | 2008-08-29 |
| CN101346210A (zh) | 2009-01-14 |
| TW200734091A (en) | 2007-09-16 |
| KR101397795B1 (ko) | 2014-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5296550B2 (ja) | 断続切削高速工具サーボを使用する切削工具 | |
| JP6470330B2 (ja) | 回折機構を伴う機械加工された工具先端を1つ以上使用する切削工具 | |
| US7293487B2 (en) | Cutting tool having variable and independent movement in an x-direction and a z-direction into and laterally along a work piece for making microstructures | |
| KR101312129B1 (ko) | 원통형 공작물 기계가공 장치 및 이중 인라인 액추에이터를 사용하는 공작물 기계가공 방법 | |
| JP5497452B2 (ja) | 連続切削又は断続切削高速工具サーボにおいて回折機構を有する1つ以上の機械加工された工具先端を用いた切削工具 | |
| JP2011507015A (ja) | マクロスケール機構上に回折機構を有する微細複製フィルム | |
| EP2015895B1 (en) | Cutting tool using one or more machined tool tips in a continuous or interrupted cut fast tool servo |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091204 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121009 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130403 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130415 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130613 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5296550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |