JP5262046B2 - 乾電池とその製造方法およびその製造装置 - Google Patents
乾電池とその製造方法およびその製造装置 Download PDFInfo
- Publication number
- JP5262046B2 JP5262046B2 JP2007254022A JP2007254022A JP5262046B2 JP 5262046 B2 JP5262046 B2 JP 5262046B2 JP 2007254022 A JP2007254022 A JP 2007254022A JP 2007254022 A JP2007254022 A JP 2007254022A JP 5262046 B2 JP5262046 B2 JP 5262046B2
- Authority
- JP
- Japan
- Prior art keywords
- positive electrode
- electrode material
- battery case
- battery
- electrolyte
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- Y02E60/12—
Description
である正極材の内壁を保持し、電池ケースの開口部側より正極材に押圧をかけ、電池ケースの中間部より有底部近傍側の保持していない正極材の内壁にクラックを成形することにより、電池ケースの有底部から中間部位置付近までの量を注液した電解液を効率よく、正極材の内壁のクラックから含浸可能となり、吸液含浸時間の削減が可能となる。
以下に、本発明の実施の形態について、図を参照しながら説明する。図2(a)に示すように粉末状の正極合剤21が充填され、図2(b)に示すように正極合剤21が圧縮成形されて、図3に示す圧縮成形した正極材2を電池ケース1に収納して次工程に搬送する。
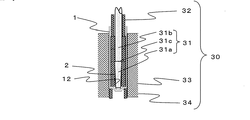
動し、カートリッジ33の出口には搬送部である電池ケース1を搬送する搬送コンベア43が接続され、次工程に搬送される。
して支えられ、テーパー形状の先端部31aでは正極材2の内壁12と接触していない個所とになるので、反力として支えられない。
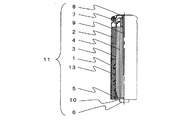
2 正極材
3 筒状セパレータ
4 負極材
5 底部セパレータ
6 正極凸部
7 絶縁ガスケット
8 封口板
9 負極集電棒
10 有底部
11 アルカリマンガン乾電池
12 内壁
13 クラック
21 正極合剤
22 ダイス
23 センターピン
24 成型下パンチ
25 成型上パンチ
30 クラック成形部
31 挿入ピン
31a 先端部
31b 胴体部
31c 境界部
32 上パンチ
33 カートリッジ
34 下パンチ
41 搬入コンベア
42 駆動部
43 搬送コンベア
Claims (9)
- 正極材と、負極材と、この正極材と負極材と間に介在されたセパレータと電解液を電池ケースに収納し、前記電池ケースの開口部を封口体で密閉した乾電池において、前記正極材を中空状に圧縮成形し、前記正極材の内壁に電解液を流入促進および電解液の保持を行うためのクラックを成形したことを特徴とする乾電池。
- 二酸化マンガンからなる中空円筒状に圧縮成形した正極合剤を用いた正極材を有底円筒状からなる電池ケースに収納し、前記電池ケースの中間部より有底部近傍側の前記正極材の内壁にクラックを成形したことを特徴とする請求項1記載の乾電池。
- 複数個からなる中空円筒状の正極材を有底円筒状の電池ケースに収納し、前記電池ケースの中間部より有底部近傍側に位置する正極材の内壁にクラックを成形したことを特徴とする請求項1記載の乾電池。
- 有底形状からなる電池ケースに正極材と負極材とそれらの間にセパレータを介入して収納後、電解液とともに収納し封口体を介してかしめ封口する乾電池の製造方法において、正極合剤を中空状に圧縮成形して正極材を構成し前記電池ケース内に収納後、前記正極材に押圧をかけて正極材の内壁に電解液を流入促進および電解液の保持を行うためのクラックを成形することを特徴とする乾電池の製造方法。
- 中空円筒状に前記正極材を成形し有底円筒状に構成した前記電池ケースの開口部より前記正極材を収納し、前記電池ケースの中間部より開口部近傍の中空円筒状である前記正極材の内壁を保持し、前記電池ケースの開口部側より前記正極材に押圧をかけ、前記電池ケースの中間部より有底部近傍側の保持していない前記正極材の内壁にクラックを成形することを特徴とする請求項4に記載の乾電池の製造方法。
- 有底円筒形状の電池ケースの開口部より中空円筒状の正極材とゲル状の負極材とを筒状のセパレータを介して電解液とともに収納した後、前記電池ケースの開口部に封口体を載置して、かしめ封口する乾電池の製造装置において、前記正極材を収納した電池ケースを搬入する搬入部と搬入した前記電池ケースを保持するカートリッジと前記電池ケースに収
納された正極材の中空部に挿入する挿入ピンと前記正極材に押圧をかける上パンチと前記電池ケースの有底部より押圧の反力を支える下パンチと次工程に搬送する搬送部とで構成したことを特徴とする乾電池の製造装置。 - 前記挿入ピンの胴体部の直径より先端部の直径が細い構成にしたことを特徴とする請求項6に記載の乾電池の製造装置。
- 前記挿入ピンの形状がテーパー状である構成にしたことを特徴とする請求項6に記載の乾電池の製造装置。
- 前記挿入ピンに回転を掛けながら、前記正極材より離脱する構成にしたことを特徴とする請求項6に記載の乾電池の製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007254022A JP5262046B2 (ja) | 2007-09-28 | 2007-09-28 | 乾電池とその製造方法およびその製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007254022A JP5262046B2 (ja) | 2007-09-28 | 2007-09-28 | 乾電池とその製造方法およびその製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009087636A JP2009087636A (ja) | 2009-04-23 |
| JP5262046B2 true JP5262046B2 (ja) | 2013-08-14 |
Family
ID=40660816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007254022A Active JP5262046B2 (ja) | 2007-09-28 | 2007-09-28 | 乾電池とその製造方法およびその製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5262046B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114203959B (zh) * | 2021-12-13 | 2024-01-23 | 东莞新能安科技有限公司 | 电极组件、电化学装置和电子装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005302528A (ja) * | 2004-04-12 | 2005-10-27 | Matsushita Electric Ind Co Ltd | アルカリ乾電池 |
| JP2006012493A (ja) * | 2004-06-23 | 2006-01-12 | Matsushita Electric Ind Co Ltd | アルカリ電池 |
| JP4388426B2 (ja) * | 2004-06-30 | 2009-12-24 | パナソニック株式会社 | アルカリ乾電池 |
| JP5260821B2 (ja) * | 2005-07-11 | 2013-08-14 | パナソニック株式会社 | リチウムイオン二次電池 |
-
2007
- 2007-09-28 JP JP2007254022A patent/JP5262046B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009087636A (ja) | 2009-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7851087B2 (en) | Enclosed nickel-zinc primary battery, its anode and production methods for them | |
| JP5587438B2 (ja) | アルカリ電池 | |
| US3427203A (en) | Large surface area electrodes and a method for preparing them | |
| JP6078333B2 (ja) | アルカリ電池およびアルカリ電池の製造方法 | |
| JP5262046B2 (ja) | 乾電池とその製造方法およびその製造装置 | |
| JP3341693B2 (ja) | 酸化銀電池の電極用活物質粉体と電極材料およびそれらの製造方法 | |
| JP4667483B2 (ja) | アルカリ乾電池およびその製造方法 | |
| JP5849228B2 (ja) | アルカリ乾電池 | |
| JP3192105B2 (ja) | アルカリ電池用正極合剤 | |
| JP2008004302A (ja) | リチウム二次電池の製造方法 | |
| CN205960127U (zh) | 锂离子电池 | |
| JP2006179449A (ja) | 鉛蓄電池用電極板の製造方法 | |
| JP6443725B2 (ja) | 多孔質アルミニウム焼結体およびその製造方法、ならびに、電極の製造方法 | |
| JP2009087803A (ja) | 電気化学素子とその製造方法およびその製造装置 | |
| JP2000294233A (ja) | アルカリ乾電池用正極合剤の製造方法 | |
| JP4739493B2 (ja) | 正極合剤成形体および電池 | |
| WO2011001603A1 (ja) | アルカリ乾電池 | |
| JP4357191B2 (ja) | 密閉形ニッケル亜鉛一次電池、およびその製造方法 | |
| JP2009164060A (ja) | 電気化学素子およびその製造方法 | |
| US20090291362A1 (en) | Flat-type alkaline primary battery | |
| JP2007250451A (ja) | アルカリ電池 | |
| JPH1027604A (ja) | 電池用合剤の成形方法 | |
| JPH04229556A (ja) | 鉛蓄電池用極板及び凝集粒の製造方法 | |
| JPS5928025B2 (ja) | アルカリ電池の製法 | |
| JPH1012245A (ja) | アルカリ乾電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100715 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20100806 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20121213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130305 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130415 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5262046 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |