JP5259461B2 - 金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 - Google Patents
金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 Download PDFInfo
- Publication number
- JP5259461B2 JP5259461B2 JP2009058467A JP2009058467A JP5259461B2 JP 5259461 B2 JP5259461 B2 JP 5259461B2 JP 2009058467 A JP2009058467 A JP 2009058467A JP 2009058467 A JP2009058467 A JP 2009058467A JP 5259461 B2 JP5259461 B2 JP 5259461B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- metal glass
- cooling
- polymer material
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 71
- 239000002861 polymer material Substances 0.000 title claims description 67
- 239000005300 metallic glass Substances 0.000 title claims description 61
- 238000000465 moulding Methods 0.000 title claims description 47
- 238000001816 cooling Methods 0.000 claims description 126
- 229910052751 metal Inorganic materials 0.000 claims description 124
- 239000002184 metal Substances 0.000 claims description 121
- 239000011521 glass Substances 0.000 claims description 113
- 238000002347 injection Methods 0.000 claims description 48
- 239000007924 injection Substances 0.000 claims description 48
- 239000000463 material Substances 0.000 claims description 22
- 238000005979 thermal decomposition reaction Methods 0.000 claims description 17
- 238000009434 installation Methods 0.000 claims description 11
- 238000007493 shaping process Methods 0.000 claims description 11
- 238000002844 melting Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 10
- 239000007769 metal material Substances 0.000 claims description 2
- 230000003287 optical effect Effects 0.000 description 31
- 239000004417 polycarbonate Substances 0.000 description 12
- 229920000515 polycarbonate Polymers 0.000 description 12
- 238000003825 pressing Methods 0.000 description 9
- 230000009477 glass transition Effects 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000000498 cooling water Substances 0.000 description 6
- 238000002425 crystallisation Methods 0.000 description 6
- 230000008025 crystallization Effects 0.000 description 6
- 229910000975 Carbon steel Inorganic materials 0.000 description 4
- 239000010962 carbon steel Substances 0.000 description 4
- 230000005484 gravity Effects 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 239000012298 atmosphere Substances 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000004800 polyvinyl chloride Substances 0.000 description 3
- 229910017535 Cu-Al-Ni Inorganic materials 0.000 description 2
- 229910018104 Ni-P Inorganic materials 0.000 description 2
- 229910018536 Ni—P Inorganic materials 0.000 description 2
- 150000001925 cycloalkenes Chemical class 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000013077 target material Substances 0.000 description 2
- 229910018182 Al—Cu Inorganic materials 0.000 description 1
- 229910018507 Al—Ni Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 238000005280 amorphization Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
本発明は、金属ガラスで形成された第一の部分と、高分子材料で形成された第二の部分とで構成される金属ガラスと高分子材料との一体成形品の成形方法であって、少なくとも一部が交換可能に構成され前記第一の部分と対応する形状に形成された金型のキャビティ内に、前記金属ガラスを融点以上に加熱した状態で射出する金属ガラス射出工程と、前記金型の前記キャビティ内に射出された前記金属ガラスを、臨界冷却速度以上の冷却速度で、前記高分子材料の熱分解温度以下となるまで冷却する金属ガラス冷却工程と、前記金型の少なくとも一部を交換して、キャビティを前記第二の部分と対応する形状に形成する金型交換工程と、前記第二の部分と対応する形状に形成された前記金型の前記キャビティ内に、前記高分子材料を射出する高分子材料射出工程とを備えることを特徴としている。
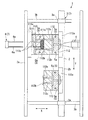
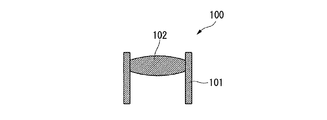
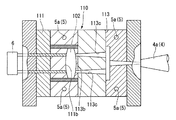
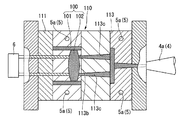
本発明に係る第1の実施形態について、図1から図6を参照して説明する。図1に示す本実施形態の成形装置1は、金属ガラスからなる第一の部分と、高分子材料からなる第二の部分とで構成される一体成形品を製造するためのものである。また、図2は、該一体成形品の一例を示すものであり、光学素子デバイス100を示している。光学素子デバイス100は、金属ガラスからなる第一の部分である略筒状のレンズ枠101と、該レンズ枠101の内部に、同軸として嵌合された高分子材料からなる第二の部分であるレンズ102とで構成されている。レンズ102を形成する高分子材料としては、射出成形可能な熱可塑性樹脂であり、より具体的には、ポリカーボネート、メタクリル酸メチル樹脂(PMMA)、ポリ塩化ビニル(PVC)、シクロオレフィン樹脂などが挙げられる。
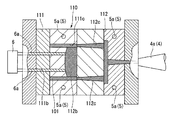
図1に示すように、本実施形態の成形装置1は、固定型111及び可動型112、113で構成される金型110を設置する金型設置部2と、金型110の内、可動型112、113を移動させる移動手段3と、金型110のキャビティ111b内に材料を射出するための射出手段4と、キャビティ111b内の材料を冷却するための冷却手段5とを備える。金型設置部2は、固定型111に取り付けられた型板111aが固定される固定部2aと、固定部2aと対向して配置されて可動型112、113に取り付けられた型板112a、113aが固定され、移動手段3によって固定部2aに向かって進退可能な可動部2bとで構成されている。
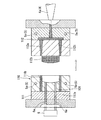
まず、金型設定工程として、使用する金型110の設定を行う。具体的には、射出する金属ガラスの質量、温度及び比熱に基づいて、後工程の金属ガラス冷却工程で金属ガラスを臨界冷却速度以上の冷却速度で冷却するのに必要な金型110の熱容量を算出する。そして、算出した熱容量に応じて、金型110の材質及び質量を決定し、これにより、金型110においてキャビティ111bの外郭をなす本体部分の形状を決定する。
次に、本発明の第2の実施形態について説明する。なお、本実施形態は、成形する工程の一部が異なるものであり、成形装置としては基本的に同様のものであるので図1に基づいて説明を行う。
例えば、上記実施形態では、溶融状態の金属ガラスを、金属ガラス合金を加熱溶融することによって得ているが、金属ガラスを構成する各元素を溶融状態にした後、金属ガラスとなる組成で混合することによって作製しても良い。
2 金型設置部
4 射出手段
5 冷却手段
7 金型交換手段
Claims (5)
- 金属ガラスで形成された第一の部分と、高分子材料で形成された第二の部分とで構成される金属ガラスと高分子材料との一体成形品の成形方法であって、
少なくとも一部が交換可能に構成され前記第一の部分と対応する形状に形成された金型のキャビティ内に、前記金属ガラスを融点以上に加熱した状態で射出する金属ガラス射出工程と、
前記金型の前記キャビティ内に射出された前記金属ガラスを、臨界冷却速度以上の冷却速度で、前記高分子材料の熱分解温度以下となるまで冷却する金属ガラス冷却工程と、
前記金型の少なくとも一部を交換して、キャビティを前記第二の部分と対応する形状に形成する金型交換工程と、
前記第二の部分と対応する形状に形成された前記金型の前記キャビティ内に、前記高分子材料を射出する高分子材料射出工程とを備えることを特徴とする金属ガラスと高分子材料との一体成形品の成形方法。 - 請求項1に記載の金属ガラスと高分子材料との一体成形品の成形方法において、
前記金属ガラス射出工程の前に、前記金型を所定温度まで冷却する金型冷却工程を備え、
前記金属ガラス冷却工程は、前記金型冷却工程で冷却された前記金型と、該金型の前記キャビティ内に射出された前記金属ガラスとの温度差によって行われることを特徴とする金属ガラスと高分子材料の一体成形品の成形方法。 - 請求項1または請求項2に記載の金属ガラスと高分子材料との一体成形品の成形方法において、
前記金属ガラス射出工程で射出される金属ガラスの質量、温度及び比熱に基づいて、前記金属ガラス冷却工程で前記金属ガラスを臨界冷却速度以上の冷却速度で冷却するのに必要な前記金型の熱容量を算出し、該熱容量に応じた材質及び質量に前記金型を設定する金型設定工程を備えることを特徴とする金属ガラスと高分子材料との一体成形品の成形方法。 - 金属ガラスで形成された第一の部分と、高分子材料で形成された第二の部分とで構成される金属ガラスと高分子材料との一体成形品用成形装置であって、
少なくとも一部を交換することで、キャビティを前記第一の部分と前記第二の部分とのそれぞれに対応した形状に切換可能な金型が設置される金型設置部と、
該金型設置部に設置された前記金型の少なくとも一部を交換可能な金型交換手段と、
前記金型設置部に設置された前記金型の前記キャビティ内に前記金属ガラスと高分子材料とのそれぞれを射出する射出手段と、
前記金型の前記キャビティ内に射出された前記金属ガラスを臨界冷却速度以上の冷却速度で所定温度まで冷却可能な冷却手段とを備えることを特徴とする金属ガラスと高分子材料との一体成形品用成形装置。 - 請求項4に記載の金属ガラスと高分子材料との一体成形品用成形装置であって、
前記冷却手段は、前記金属ガラスを射出する前の前記金型を冷却し、該金型の前記キャビティ内に前記射出手段によって前記金属ガラスを射出することで、該金属ガラスを臨界冷却速度以上の冷却速度で冷却させることを特徴とする金属ガラスと高分子材料との一体成形品用成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009058467A JP5259461B2 (ja) | 2009-03-11 | 2009-03-11 | 金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009058467A JP5259461B2 (ja) | 2009-03-11 | 2009-03-11 | 金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010208223A JP2010208223A (ja) | 2010-09-24 |
| JP5259461B2 true JP5259461B2 (ja) | 2013-08-07 |
Family
ID=42968930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009058467A Expired - Fee Related JP5259461B2 (ja) | 2009-03-11 | 2009-03-11 | 金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259461B2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011101956A1 (de) * | 2011-05-19 | 2012-11-22 | Gebr. Krallmann Gmbh | Verfahren zum mehrkomponentigen Spritzgießen und Düse zur Durchführung des Verfahrens |
| US10197335B2 (en) * | 2012-10-15 | 2019-02-05 | Apple Inc. | Inline melt control via RF power |
| JP5993898B2 (ja) * | 2013-07-11 | 2016-09-14 | クルーシブル インテレクチュアル プロパティ エルエルシーCrucible Intellectual Property Llc | 溶融合金閉じ込めのための不均等な間隔の誘導コイル |
| US9873151B2 (en) | 2014-09-26 | 2018-01-23 | Crucible Intellectual Property, Llc | Horizontal skull melt shot sleeve |
| JP2016210069A (ja) * | 2015-05-07 | 2016-12-15 | 日本フローセル製造株式会社 | 熱可塑性樹脂成形品を、成形品の表面にひけや変形が発生することなしに射出成形により製造する方法 |
| FR3058146B1 (fr) * | 2016-10-28 | 2020-07-17 | Hutchinson | Procede de degradation d'un poly(alcene carbonate), utilisations pour preparer une electrode de batterie lithium-ion et le frittage de ceramiques |
| CN109434078A (zh) * | 2018-10-29 | 2019-03-08 | 东莞市坚野材料科技有限公司 | 一种包含非晶合金的复合构件及其制备方法 |
| EP3871804B1 (de) * | 2020-02-25 | 2024-11-06 | Heraeus Amloy Technologies GmbH | Verfahren zum anpassen einer bauteilbeschreibung eines zu fertigenden werkstücks mit amorphen eigenschaften |
| CN111792619B (zh) * | 2020-07-17 | 2024-05-17 | 中国科学技术大学 | 一种在玻璃表面连续批量制作微纳结构的方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005289757A (ja) * | 2004-04-01 | 2005-10-20 | Olympus Corp | 光学素子の成形挙動予測方法、成形方法、及び成形型 |
| JP2006252854A (ja) * | 2005-03-09 | 2006-09-21 | Dainatsukusu:Kk | 金属ガラスセパレータの製造方法 |
-
2009
- 2009-03-11 JP JP2009058467A patent/JP5259461B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010208223A (ja) | 2010-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5259461B2 (ja) | 金属ガラスと高分子材料との一体成形品の成形方法、及び、一体成形品用成形装置 | |
| CN102582081B (zh) | 用于制造模制产品的方法 | |
| KR20040086463A (ko) | 발포사출 성형방법 | |
| US20090263533A1 (en) | Method of molding a hollow molded article, hollow molded article, and apparatus for manufacturing the same | |
| JP4444982B2 (ja) | 成形体の製造方法 | |
| KR20200031877A (ko) | 실리콘 성형제품을 제조하기 위한 카세트타입 사출 금형 장치 | |
| JPH06315961A (ja) | 可視面にヒケを発生させない射出成形プラスチック製品の製造方法及びその装置 | |
| JP4674241B2 (ja) | 成形金型の加熱方法並びに樹脂成形品の製造方法 | |
| US20200086537A1 (en) | Injection mold for producing injection-molded components, and method for producing injection-molded components | |
| US8092208B2 (en) | Gas-assisted mold surface heating system | |
| JP2009202549A (ja) | 樹脂成形品の製造方法 | |
| JP5059973B2 (ja) | 疎水性パターンを有する射出品の射出成形方法及び装置 | |
| JPWO2020017579A1 (ja) | 射出成形用金型、および成形品の製造方法 | |
| JP2009090558A (ja) | 射出成形金型、射出成形品の製造方法、および射出成形品 | |
| JP5200835B2 (ja) | 樹脂成形金型及び射出成形機 | |
| JP2008230005A (ja) | プラスチックレンズ成形方法およびレンズプリフォーム | |
| KR100549394B1 (ko) | 인 몰드 성형용 런너장치 | |
| JPH08127032A (ja) | プラスチック成形品の製造方法 | |
| JP2013082205A (ja) | 熱可塑性樹脂成形体の製造方法 | |
| JP2002096351A (ja) | インモールドコート方法 | |
| JP2010149421A (ja) | 樹脂成形装置及び成形機 | |
| JP2008284704A (ja) | 成形型および光学素子の製造方法 | |
| JPWO2013146871A1 (ja) | 熱可塑性樹脂製品の製造方法及び装置 | |
| JP2807980B2 (ja) | 中空射出成形品の製造方法 | |
| JP2017035821A (ja) | 射出成形機及び射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130409 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5259461 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |