JP5259203B2 - ゴム製品の製造方法 - Google Patents
ゴム製品の製造方法 Download PDFInfo
- Publication number
- JP5259203B2 JP5259203B2 JP2008016627A JP2008016627A JP5259203B2 JP 5259203 B2 JP5259203 B2 JP 5259203B2 JP 2008016627 A JP2008016627 A JP 2008016627A JP 2008016627 A JP2008016627 A JP 2008016627A JP 5259203 B2 JP5259203 B2 JP 5259203B2
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- filler
- kneading
- uncrosslinked
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
Description
混練装置を用いて、超臨界流体又は亜臨界流体の存在下において、未架橋ゴムとフィラーとを混練した後、同一の混練装置又は別の混練装置を用いて、得られた混練物と架橋剤とを混練してフィラー含有未架橋ゴムを調製するゴム調製工程と、
上記ゴム調製工程で調製したフィラー含有未架橋ゴムを、他材接触部に対応するように成形して架橋させる成形架橋工程と、
を備え、
上記ゴム調製工程において、超臨界流体又は亜臨界流体として、亜臨界二酸化炭素若しくは超臨界二酸化炭素、又は、亜臨界窒素若しくは超臨界窒素を用いる。
本実施形態のゴム製品の製造方法では、超臨界流体又は亜臨界流体の存在下において、未架橋ゴムとフィラーとを混練してフィラー含有未架橋ゴムを調製する。
本実施形態のゴム製品の製造方法では、ゴム調製工程で調製したフィラー含有未架橋ゴムを、他材接触部に対応するように成形して架橋させる。
<実施例1>
混練装置として、同方向回転完全噛み合い型の二軸押出混練装置(日本製鋼社製 型番:TEX30α)を用いた。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度120℃及び圧力15MPaの超臨界二酸化炭素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例2とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度160℃及び圧力15MPaの超臨界二酸化炭素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例3とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度200℃及び圧力15MPaの超臨界二酸化炭素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例4とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度120℃及び圧力3MPaの超臨界窒素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例5とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度120℃及び圧力9MPaの超臨界窒素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例6とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度120℃及び圧力15MPaの超臨界窒素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例7とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度160℃及び圧力15MPaの超臨界窒素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例8とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度200℃及び圧力15MPaの超臨界窒素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例9とした。
逆ニーディングディスク及びシールリングの構成、並びにシリンダC7〜10の設定温度の組合せにより、混練シリンダー内を温度120℃及び圧力5MPaの亜臨界二酸化炭素の存在条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを実施例10とした。
ガス供給管からのガス供給を行わず、混練シリンダー内を温度120℃及び圧力5MPaの条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを比較例1とした。
ガス供給管からのガス供給を行わず、混練シリンダー内を温度120℃及び圧力9MPaの条件下としたことを除いて実施例1と同様に得られたシート状のフィラー含有未架橋ゴムにより圧縮ゴム層を形成したVリブドベルトを作製し、これを比較例1とした。
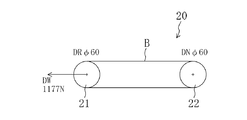
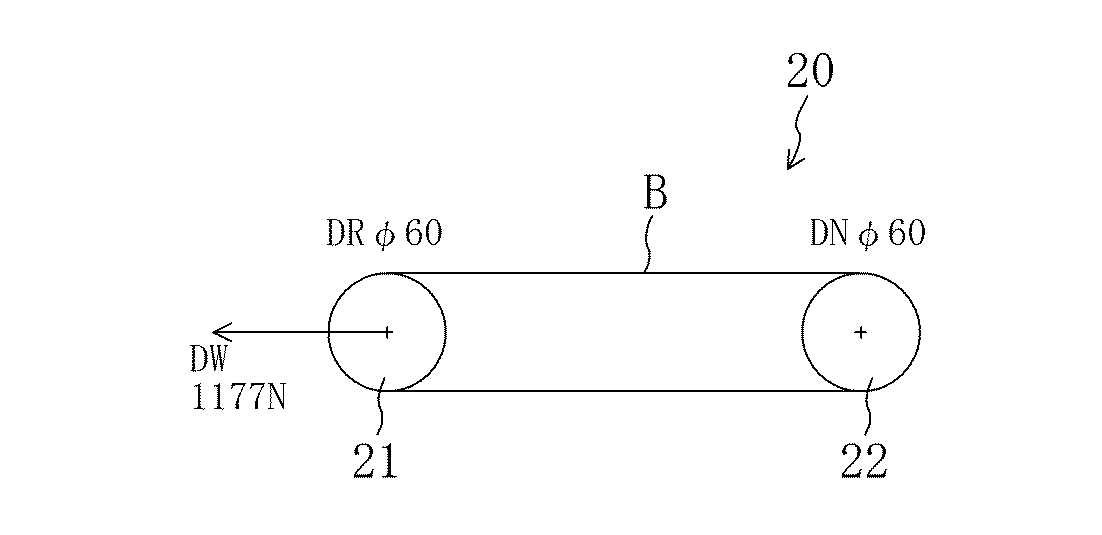
図2は、Vリブドベルトの耐摩耗性試験評価用のベルト走行試験機20のプーリレイアウトを示す。このベルト耐久評価試験機20は、左右に配されたプーリ径60mmの一対のリブプーリ(左側が駆動プーリ、右側が従動プーリ)21,22からなる。
表2は試験評価の結果を示す。
13 Vリブ(プーリ接触部)
Claims (7)
- 架橋ゴムで形成された他材接触部を有し該他材接触部が他材との接触により摩耗するゴム製品の製造方法であって、
混練装置を用いて、超臨界流体又は亜臨界流体の存在下において、未架橋ゴムとフィラーとを混練した後、同一の混練装置又は別の混練装置を用いて、得られた混練物と架橋剤とを混練してフィラー含有未架橋ゴムを調製するゴム調製工程と、
上記ゴム調製工程で調製したフィラー含有未架橋ゴムを、他材接触部に対応するように成形して架橋させる成形架橋工程と、
を備え、
上記ゴム調製工程において、超臨界流体又は亜臨界流体として、亜臨界二酸化炭素若しくは超臨界二酸化炭素、又は、亜臨界窒素若しくは超臨界窒素を用いるゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム調製工程で用いる未架橋ゴムがエチレン‐α‐オレフィン共重合体ゴムを含むゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム調製工程で用いるフィラーがカーボンブラックを含むゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム製品が、架橋ゴムで形成された他材接触部がプーリ接触部に相当する伝動ベルトであるゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム調製工程において、未架橋ゴム及びフィラーの供給並びにフィラー含有未架橋ゴムの排出を連続的に行う連続方式の混練装置を用いるゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム調製工程において、架橋剤以外のゴム配合剤を、未架橋ゴム及びフィラーと共に、超臨界流体又は亜臨界流体の存在下において混練するゴム製品の製造方法。 - 請求項1に記載されたゴム製品の製造方法において、
上記ゴム調製工程において、超臨界流体又は亜臨界流体の存在下で未架橋ゴムとフィラーとを混練した後、得られた混練物と架橋剤及びそれ以外のゴム配合剤とを混練するゴム製品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008016627A JP5259203B2 (ja) | 2008-01-28 | 2008-01-28 | ゴム製品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008016627A JP5259203B2 (ja) | 2008-01-28 | 2008-01-28 | ゴム製品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009173839A JP2009173839A (ja) | 2009-08-06 |
| JP5259203B2 true JP5259203B2 (ja) | 2013-08-07 |
Family
ID=41029276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008016627A Expired - Fee Related JP5259203B2 (ja) | 2008-01-28 | 2008-01-28 | ゴム製品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259203B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019093130A1 (ja) | 2017-11-07 | 2019-05-16 | 株式会社神戸製鋼所 | 混合装置 |
| WO2019093131A1 (ja) | 2017-11-07 | 2019-05-16 | 株式会社神戸製鋼所 | 混合装置 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4616403B1 (ja) * | 2009-11-27 | 2011-01-19 | イチカワ株式会社 | 抄紙用プロセスベルト |
| JP7160743B2 (ja) * | 2019-04-01 | 2022-10-25 | 株式会社神戸製鋼所 | 混練装置、および、これにおける添加剤供給方法 |
| JP7513036B2 (ja) * | 2019-12-27 | 2024-07-09 | 日本ゼオン株式会社 | ゴム成形体の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11310656A (ja) * | 1998-04-28 | 1999-11-09 | Yokohama Rubber Co Ltd:The | 熱可塑性エラストマー発泡体およびその製造方法 |
| JP2001342262A (ja) * | 2000-06-01 | 2001-12-11 | Asahi Kasei Corp | ゴム系組成物の製法 |
| JP2005068275A (ja) * | 2003-08-22 | 2005-03-17 | Yokohama Rubber Co Ltd:The | ゴム組成物の製造方法 |
-
2008
- 2008-01-28 JP JP2008016627A patent/JP5259203B2/ja not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019093130A1 (ja) | 2017-11-07 | 2019-05-16 | 株式会社神戸製鋼所 | 混合装置 |
| WO2019093131A1 (ja) | 2017-11-07 | 2019-05-16 | 株式会社神戸製鋼所 | 混合装置 |
| KR20200057080A (ko) | 2017-11-07 | 2020-05-25 | 가부시키가이샤 고베 세이코쇼 | 혼합 장치 |
| KR20200057079A (ko) | 2017-11-07 | 2020-05-25 | 가부시키가이샤 고베 세이코쇼 | 혼합 장치 |
| US11931709B2 (en) | 2017-11-07 | 2024-03-19 | Kobe Steel, Ltd. | Apparatus for mixing materials dissolved in a high-pressure working fluid |
| US11944944B2 (en) | 2017-11-07 | 2024-04-02 | Kobe Steel, Ltd. | Mixing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009173839A (ja) | 2009-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3489838B2 (ja) | ニトリル基含有高飽和共重合体ゴム、それを含む耐熱性ゴム組成物およびゴムと繊維との複合体 | |
| JP4197784B2 (ja) | ガスバリヤー性に優れた熱可塑性エラストマー組成物およびそれを使用した積層体 | |
| KR101360831B1 (ko) | 전동 벨트 및 그 제조 방법 | |
| JP5259203B2 (ja) | ゴム製品の製造方法 | |
| CN111918883A (zh) | 丙烯酸橡胶的制造方法、丙烯酸橡胶组合物的制造方法以及丙烯酸橡胶用双轴挤出干燥机 | |
| CN103298877B (zh) | 氟橡胶组合物和轮胎制造用胶囊 | |
| CN107531955A (zh) | 橡胶组合物、传动带及其制造方法 | |
| JP2010053495A (ja) | タイヤ補強用スチールコード及びこれを使用した空気入りタイヤ | |
| JPWO1997036956A1 (ja) | ニトリル基含有高飽和共重合体ゴム、その製造方法、それを含む耐熱性ゴム組成物およびゴムと繊維との複合体 | |
| JP2009227859A (ja) | ゴム成形品及びゴム組成物の製造方法 | |
| JP2008261473A (ja) | 動力伝動ベルト | |
| JPWO2015198537A1 (ja) | 再生ゴム及びその製造方法、並びにそれを用いた伝動ベルト | |
| KR20160064176A (ko) | 평 벨트 및 그 제조방법 | |
| JP2021017586A (ja) | ゴム組成物およびその製造方法ならびに伝動ベルト | |
| JP6008479B2 (ja) | タイヤ及びその製造方法、並びに、該タイヤの製造方法に用いた補修用ゴム部材 | |
| CN111108306B (zh) | 齿形带 | |
| RU2456311C2 (ru) | Способ эффективного перемешивания при получении термопластичной эластомерной композиции | |
| CN105330906B (zh) | 一种耐冲击抗撕裂钢丝绳芯输送带用覆盖胶及制备方法 | |
| CN103140348B (zh) | 带保护层的软管的制法 | |
| CN107226942A (zh) | 一种芳纶短纤维与玄武岩短纤维定向增强的橡胶复合材料及其制备方法 | |
| JPWO2015194116A1 (ja) | 伝動ベルト | |
| JP3622470B2 (ja) | ポリアミド繊維強化ゴム組成物とその製造法 | |
| JP6649678B2 (ja) | タイヤ | |
| CN104629191B (zh) | 橡塑共混组合物、动态硫化热塑性弹性体及其制备方法 | |
| JPH10279733A (ja) | 耐油性ゴム組成物及び該組成物と繊維との複合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120323 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20121107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |