JP5259116B2 - ダイボンダ - Google Patents
ダイボンダ Download PDFInfo
- Publication number
- JP5259116B2 JP5259116B2 JP2007108384A JP2007108384A JP5259116B2 JP 5259116 B2 JP5259116 B2 JP 5259116B2 JP 2007108384 A JP2007108384 A JP 2007108384A JP 2007108384 A JP2007108384 A JP 2007108384A JP 5259116 B2 JP5259116 B2 JP 5259116B2
- Authority
- JP
- Japan
- Prior art keywords
- collet
- temperature
- bonding
- chip
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Die Bonding (AREA)
Description
設ける必要がなく、装置全体のコンパクト化および低コスト化を図ることできる。
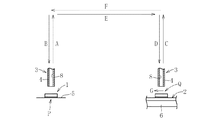
2 基材
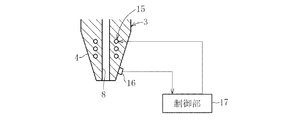
3 コレット
15 加熱器
16 温度検出器
17 制御部
P ピックアップポジション
Q ボンディングポジション
Claims (2)
- ピックアップポジションでチップをピックアップし、ボンディングポジションで加熱された基材にチップをボンディングするように、ピックアップポジションとボンディングポジション間を往復動作するコレットを備えたダイボンダにおいて、
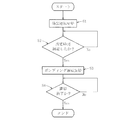
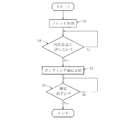
前記コレットを加熱する加熱手段を備え、この加熱手段が、ボンディング位置で基材を加熱する基材用加熱手段にて構成され、この基材用加熱手段にて加熱された基材にコレットを接触乃至接近させることで、ボンディング作業を開始する前に、運転中のコレット安定温度であるコレット平衡温度にコレットを加熱した状態でボンディングを開始することを特徴とするダイボンダ。 - チップをピックアップしない又は偽装チップをピックアップする偽装運転を行って、コレットをコレット平衡温度に上昇させることを特徴とする請求項1のダイボンダ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007108384A JP5259116B2 (ja) | 2007-04-17 | 2007-04-17 | ダイボンダ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007108384A JP5259116B2 (ja) | 2007-04-17 | 2007-04-17 | ダイボンダ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008270359A JP2008270359A (ja) | 2008-11-06 |
| JP5259116B2 true JP5259116B2 (ja) | 2013-08-07 |
Family
ID=40049507
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007108384A Active JP5259116B2 (ja) | 2007-04-17 | 2007-04-17 | ダイボンダ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5259116B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6537963B2 (ja) * | 2015-12-28 | 2019-07-03 | キヤノンマシナリー株式会社 | ダイボンダ及びボンディング方法 |
| SG11202001500VA (en) * | 2017-08-22 | 2020-03-30 | Shinkawa Kk | Mounting apparatus and temperature measurement method |
| JP7368962B2 (ja) * | 2019-07-09 | 2023-10-25 | 芝浦メカトロニクス株式会社 | 実装装置 |
| JP6799125B1 (ja) * | 2019-09-25 | 2020-12-09 | キヤノンマシナリー株式会社 | ボンディング装置およびボンディング方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0425137A (ja) * | 1990-05-19 | 1992-01-28 | Kawasaki Steel Corp | ダイボンディング方法 |
| JPH07176549A (ja) * | 1993-12-20 | 1995-07-14 | Sharp Corp | ダイボンド装置 |
| JP2000036501A (ja) * | 1998-05-12 | 2000-02-02 | Sharp Corp | ダイボンド装置 |
| JP2006278888A (ja) * | 2005-03-30 | 2006-10-12 | Matsushita Electric Ind Co Ltd | ダイボンディング方法およびダイボンディング装置 |
-
2007
- 2007-04-17 JP JP2007108384A patent/JP5259116B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008270359A (ja) | 2008-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1131554C (zh) | 小片接合设备 | |
| JP6864133B2 (ja) | 実装装置および実装方法 | |
| JP5259116B2 (ja) | ダイボンダ | |
| JP2008270591A (ja) | ダイボンダにおける湾曲回路基板の固定方法及びプログラム | |
| CN110709971B (zh) | 电子零件封装装置 | |
| KR100895519B1 (ko) | 와이어 본더, 와이어 본딩 방법 및 이를 위한 프로그램을기록한 컴퓨터 판독가능한 기록매체 | |
| JP7268929B2 (ja) | 実装装置及び実装方法 | |
| TWI900462B (zh) | 接合工具及接合機 | |
| JP5191753B2 (ja) | ダイボンダおよびダイボンディング方法 | |
| KR102734775B1 (ko) | 웨이퍼의 가공 방법 | |
| JPWO2021019855A1 (ja) | 半導体素子の製造方法及び半導体素子の製造システム | |
| JP6752722B2 (ja) | 実装装置および実装方法 | |
| JP2016143826A (ja) | 電力用半導体装置、超音波接合方法および超音波接合装置 | |
| JP6537963B2 (ja) | ダイボンダ及びボンディング方法 | |
| JP6742386B2 (ja) | ボンディング装置、ダイボンダ、及びボンディング方法 | |
| TWI813866B (zh) | 剝離膠膜壓接裝置 | |
| KR102658985B1 (ko) | 본딩 헤드 및 이를 포함하는 다이 본딩 장치 | |
| JP3176645B2 (ja) | 半導体集積回路装置の製造方法 | |
| CN102054658B (zh) | 封装打线工艺的加热治具及其方法 | |
| JPH08203962A (ja) | チップ位置決め装置、チップステージおよびインナリードボンディング装置ならびに方法 | |
| JP6277003B2 (ja) | ヒータチップ研磨工具 | |
| HK1022050B (en) | Die bonding apparatus | |
| TWI292193B (en) | Method for mounting a semiconductor chip onto a substrate | |
| JP5501784B2 (ja) | 接着装置及び接着方法 | |
| JP2014017304A (ja) | 積層基板の剥離方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091110 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130411 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130424 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5259116 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |