JP5225729B2 - 接合体の接合方法 - Google Patents
接合体の接合方法 Download PDFInfo
- Publication number
- JP5225729B2 JP5225729B2 JP2008093418A JP2008093418A JP5225729B2 JP 5225729 B2 JP5225729 B2 JP 5225729B2 JP 2008093418 A JP2008093418 A JP 2008093418A JP 2008093418 A JP2008093418 A JP 2008093418A JP 5225729 B2 JP5225729 B2 JP 5225729B2
- Authority
- JP
- Japan
- Prior art keywords
- joined
- bonding
- joining
- bonded
- sintered body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
住友電工ハードメタル株式会社発行、イゲタロイ 切削工具(’07−’08総合カタログ)、2006年10月、p.L4、コーティドスミボロンシリーズ
以下、各請求項の発明につき説明する。
サーメット焼結体を第1の被接合材とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材とする接合体の接合方法であって、前記第1の被接合材および第2の被接合材を、両者の間に設置された1000℃未満では液相を生成しない接合材を介して接合し、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行い、
前記第2の被接合材よりも前記第1の被接合材を集中的に通電加熱して、前記第1の被接合材を、前記第2の被接合材よりも優先的に発熱させて接合することを特徴とする接合体の接合方法である。
前記通電加熱によって、前記第1の被接合材を、前記第2の被接合材よりも優先的に発熱させて接合することを特徴とする。
通電加熱によって、前記接合材成分のうちの少なくとも1つの元素を、前記第1の被接合材および/または前記第2の被接合材中に元素拡散させることを特徴とする請求項1に記載の接合体の接合方法である。
加圧しながらの通電加熱によって変形する接合材を用いて接合することを特徴とする請求項1または請求項2に記載の接合体の接合方法である。
前記接合材が、チタン(Ti)、コバルト(Co)、ニッケル(Ni)のいずれか、または前記金属の少なくとも1つを含む合金からなることを特徴とする請求項1ないし請求項3のいずれかに記載の接合体の接合方法である。
前記接合材が、チタン(Ti)を含むことを特徴とする請求項4に記載の接合体の接合方法である。
前記接合材が、前記第1の被接合材よりも低温で液相を生成することを特徴とする請求項1ないし請求項5のいずれかに記載の接合体の接合方法である。
前記接合材の少なくとも一部が、通電加熱時に液相を生成していることを特徴とする請求項6に記載の接合体の接合方法である。
前記接合材および/または前記第1の被接合材の結合相に含まれるニッケル(Ni)が、30vol%(体積百分率)以下であることを特徴とする請求項1ないし請求項7のいずれかに記載の接合体の接合方法である。
前記接合材が、めっき法により前記第1の被接合材および/または前記第2の被接合材の表面上に設けられていることを特徴とする請求項1ないし請求項8のいずれかに記載の接合体の接合方法である。
前記接合材が、物理蒸着法により前記第1の被接合材および/または前記第2の被接合材の表面上に設けられていることを特徴とする請求項1ないし請求項8のいずれかに記載の接合体の接合方法である。
前記接合体が、切削工具であることを特徴とする請求項1ないし請求項10のいずれかに記載の接合体の接合方法である。
始めに、通電加圧接合における通電の形態について、図を用いて説明する。
1.第1の通電の形態
図1は、通電加圧接合における通電の一形態を説明する概念図である。図1において、被接合材1、3は、それぞれ第1の被接合材(サーメット焼結体)および第2の被接合材(cBN焼結体またはダイヤモンド焼結体)であって、挟み込まれた接合材2を用いて接合される。
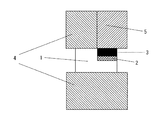
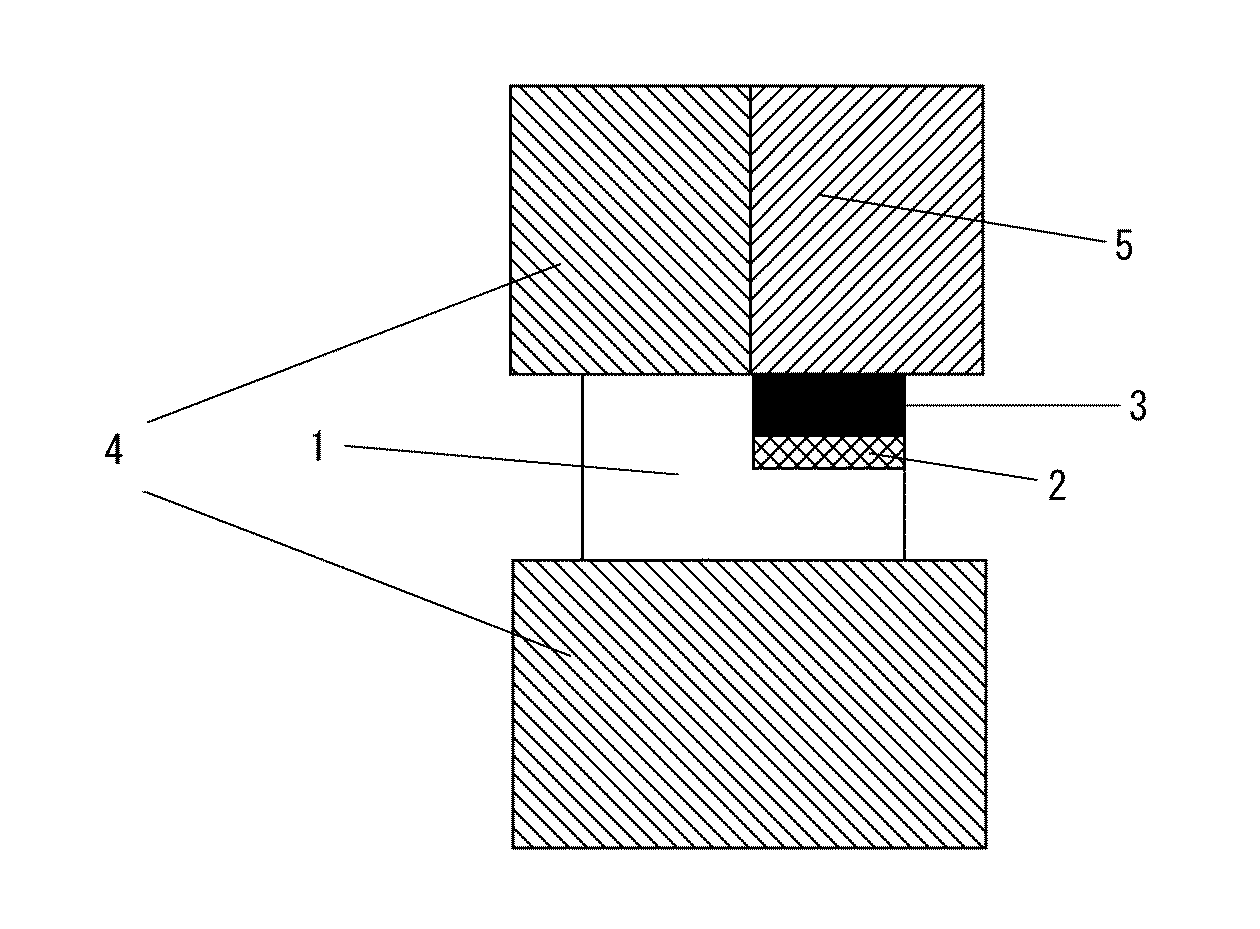
図2は、通電加圧接合における通電の別の一形態を説明する概念図である。図2において、分割電極5は第2の被接合材3に接しており、電極4は第1の被接合材1に接している。電極4と分割電極5の材質を変えることで、それぞれの電気伝導度と熱伝導度を変えることができ、第1の被接合材と第2の被接合材にそれぞれ異なった電流を与えることが可能となり、それぞれの温度を極端に変えることが可能となる。これにより、熱劣化を起こしやすい被接合材でも、熱劣化を起こさずに接合することができる。さらに、電極を分割し、それぞれの電極を独立して加圧することにより、第1の被接合材と第2の被接合材に与える圧力を高精度に制御することができるため、接合強度を向上させることができ好ましい。
次いで、上記図1あるいは図2に示された通電を用いた通電加圧接合について説明する。
通電条件は、使用される被接合材および接合材の材質等により、適宜決定されるが、接合材近傍以外で、被接合材材料の割れ・溶融や、粒子の粗大化を招かないためには、30秒以内程度が好ましい。
本実施例および比較例は、接合時の加圧力と接合強度との関係、および被接合材の割れとの関係に関するものである。
ザグリを入れたサーメット製の台金(第1の被接合材)に、厚さ10μmのNiめっきを表面に施した三角形状のバックメタル付きcBNチップ(第2の被接合材)を、図1に示すようにセットし、上下方向より、0.05MPa(比較例1)、0.1MPa(実施例1)、10MPa(実施例2)、30MPa(実施例3)、70MPa(実施例4)、100MPa(実施例5)、200MPa(実施例6)、250MPa(比較例2)の各圧力を加えた状態の下、真空中で通電加圧接合を行い、実施例1〜6および比較例1、2の接合体を得た。なお、電極として黒鉛を用い、電極との反応を防ぐため、黒鉛シートを電極と被接合材との間に挿入した。また、通電は、直流パルス電流により行い、パルス電流値2000A、パルスOn:Off比1:1、パルス幅10ms、通電時間10秒、荷重0.98kNの条件で行った。なお、サーメット製の台金(第1の被接合材)は、TiCN−10WC−5TaC−5Mo2C−14Co(被接合材A)とTiCN−10WC−5TaC−5Mo2C−10Ni−10Co(被接合材B)(いずれもwt%:質量百分率)の2種類を用いた。
次に、めっきの代わりに物理的蒸着法であるスパッタ法を用いて、厚さ10μmのTi−30wt%Co層(接合材)をバックメタルのあるcBN(第2の被接合材)に設け、サーメット台金(第1の被接合材)と接合を行った。この時、サーメット台金(第1の被接合材)としては、前記被接合材Aおよび被接合材Bを用い、接合条件は実施例3と同じとした。その結果、cBNとサーメットはTi−Co層を介して空隙なく接合されていることが確認できた。これは、接合中に液相を生成していたためと推測される。なお、その接合強度は、被接合材Aでは250MPa、被接合材Bでは255MPaであった。
次に、Ti粉末を溶媒で溶いた材料(接合材)を、サーメット台金(被接合材A:第1の被接合材)に塗布し、バックメタル無しcBNチップ(第2の被接合材)とセットし、実施例3と同一の通電条件で通電加圧接合を行った。この接合体の接合強度は200MPaであり、従来のロウ付け品と同等の強度を有していることを確認した。この接合部分には緻密な厚み40μmのTi層が観察され、Ti粉末が溶融あるいは焼結していることが確認できた。
次に、前記実施例8を基に、通電時間の短縮化を目的として、実施例8に示した条件のうち通電時間を変化させて接合条件を求めた。その結果、通電時間を実施例8における10秒から8秒にした場合、パルス電流値を実施例8に示した電流値(2000A)よりも200A大きい電流において良好な接合が可能であった。さらに通電時間を6秒とした場合、パルス電流をさらに200A大きくすることによって良好な接合が可能であった。
次に、cBN(第2の被接合材)の背面も精度良く接合するため、2方向から加圧しながら接合を行った。これまでの例と同様、上下の電極で垂直方向の加圧を行うと共に、別途横から荷重を与えてcBNを水平方向に加圧できるようにした。なお、第1の被接合材としては、被接合材Aを用いた。実施例3に用いたと同じNiめっきを施したcBNを使用し、パルス電流3000A、パルスOn:Off比1:4、通電時間10秒として接合を行った。
次に、通電加圧する電極の内、上部電極を分割し、サーメット台金(被接合材A:第1の被接合材)を加圧する電極とcBN(第2の被接合材)を加圧する電極の材質を変えた。これにより、電極に流れる電流が変化し、サーメット台金とcBNに流れる電流値も変化する。その結果として、それぞれの温度を極端に変えることができ、高温において劣化が懸念されるcBNの温度を下げることができる。
上部電極を、分割されていない電極とした以外は、実施例11と同様にして、接合体を得た。得られた接合体の接合強度は、250MPaであり、従来のロウ付け品と同等の強度で実施例11における接合強度よりも高かった。しかし、得られた接合体のcBNには、一部亀裂が発生しており、熱による品質劣化が見られた。
次に、実施例11に示した絶縁性のhBNの代わりに、cBN(第2の被接合材)を加圧する電極の材質を導電性を有するものとした。このとき、サーメット台金(第1の被接合材)を加圧する電極の電気伝導度より高い電気伝導度を有する材料を使用した。これにより、サーメット台金とcBNに流す電流を変えることができ、サーメット台金に流す電流はcBN近傍の台金を加熱し、cBNに流す電流は接合材を優先的に加熱できるようにした。
2 接合材
3 第2の被接合材
4 電極
5 分割電極
Claims (11)
- サーメット焼結体を第1の被接合材とし、cBN焼結体またはダイヤモンド焼結体を第2の被接合材とする接合体の接合方法であって、前記第1の被接合材および第2の被接合材を、両者の間に設置された1000℃未満では液相を生成しない接合材を介して接合し、前記接合は0.1MPa〜200MPaの圧力で加圧しながら通電加熱することによって行い、
前記第2の被接合材よりも前記第1の被接合材を集中的に通電加熱して、前記第1の被接合材を、前記第2の被接合材よりも優先的に発熱させて接合することを特徴とする接合体の接合方法。 - 通電加熱によって、前記接合材成分のうちの少なくとも1つの元素を、前記第1の被接合材および/または前記第2の被接合材中に元素拡散させることを特徴とする請求項1に記載の接合体の接合方法。
- 加圧しながらの通電加熱によって変形する接合材を用いて接合することを特徴とする請求項1または請求項2に記載の接合体の接合方法。
- 前記接合材が、チタン(Ti)、コバルト(Co)、ニッケル(Ni)のいずれか、または前記金属の少なくとも1つを含む合金からなることを特徴とする請求項1ないし請求項3のいずれかに記載の接合体の接合方法。
- 前記接合材が、チタン(Ti)を含むことを特徴とする請求項4に記載の接合体の接合方法。
- 前記接合材が、前記第1の被接合材よりも低温で液相を生成することを特徴とする請求項1ないし請求項5のいずれかに記載の接合体の接合方法。
- 前記接合材の少なくとも一部が、通電加熱時に液相を生成していることを特徴とする請求項6に記載の接合体の接合方法。
- 前記接合材および/または前記第1の被接合材の結合相に含まれるニッケル(Ni)が、30vol%(体積百分率)以下であることを特徴とする請求項1ないし請求項7のいずれかに記載の接合体の接合方法。
- 前記接合材が、めっき法により前記第1の被接合材および/または前記第2の被接合材の表面上に設けられていることを特徴とする請求項1ないし請求項8のいずれかに記載の接合体の接合方法。
- 前記接合材が、物理蒸着法により前記第1の被接合材および/または前記第2の被接合材の表面上に設けられていることを特徴とする請求項1ないし請求項8のいずれかに記載の接合体の接合方法。
- 前記接合体が、切削工具であることを特徴とする請求項1ないし請求項10のいずれかに記載の接合体の接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008093418A JP5225729B2 (ja) | 2008-03-31 | 2008-03-31 | 接合体の接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008093418A JP5225729B2 (ja) | 2008-03-31 | 2008-03-31 | 接合体の接合方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009241236A JP2009241236A (ja) | 2009-10-22 |
| JP5225729B2 true JP5225729B2 (ja) | 2013-07-03 |
Family
ID=41303753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008093418A Expired - Fee Related JP5225729B2 (ja) | 2008-03-31 | 2008-03-31 | 接合体の接合方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5225729B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101980810B (zh) | 2008-03-31 | 2013-03-20 | 独立行政法人产业技术综合研究所 | 接合制品 |
| JP4647016B2 (ja) * | 2009-05-27 | 2011-03-09 | 独立行政法人産業技術総合研究所 | 接合体 |
| JP6694597B2 (ja) | 2015-08-31 | 2020-05-20 | 三菱マテリアル株式会社 | 複合部材及び切削工具 |
| CN110465714A (zh) * | 2019-07-24 | 2019-11-19 | 天津锦泰勤业精密电子有限公司 | 一种电池箱体连接件的焊接方法以及电池箱体 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS531609A (en) * | 1976-06-29 | 1978-01-09 | Chiaki Tamura | Method of uniting sintered alloy pieces |
| JPH07156003A (ja) * | 1993-12-07 | 1995-06-20 | Sumitomo Electric Ind Ltd | 多結晶ダイヤモンド工具及びその製造方法 |
| JP3509087B2 (ja) * | 1995-02-08 | 2004-03-22 | 大同特殊鋼株式会社 | チタン材又はチタン合金材の接合方法 |
| JP2002036008A (ja) * | 2000-07-24 | 2002-02-05 | Ngk Spark Plug Co Ltd | スローアウェイチップ及び切削工具 |
| JP4854946B2 (ja) * | 2004-09-30 | 2012-01-18 | 三菱マテリアル株式会社 | エンドミル素材及びエンドミル |
-
2008
- 2008-03-31 JP JP2008093418A patent/JP5225729B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009241236A (ja) | 2009-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5464442B2 (ja) | 接合方法 | |
| JP4647016B2 (ja) | 接合体 | |
| CN103228393B (zh) | 接合体 | |
| KR101344170B1 (ko) | 피복 회전 툴 | |
| JP5225729B2 (ja) | 接合体の接合方法 | |
| WO2015079183A4 (fr) | Plaquette de coupe, outil de coupe avec une telle plaquette et procédés de fabrication et de réparation d'un tel outil | |
| JP2008290130A (ja) | 接合体 | |
| JP2012111187A (ja) | 接合体 | |
| JP2011025333A (ja) | 接合体 | |
| JP6242616B2 (ja) | 抵抗溶接用電極 | |
| JP2012139695A (ja) | 被覆回転ツール | |
| JP5613293B2 (ja) | 接合体 | |
| JP7669296B2 (ja) | 溶接電極および該溶接電極の使用方法 | |
| JP2012152827A (ja) | 接合体 | |
| JP6193651B2 (ja) | 抵抗溶接用電極 | |
| JPH0584363A (ja) | はさみおよびその製造方法 | |
| JP2018048038A (ja) | 積層構造焼結超砥粒複合材及びその製造方法 | |
| JP2007276079A (ja) | ろう付接合強度に優れた高硬度加工用立方晶窒化硼素基セラミックス切削工具、並びに切削工具に用いられるAg合金ろう材 | |
| CN121423744A (zh) | 一种基于过渡元素调控钼钢钎焊接头金属间化合物方法 | |
| JPS5938491A (ja) | 複合焼結体工具およびその製造法 | |
| JP2000006032A (ja) | ダイヤモンド研磨工具の製造方法 | |
| Zhang et al. | Research on dissimilar steel welding via spark plasma sintering | |
| JP2007118012A (ja) | 立向上進溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100727 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20100727 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130313 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5225729 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |