JP5199151B2 - セラミックス焼成体及びその製造方法 - Google Patents
セラミックス焼成体及びその製造方法 Download PDFInfo
- Publication number
- JP5199151B2 JP5199151B2 JP2009051892A JP2009051892A JP5199151B2 JP 5199151 B2 JP5199151 B2 JP 5199151B2 JP 2009051892 A JP2009051892 A JP 2009051892A JP 2009051892 A JP2009051892 A JP 2009051892A JP 5199151 B2 JP5199151 B2 JP 5199151B2
- Authority
- JP
- Japan
- Prior art keywords
- fired body
- ceramic fired
- electronic component
- average
- slurry
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000919 ceramic Substances 0.000 title claims description 36
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 239000011148 porous material Substances 0.000 claims description 61
- 239000002002 slurry Substances 0.000 claims description 38
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 32
- 239000002245 particle Substances 0.000 claims description 32
- 239000003795 chemical substances by application Substances 0.000 claims description 26
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 19
- 239000000843 powder Substances 0.000 claims description 17
- 239000004925 Acrylic resin Substances 0.000 claims description 16
- 229920000178 Acrylic resin Polymers 0.000 claims description 16
- 229910052742 iron Inorganic materials 0.000 claims description 16
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 claims description 15
- 238000010304 firing Methods 0.000 claims description 12
- 239000002994 raw material Substances 0.000 claims description 12
- 238000000465 moulding Methods 0.000 claims description 10
- 239000008187 granular material Substances 0.000 claims description 9
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 claims description 6
- 229910052863 mullite Inorganic materials 0.000 claims description 6
- 238000005266 casting Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 claims description 2
- 230000000052 comparative effect Effects 0.000 description 25
- 230000035939 shock Effects 0.000 description 25
- 239000011230 binding agent Substances 0.000 description 8
- 239000002270 dispersing agent Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 239000003929 acidic solution Substances 0.000 description 7
- 239000007921 spray Substances 0.000 description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 150000004676 glycans Chemical class 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 238000013001 point bending Methods 0.000 description 2
- 229920001282 polysaccharide Polymers 0.000 description 2
- 239000005017 polysaccharide Substances 0.000 description 2
- 239000012798 spherical particle Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images




Landscapes
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Description
セラミックス焼成体は、相対密度を高くつまり緻密質にすると、急激な温度変化による熱衝撃に弱く、割れが発生しやすくなり、相対密度を低くつまり多孔質にすると、緻密質の場合よりも熱衝撃に強くなるものの、機械的強度が弱くなる傾向がある。
しかし、製造におけるバラツキを考慮したとき、すべての気孔が単独に存在する組織を得ることは難しく、一部連結して粗大化した気孔を起点に熱衝撃割れを生じる問題があった。

これより、熱膨張係数を調整することは困難なため、耐熱衝撃性を高めるためには弾性率を小さく、強度を高めることが有効であることが判る。
平均気孔径Dが50μmを超える範囲では、粗大欠陥による強度低下が顕著になり、耐熱衝撃性の低下をきたす。一方、平均気孔径Dが5μm未満では、後述する気孔形成剤の分散が困難となり、鉄亜鈴型開気孔が得られず、耐熱衝撃性が得ることができなくなる。
平均気孔径D及び平均ネック径dは、SEM写真を観察して100個の平均を算出して測定することができる。
相対密度55%未満では、気孔が連結し、顕著な強度低下を示すため、耐熱衝撃性の低下につながり、一方、相対密度95%を超える範囲では、弾性率が高い緻密体となるため、クラックが伸びやすくなり、耐熱衝撃性の低下につながる。
相対密度は、(焼結体かさ密度/理論密度)×100(%)で算出することができる。
鉄亜鈴型開気孔は、例えば、pH調整して凝集させた原料スラリー中に樹脂粒子などの気孔形成剤を添加して成形することにより形成することができる。
この際、粘性をほどよく高めることが重要である。スラリーの粘性が低いと、気孔形成剤が分散するため鉄亜鈴型開気孔が形成されず、一方、スラリーの粘性が高いと、気孔形成剤が凝集するため鉄亜鈴型開気孔が形成されなくなる。
スラリーの粘性は、3〜15dPa・sec、特に4〜12dPa・secに調製して焼成体を形成するのが好ましい。
アルミナ原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき粘性を、それぞれ4dPa・sec(実施例1)、4dPa・sec(実施例2)、4dPa・sec(実施例3)、12dPa・sec(実施例4)、8dPa・sec(実施例8)、10dPa・sec(実施例9)に調製した。
さらに、このスラリーに、気孔形成剤としてアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、添加したアクリル系樹脂粒子の平均粒径及び添加量は下記表1に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら粒径50μm〜100μmに顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ粉末72重量部とシリカ粉末28重量部とからなる原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき粘性を、4dPa・sec(実施例5)、5dPa・sec(実施例6)に調製した。
さらに、このスラリーに、気孔形成剤としてアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、添加したアクリル系樹脂粒子の平均粒径及び添加量は下記表1に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら粒径50μm〜100μmの範囲に顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ粉末80重量部とジルコニア粉末20重量部とからなる原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき粘性を、5dPa・secに調製した。
さらに、このスラリーに気孔形成剤としてアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、添加したアクリル系樹脂粒子の平均粒径及び添加量は下記表1に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら粒径50μm〜100μmの範囲に顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して時間焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき粘性を、それぞれ6dPa・sec(実施例10)、4dPa・sec(実施例11)に調製した。
さらに、このスラリーに、気孔形成剤としてアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、添加したアクリル系樹脂粒子の平均粒径及び添加量は下記表1に示す。
そして、このスラリーを、石膏型に流し込み、差圧鋳込みで成形して焼成し、150mm×100mm×厚み5.0mmの平板状焼成体を形成した。
アルミナ原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき、それぞれ1dPa・sec(比較例1)、1dPa・sec(比較例2)、1dPa・sec(比較例3)、1dPa・sec(比較例4)、2Pa・sec(比較例7)、1dPa・sec(比較例8)、1dPa・sec(比較例9)、2dPa・sec(比較例10)に調製した。
さらに、このスラリーに、気孔形成剤としてアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、気孔形成剤の平均粒径及び添加量は下記表2に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら平均粒径50μm〜100μmの範囲に顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ粉末72重量部とシリカ粉末28重量部とからなる原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき粘性を1dPa・sec(比較例5)、1dPa・sec(比較例6)に調製した。
さらに、このスラリーに、気孔形成剤であるアクリル系樹脂粒子を添加し、ボールミルで混合した。この際、添加したアクリル系樹脂粒子の平均粒径及び添加量は下記表1に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら粒径50μm〜100μmの範囲に顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ原料粉末に対して、分散剤、バインダー、水を加え、これらをボールミルで混合してスラリーを形成した。
このスラリーに酸性溶液を添加し、粘性を調製した。このとき、1dPa・secに調製した。
さらに、このスラリーに、気孔形成剤として多糖類を添加し、ボールミルで混合した。この際、気孔形成剤の平均粒径及び添加量は下記表2に示す。
そして、このスラリーを、スプレードライヤーで乾燥させながら平均粒径50μm〜100μmの範囲に顆粒化し、この顆粒をプレス機にて成形圧60MPaで成形して焼成し、120mm□×厚み2.5mmの平板状焼成体を形成した。
アルミナ原料粉末に対して、分散剤、バインダー、水、気孔形成剤としてアクリル系樹脂粒子を加え、これらを三本ロールで混錬した。この際、気孔形成剤の平均粒径及び添加量は下記表2に示す。
練った坏土を押出成形機で幅120mm×長さ200mm、厚み5.0mmに成形し、乾燥させて焼成し、平板状焼成体を形成した。
上記各焼成体について以下の物性値を測定した。これらの測定結果は下記表1及び表2に示す。
相対密度は、焼成体かさ密度/理論密度×100(%)で算出した。
強度Sは、JIS R1601に基づき、3点曲げ試験によって行った。
弾性率Eは、JIS R1602に基づき、3点曲げ試験の試験片の変位測定によって求めた。
上記強度Sと上記弾性率Eから強度/弾性率(S/E)を算出した。
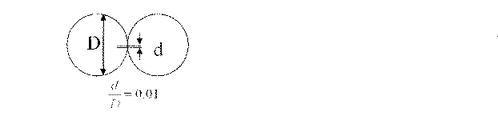
平均気孔径Dと平均ネック径dは、図2,4に示すように、実施例及び比較例の表面を研磨してSEMで観察し、図3,5に示すように、球状気孔の直径(寸法D)と、それらの結合部分(寸法d)とを測定し、それら100個の平均から算出した。
なお、図2は実施例3のSEM写真、図4には比較例1のSEM写真を示す。
上記実施例及び比較例のセラミックス焼成体を用いて、以下のように耐熱衝撃試験を行った。
上記実施例及び比較例のセラミックス焼成体を、90mm□×厚み2.5mmに加工したものを4枚作成し、これらをセラミックス台板上に、長さ10mm×幅5mm×高さ5mmの支柱を4点に配置しながら4段積みにした。
次に、電気炉を所定の温度に昇温して30分保持した後、上記試験体を炉内に投入した。
その温度で30分保持後、試験体を炉外に取り出し放冷し、試験体に割れがないか目視にて確認した。
以上の操作を、500℃より50℃ずつ温度を昇温させて行い、割れの生じない温度の上限を、耐熱衝撃性ΔTとした。
耐熱衝撃性試験の結果を下記表1及び表2に示す。
実施例1〜11のセラミックス焼成体は、耐熱衝撃性ΔTが750℃以上であり、良好な結果が得られた。一方、比較例1〜12のセラミックス焼成体は、耐熱衝撃性ΔTが650℃以下であり、実用できるものではなかった。
実施例から、平均気孔径Dと平均ネック径dの比(d/D)は、0.03(実施例1)〜0.70(実施例4)の範囲が好適な結果が得られ、また、比較例から、比(d/D)が0.01(比較例1など)や0.77以上(比較例6)の範囲では、不適な結果となることが見出せた。
これら結果から、比(d/D)は、0.02〜0.75の範囲であると好適なセラミックス焼成体になると思われる。
材質が、ムライト質である場合は、耐熱衝撃性ΔTが900℃以上になることが見出せた(実施例5,6)。
Claims (7)
- 平均気孔径Dと平均ネック径dとの比(d/D)が0.02〜0.75である鉄亜鈴型開気孔を有し、相対密度が75〜85%であり、アルミナ質又はアルミナ−ジルコニア質からなる電子部品焼成治具用セラミックス焼成体。
- 平均気孔径Dと平均ネック径dとの比(d/D)が0.02〜0.75である鉄亜鈴型開気孔を有し、相対密度が55〜85%であり、ムライト質からなる電子部品焼成治具用セラミックス焼成体。
- 平均気孔径Dが5μm〜50μmである請求項1又は2に記載の電子部品焼成治具用セラミックス焼成体。
- 請求項1〜3のいずれかに記載の電子部品焼成治具用セラミックス焼成体の製造方法であって、気孔形成剤を用いて鉄亜鈴型開気孔を形成する電子部品焼成治具用セラミックス焼成体の製造方法。
- 原料粉末に対して10〜45vol%の気孔形成剤を含むスラリーを用いて形成する請求項4に記載の電子部品焼成治具用セラミックス焼成体の製造方法。
- 気孔形成剤は、アクリル系樹脂粒子である請求項4又は5に記載の電子部品焼成治具用セラミックス焼成体の製造方法。
- 鋳込成形又は顆粒を調製してプレス成形する請求項4〜6のいずれかに記載の電子部品焼成治具用セラミックス焼成体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009051892A JP5199151B2 (ja) | 2009-03-05 | 2009-03-05 | セラミックス焼成体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009051892A JP5199151B2 (ja) | 2009-03-05 | 2009-03-05 | セラミックス焼成体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010202472A JP2010202472A (ja) | 2010-09-16 |
| JP5199151B2 true JP5199151B2 (ja) | 2013-05-15 |
Family
ID=42964348
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009051892A Active JP5199151B2 (ja) | 2009-03-05 | 2009-03-05 | セラミックス焼成体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5199151B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9758434B2 (en) | 2015-06-01 | 2017-09-12 | Saint-Gobain Ceramics & Plastics, Inc. | Refractory articles and methods for forming same |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016132577A (ja) * | 2015-01-16 | 2016-07-25 | 三井金属鉱業株式会社 | アルミナ・ジルコニア質焼結体 |
| JPWO2023085313A1 (ja) * | 2021-11-12 | 2023-05-19 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2788061B2 (ja) * | 1989-05-26 | 1998-08-20 | 鐘紡株式会社 | 焼成用治具及びその製造方法 |
| JP2882996B2 (ja) * | 1994-03-22 | 1999-04-19 | 日本碍子株式会社 | セラミックス接合体製造用の治具及び該治具を用いたセラミックス接合体の製造方法 |
| JPH0812449A (ja) * | 1994-06-28 | 1996-01-16 | Kanebo Ltd | 焼成用治具 |
| JPH08181444A (ja) * | 1994-12-22 | 1996-07-12 | Hitachi Ltd | セラミック多層配線基板の焼成方法 |
| JP4514274B2 (ja) * | 2000-02-29 | 2010-07-28 | 京セラ株式会社 | 多孔質セラミック構造体の製造方法 |
| JP2003306386A (ja) * | 2002-04-09 | 2003-10-28 | Mino Ceramic Co Ltd | アルミナセラミックスセッター及びその製造方法 |
| JP2004091289A (ja) * | 2002-09-03 | 2004-03-25 | Toshiba Ceramics Co Ltd | 耐熱・耐プラズマ部材 |
| JP3987022B2 (ja) * | 2003-11-20 | 2007-10-03 | 本田技研工業株式会社 | 三次元網目構造を備えたセラミック成形体の製造方法 |
-
2009
- 2009-03-05 JP JP2009051892A patent/JP5199151B2/ja active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9758434B2 (en) | 2015-06-01 | 2017-09-12 | Saint-Gobain Ceramics & Plastics, Inc. | Refractory articles and methods for forming same |
| US10093580B2 (en) | 2015-06-01 | 2018-10-09 | Saint-Gobain Ceramics & Plastics, Inc. | Refractory articles and methods for forming same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010202472A (ja) | 2010-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2088134B1 (en) | Lightweight ceramic material | |
| JP4376579B2 (ja) | 窒化珪素結合SiC耐火物及びその製造方法 | |
| Zhang et al. | Properties of silicon carbide ceramics from gelcasting and pressureless sintering | |
| JP6602827B2 (ja) | 断熱材及びその製造方法 | |
| JP4704111B2 (ja) | 酸化物結合炭化珪素質材料 | |
| JP5069301B2 (ja) | 焼成耐火セラミック製品 | |
| CN103951394A (zh) | 一种高温抗热震氧化铝陶瓷承烧板及其制备工艺 | |
| EP2935154A1 (en) | Sialon bonded silicon carbide material | |
| JP5199151B2 (ja) | セラミックス焼成体及びその製造方法 | |
| KR101514180B1 (ko) | 균일한 밀도를 가지는 세라믹체 제조방법 | |
| RU2756300C1 (ru) | Способ изготовления корундомуллитовых огнеупорных изделий | |
| JP5036110B2 (ja) | 軽量セラミック焼結体 | |
| JP2014148436A (ja) | 焼成治具の製造方法 | |
| JP2003137671A (ja) | ムライト質多孔体及びその製造方法 | |
| JP6366976B2 (ja) | 多孔質セラミックス製の熱処理用部材 | |
| WO2010023813A1 (ja) | 窒化珪素結合SiC耐火物の製造方法 | |
| JP4993812B2 (ja) | ジルコニア質焼結体からなる熱処理用部材 | |
| JP6546294B2 (ja) | 耐火物品及びそれを製造する方法 | |
| JP3949950B2 (ja) | 耐熱衝撃性アルミナ・ジルコニア質焼成用治具及びその製造方法(通常焼成) | |
| CN118326191B (zh) | 一种比重可调的氧化铝陶瓷研磨球及其制备方法 | |
| JP4967739B2 (ja) | セラミックス電子部品(以下電子部品)焼成用道具材 | |
| JP7513380B2 (ja) | 鋼の造塊用湯道煉瓦 | |
| JP5108311B2 (ja) | 酸化物結合炭化珪素質焼結体、及びその製造方法 | |
| JP3949951B2 (ja) | 耐熱衝撃性アルミナ・ジルコニア質焼成用治具及びその製造方法(高温焼成) | |
| CN117756507A (zh) | 一种抗高温热震的高纯刚玉砖及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130130 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5199151 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |