JP5111515B2 - 型枠なし鋳型を作るための機械 - Google Patents
型枠なし鋳型を作るための機械 Download PDFInfo
- Publication number
- JP5111515B2 JP5111515B2 JP2009538799A JP2009538799A JP5111515B2 JP 5111515 B2 JP5111515 B2 JP 5111515B2 JP 2009538799 A JP2009538799 A JP 2009538799A JP 2009538799 A JP2009538799 A JP 2009538799A JP 5111515 B2 JP5111515 B2 JP 5111515B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molding machine
- lower mold
- pressing plate
- upper mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000009415 formwork Methods 0.000 title claims description 3
- 238000000465 moulding Methods 0.000 claims description 40
- 238000003825 pressing Methods 0.000 claims description 37
- 239000004576 sand Substances 0.000 claims description 24
- 230000007246 mechanism Effects 0.000 claims description 13
- 238000007723 die pressing method Methods 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 3
- 238000007906 compression Methods 0.000 description 8
- 230000006835 compression Effects 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005429 filling process Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C11/00—Moulding machines characterised by the relative arrangement of the parts of same
- B22C11/10—Moulding machines characterised by the relative arrangement of the parts of same with one or more flasks forming part of the machine, from which only the sand moulds made by compacting are removed
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Devices For Molds (AREA)
Description
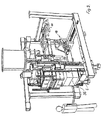
2 上型型枠
3 下型型枠
4 パターン板(嵌め合せ板)
5 上型圧搾板
6 下型圧搾板
7 案内棒
8 案内棒7を連結しかつ加圧シリンダー9を支持するヨーク
9 砂鋳型を圧縮するための加圧シリンダー
10 ステー
11 ステー10と係合するための案内棒7の両端のヨーク
12 回転可能システムの回転運動のためのベアリング
13 回転運動のためのピストンシリンダー装置
14 ピストンシリンダー装置13のための連結部
15 枠
16 砂充填システム
17 回転可能なシステムの回転運動のための軸
18 放出機構
19 パターン板移動機構
20 上型型枠のための線状ベアリング
21 下型型枠のための線状ベアリング
22 下型圧搾板のための線状ベアリング
23 上型圧搾板の相対運動のためのピストンシリンダー装置
24 下型型枠の相対運動のためのピストンシリンダー装置
25 下型圧搾板の相対運動のためのピストンシリンダー装置
26a パターン板の相対運動のためのピストンシリンダー装置
26b パターン板の相対運動のためのピストンシリンダー装置
27 パターン板移動機構19のための案内棒
28 パターン板移動機構19のためのレール
29 砂充填開口
30 下型圧搾板の回転運動のためのピストンシリンダー装置
31 下型圧搾板の回転運動のためのベアリング
32 放出腕
33 放出腕32を傾けるためのピストンシリンダー装置
34 製造された重ねられた上型と下型を放出するための放出腕32を移動するため
のピストンシリンダー装置
35 下型圧搾板6のためのヨーク
36 鋳型パッケージ
Claims (10)
- 型枠なし鋳型を製造するための成形機(1)であって、それが:
下型型枠(3)と上型型枠(2)、
前記下型型枠(3)に挿入可能な下型圧搾板(6)、及び
前記上型型枠(2)に挿入可能な上型圧搾板(5)、
を含み、
これら全てが水平位置と垂直位置の間で回転されるように配置され、下型型枠(3)と上型型枠(2)が互いに向けてかつ互いから離れるように相対的に移動可能であるように配置されているものにおいて、
下型型枠(3)、上型型枠(2)、下型圧搾板(6)、及び上型圧搾板(5)が一組の共通の案内棒(7)によってそれらの相対的運動で案内されることを特徴とする成形機。 - 一組の共通の案内棒(7)が二本の案内棒を含むことを特徴とする請求項1に記載の成形機。
- 二本の案内棒(7)が上型型枠(2)と下型型枠(3)の対称面内に配置されていることを特徴とする請求項2に記載の成形機。
- 上型型枠(2)、下型型枠(3)、上型圧搾板(5)、及び下型圧搾板(6)の相対的配置のための移動手段(23,24,25)をさらに含み、前記移動手段が型枠(2,3)及び圧搾板(5,6)に対して対称的に配置されていることを特徴とする請求項1から3のいずれかに記載の成形機。
- 回転運動のためのベアリング(12)を含み、前記ベアリングが上型型枠(2)と組合されていることを特徴とする請求項1から4のいずれかに記載の成形機。
- 案内棒(7)が上型型枠(2)、下型型枠(3)、下型圧搾板(6)、及び上型圧搾板(5)に対して遊動するように取付けられ、上型圧搾板(5)と、上型圧搾板(5)に接近して案内棒(7)の端部間に取付けられたヨーク(8)との間に砂鋳型を圧縮するための加圧シリンダー(9)が連結されていることを特徴とする請求項1から5のいずれかに記載の成形機。
- 砂鋳型の圧縮時に案内棒(7)に対して下型圧搾板(6)を固定するための手段(10,11)をさらに含むことを特徴とする請求項6に記載の成形機。
- 前記案内棒に対して下型圧搾板を固定するための手段(10,11)がステー(10)を含み、前記ステー(10)が砂鋳型の圧縮時に下型圧搾板(6)と、下型圧搾板(6)に接近して案内棒(7)の端部に取付けられたヨーク(11)との間に配置されていることを特徴とする請求項7に記載の成形機。
- 案内棒(7)上にまたは上型型枠(2)に連結された別個の案内棒(27)上に取付けられたパターン板移動機構(19)を含み、前記移動機構(19)が、パターン板(4)を上型型枠(2)と下型型枠(3)との間の空間内に及び空間から外に動かすための、かつ挿入されるかまたは引っ込められた状態のとき、上型型枠(2)と下型型枠(3)の水平位置で見て上下に動かすためのピストンシリンダー装置(26a,b)を含むことを特徴とする請求項1から8のいずれかに記載の成形機。
- 下型圧搾板(6)が、完成した鋳型を受けるのに適合しており、かつ完成した鋳型を成形機から側方の好適な方向に放出するために案内棒(7)と平行な軸の周りの回転のために取付けられていることを特徴とする請求項1から9のいずれかに記載の成形機。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/IB2007/001707 WO2009001150A1 (en) | 2007-06-25 | 2007-06-25 | Machine for producing flaskless moulds |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010510889A JP2010510889A (ja) | 2010-04-08 |
| JP5111515B2 true JP5111515B2 (ja) | 2013-01-09 |
Family
ID=39165834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009538799A Active JP5111515B2 (ja) | 2007-06-25 | 2007-06-25 | 型枠なし鋳型を作るための機械 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7891404B2 (ja) |
| EP (1) | EP2170542B1 (ja) |
| JP (1) | JP5111515B2 (ja) |
| CN (1) | CN101605620A (ja) |
| DK (1) | DK2170542T3 (ja) |
| ES (1) | ES2401655T3 (ja) |
| PL (1) | PL2170542T3 (ja) |
| WO (1) | WO2009001150A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201677008U (zh) * | 2010-02-24 | 2010-12-22 | 新东工业株式会社 | 铸型造型装置 |
| CN102205393A (zh) * | 2011-06-23 | 2011-10-05 | 江铃汽车股份有限公司 | 一种起模导向杆和一种造型型板 |
| CN107755646A (zh) * | 2016-08-15 | 2018-03-06 | 科华控股股份有限公司 | 一种壳型分型面粘接接触的多点浮动压紧装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1273241C (zh) * | 1999-02-23 | 2006-09-06 | 迪萨工业有限公司 | 用来生产无箱铸型的机器 |
| WO2006132140A1 (ja) * | 2005-06-07 | 2006-12-14 | Sintokogio, Ltd. | 鋳枠ユニット、上・下鋳型造型装置、および鋳造ライン |
-
2007
- 2007-06-25 EP EP07789435A patent/EP2170542B1/en active Active
- 2007-06-25 PL PL07789435T patent/PL2170542T3/pl unknown
- 2007-06-25 ES ES07789435T patent/ES2401655T3/es active Active
- 2007-06-25 US US12/445,488 patent/US7891404B2/en active Active
- 2007-06-25 CN CNA2007800421333A patent/CN101605620A/zh active Pending
- 2007-06-25 JP JP2009538799A patent/JP5111515B2/ja active Active
- 2007-06-25 DK DK07789435.0T patent/DK2170542T3/da active
- 2007-06-25 WO PCT/IB2007/001707 patent/WO2009001150A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| PL2170542T3 (pl) | 2013-07-31 |
| ES2401655T3 (es) | 2013-04-23 |
| EP2170542A1 (en) | 2010-04-07 |
| CN101605620A (zh) | 2009-12-16 |
| WO2009001150A1 (en) | 2008-12-31 |
| US7891404B2 (en) | 2011-02-22 |
| DK2170542T3 (da) | 2013-03-25 |
| EP2170542B1 (en) | 2013-01-02 |
| JP2010510889A (ja) | 2010-04-08 |
| US20100096100A1 (en) | 2010-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3628259B2 (ja) | 無枠鋳型を製造するための機械 | |
| JPH0484647A (ja) | 無枠鋳型造型機 | |
| EP2195130B1 (en) | A core-setting apparatus used for a molding apparatus and a method for setting a core | |
| JP5111515B2 (ja) | 型枠なし鋳型を作るための機械 | |
| JP4281799B2 (ja) | 鋳枠無し上・下鋳型の造型方法およびその装置 | |
| JP4502077B2 (ja) | 造型機 | |
| JP4645766B2 (ja) | 無枠造型機 | |
| CN110153368B (zh) | 用于在模具串铸造设备中逐步制造及填充砂模的系统 | |
| JP3966353B2 (ja) | 造型機のための鋳枠ユニット及びそれを用いた造型方法 | |
| US3878881A (en) | Method for producing and assembling cope and drag mold parts | |
| CN103752775B (zh) | 用于制造无砂箱砂型的机器 | |
| JP4914920B2 (ja) | 射出成形機構 | |
| JP2798190B2 (ja) | 無枠鋳型造型設備 | |
| SU1224091A1 (ru) | Машина дл изготовлени литейных форм | |
| EP1219830B3 (en) | Cam device for removing and tilting the front plate in a vertical mold casting machine | |
| JP3457564B2 (ja) | パルプモールド成形体の製造方法及び成形機 | |
| CN212331637U (zh) | 多工位注塑模具 | |
| CN118699295A (zh) | 一种垂直射砂双工位造型机 | |
| CN214140847U (zh) | 一种电子元件包装用注塑成型塑胶卷盘 | |
| JPH0130575B2 (ja) | ||
| KR100509265B1 (ko) | 분말성형 방법 및 이에 이용되는 로터리프레스 장치 | |
| WO2012085621A1 (en) | A vertical sand moulding machine | |
| JPS62168640A (ja) | ロータリー式造型機における中子セット装置 | |
| JPH04231146A (ja) | 無枠鋳型造型設備 | |
| SE455064B (sv) | Sett och maskin for formgjutning av betongprodukter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120426 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121009 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5111515 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |