JP5099111B2 - 両面研磨装置 - Google Patents
両面研磨装置 Download PDFInfo
- Publication number
- JP5099111B2 JP5099111B2 JP2009291825A JP2009291825A JP5099111B2 JP 5099111 B2 JP5099111 B2 JP 5099111B2 JP 2009291825 A JP2009291825 A JP 2009291825A JP 2009291825 A JP2009291825 A JP 2009291825A JP 5099111 B2 JP5099111 B2 JP 5099111B2
- Authority
- JP
- Japan
- Prior art keywords
- sensor
- double
- wafer
- sensor holder
- polishing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005498 polishing Methods 0.000 title claims description 92
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 16
- 239000010453 quartz Substances 0.000 claims description 14
- 239000000498 cooling water Substances 0.000 claims description 11
- 239000004744 fabric Substances 0.000 claims description 8
- 238000007599 discharging Methods 0.000 claims description 4
- 239000000463 material Substances 0.000 description 11
- 238000000034 method Methods 0.000 description 9
- 238000001816 cooling Methods 0.000 description 7
- 238000001514 detection method Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 6
- 239000004065 semiconductor Substances 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000006073 displacement reaction Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 239000002002 slurry Substances 0.000 description 5
- 239000002184 metal Substances 0.000 description 4
- 229910001374 Invar Inorganic materials 0.000 description 3
- 239000013078 crystal Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000008119 colloidal silica Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
- H01L21/67253—Process monitoring, e.g. flow or thickness monitoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/005—Control means for lapping machines or devices
- B24B37/013—Devices or means for detecting lapping completion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/04—Lapping machines or devices; Accessories designed for working plane surfaces
- B24B37/07—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool
- B24B37/08—Lapping machines or devices; Accessories designed for working plane surfaces characterised by the movement of the work or lapping tool for double side lapping
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Description
従来の研磨加工方法は、操業開始時等の前加工バッチの研磨スピードを基にして、本加工バッチの研磨時間を算出し、狙い厚さになるように仕上げている。
そして、この研磨加工時の仕上がり厚さのズレが平坦度悪化の原因の一つとなっている。
定寸装置の一例として、ウェーハ厚さを直接計測する光学方式や、渦電流方式、静電容量方式、水晶板を入れて共振によりウェーハ厚さを計測する方式(トランザット方式)が存在する(例えば特許文献1参照)。
その際必要になるのがセンサーホルダー107であり、そのセンサーホルダー107の先端(下端)にセンサー106が保持されている。
このセンサーホルダー107の内部は熱伝導低減のため空洞となっており、例えばスーパーインバー材等のような金属製材料で作られ、上定盤102上面から吊り下げる形で取り付けられている。
そこで、本発明者等はこの誤差が低減できない原因について調査したところ、センサーホルダーに上記したような熱膨張対策をしているにも関わらず、加工中に発生する熱が上定盤からセンサーホルダーに伝達され、センサーホルダーが膨張・収縮してセンサーの位置のズレが発生してしまうことが誤差の大きな原因であることが判明した。
このように、前記石英が、線膨張係数が5.4×10−7/K以下のものであれば、研磨時に発生する熱によってセンサーホルダーが膨張及び収縮するのをより確実に抑制できる。
このように、前記センサーホルダーが水冷できるものであれば、センサーホルダーの熱変動を抑制できるものとなるので、研磨時に発生する熱によってセンサーホルダーが膨張又は収縮するのをより効果的に抑制できるものとなる。
近年、高平坦化を達成した半導体ウェーハを安定して製造するために、研磨する半導体ウェーハの仕上がり厚さを検出しながら研磨を行う、いわゆる定寸研磨が行われている。
このウェーハの仕上がり厚さの検出は、上定盤の回転軸方向に設けられた貫通孔内のウェーハに近い所にセンサーホルダーで保持されたセンサーを配置し、このセンサーを用いてウェーハの厚さを検出しながらウェーハの両面研磨を行い、狙い厚さになるように仕上げている。
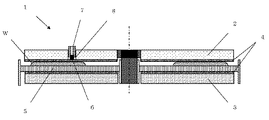
図1に示すように、本発明の両面研磨装置1は、少なくとも、研磨布4が貼付された上定盤2および下定盤3と、上定盤2及び下定盤3の間で半導体ウェーハWを保持するための保持孔(不図示)が形成されたキャリア5とを具備するものである。
また、上定盤2には回転軸方向に貫通孔8が設けられている。そして、この貫通孔8に研磨中のウェーハWの厚さを検出するセンサー6が配置されている。
また、センサー6は、例えば渦電流センサーや静電容量センサー等のような非接触でウェーハWの厚さを精度良く検出できるものが望ましい。
このとき、石英は、特に線膨張係数が5.4×10−7/K以下のものであることが好ましい。
このように、センサーホルダー7が水冷できるものであれば、上記したように、センサーホルダー7の材質を線膨張係数が非常に低く、変形し難いものとしている上、更にセンサーホルダー7の熱変動自体を抑制できるものとなるので、ウェーハの研磨加工時に発生する熱によってセンサーホルダー7が膨張及び収縮するのをより効果的に抑制できるものとなる。
図2に示すように、センサーホルダー7の形状は筒状であり、そのサイズは特に限定されることはないが、図1に示すような上定盤2の貫通孔8に接触しない程度に内径を小さくすることができる。センサーホルダー7の形状が筒状であれば、冷却効果を高めることができ、センサーホルダー7が上定盤2の貫通孔8に接触しなければ、研磨加工中に発生する熱が上定盤2からセンサーホルダー7に伝熱し難くなるので好ましい。
また、センサー6はセンサーホルダー7の最下端の位置に、例えばネジで固定される等して保持される。このようにしてセンサー6をセンサーホルダー7によって保持することによって、センサー6をよりウェーハの近くに配置でき、ウェーハの厚さを精度良く検出できる。
またここで、センサーホルダー7の導入口9から導入する冷却水を、例えば上記した定盤を冷却するための冷却経路から分岐して導入する構成とすることができる。このような構成であれば、上定盤2とセンサーホルダー7の温度差を低減してセンサーホルダー7の温度変化を抑制できるので好ましい。
この際、センサーを図2に示すような本発明の両面研磨装置の石英材(線膨張係数5.4×10−7/K)のセンサーホルダーにより保持した場合と、図3に示すような従来の両面研磨装置のスーパーインバー材(線膨張係数1.0×10−6/K)のセンサーホルダーにより保持した場合のセンサーで検出した金属板までの距離の変化量を評価した。
ウェーハ: 直径300mm、P−型、結晶方位<110>
研磨布: 単一発泡ウレタンパッド
研磨スラリー: NaOHベースコロイダルシリカ
加工加重: 100−200g/cm2
図4(A)(B)に示すように、本発明の両面研磨装置を用いた場合は、従来の両面研磨装置を用いた場合と比較して、検出した金属板までの距離の変化量がかなり小さくなっている。このときの研磨前と研磨後の検出距離の差は、従来のもので0.58μmであったのに対し、本発明では0.06μmであり、センサーホルダーの変形が大幅に改善されている。
図1に示すような本発明の両面研磨装置を用いて、センサーによりウェーハの厚さを検出しながらウェーハの両面研磨を行った。このとき、狙い厚さを775μmに設定し、センサーによる検出が狙い厚さとなったときに研磨を停止するようにした。
ここで、センサーは渦電流センサーを用い、水冷構造のない筒状の石英材のセンサーホルダー(実施例1)、及び図2に示すような水冷構造の石英材のセンサーホルダー(実施例2)によってセンサーを保持するようにした。
両面研磨装置: 不二越機械製両面研磨装置
ウェーハ: 直径300mm、P−型、結晶方位<110>
研磨布: 単一発泡ウレタンパッド
研磨スラリー: NaOHベースコロイダルシリカ
加工加重: 100−200g/cm2
厚さの誤差に関する結果を表1に示す。表1に示すように、実施例1、2とも後述する比較例の結果と比べ誤差の平均値が小さくなっていることが分かる。また、水冷構造のセンサーホルダーを用いた実施例2は実施例1と比べ誤差の平均値がおよそ半減していることが分かる。
また、SFQR(max)の結果を表2に示す。表2に示すように、実施例1、2の結果は後述する比較例の結果と比べ小さくなっていることが分かる。このことにより、本発明の両面研磨装置によって、ウェーハ厚さを精度よく検出して、狙い厚さに対して適切なタイミングで研磨を停止することにより平坦度も改善できると言える。
図3に示すようなスーパーインバー材からなり、水冷もされていないセンサーホルダーを有する従来の両面研磨装置を用いた以外、実施例1と同様にしてウェーハを両面研磨し、実施例1と同様に評価した。
その結果、表1に示すように、ウェーハの厚さと狙い厚さとの誤差は、実施例1、2と比べ悪化していることが分かる。
また、表2に示すように、SFQR(max)も同様に実施例1、2と比べ悪化していることが分かる。

6…センサー、 7…センサーホルダー、 8…貫通孔、 9…導入口、
10…排出口、 11…ネジ穴、 12…胴体部。
Claims (4)
- 少なくとも、研磨布が貼付された上下の定盤と、該上下の定盤間でウェーハを保持するための保持孔が形成されたキャリアと、前記上定盤の回転軸方向に設けられた貫通孔に配置され、研磨中の前記ウェーハの厚さを検出するセンサーと、該センサーを保持するセンサーホルダーとを有する両面研磨装置であって、
前記センサーホルダーは前記上定盤の貫通孔内に収容され、材質が石英であることを特徴とする両面研磨装置。 - 前記石英は、線膨張係数が5.4×10−7/K以下のものであることを特徴とする請求項1に記載の両面研磨装置。
- 前記センサーホルダーは水冷できるものであることを特徴とする請求項1又は請求項2に記載の両面研磨装置。
- 前記センサーホルダーは、形状が前記上定盤の貫通孔内に収容される筒状であり、該筒形状の最下端の位置に前記センサーを保持するものであり、前記筒の内部に冷却水を導入する導入口と、前記冷却水を排出する排出口を有するものであることを特徴とする請求項1乃至請求項3のいずれか1項に記載の両面研磨装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009291825A JP5099111B2 (ja) | 2009-12-24 | 2009-12-24 | 両面研磨装置 |
| DE112010004987.4T DE112010004987B4 (de) | 2009-12-24 | 2010-11-16 | Doppelseitige Poliervorrichtung |
| PCT/JP2010/006711 WO2011077631A1 (ja) | 2009-12-24 | 2010-11-16 | 両面研磨装置 |
| SG2012040432A SG181470A1 (en) | 2009-12-24 | 2010-11-16 | Dual-surface polishing device |
| US13/509,696 US8834234B2 (en) | 2009-12-24 | 2010-11-16 | Double-side polishing apparatus |
| KR1020127016331A KR101642974B1 (ko) | 2009-12-24 | 2010-11-16 | 양면 연마 장치 |
| TW099141253A TWI453092B (zh) | 2009-12-24 | 2010-11-29 | Double-sided grinding device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009291825A JP5099111B2 (ja) | 2009-12-24 | 2009-12-24 | 両面研磨装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011134823A JP2011134823A (ja) | 2011-07-07 |
| JP5099111B2 true JP5099111B2 (ja) | 2012-12-12 |
Family
ID=44195185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009291825A Active JP5099111B2 (ja) | 2009-12-24 | 2009-12-24 | 両面研磨装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8834234B2 (ja) |
| JP (1) | JP5099111B2 (ja) |
| KR (1) | KR101642974B1 (ja) |
| DE (1) | DE112010004987B4 (ja) |
| SG (1) | SG181470A1 (ja) |
| TW (1) | TWI453092B (ja) |
| WO (1) | WO2011077631A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5630414B2 (ja) | 2011-10-04 | 2014-11-26 | 信越半導体株式会社 | ウェーハの加工方法 |
| CN102528645A (zh) * | 2012-02-15 | 2012-07-04 | 蔡桂芳 | 大尺寸超薄石英玻璃片双面抛光加工方法 |
| TWI465317B (zh) * | 2012-06-25 | 2014-12-21 | Sumco Corp | 工作件的硏磨方法及工作件的硏磨裝置 |
| JP6165265B2 (ja) * | 2012-12-18 | 2017-07-19 | サンエディソン・セミコンダクター・リミテッドSunEdison Semiconductor Limited | プラテンの平行度を制御した両面研磨機 |
| KR101660900B1 (ko) * | 2015-01-16 | 2016-10-10 | 주식회사 엘지실트론 | 웨이퍼 연마 장치 및 이를 이용한 웨이퍼 연마 방법 |
| KR102457698B1 (ko) * | 2016-01-05 | 2022-10-24 | 에스케이실트론 주식회사 | 웨이퍼 연마 장치와 방법 |
| JP6451825B1 (ja) * | 2017-12-25 | 2019-01-16 | 株式会社Sumco | ウェーハの両面研磨方法 |
| JP7435113B2 (ja) * | 2020-03-23 | 2024-02-21 | 株式会社Sumco | ワークの両面研磨装置 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3571978A (en) * | 1967-09-11 | 1971-03-23 | Spitfire Tool & Machine Co Inc | Lapping machine having pressure plates, the temperature of which is controlled by a coolant |
| US3823515A (en) * | 1973-03-27 | 1974-07-16 | Norton Co | Method and means of grinding with electrophoretic assistance |
| US3916573A (en) * | 1973-05-17 | 1975-11-04 | Colorant Schmuckstein Gmbh | Apparatus for grinding a gem stone |
| US4705016A (en) * | 1985-05-17 | 1987-11-10 | Disco Abrasive Systems, Ltd. | Precision device for reducing errors attributed to temperature change reduced |
| JPS63237867A (ja) * | 1987-03-23 | 1988-10-04 | Daisho Seiki Kk | 平面研削盤の砥石位置検出装置 |
| JP2949241B2 (ja) * | 1990-06-29 | 1999-09-13 | 日本電波工業株式会社 | 圧電体の研磨制御装置 |
| US5136817A (en) | 1990-02-28 | 1992-08-11 | Nihon Dempa Kogyo Co., Ltd. | Automatic lapping apparatus for piezoelectric materials |
| US5433651A (en) * | 1993-12-22 | 1995-07-18 | International Business Machines Corporation | In-situ endpoint detection and process monitoring method and apparatus for chemical-mechanical polishing |
| US5595529A (en) * | 1994-03-28 | 1997-01-21 | Speedfam Corporation | Dual column abrading machine |
| US5605487A (en) * | 1994-05-13 | 1997-02-25 | Memc Electric Materials, Inc. | Semiconductor wafer polishing appartus and method |
| JPH1034529A (ja) * | 1996-07-18 | 1998-02-10 | Speedfam Co Ltd | 自動定寸装置 |
| JPH10202514A (ja) * | 1997-01-20 | 1998-08-04 | Speedfam Co Ltd | 自動定寸装置 |
| JP2000006018A (ja) * | 1998-06-23 | 2000-01-11 | Disco Abrasive Syst Ltd | 研削装置 |
| JP3045232B2 (ja) * | 1998-10-16 | 2000-05-29 | 株式会社東京精密 | ウェーハ研磨装置及び研磨量検出方法 |
| US6402589B1 (en) | 1998-10-16 | 2002-06-11 | Tokyo Seimitsu Co., Ltd. | Wafer grinder and method of detecting grinding amount |
| JP3854056B2 (ja) * | 1999-12-13 | 2006-12-06 | 株式会社荏原製作所 | 基板膜厚測定方法、基板膜厚測定装置、基板処理方法及び基板処理装置 |
| US6476921B1 (en) * | 2000-07-31 | 2002-11-05 | Asml Us, Inc. | In-situ method and apparatus for end point detection in chemical mechanical polishing |
| EP1211500B1 (en) * | 2000-12-01 | 2009-09-02 | Nsk Ltd | Rolling bearing apparatus with sensor |
| US6687643B1 (en) * | 2000-12-22 | 2004-02-03 | Unirex, Inc. | In-situ sensor system and method for data acquisition in liquids |
| US6796879B2 (en) * | 2002-01-12 | 2004-09-28 | Taiwan Semiconductor Manufacturing Co., Ltd. | Dual wafer-loss sensor and water-resistant sensor holder |
| TWI250133B (en) * | 2002-01-31 | 2006-03-01 | Shinetsu Chemical Co | Large-sized substrate and method of producing the same |
| JP2004117626A (ja) | 2002-09-25 | 2004-04-15 | Canon Finetech Inc | 画像形成装置 |
| EP1645860A1 (en) * | 2003-07-11 | 2006-04-12 | Mitsui Mining & Smelting Co., Ltd. | Leakage detector and leakage detection system using the same |
| KR100495416B1 (ko) * | 2003-07-24 | 2005-06-16 | 이금석 | 광섬유격자센서용 고정구 |
| KR100547431B1 (ko) * | 2003-08-01 | 2006-01-31 | 엘지엔시스(주) | 매체의 두께검지장치 |
| JP3993856B2 (ja) * | 2004-01-22 | 2007-10-17 | 光洋機械工業株式会社 | 両頭平面研削装置 |
| KR100670732B1 (ko) * | 2005-02-24 | 2007-01-19 | 인제대학교 산학협력단 | 하전된 콜로이드 입자의 전기적 신호 측정용 미세나노전극,이를 이용한 장치 및 방법 |
| JP2006231471A (ja) * | 2005-02-25 | 2006-09-07 | Speedfam Co Ltd | 両面ポリッシュ加工機とその定寸制御方法 |
| JP4847070B2 (ja) * | 2005-08-26 | 2011-12-28 | 株式会社岡本工作機械製作所 | 二点式インプロセスゲ−ジ機器を備える基板研削装置 |
| JP4997815B2 (ja) * | 2006-04-12 | 2012-08-08 | 旭硝子株式会社 | 高平坦かつ高平滑なガラス基板の作製方法 |
| JP5009101B2 (ja) * | 2006-10-06 | 2012-08-22 | 株式会社荏原製作所 | 基板研磨装置 |
| US7614315B2 (en) * | 2007-02-16 | 2009-11-10 | Shaw Intellectual Property Holdings, Inc. | Sorbent trap cartridge for mercury emissions monitoring |
| US8342019B2 (en) * | 2009-05-29 | 2013-01-01 | Horiba, Ltd. | Exhaust gas analyzer and probe unit |
| JP5407675B2 (ja) * | 2009-09-03 | 2014-02-05 | 株式会社リコー | 画像読取装置および画像形成装置 |
-
2009
- 2009-12-24 JP JP2009291825A patent/JP5099111B2/ja active Active
-
2010
- 2010-11-16 KR KR1020127016331A patent/KR101642974B1/ko active IP Right Grant
- 2010-11-16 SG SG2012040432A patent/SG181470A1/en unknown
- 2010-11-16 WO PCT/JP2010/006711 patent/WO2011077631A1/ja active Application Filing
- 2010-11-16 US US13/509,696 patent/US8834234B2/en active Active
- 2010-11-16 DE DE112010004987.4T patent/DE112010004987B4/de active Active
- 2010-11-29 TW TW099141253A patent/TWI453092B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI453092B (zh) | 2014-09-21 |
| KR101642974B1 (ko) | 2016-07-26 |
| US20120329373A1 (en) | 2012-12-27 |
| DE112010004987T5 (de) | 2013-01-17 |
| DE112010004987B4 (de) | 2024-02-08 |
| KR20120120176A (ko) | 2012-11-01 |
| JP2011134823A (ja) | 2011-07-07 |
| WO2011077631A1 (ja) | 2011-06-30 |
| US8834234B2 (en) | 2014-09-16 |
| TW201130600A (en) | 2011-09-16 |
| SG181470A1 (en) | 2012-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5099111B2 (ja) | 両面研磨装置 | |
| KR101738885B1 (ko) | 개선된 폴리싱 패드 프로파일들을 위한 폐쇄-루프 제어 | |
| US10744616B2 (en) | Wafer polishing method and apparatus | |
| JP3734018B2 (ja) | ワイヤソーおよび切断方法 | |
| JP2007287787A (ja) | 半導体装置の製造方法及び装置 | |
| KR20170061653A (ko) | 반도체 웨이퍼의 매엽식 편면 연마 방법 및 반도체 웨이퍼의 매엽식 편면 연마 장치 | |
| WO2012090366A1 (ja) | ワークの研磨方法及び研磨装置 | |
| JP2010034479A (ja) | ウェーハの研磨方法 | |
| KR102299152B1 (ko) | 연마방법 | |
| KR20160139619A (ko) | 화학 기계적 기판 연마장치 | |
| KR101904062B1 (ko) | 워크의 두께 측정 장치, 측정 방법, 및 워크의 연마 장치 | |
| US9666477B2 (en) | Method of manufacturing semiconductor device | |
| JP4959669B2 (ja) | プローブ装置 | |
| JP2012232353A (ja) | ワークの研磨方法及び研磨装置 | |
| JP5867359B2 (ja) | ウェーハの評価方法及びウェーハの研磨方法 | |
| JP2002337046A (ja) | 研磨装置、研磨方法および半導体装置の製造方法 | |
| JP2006026897A (ja) | 研磨装置及び研磨方法 | |
| KR20220006047A (ko) | 편면연마방법 | |
| JP2009033204A (ja) | 半導体ウェーハのプラズマエッチング方法 | |
| JP2006196722A (ja) | ドライエッチング方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111129 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20120330 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20120418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120606 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120828 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120910 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5099111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |