JP5093809B2 - ディスク基板成形機およびディスク基板成形方法 - Google Patents
ディスク基板成形機およびディスク基板成形方法 Download PDFInfo
- Publication number
- JP5093809B2 JP5093809B2 JP2008109705A JP2008109705A JP5093809B2 JP 5093809 B2 JP5093809 B2 JP 5093809B2 JP 2008109705 A JP2008109705 A JP 2008109705A JP 2008109705 A JP2008109705 A JP 2008109705A JP 5093809 B2 JP5093809 B2 JP 5093809B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- movable
- mold clamping
- clamping cylinder
- disk substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000758 substrate Substances 0.000 title claims description 62
- 238000000465 moulding Methods 0.000 title claims description 55
- 238000000034 method Methods 0.000 title claims description 10
- 239000011347 resin Substances 0.000 claims description 24
- 229920005989 resin Polymers 0.000 claims description 24
- 238000003825 pressing Methods 0.000 claims description 2
- 238000002347 injection Methods 0.000 description 34
- 239000007924 injection Substances 0.000 description 34
- 239000003921 oil Substances 0.000 description 18
- 230000006835 compression Effects 0.000 description 7
- 238000007906 compression Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 6
- 230000005484 gravity Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000001746 injection moulding Methods 0.000 description 4
- 238000000748 compression moulding Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
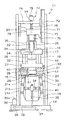
13 型締装置
17 固定盤
20 可動盤
21 トグルリンク
26 固定金型
27 第一可動盤
28 第二可動盤
29 型締シリンダ
31 ラム
32 可動金型
35 型開閉用サーボモータ
Claims (3)
- 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出してディスク基板を成形するディスク基板成形機において、
サーボモータによって駆動される型開閉機構と、
サーボバルブによって駆動される型締シリンダを備えた型締機構とが設けられ、
第一可動盤に前記可動金型が配設され、
型開閉機構を構成するトグルリンクが背面に取付けられる第二可動盤に前記型締シリンダが配設され、該型締シリンダのラムが前記第一可動盤の背面に固定され、
前記型締シリンダにはアキュームレータが接続され、前記アキュームレータに蓄圧された油により型締シリンダの昇圧を行い、キャビティ内の溶融樹脂を加圧することを特徴とするディスク基板成形機。 - 前記ラムの直径は成形されるディスクの直径よりも大きく設けられていることを特徴とする請求項1に記載のディスク基板成形機。
- 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出してディスク基板を成形するディスク基板成形方法において、
サーボモータによって駆動される型開閉機構と、
サーボバルブによって駆動される型締シリンダを備えた型締機構とが設けられ、
第一可動盤に前記可動金型が配設され、
型開閉機構を構成するトグルリンクが背面に取付けられる第二可動盤に前記型締シリンダが配設され、該型締シリンダのラムが前記第一可動盤の背面に固定され、
前記ラムの直径は成形されるディスクの直径よりも大きく設けられ、前記型締シリンダにはアキュームレータが接続され、アキュームレータに蓄圧された油により型締シリンダの昇圧を行い、キャビティ内の溶融樹脂を加圧することを特徴とするディスク基板成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008109705A JP5093809B2 (ja) | 2008-04-21 | 2008-04-21 | ディスク基板成形機およびディスク基板成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008109705A JP5093809B2 (ja) | 2008-04-21 | 2008-04-21 | ディスク基板成形機およびディスク基板成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009255462A JP2009255462A (ja) | 2009-11-05 |
| JP5093809B2 true JP5093809B2 (ja) | 2012-12-12 |
Family
ID=41383526
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008109705A Expired - Fee Related JP5093809B2 (ja) | 2008-04-21 | 2008-04-21 | ディスク基板成形機およびディスク基板成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5093809B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6339408B2 (ja) * | 2014-05-12 | 2018-06-06 | Towa株式会社 | モールド装置、圧縮成形装置および圧縮成形方法 |
| KR101568641B1 (ko) | 2015-01-27 | 2015-11-11 | 대창기계공업 주식회사 | 실린더장치 및 이를 이용한 하이브리드타입 블로우 성형기 |
| CN112477034A (zh) * | 2019-09-12 | 2021-03-12 | 日精树脂工业株式会社 | 具有对开螺母的合模装置以及注射成型装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02215509A (ja) * | 1989-02-17 | 1990-08-28 | Toshiba Mach Co Ltd | 型締装置 |
| JP2800379B2 (ja) * | 1990-06-30 | 1998-09-21 | 三菱マテリアル株式会社 | トランスファー成形機 |
| JP3206889B2 (ja) * | 1997-03-19 | 2001-09-10 | 東芝機械株式会社 | 射出成形機等の型締装置 |
| JP3860999B2 (ja) * | 2001-12-21 | 2006-12-20 | 三菱重工プラスチックテクノロジー株式会社 | 射出圧縮成形機の型締装置及び型締方法 |
| JP3913198B2 (ja) * | 2003-07-08 | 2007-05-09 | 東洋機械金属株式会社 | 縦型射出成形機 |
| JP4223537B2 (ja) * | 2006-08-22 | 2009-02-12 | 株式会社名機製作所 | ディスク基板の成形用金型およびその鏡面板ならびにディスク基板の成形方法およびディスク基板 |
| JP4671294B2 (ja) * | 2006-10-30 | 2011-04-13 | 株式会社名機製作所 | 射出成形機の射出圧縮成形方法 |
-
2008
- 2008-04-21 JP JP2008109705A patent/JP5093809B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009255462A (ja) | 2009-11-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5153023B1 (ja) | 繊維を含む樹脂成形品の圧縮成形方法 | |
| JP4979636B2 (ja) | 射出成形機および射出成形方法 | |
| JP7032188B2 (ja) | 射出成形機 | |
| CN102574319A (zh) | 注射成形机的成形方法 | |
| JP7315441B2 (ja) | 射出成形機 | |
| WO2001043942A1 (en) | Resin sealing mold and resin sealing method | |
| JP6797723B2 (ja) | 射出成形機 | |
| JP5093809B2 (ja) | ディスク基板成形機およびディスク基板成形方法 | |
| JP4671294B2 (ja) | 射出成形機の射出圧縮成形方法 | |
| CN108790010A (zh) | 注射成型机 | |
| JP2009255463A (ja) | 射出成形機および射出成形方法 | |
| TWI503219B (zh) | A thin plate injection molding method and a thin plate injection press forming apparatus | |
| JP4425691B2 (ja) | 射出成形機の金型装置および射出成形方法 | |
| JP5654327B2 (ja) | ダイカストマシン及びダイカストマシンの増圧制御方法 | |
| JP5278111B2 (ja) | 射出成形機 | |
| JPH05245893A (ja) | 射出圧縮成形装置およびその制御方法 | |
| JP2022131756A (ja) | 射出成形機 | |
| KR100696026B1 (ko) | 사출 성형기의 복합식 형체 장치 | |
| KR20170038159A (ko) | 사출성형기 | |
| JP7102088B2 (ja) | 成形機の制御方法および成形機 | |
| CN108501298B (zh) | 注射成型机 | |
| JP4502669B2 (ja) | 射出成形機及びその制御方法 | |
| JP4089906B2 (ja) | 樹脂の加圧充填成形における成形監視方法 | |
| JPH05200820A (ja) | 横形射出圧縮成形装置 | |
| JP2004014936A (ja) | 封止成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111025 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120709 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120912 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120912 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |