JP5074427B2 - ファイバ作成中にファイバプリフォーム内の二元圧力制御を可能にする方法 - Google Patents
ファイバ作成中にファイバプリフォーム内の二元圧力制御を可能にする方法 Download PDFInfo
- Publication number
- JP5074427B2 JP5074427B2 JP2008557295A JP2008557295A JP5074427B2 JP 5074427 B2 JP5074427 B2 JP 5074427B2 JP 2008557295 A JP2008557295 A JP 2008557295A JP 2008557295 A JP2008557295 A JP 2008557295A JP 5074427 B2 JP5074427 B2 JP 5074427B2
- Authority
- JP
- Japan
- Prior art keywords
- preform
- pressure
- slot
- holes
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/07—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
- C03B37/02781—Hollow fibres, e.g. holey fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/022—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from molten glass in which the resultant product consists of different sorts of glass or is characterised by shape, e.g. hollow fibres, undulated fibres, fibres presenting a rough surface
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/10—Non-chemical treatment
- C03B37/14—Re-forming fibres or filaments, i.e. changing their shape
- C03B37/15—Re-forming fibres or filaments, i.e. changing their shape with heat application, e.g. for making optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/42—Photonic crystal fibres, e.g. fibres using the photonic bandgap PBG effect, microstructured or holey optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2205/00—Fibre drawing or extruding details
- C03B2205/10—Fibre drawing or extruding details pressurised
Description
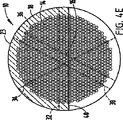
12 毛管
14 孔
16 中空コア
18 外被ガラス管
20,22 プリフォーム端面
23 プリフォーム外周
28 黒鉛ロッド
30,32,34,36,38,40,42 スロット
Claims (9)
- フォトニック結晶光ファイバを作成する方法において、
複数の孔及び外周を有するプリフォームであって、前記孔が該プリフォームの第1の端面から該プリフォームの第2の端面まで貫通している、プリフォームを提供する工程、
径方向に内側に延びる少なくとも1つのスロットを、該少なくとも1つのスロットが前記孔の少なくともいくつかと交差し、しかも該少なくとも1つのスロットが前記孔の少なくとも1つとは交差しないように、前記プリフォーム内に形成する工程、
前記少なくとも1つのスロットに第1の圧力を導入することによって、前記少なくとも1つのスロットが交差している前記孔内に前記第1の圧力を確立する工程、
前記少なくとも1つのスロットが交差していない前記少なくとも1つの孔の一端に第2の圧力を導入することによって、前記少なくとも1つのスロットが交差していない前記少なくとも1つの孔内に前記第2の圧力を確立する工程、及び
前記第1の圧力及び前記第2の圧力を独立に制御しながら、前記プリフォームをファイバに線引きする工程、
を有してなる方法。 - 前記プリフォームをファイバに線引きする前記工程が、前記線引工程の少なくとも一部の間は前記第2の圧力が前記第1の圧力と異なるように、前記第1の圧力及び前記第2の圧力を独立に制御する工程を含むことを特徴とする請求項1に記載の方法。
- 前記少なくとも1つのスロットを形成する前記工程が、それぞれが前記プリフォームの前記外周の30°から180°の範囲内の弧と交差する、少なくとも2つのスロットを形成する工程を含むことを特徴とする請求項1に記載の方法。
- 前記少なくとも2つのスロットを形成する前記工程が、前記プリフォームの前記外周の70°から180°の範囲内の弧と交差するように、前記スロットを形成する工程を含むことを特徴とする請求項3に記載の方法。
- 前記プリフォームの前記第1の端面において前記孔の前記少なくともいくつかを封じると同時に前記プリフォームの前記孔の少なくとも1つを通してガスを流し、よって、前記プリフォームの前記孔の、前記ガスを受け入れている、前記少なくとも1つの閉塞を阻止する工程、
をさらに含むことを特徴とする請求項1に記載の方法。 - 前記プリフォームの前記第1の端面において前記孔の前記少なくともいくつかを封じると同時に前記孔の少なくとも1つにプラグを挿入し、よって、前記孔の前記少なくとも1つの閉塞を阻止する工程、及びその後に前記プラグを除去する工程、
をさらに含むことを特徴とする請求項1に記載の方法。 - 第1の管を前記プリフォームの前記第1の端面に、前記第1の管が前記プリフォームの前記第1の端面において封じられていない前記プリフォームの前記孔と気体流通状態にあるように、固着する工程、
をさらに含み、
前記第2の圧力が、前記第1の管を介して、前記第1の端面において封じられていない前記プリフォームの前記孔と通じることを特徴とする請求項1に記載の方法。 - 前記プリフォームの少なくとも一部を中に封入する第2の管を提供する工程、及び
前記第2の管を前記プリフォームの前記外周に、前記第2の管が前記少なくとも1つのスロットと気体流通状態にあるように、固着する工程、
をさらに含み、
前記第1の圧力が前記第2の管を介して前記プリフォームの前記少なくとも1つのスロットと通じることを特徴とする請求項7に記載の方法。 - 前記プリフォームの少なくとも一部を中に封入する管を提供する工程、及び
前記管を前記プリフォームの前記外周に、前記管が前記少なくとも1つのスロットと気体流通状態にあるように、固着する工程、
をさらに含み、
前記第1の圧力が前記管を介して前記プリフォームの前記少なくとも1つのスロットと通じることを特徴とする請求項1に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/366,654 | 2006-03-01 | ||
| US11/366,654 US7793521B2 (en) | 2006-03-01 | 2006-03-01 | Method enabling dual pressure control within fiber preform during fiber fabrication |
| PCT/US2007/004532 WO2007106305A2 (en) | 2006-03-01 | 2007-02-20 | Method enabling dual pressure control within fiber preform during fiber fabrication |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009528248A JP2009528248A (ja) | 2009-08-06 |
| JP2009528248A5 JP2009528248A5 (ja) | 2010-07-01 |
| JP5074427B2 true JP5074427B2 (ja) | 2012-11-14 |
Family
ID=38470313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008557295A Expired - Fee Related JP5074427B2 (ja) | 2006-03-01 | 2007-02-20 | ファイバ作成中にファイバプリフォーム内の二元圧力制御を可能にする方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7793521B2 (ja) |
| EP (1) | EP1989151B1 (ja) |
| JP (1) | JP5074427B2 (ja) |
| KR (1) | KR20080113219A (ja) |
| CN (1) | CN101426743A (ja) |
| WO (1) | WO2007106305A2 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7343074B1 (en) * | 2007-02-27 | 2008-03-11 | Corning Incorporated | Optical waveguide environmental sensor and method of manufacture |
| US7496260B2 (en) * | 2007-03-27 | 2009-02-24 | Imra America, Inc. | Ultra high numerical aperture optical fibers |
| DE102007024725B4 (de) * | 2007-05-25 | 2011-09-29 | Heraeus Quarzglas Gmbh & Co. Kg | Abscheidebrenner und Verfahren für dessen Herstellung, dessen Verwendung in einer Brenneranordnung sowie Verfahren zur Herstellung eines Rohlings aus synthetischem Quarzglas unter Einsatz der Brenneranordnung |
| JP5170863B2 (ja) * | 2007-06-14 | 2013-03-27 | 古河電気工業株式会社 | ホーリーファイバの製造方法 |
| WO2009029987A1 (en) * | 2007-09-04 | 2009-03-12 | The University Of Sydney | A method for making microstructured fibres sensitive to the external environment |
| GB0719376D0 (en) * | 2007-10-03 | 2007-11-14 | Univ Bath | Hollow-core photonic crystal fibre |
| JP5017456B2 (ja) * | 2009-04-09 | 2012-09-05 | 株式会社フジクラ | 空孔付き光ファイバの空孔径の測定方法、ならびに空孔付き光ファイバの製造方法 |
| CN102815864B (zh) * | 2012-09-21 | 2015-01-07 | 中国电子科技集团公司第四十六研究所 | 一种光子晶体光纤的制备方法 |
| WO2015040189A2 (en) * | 2013-09-20 | 2015-03-26 | University Of Southampton | Hollow-core photonic bandgap fibers and methods of manufacturing the same |
| CN108473356B (zh) * | 2015-11-10 | 2022-05-17 | Nkt光子学有限公司 | 用于预制件的元件、纤维生产方法和由预制件拉制的光纤 |
| JP7107840B2 (ja) | 2015-12-23 | 2022-07-27 | エヌケイティー フォトニクス アクティーゼルスカブ | 中空コア光ファイバおよびレーザシステム |
| CN108474914B (zh) | 2015-12-23 | 2021-02-02 | Nkt光子学有限公司 | 光子晶体光纤组件 |
| US20190135679A1 (en) | 2016-04-27 | 2019-05-09 | Nkt Photonics A/S | A method of fiber production |
| RU2629133C1 (ru) * | 2016-09-27 | 2017-08-24 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Саратовский национальный исследовательский государственный университет имени Н.Г. Чернышевского" | Способ селективной запайки внешних оболочек фотонно-кристаллических волноводов с полой сердцевиной |
| CN106495464B (zh) * | 2016-10-27 | 2018-10-16 | 北京航空航天大学 | 一种用于光子带隙光纤拉制的气压控制方法及装置 |
| US11787727B2 (en) * | 2018-04-18 | 2023-10-17 | Lawrence Livermore National Security, Llc | Method for fabrication of sleeveless photonic crystal canes with an arbitrary shape |
| US11203547B2 (en) * | 2018-07-23 | 2021-12-21 | Ofs Fitel, Llc | Hollow core optical fiber with controlled diameter hollow regions and method of making the same |
| EP3832363A1 (en) * | 2019-12-03 | 2021-06-09 | ASML Netherlands B.V. | A device and method for connecting a fibre preform to a pressure supply system |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2516387A1 (de) * | 1975-04-15 | 1976-10-21 | Siemens Ag | Verfahren zur herstellung von optischen einmaterialfasern |
| US4931076A (en) * | 1987-08-07 | 1990-06-05 | Corning Incorporated | Method of making fiber optic coupler |
| FR2655326B1 (fr) * | 1989-12-01 | 1992-02-21 | Thomson Csf | Procede de realisation d'une fibre optique creuse et dispositif de realisation d'une fibre optique creuse. |
| US5802236A (en) | 1997-02-14 | 1998-09-01 | Lucent Technologies Inc. | Article comprising a micro-structured optical fiber, and method of making such fiber |
| CN1178079C (zh) | 1999-02-19 | 2004-12-01 | 布拉兹光子学有限公司 | 光子晶体光纤和光子晶体光纤的生产方法 |
| US6636677B2 (en) | 2000-02-28 | 2003-10-21 | Sumitomo Electric Industries, Ltd. | Optical fiber |
| US6526209B1 (en) | 2000-04-17 | 2003-02-25 | Sumitomo Electric Industries, Ltd. | Optical fiber having improved optics and structure |
| US6766088B2 (en) | 2000-05-01 | 2004-07-20 | Sumitomo Electric Industries, Ltd. | Optical fiber and method for making the same |
| AU2002223515A1 (en) | 2000-11-20 | 2002-05-27 | Crystal Fibre A/S | A micro-structured optical fibre |
| JP4759816B2 (ja) | 2001-02-21 | 2011-08-31 | 住友電気工業株式会社 | 光ファイバの製造方法 |
| WO2002072489A2 (en) * | 2001-03-09 | 2002-09-19 | Crystal Fibre A/S | Fabrication of microstructured fibres |
| CA2443129A1 (en) | 2001-04-12 | 2002-10-24 | Emilia Anderson | High index-contrast fiber waveguides and applications |
| WO2003080524A1 (en) | 2002-03-20 | 2003-10-02 | Crystal Fibre A/S | Method of drawing microstructured glass optical fibres from a preform |
| JP4158391B2 (ja) | 2002-03-25 | 2008-10-01 | 住友電気工業株式会社 | 光ファイバおよびその製造方法 |
| US20030230118A1 (en) | 2002-06-12 | 2003-12-18 | Dawes Steven B. | Methods and preforms for drawing microstructured optical fibers |
| FR2843746B1 (fr) | 2002-08-22 | 2004-11-19 | Cit Alcatel | Procede de fabrication d'une fibre optique a microstructure |
| US6917741B2 (en) * | 2002-11-18 | 2005-07-12 | Corning Incorporated | Methods for manufacturing microstructured optical fibers with arbitrary core size |
| WO2004053550A1 (en) | 2002-12-09 | 2004-06-24 | Crystal Fibre A/S | Improvements relating to photonic crystal fibres |
| JP2004238426A (ja) * | 2003-02-04 | 2004-08-26 | Sumitomo Chem Co Ltd | エチレン共重合体樹脂の製造方法 |
| JP2004339004A (ja) * | 2003-05-15 | 2004-12-02 | Sumitomo Electric Ind Ltd | 光ファイバの製造方法 |
| GB0317352D0 (en) * | 2003-07-24 | 2003-08-27 | Blazephotonics Ltd | Optical fibres |
| US6996317B2 (en) | 2003-10-23 | 2006-02-07 | Fitel U.S.A. Corp. | Optical devices including microstructured fiber sections disposed for transverse signal propagation |
| US20060133753A1 (en) * | 2004-12-22 | 2006-06-22 | Nelson Brian K | Hole assisted fiber device and fiber preform |
-
2006
- 2006-03-01 US US11/366,654 patent/US7793521B2/en active Active
-
2007
- 2007-02-20 WO PCT/US2007/004532 patent/WO2007106305A2/en active Application Filing
- 2007-02-20 EP EP07751302A patent/EP1989151B1/en not_active Expired - Fee Related
- 2007-02-20 CN CNA2007800142496A patent/CN101426743A/zh active Pending
- 2007-02-20 KR KR1020087023979A patent/KR20080113219A/ko not_active Application Discontinuation
- 2007-02-20 JP JP2008557295A patent/JP5074427B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007106305A3 (en) | 2007-12-27 |
| KR20080113219A (ko) | 2008-12-29 |
| JP2009528248A (ja) | 2009-08-06 |
| US7793521B2 (en) | 2010-09-14 |
| EP1989151B1 (en) | 2012-11-07 |
| CN101426743A (zh) | 2009-05-06 |
| WO2007106305A2 (en) | 2007-09-20 |
| EP1989151A2 (en) | 2008-11-12 |
| EP1989151A4 (en) | 2011-07-06 |
| US20070204656A1 (en) | 2007-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5074427B2 (ja) | ファイバ作成中にファイバプリフォーム内の二元圧力制御を可能にする方法 | |
| US7295740B2 (en) | High air fraction photonic band gap fibers | |
| US8215129B2 (en) | Method of drawing microstructured glass optical fibers from a preform, and a preform combined with a connector | |
| EP0359351B1 (en) | Optical fibre coupler and method of making such a coupler | |
| JP2005529829A (ja) | 微細構造を持つ光ファイバを線引きする方法及びプリフォーム | |
| CN109143460B (zh) | 一种负曲率空芯光纤及其制备方法 | |
| US5339372A (en) | Low loss coupler | |
| US20060153512A1 (en) | Fused array preform fabrication of holey optical fibers | |
| JP2002249335A (ja) | 光ファイバの製造方法、光ファイバ、光通信システム | |
| WO2014031176A1 (en) | High-birefringence hollow-core fibers and techniques for making same | |
| JP4158391B2 (ja) | 光ファイバおよびその製造方法 | |
| JP4476900B2 (ja) | フォトニッククリスタルファイバ母材の製造方法 | |
| EP2314549B1 (en) | Method for manufacturing a birefringent optical fiber and its preform | |
| JP4541264B2 (ja) | 光ファイバ母材の製造方法および光ファイバの製造方法 | |
| JP4417212B2 (ja) | 光ファイバの製造方法 | |
| KR101055312B1 (ko) | 포토닉 밴드갭 광섬유 및 그 제조 방법 | |
| JP2006160550A (ja) | フォトニッククリスタルファイバとその製造方法、フォトニッククリスタルファイバ製造用プリフォーム | |
| JP2002029769A (ja) | 光ファイバの製造方法 | |
| WO2012111436A1 (ja) | 光ファイバの製造方法 | |
| JP2006064804A (ja) | 偏波保持フォトニックバンドギャップファイバの製造方法 | |
| JP2004226539A (ja) | 光ファイバ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100129 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100507 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120731 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120823 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |