JP5048766B2 - 連続して次々に運ばれる平坦な物体または擬似エンドレス材料ウェブを処理するための装置 - Google Patents
連続して次々に運ばれる平坦な物体または擬似エンドレス材料ウェブを処理するための装置 Download PDFInfo
- Publication number
- JP5048766B2 JP5048766B2 JP2009515684A JP2009515684A JP5048766B2 JP 5048766 B2 JP5048766 B2 JP 5048766B2 JP 2009515684 A JP2009515684 A JP 2009515684A JP 2009515684 A JP2009515684 A JP 2009515684A JP 5048766 B2 JP5048766 B2 JP 5048766B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- tools
- processing
- path
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
- B65B51/306—Counter-rotating devices
Description
によってもたらされるツールの周回経路を用いて公知の装置において改善される。このような周回経路は、たとえば、クランクドライブの助けを借りて、または、往復して動き、別個に駆動される進行装置が配される摺動部を用いて作り出される。このような装置は、たとえば、EP−0712782またはGB−1261179において記載される。上述した第2の限定もこれらの装置に当てはまる。
材料ウェブに制御された態様で適合されるように周回経路に対して旋回可能である。したがって、周回経路は、ツールとともに動かされ、かつこれとともに旋回移動を行なわない任意の点の経路である。旋回位置の制御により、概してアーチ形である周回経路であるにもかかわらず、処理領域では、物体または材料ウェブと協働するツールの能動処理要素の真直ぐな経路を、外部の力の影響なしで、特にコンベア表面または相手側ツールがかける反作用力なしで実現することに成功する。これには、ツールが固定される、たとえばホイールまたはスポークの形態にある、設計について単純であるドライブシステムを適用し得るという大きな利点がある。この装置はしたがって、非常に空間を節約する態様でも実現され得る。
には、材料ウェブに加えて与えられる安定化コンベア表面なしで済まし得る。
たはベルトドライブに結合される。これらの2つのドライブは、当該技術水準に従った装置の場合と同じ態様、具体的には、処理の間はコンベアスピードに適合される処理スピードで、かつ設定される処理位置の間の距離に適合される戻りスピードで制御され得る。戻りの間のツールは停止されてもよい(0に等しい戻りスピード)。したがって、2つのドライブは、規則的な均等なサイクルで、かつ処理距離に適合される段階シフトで動作する。
付加的な要素を物体に配するために(ツールは配置手段および押圧手段として設計される)、または物体に印刷するために(ツールはプリンタヘッドとして設計される)、コンベア方向に対して横方向に整列される(ツールは切断縁部として設計され、切断運動は周回移動に重畳する)。上述した適用例は、この発明に従った装置の考えられる適用例のわずかな部分のみを示し、この発明を限定するものではない。
2つのドライブは、処理されることになる物体とツールが同期および同じように循環して処理領域の中に入るような態様で制御される。2つのドライブが独立しているので、特にツールが既に処理領域において動作中である場合、ツールの移動に適合することにより、たとえばセンサ手段が検出する送りの異常に対して高速の態様で反応することも可能である。
バーがフィルムウェブに対して垂直に整列される態様で旋回されることにより実現される。さらに有利なことに、追い込み領域および追い出し領域における周回経路1は本質的に一直線であり、周回経路の勾配に適合するツールのスピードは処理スピードF′よりも若干大きい。上述した適合により、相対的に太い物体の場合でも、非常に正確な態様で、かつ物体同士の間の距離が最小に制限され得る態様で、溶接バーを当該距離の中へと延在させ、それらを再び引込めることが可能である。これにより、個数が多い場合でも、著しいフィルムの節約が可能になる。
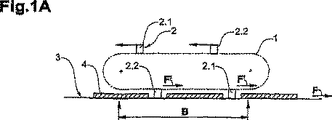
2がさらに、第1の旋回軸S1に沿って配される。
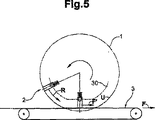
が本質的に変化しない経路Uの部分領域は、経路Uの全体の長さと比較するとたとえば図10および図12の場合よりも短くなる。
Claims (28)
- コンベアスピードで連続的な態様で次々にコンベア方向に運ばれる平坦な物体、または連続的に運ばれる擬似エンドレス材料ウェブを処理するための装置であって、前記装置は、
周回経路の上で周回する態様で駆動される少なくとも1つのツールと、
周回経路上で当該少なくとも1つのツールを移動させるためのドライブユニットと、
ドライブユニットを制御するための制御ユニットとを含み、
周回経路は、物体または材料ウェブのコンベア方向と本質的に平行に整列する処理領域を含み、
物体または材料ウェブは処理領域を通って動かされる当該少なくとも1つのツールにより処理され得、当該少なくとも1つのツールは、コンベアスピードに適合される処理スピードでドライブユニットによって処理領域を通って動かされ得、
当該少なくとも1つのツールは、周回経路の向きとは独立して、制御された態様、その旋回位置が処理されることになる物体または材料ウェブに制御された態様で適合可能であるような態様で、周回経路に対して旋回可能である、装置。 - ドライブユニットは、ツールのグループまたは個々のツールを周回経路上で、他のグループのツールまたは他の個々のツールと独立して、異なるツールが同時に異なるスピードで周回経路上を動かされ得るような態様で、動かすよう設計される、請求項1に記載の装置。
- 周回経路に対するツールの位置を周回経路に沿ったツールの移動の間に変更するようにされる少なくとも1つの静止カムをさらに含む、請求項1または2に記載の装置。
- カムは、処理されることになる物体または材料ウェブに対してツールによって加えられる力を制限し、特にこの力を本質的に一定に保つ、請求項3に記載の装置。
- 周回経路は、少なくとも処理領域においてアーチ形であり、カムは、処理領域におけるこのアーチ形の周回経路にも関わらず、ツールが真直ぐな経路に本質的に沿って動かされるような態様で形状決めされる、請求項3または4に記載の装置。
- 処理領域におけるツールは、処理されることになる物体または材料ウェブに対して、本質的に、一定の向きで移動可能である、請求項4に記載の装置。
- 回転中心の周りを回転可能である少なくとも1つのキャリア要素をさらに含み、ツールは、第1のレバーと、物体または材料経路と協働する処理要素とを含み、第1のレバーは旋回軸の周りを旋回可能なように当該少なくとも1つのキャリア要素に接続されるとともに旋回軸に対してある距離で処理要素を含み、少なくとも1つの静止カムが与えられ、これにより当該少なくとも1つのキャリア要素に対する第1のレバーの旋回位置が少なくとも処理領域において設定され得る、請求項1から6のいずれかに記載の装置。
- ツールは、第2の旋回軸の周りを旋回可能なように第1のレバーに接続される第2のレバーを含み、周回経路および処理されることになる物体または材料ウェブに対する処理要素の向きが2つの静止カムにより設定され得る、請求項7に記載の装置。
- 回転軸の周りを回転可能なホイールまたはスポークの形態で少なくとも1つのキャリア要素をさらに含む、請求項7または8に記載の装置。
- ツールは、溶着要素と、溶着要素の直接的な空間的近傍においてこれに対して弾性的な態様で配される押下ユニットとを含む、請求項7から9のいずれかに記載の装置。
- 当該少なくとも1つのツールと協働することができる少なくとも1つの相手側ツールをさらに含み、相手側ツールは周回経路上で周回するように駆動され、それは、旋回経路の向きと独立して、制御された態様、その旋回位置が処理されることになる物体または材料ウェブに制御された態様で適合されるような態様で、旋回経路に対して旋回可能である、請求項1から10のいずれかに記載の装置。
- 少なくとも1つのツールと協働することができる少なくとも1つの相手側ツールをさらに含み、相手側ツールは周回コンベアベルトの形態にあるコンベア台によって形成される、請求項1から10のいずれかに記載の装置。
- コンベアスピードで連続的な態様で次々に運ばれる平坦な物体、または連続的に運ばれる擬似エンドレス材料ウェブを処理するための装置であって、前記装置は、
周回経路の上で周回する態様で駆動されるツールと、
周回経路上でツールを移動させるためのドライブユニットと、
ドライブユニットを制御するための制御ユニットとを含み、
周回経路は、物体または材料ウェブのコンベア方向と本質的に平行に整列する処理領域を含み、
物体または材料ウェブは処理領域を通って動かされるツールにより処理され得、
ツールは、コンベアスピードに適合される処理スピードでドライブユニットによって処理領域を通って動かされ得、
ドライブユニットは、ツールのグループまたは個々のツールを周回経路上で、他のグループのツールまたは他の個々のツールと独立して、異なるツールが同時に異なるスピードで周回経路上を動かされ得るような態様で、動かすよう設計される、請求項1から12のいずれかに記載の装置。 - ドライブユニットまたは制御ユニットは、処理されることになる物体もしくは材料ウェブの運搬に適合された本質的に規則的なサイクル、またはセンサ制御された態様で動作され得る、請求項1から13のいずれかに記載の装置。
- ドライブユニットは少なくとも2つのドライブを含み、各々の場合、同じ数のツールが
各ドライブに強固に結合され、ドライブの各々は、処理スピードでのツールの移動が、処理スピードとは異なる戻りスピードでのツールの移動および/またはツールの停止と交互に起こる周期的な動作で制御され得、当該少なくとも2つのドライブの周期的な動作は段階シフトによって異なる、請求項1から14のいずれかに記載の装置。 - 戻りスピードは設定され得る、請求項15に記載の装置。
- 当該少なくとも2つのドライブは互いに別個であるチェーンドライブまたはベルトドライブである、請求項15または16に記載の装置。
- 4つのツールと2つのドライブとが設けられ、ツールは交互の態様で一方または他方のドライブに結合される、請求項17に記載の装置。
- ドライブユニットは、ツールの結合および分離のために設計される少なくとも1つのドライブを含み、制御ユニットは個々にツールをドライブから分離またはそれらをドライブに結合するよう設計される、請求項1から18のいずれかに記載の装置。
- ツールが、結合された状態で処理スピードにて完全な周回経路に沿って駆動され得る単一のドライブが設けられる、請求項19に記載の装置。
- 2つのドライブが設けられ、ツールは、第1のドライブにより、少なくとも処理領域を通る間は処理スピードで移動可能であり、第2のドライブにより、処理スピードとは異なる戻りスピードで周回経路の残りの部分に沿って移動可能である、請求項20に記載の装置。
- 制御ユニットは、処理領域の前で直接的にツールに対して作用する停止部を含み、ドライブは停止部によって停止されるツールがドライブに対して引張ることを行なうような態様で設計され、停止部はツールのバッファリングと、個々のツールの処理領域への解放とのために制御され得る、請求項19から21のいずれかに記載の装置。
- ツールは、制御される態様で周回経路に対して旋回可能である、請求項1から22のいずれかに記載の装置。
- 旋回経路は、処理領域においてコンベア方向と平行に延在し、処理領域の側面に位置し、追い込み領域および追い出し領域を含み、当該追い込みおよび追い出し領域においては、旋回経路は処理されることになる物体または材料ウェブへと延在するか、またはそこから離れるように延在し、処理領域におけるツールは、追い込み領域および追い出し領域において、物体または材料ウェブに対して垂直に方向付けされる、請求項23に記載の装置。
- 追い込み領域および追い出し領域におけるツールのスピードは、周回経路とコンベア方向との間の角度に適合される、請求項24に記載の装置。
- 次々に材料ウェブの中に挿入され、互いに距離をおいている平坦な物体の間の擬似エンドレス材料ウェブの横方向の溶着のためである、請求項1から25のいずれかに記載の装置の利用。
- コンベア表面が、装置のツールのための相手側ツールとして設けられる、請求項26に記載の利用。
- 請求項1から請求項25の1つに記載のさらなる装置が、装置と協働するよう配され、当該さらなる装置のツールは装置のツールのための相手側ツールとして設計されるとともにこれらと同期して駆動される、請求項27に記載の利用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH10012006 | 2006-06-21 | ||
| CH1001/06 | 2006-06-21 | ||
| PCT/CH2007/000130 WO2007147269A1 (de) | 2006-06-21 | 2007-03-08 | Vorrichtung zur bearbeitung von kontinuierlich hintereinander geförderten, flachen gegenständen oder einer quasi endlosen materialbahn |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2009541147A JP2009541147A (ja) | 2009-11-26 |
| JP2009541147A5 JP2009541147A5 (ja) | 2010-03-04 |
| JP5048766B2 true JP5048766B2 (ja) | 2012-10-17 |
Family
ID=37310837
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009515684A Expired - Fee Related JP5048766B2 (ja) | 2006-06-21 | 2007-03-08 | 連続して次々に運ばれる平坦な物体または擬似エンドレス材料ウェブを処理するための装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8417369B2 (ja) |
| EP (2) | EP2208680B1 (ja) |
| JP (1) | JP5048766B2 (ja) |
| AT (1) | ATE468270T1 (ja) |
| AU (1) | AU2007262577B2 (ja) |
| CA (1) | CA2656026C (ja) |
| DE (1) | DE502007003866D1 (ja) |
| DK (2) | DK2029438T3 (ja) |
| ES (1) | ES2346583T3 (ja) |
| PL (1) | PL2029438T3 (ja) |
| RU (1) | RU2430863C2 (ja) |
| WO (1) | WO2007147269A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008002246A1 (de) * | 2008-06-05 | 2009-12-10 | Robert Bosch Gmbh | Schneidvorrichtung für Endlosschlauchsystem |
| EP2149831B1 (de) * | 2008-07-31 | 2012-02-01 | Siemens Aktiengesellschaft | Steuerungsverfahren für einen Verbund aus mehreren, hintereinander und/oder nebeneinander angeordneten, mehrachsigen Handlingsgeräten sowie Datenspeichermedium, Steuerungssystem und Verbund |
| CH699596A1 (de) | 2008-09-25 | 2010-03-31 | Ferag Ag | Vorrichtung und verfahren zur bearbeitung von gegenständen. |
| CH700866A2 (de) | 2009-04-28 | 2010-10-29 | Ferag Ag | Vorrichtung und Verfahren zum Verpacken von Objekten. |
| CH704455A1 (de) | 2011-02-09 | 2012-08-15 | Ferag Ag | Verfahren und Vorrichtung zur Verpackung von Produkten. |
| US8713730B2 (en) | 2011-05-31 | 2014-05-06 | Lawrence R. Koh and Nina Merrell-Koh | Medical transport device |
| FR3063522B1 (fr) | 2017-03-06 | 2021-05-07 | Safran Nacelles | Dispositif d'actionnement d'un inverseur de poussee a organe d'antideploiement |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1261179A (en) | 1969-02-26 | 1972-01-26 | Sitma Soc It Macchine Automati | Device for welding and cutting films of plastics materials in apparatus for packing goods |
| GB1507085A (en) | 1975-11-12 | 1978-04-12 | Baker Perkins Holdings Ltd | Wrapping machines |
| CH618398A5 (ja) | 1977-06-06 | 1980-07-31 | Ferag Ag | |
| US4300977A (en) * | 1978-10-24 | 1981-11-17 | Karl Heinz Stiegler | Machine for welding thermoplastic sheets |
| EP0276409B1 (de) | 1987-01-26 | 1992-05-27 | Ferag AG | Taktförderer |
| CH680285A5 (ja) | 1987-10-02 | 1992-07-31 | Ferag Ag | |
| IT1274112B (it) * | 1994-11-15 | 1997-07-15 | C M C Srl | Apparecchiatura per l'avvolgimento di articoli con un foglio continuo |
| US5755923A (en) | 1996-11-26 | 1998-05-26 | Owens-Corning Fiberglas Technology, Inc. | Heat seal apparatus |
| IT1295146B1 (it) * | 1997-07-31 | 1999-04-30 | Fosber Spa | Macchina taglia-cordona con utensili di taglio indipendenti e relativo metodo di cambio ordine |
| DE59908181D1 (de) | 1998-03-27 | 2004-02-05 | Sig Pack Systems Ag Beringen | Vorrichtung zum Querschweissen und Trennen eines Verpackungsschlauches aus einer Thermoplastfolie, insbesondere für Schlauchbeutel-Verpackungsmachinen |
| CA2291898C (en) | 1998-12-11 | 2006-01-24 | Vision Verpackungstechnik Gmbh | Equipment for the process of continuously feeding packaging material |
| ES2203049T3 (es) * | 1999-02-25 | 2004-04-01 | Fosber S.P.A. | Aparato para el corte transversal de material en banda. |
| US6481188B1 (en) | 2000-06-30 | 2002-11-19 | Owens Corning Fiberglas Technology, Inc. | Apparatus and method for sealing an article |
| CA2370416C (en) | 2001-02-07 | 2010-01-26 | Denipro Ag | Conveyor system |
| JP4253164B2 (ja) * | 2002-05-17 | 2009-04-08 | 株式会社イシダ | 製袋包装機の横シール機構および製袋包装機 |
| DK1530540T3 (da) * | 2002-08-20 | 2009-04-14 | Ferag Ag | Indretning til bearbejdning af flade genstande, især til emballering af trykprodukter |
| WO2005118400A1 (de) * | 2004-06-02 | 2005-12-15 | Ferag Ag | Verfahren und einrichtung zur verpackung von flachen objekten |
| EP1751005B1 (de) * | 2004-06-02 | 2008-03-26 | Ferag AG | Verfahren und vorrichtung zum verpacken von flachen objekten |
| JP4003792B2 (ja) * | 2004-11-17 | 2007-11-07 | オムロン株式会社 | サーボモータ制御システム |
-
2007
- 2007-03-08 EP EP10002983A patent/EP2208680B1/de not_active Not-in-force
- 2007-03-08 EP EP07701928A patent/EP2029438B1/de not_active Not-in-force
- 2007-03-08 PL PL07701928T patent/PL2029438T3/pl unknown
- 2007-03-08 RU RU2009101001/21A patent/RU2430863C2/ru not_active IP Right Cessation
- 2007-03-08 DK DK07701928.9T patent/DK2029438T3/da active
- 2007-03-08 AT AT07701928T patent/ATE468270T1/de active
- 2007-03-08 JP JP2009515684A patent/JP5048766B2/ja not_active Expired - Fee Related
- 2007-03-08 ES ES07701928T patent/ES2346583T3/es active Active
- 2007-03-08 DK DK10002983.4T patent/DK2208680T3/da active
- 2007-03-08 WO PCT/CH2007/000130 patent/WO2007147269A1/de active Application Filing
- 2007-03-08 DE DE502007003866T patent/DE502007003866D1/de active Active
- 2007-03-08 AU AU2007262577A patent/AU2007262577B2/en not_active Ceased
- 2007-03-08 CA CA2656026A patent/CA2656026C/en not_active Expired - Fee Related
- 2007-03-08 US US12/305,274 patent/US8417369B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20090228140A1 (en) | 2009-09-10 |
| DE502007003866D1 (de) | 2010-07-01 |
| EP2208680B1 (de) | 2013-02-20 |
| WO2007147269A1 (de) | 2007-12-27 |
| ES2346583T3 (es) | 2010-10-18 |
| JP2009541147A (ja) | 2009-11-26 |
| RU2009101001A (ru) | 2010-07-27 |
| EP2208680A1 (de) | 2010-07-21 |
| ATE468270T1 (de) | 2010-06-15 |
| EP2029438B1 (de) | 2010-05-19 |
| CA2656026C (en) | 2015-09-01 |
| CA2656026A1 (en) | 2007-12-27 |
| DK2208680T3 (da) | 2013-05-21 |
| AU2007262577A2 (en) | 2009-05-21 |
| EP2029438A1 (de) | 2009-03-04 |
| DK2029438T3 (da) | 2010-09-13 |
| AU2007262577A1 (en) | 2007-12-27 |
| PL2029438T3 (pl) | 2010-10-29 |
| RU2430863C2 (ru) | 2011-10-10 |
| US8417369B2 (en) | 2013-04-09 |
| AU2007262577B2 (en) | 2013-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5048766B2 (ja) | 連続して次々に運ばれる平坦な物体または擬似エンドレス材料ウェブを処理するための装置 | |
| JP4777879B2 (ja) | ウエブの加工システムおよびウエブの加工方法 | |
| CN101092037B (zh) | 用以切割卷筒材料的卷筒的装置与方法 | |
| KR101227409B1 (ko) | 목적물의 흐름을 분할하는 장치 및 방법 | |
| RU2765402C2 (ru) | Механизм позиционирования инструментальной головки для преобразующей машины и способ для позиционирования множества инструментальных головок в преобразующей машине | |
| WO2001044086A1 (fr) | Procede et dispositif de transport | |
| US7771336B2 (en) | Folder for rotary press | |
| JP2002002625A (ja) | シーリング装置 | |
| US6178719B1 (en) | Cross joining and/or cross cutting device in a packaging machine of the flow packing type | |
| JP2009541147A5 (ja) | ||
| WO2005005296A1 (ja) | 変速装置及び処理装置 | |
| CA2456354C (en) | Packaging machine for wrapping products in respective sheets of heat-seal wrapping material | |
| US6598728B1 (en) | Apparatus for transporting articles, in particular cigarette groups | |
| JP2004168548A (ja) | 綴付け針によって綴じられた印刷物から印刷製品を製造する綴付け装置 | |
| WO2020250710A1 (ja) | 搬送装置および方法 | |
| JP2005145597A (ja) | 速度制御方法及び速度制御装置 | |
| JP4411325B2 (ja) | 容器を方向転換させる装置と方法 | |
| JP6995366B2 (ja) | 物品搬送装置 | |
| JP2006298494A (ja) | タバコの箱の包装装置 | |
| CA2291898C (en) | Equipment for the process of continuously feeding packaging material | |
| JP4208696B2 (ja) | 棒材供給機及び棒材加工システム | |
| WO2020241245A1 (ja) | ウェブの溶着システムおよび溶着方法 | |
| JP2001121838A (ja) | カバー取付装置を備える製本機械 | |
| JP2009291935A (ja) | 裁断機構を貫通して誘導される印刷製品の天および/または地の縁部を裁断する装置 | |
| JP2003252499A (ja) | ウエブシート間欠送り機構 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120703 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120719 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150727 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |