JP5000915B2 - 樹脂被膜の被覆方法および被覆装置 - Google Patents
樹脂被膜の被覆方法および被覆装置 Download PDFInfo
- Publication number
- JP5000915B2 JP5000915B2 JP2006097512A JP2006097512A JP5000915B2 JP 5000915 B2 JP5000915 B2 JP 5000915B2 JP 2006097512 A JP2006097512 A JP 2006097512A JP 2006097512 A JP2006097512 A JP 2006097512A JP 5000915 B2 JP5000915 B2 JP 5000915B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- resin
- back surface
- spinner table
- semiconductor wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Description
しかるに、ウエーハの厚さを50μm以下に形成すると破損し易くなり、ウエーハの搬送等の取り扱いが困難になるという問題がある。
ウエーハをスピンナーテーブルに裏面を上側にして保持するウエーハ保持工程と、
該スピンナーテーブルを回転しつつ該スピンナーテーブルに保持されたウエーハの裏面中央領域に液状樹脂を供給するとともに、ウエーハの裏面に供給された液状樹脂を遠心力によって外周に向けて流動させ、その後該凹部の隅部に滞留した液状樹脂を吸引除去する樹脂被膜被覆工程と、を含む、
ことを特徴とする樹脂被膜の被覆方法が提供される。
先ず、本発明によって裏面に樹脂被膜が被覆されるウエーハ、即ち表面に複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを有し該デバイス領域に対応する裏面の薄肉の凹部が形成され外周部に環状の補強部が設けられたウエーハの加工方法について説明する。
図1には、所定の厚さに加工される前のウエーハとしての半導体ウエーハの斜視図が示されている。図1に示す半導体ウエーハ10は、例えば厚さが700μmのシリコンウエーハからなっており、表面10aに複数のストリート101が格子状に形成されているとともに、該複数のストリート101によって区画された複数の領域にIC、LSI等のデバイス102が形成されている。このように構成された半導体ウエーハ10は、デバイス102が形成されているデバイス領域104と、該デバイス領域104を囲繞する外周余剰領域105を備えている。
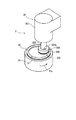
図6乃至図9に示す樹脂被膜の被覆装置4は、スピンナーテーブル機構5と、該スピンナーテーブル機構5を包囲して配設されたスピンナーテーブル収容手段6を具備している。スピンナーテーブル機構5は、スピンナーテーブル51と、該スピンナーテーブル51を回転駆動する電動モータ52と、該電動モータ52を上下方向に移動可能に支持する支持機構53を具備している。スピンナーテーブル51は多孔性材料から形成された吸着チャック511を具備しており、この吸着チャック511が図示しない吸引手段に連通されている。従って、スピンナーテーブル51は、吸着チャック511に被加工物であるウエーハを載置し図示しない吸引手段により負圧を作用せしめることにより吸着チャック51上にウエーハを保持する。電動モータ52は、その駆動軸521の上端に上記スピンナーテーブル51を連結する。上記支持機構53は、複数本(図示の実施形態においては3本)の支持脚531と、該支持脚531をそれぞれ連結し電動モータ52に取り付けられた複数本(図示の実施形態においては3本)のエアシリンダ532とからなっている。このように構成された支持機構53は、エアシリンダ532を作動することにより、電動モータ52およびスピンナーテーブル51を上方の位置である図7に示す被加工物搬入・搬出位置と、下方位置である図8に示す液状樹脂供給位置と、該液状樹脂供給位置より僅かに上方の図9に示す液状樹脂吸引位置に位置付ける。
上述したようにデバイス領域104に対応する裏面に円形状の凹部104bが形成され外周余剰領域105に対応する領域が残存されて環状の補強部105bが形成され半導体ウエーハ10は、図示しない搬送手段によってスピンナーテーブル51の吸着チャック511上に裏面を上側にして搬送され、該吸着チャック511に保護部材11側が吸引保持される(ウエーハ保持工程)。このとき、スピンナーテーブル51は図7に示す被加工物搬入搬出位置に位置付けられており、樹脂液供給ノズル71および吸引ノズル81は図6および図7に示すようにスピンナーテーブル51の上方から離隔した待機位置に位置付けられている。
21:研削装置のチャックテーブル
22:研削手段
223:研削ホイール
225:研削砥石
4:樹脂被膜の被覆装置
5:スピンナーテーブル機構
51:スピンナーテーブル
52:電動モータ
53:支持機構
6:スピンナーテーブル収容手段
61:収容容器
7:樹脂液供給手段
71:樹脂液供給ノズル
8:液状樹脂吸引手段
81:吸引ノズル
10:半導体ウエーハ
101:ストリート
102:デバイス
104:デバイス領域
105:余剰領域
104b:円形状の凹部
105b:環状の補強部
100:液状樹脂
110:樹脂被膜
Claims (1)
- 表面に複数のデバイスが形成されたデバイス領域と該デバイス領域を囲繞する外周余剰領域とを有し該デバイス領域に対応する裏面に薄肉の凹部が形成され外周部に環状の補強部が設けられたウエーハの裏面に樹脂被膜を被覆する樹脂被膜の被覆方法であって、
ウエーハをスピンナーテーブルに裏面を上側にして保持するウエーハ保持工程と、
該スピンナーテーブルを回転しつつ該スピンナーテーブルに保持されたウエーハの裏面中央領域に液状樹脂を供給するとともに、ウエーハの裏面に供給された液状樹脂を遠心力によって外周に向けて流動させ、その後該凹部の隅部に滞留した液状樹脂を吸引除去する樹脂被膜被覆工程と、を含む、
ことを特徴とする樹脂被膜の被覆方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006097512A JP5000915B2 (ja) | 2006-03-31 | 2006-03-31 | 樹脂被膜の被覆方法および被覆装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006097512A JP5000915B2 (ja) | 2006-03-31 | 2006-03-31 | 樹脂被膜の被覆方法および被覆装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007268422A JP2007268422A (ja) | 2007-10-18 |
| JP5000915B2 true JP5000915B2 (ja) | 2012-08-15 |
Family
ID=38671771
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006097512A Active JP5000915B2 (ja) | 2006-03-31 | 2006-03-31 | 樹脂被膜の被覆方法および被覆装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5000915B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5009254B2 (ja) * | 2008-08-14 | 2012-08-22 | 株式会社ディスコ | 樹脂被覆装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0741534B2 (ja) * | 1986-11-10 | 1995-05-10 | 不二越機械工業株式会社 | ウエーハの研摩方法及び研摩装置 |
| JPS6478735A (en) * | 1987-09-17 | 1989-03-24 | Sanyo Electric Co | Substrate sticking method |
| JP2002197738A (ja) * | 2000-12-28 | 2002-07-12 | Horon:Kk | ディスクに接着剤を塗布する方法および装置 |
| JP4185704B2 (ja) * | 2002-05-15 | 2008-11-26 | 株式会社ルネサステクノロジ | 半導体装置の製造方法 |
| JP2005317715A (ja) * | 2004-04-28 | 2005-11-10 | Toshiba Corp | 半導体集積回路の製造方法 |
| JP2006043623A (ja) * | 2004-08-06 | 2006-02-16 | Seiko Epson Corp | パターンの形成方法、デバイスの製造方法、デバイス、アクティブマトリクス基板の製造方法、電気光学装置及び電子機器 |
-
2006
- 2006-03-31 JP JP2006097512A patent/JP5000915B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007268422A (ja) | 2007-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4634949B2 (ja) | ウエーハの保持パッド | |
| JP5138325B2 (ja) | ウェーハの加工方法 | |
| TWI534877B (zh) | Protective film coating method and protective film covering device | |
| JP2010207723A (ja) | 樹脂膜形成装置 | |
| JP6791579B2 (ja) | ウェーハ及びウェーハの加工方法 | |
| JP2008006379A (ja) | 保護被膜の被覆方法 | |
| JP6071702B2 (ja) | ウエーハの加工方法 | |
| JP2011108746A (ja) | ウエーハの加工方法 | |
| JP5658586B2 (ja) | 研削装置 | |
| JP2010016146A (ja) | 加工装置のチャックテーブル | |
| JP2011054808A (ja) | ウエーハの加工方法及び該加工方法により加工されたウエーハ | |
| JP2017152442A (ja) | 加工方法 | |
| JP2007103582A (ja) | ウエーハの加工方法および研削装置 | |
| JP7187112B2 (ja) | キャリア板の除去方法 | |
| JP4666583B2 (ja) | 保護被膜の被覆方法 | |
| JP2012079910A (ja) | 板状物の加工方法 | |
| JP5686570B2 (ja) | ウエーハ支持プレートの使用方法 | |
| JP5000915B2 (ja) | 樹脂被膜の被覆方法および被覆装置 | |
| JP5306928B2 (ja) | ウエーハ搬送装置 | |
| JP2007221030A (ja) | 基板の加工方法 | |
| JP6999322B2 (ja) | ウエーハの研削方法 | |
| JP2011071288A (ja) | ウエーハの加工方法 | |
| JP2011071287A (ja) | ウエーハの加工方法 | |
| JP2011071289A (ja) | ウエーハの加工方法 | |
| JP2012079911A (ja) | 板状物の加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110330 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110506 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110704 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120501 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120517 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5000915 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150525 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |