JP4982439B2 - 圧粉成形体 - Google Patents
圧粉成形体 Download PDFInfo
- Publication number
- JP4982439B2 JP4982439B2 JP2008169776A JP2008169776A JP4982439B2 JP 4982439 B2 JP4982439 B2 JP 4982439B2 JP 2008169776 A JP2008169776 A JP 2008169776A JP 2008169776 A JP2008169776 A JP 2008169776A JP 4982439 B2 JP4982439 B2 JP 4982439B2
- Authority
- JP
- Japan
- Prior art keywords
- yoke
- punch
- inner peripheral
- curvature
- radius
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Manufacture Of Motors, Generators (AREA)
- Powder Metallurgy (AREA)
- Soft Magnetic Materials (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
102,602,802,1002 突起構造
103,603,803,1003 連結部
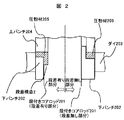
201,701 コアロッド
202 下パンチ
203,704,1104 ダイ
204,705,1105 上パンチ
205,706,1106 圧粉材
302,1202 段差構造
303,1203 連結部対応位置
304,305,503,504,505,604,605,804,805,1204,1205 コーナー
506,507 面
702,1102 下第一パンチ
703,1103 下第二パンチ
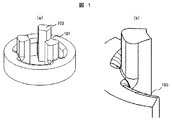
901 圧粉成形体
902 コイル
1101 段付きコアロッド
Claims (11)
- 開口を有する環状または筒状の継鉄部と、前記継鉄部の内周側に設けられ、前記継鉄部の軸方向に突出した爪部と、を有する圧粉磁心であって、前記継鉄部の内周面と、前記継鉄部の軸方向端面との形成する角の曲率半径が、
前記継鉄部の軸方向端面と前記爪部の外周側の面との形成する角の曲率半径よりも大きいことを特徴とする圧粉磁心。 - 開口を有する環状または筒状の継鉄部と、前記継鉄部の内周側に設けられ、軸方向に突出した爪部と、を有する圧粉磁心であって、前記継鉄部の内周面と、前記継鉄部の軸方向端面との形成する角の曲率半径は前記継鉄部の継鉄部の軸方向の厚さの50〜100%の大きさであることを特徴とする圧粉磁心。
- 請求項1または2に記載された圧粉磁心であって、
前記圧粉磁心は圧粉成形体により構成されており、前記成形体の密度は、前記成形体を構成する物質の真密度の94%以上であることを特徴とする圧粉磁心。 - 請求項1または2に記載された圧粉磁心であって、
前記爪部は前記継鉄部より内周側に突出する基部と、前記基部の先端に設けられ、軸方向に突出する端部とを有することを特徴とする圧粉磁心。 - 環状または筒状の継鉄部と、前記継鉄部に固定され、軸方向に突出させて前記継鉄部の内周側に設けられた一または複数の爪部とを有する圧粉成形体であって、前記継鉄部の軸方向端面と前記継鉄部の内周面とで形成される第一の境界部、及び、前記継鉄部の軸方向端面と前記爪部の内周側または外周側の面で形成される第二の境界部に曲面が形成されており、前記第一の境界部に設けられた曲面の曲率半径は、前記第二の境界部に設けられた曲面の曲率半径よりも大きいことを特徴とする圧粉成形体。
- 環状または筒状の継鉄部と、前記継鉄部に固定され、軸方向に突出させて設けられた一または複数の爪部とを有する圧粉成形体であって、前記継鉄部の軸方向端面と前記継鉄部の内周面とで形成される第一の境界部に曲面が形成されており、前記第一の境界部に設けられた曲面の曲率半径は、前記継鉄部の環または筒形状の厚みの50%以上であることを特徴とする圧粉成形体。
- 請求項5または6に記載された圧粉成形体であって、前記爪部は、前記継鉄部の内周面上,外周面上,軸方向端面上のいずれかに形成されていることを特徴とする圧粉成形体。
- 請求項5または6に記載された圧粉成形体であって、
前記成形体の密度は、前記成形体を構成する物質の真密度の94%以上であることを特徴とするモータ用の固定子。 - 環状または筒状の継鉄部と、前記継鉄部に固定され、軸方向に突出させて設けられた一または複数の爪部とを有する圧粉成形体を製造するための圧粉成形装置であって、
前記成形体の継鉄部の開口を形成するコア金型と、前記成形体に押圧力を加える上下一対のパンチと、前記成形体の外周形状を形成するダイとを有し、前記コア金型は、前記開口部に爪部を形成するための凹部を有し、前記上下一対のパンチの少なくとも一方は前記コア金型に接する内周側パンチと前記ダイに接する外周側パンチより形成されており、前記内周側パンチは、筒状部と、爪部を形成するための突起構造を有し、前記内周側パンチの筒状部の上面と前記突起部との形成する境界面の曲率半径が、前記筒状部の上面と前記筒状部の内周面とで形成する境界面の曲率半径よりも大きいことを特徴とする圧粉成形装置。 - 請求項9に記載された圧粉成形装置であって、
前記コア金型は外周側に複数かつ離散された段差構造を有し、
前記下パンチは、少なくとも二つの下パンチよりなり、前記下パンチの少なくとも一方が前記コア金型に接する内周部に段差構造を有することを特徴とする圧粉成形装置。 - 請求項9または10に記載された圧粉成形装置を用いる圧粉成形体の製造方法であって、
前記コア金型の外周部に上及び下パンチを取り付け、前記パンチの外周部にダイを取り付け、前記ダイ,コア,パンチの間に粉体を配置し、前記上パンチに圧力を加えることを特徴とする圧粉成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169776A JP4982439B2 (ja) | 2008-06-30 | 2008-06-30 | 圧粉成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008169776A JP4982439B2 (ja) | 2008-06-30 | 2008-06-30 | 圧粉成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010011669A JP2010011669A (ja) | 2010-01-14 |
| JP4982439B2 true JP4982439B2 (ja) | 2012-07-25 |
Family
ID=41591462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008169776A Expired - Fee Related JP4982439B2 (ja) | 2008-06-30 | 2008-06-30 | 圧粉成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4982439B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2961037B1 (fr) * | 2010-04-28 | 2018-05-25 | Sintertech | Realisation d'une phase de machine homopolaire tournante, applique a la conception de son circuit magnetique |
| JP2013198930A (ja) * | 2012-03-26 | 2013-10-03 | Hitachi Powdered Metals Co Ltd | 平板状部品の圧粉体成形金型装置 |
| JP5951036B2 (ja) | 2012-10-15 | 2016-07-13 | 三菱電機株式会社 | モールド電動機および空気調和機 |
| JP6228633B1 (ja) * | 2016-06-24 | 2017-11-08 | 住友電工焼結合金株式会社 | 圧粉磁心、ステータコア及びステータ |
| CN112889202A (zh) * | 2018-12-18 | 2021-06-01 | 住友电气工业株式会社 | 铁芯、定子及旋转电机 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07186201A (ja) * | 1993-12-27 | 1995-07-25 | Fuji Elelctrochem Co Ltd | ステッピングモータ用ロータの成形金型及びこの金型によって成形されるロータ |
| JP2006024869A (ja) * | 2004-07-09 | 2006-01-26 | Toyota Central Res & Dev Lab Inc | 圧粉磁心およびその製造方法 |
| JP2007124884A (ja) * | 2005-09-30 | 2007-05-17 | Hitachi Industrial Equipment Systems Co Ltd | クローポール型回転電機 |
| JP4548788B2 (ja) * | 2005-10-28 | 2010-09-22 | 日立粉末冶金株式会社 | モータ用コアの金型 |
-
2008
- 2008-06-30 JP JP2008169776A patent/JP4982439B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010011669A (ja) | 2010-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102130239B1 (ko) | 압분 자심, 스테이터 코어 및 스테이터 | |
| JP4982439B2 (ja) | 圧粉成形体 | |
| KR101313521B1 (ko) | 대략 원기둥형상의 분말 성형체 및 분말 성형 금형 장치 | |
| JP4966728B2 (ja) | 筒状部材の圧粉成形用コア金型、圧粉成形装置、および圧粉成形方法 | |
| JP4548788B2 (ja) | モータ用コアの金型 | |
| JP4869772B2 (ja) | ステータ及びその製造方法 | |
| US20220040751A1 (en) | Production of a coil, permanent mold for a coil, and coil | |
| JP6043861B1 (ja) | 扁平リングの成形工法及びその装置 | |
| US20110076175A1 (en) | Punch die for powder compacting, powder compacting equipment equipped with punch die, and forming method with an equipment | |
| JP7331013B2 (ja) | コア、ステータ、及び回転電機 | |
| JP4976983B2 (ja) | 筒状部材の成形用コア金型、成形装置、成形方法、および再成形用コア金型 | |
| JP4279757B2 (ja) | リング型磁石成形体の製造装置およびリング型焼結磁石の製造方法 | |
| JP6727458B2 (ja) | 固定子鉄心及びその固定子鉄心を備えた電動機 | |
| WO2007029875A1 (ja) | コアの製造方法及びステータコア | |
| JP4467071B2 (ja) | 粉末成形金型装置 | |
| JP2008208388A (ja) | 成形用金型 | |
| US20210346948A1 (en) | Method of forming a helix, permanent mold for forming a helix, and helix | |
| JP2826464B2 (ja) | 冠状部品の鍛造方法と鍛造装置 | |
| JP7057831B2 (ja) | 回転電機 | |
| US6720701B2 (en) | Method of manufacturing commutator, apparatus for manufacturing commutator, and commutator | |
| JP2010010399A (ja) | コアの製造方法 | |
| JP2007135329A (ja) | ステータの製造方法 | |
| JP2005137111A (ja) | モータ用固定子鉄心のティース端部の角部面取り加工方法 | |
| JP2005137112A (ja) | 固定子鉄心 | |
| JP2008061320A (ja) | ステータ、ステータの製造方法および内径リング |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120321 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120327 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120423 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150427 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |