JP4912715B2 - 射出延伸ブロー成形装置 - Google Patents
射出延伸ブロー成形装置 Download PDFInfo
- Publication number
- JP4912715B2 JP4912715B2 JP2006090799A JP2006090799A JP4912715B2 JP 4912715 B2 JP4912715 B2 JP 4912715B2 JP 2006090799 A JP2006090799 A JP 2006090799A JP 2006090799 A JP2006090799 A JP 2006090799A JP 4912715 B2 JP4912715 B2 JP 4912715B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- mold
- injection
- blow molding
- stretch blow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010103 injection stretch blow moulding Methods 0.000 title claims description 27
- 230000007246 mechanism Effects 0.000 claims description 104
- 238000002347 injection Methods 0.000 claims description 73
- 239000007924 injection Substances 0.000 claims description 73
- 238000000071 blow moulding Methods 0.000 claims description 37
- 238000001746 injection moulding Methods 0.000 claims description 32
- 230000005484 gravity Effects 0.000 claims description 28
- 238000000465 moulding Methods 0.000 claims description 24
- 230000005611 electricity Effects 0.000 claims 1
- 230000003028 elevating effect Effects 0.000 description 6
- 238000012545 processing Methods 0.000 description 5
- 230000001105 regulatory effect Effects 0.000 description 5
- 239000000758 substrate Substances 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 206010055082 Lip injury Diseases 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
Images













Description
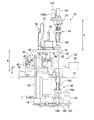
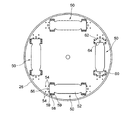
図1及び図2は、本発明の一実施の形態に係る射出延伸ブロー成形装置を示す側面図、平面図である。なお、図1では全ての金型は省略されているが、本実施形態でのネック型、射出コア型、射出キャビティ型、ホットランナー型、温調ポット、ブローコア型及びブローキャビティ型等は特許文献1と同様であり、一部の駆動方式が異なっている。つまり、特許文献1にて採用した油圧駆動は、本実施形態では全て電動機とトグル機構に置き換えられている。その結果、本実施形態の射出延伸ブロー成形装置は、電動機とエアシリンダ(以下、シリンダと略記する)とにより駆動される。
図4は図1に示す射出コア型締め電動モータ82及び射出コア型締めトグル機構84の正面図、図5はその平面図である。射出コア型締め手段は、電動モータ82と、その電動モータ82により伸縮されるトグル機構84とから構成され、このトグル機構84により射出コア型固定板118(図1では符号80)が昇降される。
上述した射出コア型固定板118を介した射出コア型の型締め・型開き駆動は、上部基盤16が竪型締め手段90,92により型締め位置に設定された状態にて行なわれる。つまり、射出コア型は、型締め位置に設定された上部基盤16(型締め状態のネック型)に対して昇降されることになる。
図1及び図7は、竪型締め手段である竪型締めトグル機構90と竪型締め電動モータ92を示している。型締め電動モータ92の出力軸にはプーリ140が固定され、プーリ140の回転出力はタイミングベルト142を介してプーリ144に伝達される。プーリ144は、図示しないボールねじ軸の下端に固定されている。
牽引板18は4本のタイバー22に連結される一方で、上述した竪型締め手段90,92は射出成形部30側の2本のタイバー22間に配置され、牽引板18の中心から偏心位置で駆動している。本実施形態では、このような偏心駆動に対して牽引板18が水平を維持して昇降されるように水平同期機構160を設けている。
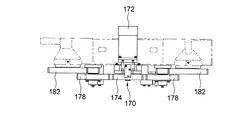
本実施形態では、図1に示す距離B(固定された下部基盤14の基準位置から上部基盤16の基準位置までの距離)を、図9〜図11に示す型厚調整機構170により可変させている。
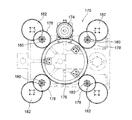
図12及び図13は、延伸ブロー成形部32におけるタイバーレスの横型締め機構を示している。
図13に示すブローユニットベース盤190部とブロー底型固定板222とは、互いに連結され、かつ、ブロー底型固定板222より垂下された4本のガイド軸223(図13には2本のみ図示)が下部基盤14のガイド孔(図示せず)に案内されて、一体で昇降案内される。図15に示すように、このブローユニットベース盤190の上下位置を調整するブローユニット位置調整機構220が設けられている。ブローユニットベース盤190に固定されたブロー底型固定板222には、2つのブローキャビティ割型の中心線P(図13参照)上にて、該固定板222より垂下する軸部の下端にねじ部224が形成されている。このねじ部224に螺合するナット部232と、外周部にギア部234とを有する回転体(大径ギア)230は、ベアリング236を介して、下部基盤14に固定される固定部材14Aに対して回転可能に支持されている。また、下部基盤14には電動モータ240が設けられ、このモータ240により回転される垂直回転軸242に固定された小径ギア244が、回転体230に設けたギア部234と噛合している。
竪型締め機構として電動機90とトグル機構92を採用しながら、機械式ばねや油圧シリンダを用いることなく、可動側の上部基盤16を含む移動重量の慣性力に抗して竪型締めを制御するために、図16に示す重力相殺装置250が設けられている。この重力相殺装置250は、機台12の底面に固定されたエアシリンダ252を有する。エアシリンダ252の筒体252A内にシリンダロッド254が摺動可能に保持され、筒体252Aとシリンダロッド254との間のエア室252Bに、リザーブタンク(広義には高圧エアタンク)260からの圧縮エアが配管262を介して供給される。このリザーブタンク260は高圧エアタンクであればよく、例えば射出延伸ブロー成形装置に高圧エアを供給するための高圧エアタンクを兼用できる。本実施形態では、延伸ブロー成形部32にブローエアを供給するブローエアタンクをリザーブタンク260として兼用している。
図17及び図18は、竪型締め時の延伸ブロー成形部側での上部基盤の高さ位置規制手段270を示している。上述した通り、牽引板18は4本のタイバー22に連結される一方で、上述した竪型締め手段90,92は射出成形部30側の2本のタイバー22間に配置され、竪型締め手段は牽引板18の中心から偏心位置で駆動している。水平同期機構160を設けて、偏心駆動に対して牽引板18が水平を維持しているが、延伸ブロー成形部32では直接的に竪型締めされていないので、上述した偏心駆動の反力や、ブローエア圧などにより、上部基盤18が図18の図示H方向に浮き上がるおそれがある。
Claims (5)
- 少なくとも射出成形部と延伸ブロー成形部とを有し、前記各成形部に対応して配設したネック型を前記各成形部に間欠搬送する回転板を有し、電気とエアで駆動される射出延伸ブロー成形装置であって、
機台上に固定されると共に、前記回転板との間で前記各成形部の成形空間を形成する下部基盤と、
前記下部基盤上方に配設され前記回転板を支持する上部基盤と、
前記下部基盤下方で前記機台内に配設された牽引板と、
前記下部基盤を貫通して前記上部基盤と前記牽引板とを連結する複数のタイバーと、
前記機台内に配設されて、前記下部基盤を基準位置として伸縮する竪型締めトグル機構により前記牽引板を昇降駆動する竪型締め手段と、
前記上部基盤及び前記牽引板の一方からなる可動部と、前記下部基盤及び前記機台の一方からなる固定部との間に配置され、前記可動部及び前記固定部の一方に固定されたシリンダロッドと、前記シリンダロッドを摺動案内し、かつ、前記可動部と前記固定部の他方に固定された筒体とを有するエアシリンダと、
前記シリンダロッドと前記筒体との間に高圧エアを供給する高圧エアタンクと、
を有し、
前記高圧エアタンクとして、前記射出延伸ブロー成形装置での動作に必要な高圧エアを蓄えるリザーブタンクを兼用したことを特徴とする射出延伸ブロー成形装置。 - 請求項1において、
前記リザーブタンクは、前記延伸ブロー成形部にブローエアを供給するブローエアタンクであることを特徴とする射出延伸ブロー成形装置。 - 請求項1または2において、
前記シリンダロッドは、前記上部基盤と一体で移動する移動重量の重心と対応する位置にて、前記牽引板に連結されていることを特徴する射出延伸ブロー成形装置。 - 請求項1または2において、
前記シリンダロッドは、前記回転板の回転中心と対応する位置にて、前記牽引板に連結されていることを特徴する射出延伸ブロー成形装置。 - 請求項1乃至4のいずれかにおいて、
前記シリンダロッドに固定された連結板と、前記エアシリンダの周囲にて前記連結板より垂直に延びて前記連結板と前記固定部とを連結する複数の連結棒とをさらに有することを特徴とする射出延伸ブロー成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090799A JP4912715B2 (ja) | 2006-03-29 | 2006-03-29 | 射出延伸ブロー成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006090799A JP4912715B2 (ja) | 2006-03-29 | 2006-03-29 | 射出延伸ブロー成形装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2007261149A JP2007261149A (ja) | 2007-10-11 |
| JP2007261149A5 JP2007261149A5 (ja) | 2009-04-30 |
| JP4912715B2 true JP4912715B2 (ja) | 2012-04-11 |
Family
ID=38634607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006090799A Active JP4912715B2 (ja) | 2006-03-29 | 2006-03-29 | 射出延伸ブロー成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4912715B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3315287B1 (en) | 2015-06-26 | 2020-06-24 | Shinwoo Costec Co., Ltd. | Container manufacturing apparatus |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6244418A (ja) * | 1985-08-23 | 1987-02-26 | Japan Steel Works Ltd:The | 成形機の立形型締装置 |
| JPS6427220A (en) * | 1987-07-22 | 1989-01-30 | Murata Manufacturing Co | Manufacture of cylindrical electronic component |
| JP3722671B2 (ja) * | 2000-06-28 | 2005-11-30 | 日精エー・エス・ビー機械株式会社 | 射出延伸ブロー成形装置 |
| JP4319863B2 (ja) * | 2003-06-20 | 2009-08-26 | 日精エー・エス・ビー機械株式会社 | 回転式成形機 |
| JP3927943B2 (ja) * | 2003-10-28 | 2007-06-13 | 日精樹脂工業株式会社 | 安全装置を備えた電動トグル式竪型型締装置 |
| JP3927944B2 (ja) * | 2003-10-28 | 2007-06-13 | 日精樹脂工業株式会社 | 安全装置を備えた竪型型締装置 |
-
2006
- 2006-03-29 JP JP2006090799A patent/JP4912715B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007261149A (ja) | 2007-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4753772B2 (ja) | 射出延伸ブロー成形装置 | |
| JP5798444B2 (ja) | ブロー型ユニット、ブロー成形機及びブロー型ユニットの交換方法 | |
| JP4851827B2 (ja) | 射出延伸ブロー成形装置 | |
| JP4936765B2 (ja) | 射出延伸ブロー成形装置 | |
| JP3221871B2 (ja) | 内部に補強材を有するブロー成形品の成形装置及びその成形方法 | |
| TWI408113B (zh) | 玻璃製品成型機之開模閉模設備 | |
| JP5643847B2 (ja) | ブロー成形機 | |
| US20140099396A1 (en) | Blow mold unit and blow molding apparatus using the same | |
| KR101585642B1 (ko) | 블로우 성형기, 금형부품의 장착방법 및 금형 유닛 | |
| US20090274789A1 (en) | Injection/stretch blow molding machine | |
| US9393731B2 (en) | Blow mold unit and blow molding machine using same | |
| ITMI20090530A1 (it) | Procedimento per proteggere una barra iniziale in un impianto per colata continua e impianto per colata continua con una barra iniziale | |
| JP3722671B2 (ja) | 射出延伸ブロー成形装置 | |
| JP4912715B2 (ja) | 射出延伸ブロー成形装置 | |
| CN109434086A (zh) | 一种单模浇铸机的模具定位机构 | |
| CN106240187B (zh) | 锥齿轮丝杆结合驱动的单头车架 | |
| CN213496063U (zh) | 一种超塑成形-扩散连接设备 | |
| TW201703974A (zh) | 模具落下防止裝置 | |
| CN206654238U (zh) | 一种汽车配件生产用吊装装置 | |
| CN218369035U (zh) | 一种可升降式存放设备 | |
| ITVR20120095A1 (it) | Dispositivo e metodo per realizzare rivestimenti stabilizzanti ventilati per carichi pallettizzati, ottenuti con film di plastica. | |
| CN219133092U (zh) | 一种加长抽芯的模具结构 | |
| CN212498557U (zh) | 一种球类硫化机 | |
| CN114799053B (zh) | 一种砂箱升降输送设备 | |
| CN216998184U (zh) | 一种用于制瓶机的卸瓶转运机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090313 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4912715 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |