JP4900773B2 - フロートガラスの製造装置及びその方法 - Google Patents
フロートガラスの製造装置及びその方法 Download PDFInfo
- Publication number
- JP4900773B2 JP4900773B2 JP2005340131A JP2005340131A JP4900773B2 JP 4900773 B2 JP4900773 B2 JP 4900773B2 JP 2005340131 A JP2005340131 A JP 2005340131A JP 2005340131 A JP2005340131 A JP 2005340131A JP 4900773 B2 JP4900773 B2 JP 4900773B2
- Authority
- JP
- Japan
- Prior art keywords
- casing
- linear motor
- float glass
- magnetic field
- bottom casing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 41
- 239000005329 float glass Substances 0.000 title claims description 27
- 238000000034 method Methods 0.000 title description 5
- 239000002184 metal Substances 0.000 claims description 45
- 229910052751 metal Inorganic materials 0.000 claims description 45
- 239000011449 brick Substances 0.000 claims description 35
- 238000001816 cooling Methods 0.000 claims description 27
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 10
- 239000011810 insulating material Substances 0.000 claims description 7
- 239000000696 magnetic material Substances 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 3
- 239000010935 stainless steel Substances 0.000 claims description 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 35
- 239000006060 molten glass Substances 0.000 description 21
- 239000005357 flat glass Substances 0.000 description 20
- 239000011521 glass Substances 0.000 description 11
- 230000020169 heat generation Effects 0.000 description 8
- 230000003628 erosive effect Effects 0.000 description 7
- 238000002844 melting Methods 0.000 description 7
- 230000008018 melting Effects 0.000 description 7
- 238000010583 slow cooling Methods 0.000 description 5
- 238000006124 Pilkington process Methods 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052851 sillimanite Inorganic materials 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B18/00—Shaping glass in contact with the surface of a liquid
- C03B18/02—Forming sheets
- C03B18/16—Construction of the float tank; Use of material for the float tank; Coating or protection of the tank wall
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B18/00—Shaping glass in contact with the surface of a liquid
- C03B18/02—Forming sheets
- C03B18/04—Changing or regulating the dimensions of the molten glass ribbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0294—Vehicle bodies
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Continuous Casting (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Glass Melting And Manufacturing (AREA)
Description
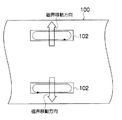
請求項6に記載の発明によれば、請求項5において、前記ケーシング片は、短冊状であり、その短辺寸法をW(mm)とし、前記リニアモータのポールピッチをτ(mm)とした際に、W≦2τであり、前記リニアモータによる磁界移動方向に対し前記ケーシング片の長辺を略平行に並べて配置されていることを特徴としている。これにより、ボトムケーシングに発生する誘導電流を十分に抑えることができる。
Claims (7)
- 溶融金属が湛えられた浴槽、浴槽の炉床のボトム煉瓦、ボトム煉瓦の下面にボトム煉瓦を覆うボトムケーシング、ボトムケーシングの下部に溶融金属を磁界により駆動するためのリニアモータが設けられたフロートガラスの製造装置であって、
前記ボトムケーシングの少なくともリニアモータの移動磁界の作用するエリアは、非磁性体製のボトムケーシングであり、該ボトムケーシングは冷却構造を有することを特徴とするフロートガラスの製造装置。 - 前記冷却構造は、水冷管構造であることを特徴とする請求項1に記載のフロートガラスの製造装置。
- 溶融金属が湛えられた浴槽、浴槽の炉床のボトム煉瓦、ボトム煉瓦の下面にボトム煉瓦を覆うボトムケーシング、ボトムケーシングの下部に溶融金属を磁界により駆動するためのリニアモータが設けられたフロートガラスの製造装置であって、
前記ボトムケーシングの少なくともリニアモータの移動磁界の作用するエリアが、絶縁材により電気的に相互に絶縁された複数の非磁性体製のケーシング片によって構成されていることを特徴とするフロートガラスの製造装置。 - 前記ケーシング片は、短冊状であり、その短辺寸法をW(mm)とし、前記リニアモータのポールピッチをτ(mm)とした際に、W≦2τであり、前記リニアモータによる磁界移動方向に対し前記ケーシング片の長辺を略平行に並べて配置されていることを特徴とする請求項3に記載のフロートガラスの製造装置。
- 溶融金属が湛えられた浴槽、浴槽の炉床のボトム煉瓦、ボトム煉瓦の下面にボトム煉瓦を覆うボトムケーシング、ボトムケーシングの下部に溶融金属を磁界により駆動するためのリニアモータが設けられたフロートガラスの製造装置であって、
前記ボトムケーシングの少なくともリニアモータの移動磁界の作用するエリアは、水冷管を有する冷却構造を備えるとともに、絶縁材により電気的に相互に絶縁された複数の非磁性のステンレス製のケーシング片によって構成されていることを特徴とするフロートガラスの製造装置。 - 前記ケーシング片は、短冊状であり、その短辺寸法をW(mm)とし、前記リニアモータのポールピッチをτ(mm)とした際に、W≦2τであり、前記リニアモータによる磁界移動方向に対し前記ケーシング片の長辺を略平行に並べて配置されていることを特徴とする請求項5に記載のフロートガラスの製造装置。
- 請求項1、2、3、4、5又は6のうちいずれか一つに記載のフロートガラスの製造装置を用いてフロートガラスを製造することを特徴とするフロートガラスの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005340131A JP4900773B2 (ja) | 2005-11-25 | 2005-11-25 | フロートガラスの製造装置及びその方法 |
| PCT/JP2006/321301 WO2007060809A1 (ja) | 2005-11-25 | 2006-10-25 | フロートガラスの製造装置及びその方法 |
| KR1020087008053A KR100954310B1 (ko) | 2005-11-25 | 2006-10-25 | 플로트 유리의 제조 장치 및 그 방법 |
| TW095140275A TW200728217A (en) | 2005-11-25 | 2006-10-31 | Apparatus and method for manufacturing float glass |
| US12/124,662 US20080223079A1 (en) | 2005-11-25 | 2008-05-21 | Apparatus and process for producing a float glass |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005340131A JP4900773B2 (ja) | 2005-11-25 | 2005-11-25 | フロートガラスの製造装置及びその方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007145623A JP2007145623A (ja) | 2007-06-14 |
| JP4900773B2 true JP4900773B2 (ja) | 2012-03-21 |
Family
ID=38067047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005340131A Expired - Fee Related JP4900773B2 (ja) | 2005-11-25 | 2005-11-25 | フロートガラスの製造装置及びその方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20080223079A1 (ja) |
| JP (1) | JP4900773B2 (ja) |
| KR (1) | KR100954310B1 (ja) |
| TW (1) | TW200728217A (ja) |
| WO (1) | WO2007060809A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009107914A (ja) * | 2007-11-01 | 2009-05-21 | Central Glass Co Ltd | フロート板ガラスの製造方法 |
| KR101347774B1 (ko) * | 2009-03-03 | 2014-01-07 | 주식회사 엘지화학 | 유리판 제조용 플로트 배스 시스템 및 유리판 제조용 플로트 배스 냉각 방법 |
| KR101347775B1 (ko) * | 2009-03-03 | 2014-01-07 | 주식회사 엘지화학 | 유리판 제조용 플로트 배스 시스템 |
| KR101215733B1 (ko) * | 2009-11-16 | 2012-12-26 | 아사히 가라스 가부시키가이샤 | 용융 유리의 공급 장치 |
| KR101383605B1 (ko) * | 2010-08-11 | 2014-04-11 | 주식회사 엘지화학 | 플로트 유리 제조용 플로트 배스 및 플로트 배스 냉각 방법 |
| KR101383604B1 (ko) * | 2010-08-12 | 2014-04-11 | 주식회사 엘지화학 | 플로트 유리 제조용 플로트 배스 및 플로트 배스 냉각 방법 |
| KR101944563B1 (ko) * | 2011-08-16 | 2019-01-31 | 에이지씨 가부시키가이샤 | 플로트 유리 제조 장치 및 이것을 사용한 플로트 유리 제조 방법 |
| CN104114505B (zh) * | 2012-02-08 | 2017-04-12 | 旭硝子株式会社 | 平板玻璃制造装置和平板玻璃制造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL289568A (ja) * | 1962-03-01 | 1900-01-01 | ||
| US3393061A (en) * | 1965-10-19 | 1968-07-16 | Ford Motor Co | Method and apparatus for preventing bubbles in float glass apparatus |
| US3486876A (en) * | 1967-05-17 | 1969-12-30 | Ford Motor Co | Composite tweel for chamber utilized in the manufacture of float glass |
| US4197106A (en) * | 1978-09-11 | 1980-04-08 | Ppg Industries, Inc. | Method and apparatus for asymmetric cooling in a glass sheet forming chamber |
| US4415349A (en) * | 1982-04-15 | 1983-11-15 | Owens-Illinois, Inc. | Method and apparatus for cooling glass furnace forehearth |
| US4565557A (en) * | 1983-08-26 | 1986-01-21 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Containerless high purity pulling process and apparatus for glass fiber |
| US5007950A (en) * | 1989-12-22 | 1991-04-16 | Ppg Industries, Inc. | Compressed, wedged float glass bottom structure |
| US5948133A (en) * | 1996-02-29 | 1999-09-07 | Asahi Glass Company Ltd. | Method for holding an edge of a molten glass flow |
| JP3845935B2 (ja) * | 1996-02-29 | 2006-11-15 | 旭硝子株式会社 | 溶融ガラス流のエッジ保持方法およびガラスリボン成形装置およびガラス板製造方法 |
| JP3844164B2 (ja) * | 1996-12-26 | 2006-11-08 | 旭硝子株式会社 | 板ガラスの製造方法および製造装置 |
| US6003337A (en) * | 1996-12-26 | 1999-12-21 | Asahi Glass Company Ltd. | Method and apparatus for producing a sheet glass |
| JP3846026B2 (ja) * | 1998-04-27 | 2006-11-15 | 旭硝子株式会社 | 板ガラスの製造方法および該方法に使用する装置 |
| JP4174855B2 (ja) * | 1998-06-29 | 2008-11-05 | 旭硝子株式会社 | フロート板ガラス製造装置及びフロート板ガラス製造方法 |
| WO2005021450A1 (ja) * | 2003-08-29 | 2005-03-10 | Nippon Sheet Glass Company, Limited | ガラス溶融装置及びガラス溶融方法 |
-
2005
- 2005-11-25 JP JP2005340131A patent/JP4900773B2/ja not_active Expired - Fee Related
-
2006
- 2006-10-25 KR KR1020087008053A patent/KR100954310B1/ko not_active IP Right Cessation
- 2006-10-25 WO PCT/JP2006/321301 patent/WO2007060809A1/ja active Application Filing
- 2006-10-31 TW TW095140275A patent/TW200728217A/zh not_active IP Right Cessation
-
2008
- 2008-05-21 US US12/124,662 patent/US20080223079A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007060809A1 (ja) | 2007-05-31 |
| KR20080050464A (ko) | 2008-06-05 |
| US20080223079A1 (en) | 2008-09-18 |
| KR100954310B1 (ko) | 2010-04-21 |
| JP2007145623A (ja) | 2007-06-14 |
| TWI377180B (ja) | 2012-11-21 |
| TW200728217A (en) | 2007-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4900773B2 (ja) | フロートガラスの製造装置及びその方法 | |
| CN105307989A (zh) | 浮法玻璃制造方法及浮法玻璃制造装置 | |
| JP4725153B2 (ja) | フロート板ガラス製造方法及びその装置 | |
| JP2007131525A (ja) | 平坦ガラス、特にガラスセラミックになり易いフロートガラスの製造方法 | |
| JP4581877B2 (ja) | 減圧脱泡装置の減圧脱泡槽を通電加熱する方法、減圧脱泡装置を通電加熱する方法、およびそれらを用いた減圧脱泡方法、ガラス製造方法、ならびに減圧脱泡装置 | |
| US20070209395A1 (en) | Method for manufacturing float glass and device therefor | |
| JP4339949B2 (ja) | フロート式板ガラス製造方法及びその製造装置 | |
| JP5409693B2 (ja) | ガラス板製造用フロート槽、これを用いたフロートガラスの成形方法、及びフロート槽にバリアを施工する方法 | |
| KR19980063260A (ko) | 용융유리흐름의 에지 지지 방법 및 유리리본 성형 장치 | |
| JP4924979B2 (ja) | フロート板ガラスの製造装置及び製造方法 | |
| JP2006315937A (ja) | 板ガラス及び板ガラスの製造方法 | |
| WO2021117618A1 (ja) | 溶融ガラスの輸送装置、ガラス物品の製造装置、及びガラス物品の製造方法 | |
| CN116213692A (zh) | 一种单流弧形通道气幕挡墙感应加热中间包及浇注方法 | |
| US3941576A (en) | Method and apparatus for making molten glass with batch guiding means | |
| JP2017014059A (ja) | 溶融ガラス供給装置、ガラス板の製造装置、およびガラス板の製造方法 | |
| JP5267315B2 (ja) | 連続鋳造用タンディッシュ及び連続鋳造方法 | |
| JP2012082107A (ja) | 板ガラス成形装置及び板ガラスの成形方法 | |
| JP4766303B2 (ja) | フロート板ガラス製造装置及びフロート板ガラス製造方法 | |
| KR20060123615A (ko) | 구조물 및 플로트 판유리 제조 장치, 그리고 기포 부상억제 방법 및 플로트 판유리 제조 방법 | |
| US3941577A (en) | Method and apparatus for making molten glass | |
| WO2013088894A1 (ja) | フロートガラス板の成形方法、及びフロートガラス板の成形装置 | |
| KR20050064935A (ko) | 턴디시 용강의 와류억제 및 승온장치와 그 방법 | |
| JP2000271706A (ja) | 双ロール式連続鋳造方法とその装置 | |
| JP2007320830A (ja) | フロートバス | |
| CN115974366A (zh) | 一种玻璃液快速澄清设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061024 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081017 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150113 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |