JP4884635B2 - 改良された断熱性能を有する吸音性ポリマー発泡体 - Google Patents
改良された断熱性能を有する吸音性ポリマー発泡体 Download PDFInfo
- Publication number
- JP4884635B2 JP4884635B2 JP2001568713A JP2001568713A JP4884635B2 JP 4884635 B2 JP4884635 B2 JP 4884635B2 JP 2001568713 A JP2001568713 A JP 2001568713A JP 2001568713 A JP2001568713 A JP 2001568713A JP 4884635 B2 JP4884635 B2 JP 4884635B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- polymer foam
- polymer
- less
- average
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/5627—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching
- B29C44/5663—After-treatment of articles, e.g. for altering the shape by mechanical deformation, e.g. crushing, embossing, stretching by perforating the foam, e.g. to open the cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Description
【発明の属する技術分野】
本発明は、吸音及び断熱の両者の末端の用途に有用な押し出された多孔性熱可塑性ポリマー発泡体に関する。
【0002】
【従来の技術】
望ましい吸音性を有するポリマー発泡体は、周知である。熱可塑性物質から製造された多くのものも周知である。しかし、熱可塑性ポリオレフィン発泡体を使用する欠点の1つは、それらが一般に吸音及び断熱の両者に適していないということである。吸音は、一般に、連続気泡発泡体またはそれと多孔性発泡体との組み合わせの使用を必要とするものと考えられるが、一方断熱は、一般に、独立気泡発泡体または多孔性発泡体を必要とするものと考えられる。連続気泡発泡体は、それらが水を吸収し勝ちであり、それらの断熱の価値をさらに低下させるために、水に曝される環境ではさらに不利であると考えられる。
【0003】
【発明が解決しようとする課題】
そのため、特に高湿度の環境において、これら2つの使用が可能な改良された熱可塑性ポリマー発泡体物質の需要がなお存在する。
【0004】
【課題を解決するための手段】
本発明の1つの態様は、
(A)1.5mmから4mmの範囲の平均気泡サイズ、及びASTM D2856、方法Aに従って測定して40%以下の連続気泡含量を有するポリマー発泡体を用意し、そして
(B)ASTM D2856、方法Aに従って測定して発泡体の連続気泡含量が、工程(A)のポリマー発泡体に比較して少なくとも10%増大してASTM D2856、方法Aに従って測定して少なくとも20%の連続気泡含量を有する有孔ポリマー発泡体を得るように、工程(A)で用意されたポリマー発泡体にポリマー発泡体の表面で孔を開けて、その表面からポリマー発泡体中に延在する複数の有孔チャンネルを形成し、
孔開け工程(B)は、工程(B)で形成される有孔チャンネルの平方センチメートルあたりの数、「PD」、が式(I)によって決定される値を有するように行われ、
PD≧X/(ACS) 2 (I)
(ここで、「ACS」は、ASTM D3576に従ってミリメートルで測定された工程(A)で用意されるポリマー発泡体の平均気泡サイズを表し、「X」は4に等しい)ここでPDは10平方センチメートルあたり少なくとも30有孔チャンネルであり、及び/またはACSは少なくとも3mmであることを特徴とする改良された断熱性能を有する多孔性の吸音ポリマー発泡体を製造する方法である。
【0005】
本発明の他の態様は、上記の方法に従って得ることのできる多孔性のポリマー発泡体及び吸音としてのそれらの用途である。含まれるのは、1.5mmから4mmの範囲の平均気泡サイズ及びASTM D2856、方法Aに従って測定して50%以下の連続気泡含量を有するポリマー発泡体からなる吸音及び断熱に有用な多孔性のポリマー発泡体であり、それは以下の式(II)
Z×%OCC/(100−%OCC)≦(PD) (II)
(ここで、「PD」は、工程(B)により形成される平方センチメートルあたりの有孔チャンネルの数を表し;「%OCC」は、ASTM D2856、方法Aに従って測定して工程(B)により形成される有孔ポリマー発泡体の連続気泡含量パーセントを表し;そして「Z」は、1に等しい正の整数である)
に従ってポリマー発泡体中にその表面から延在する複数の有孔チャンネルを有する。ポリマーは、好ましくは、
(A)(1)1.5以下のtanδ値、(2)少なくとも7センチニュートン(cN)の溶融張力及び/または(3)少なくとも10センチニュートン(cN)の溶融強さを有する少なくとも1種の主にアイソタクチックなプロピレンポリマー、そして
(B)65:35以下の重量比でプロピレンポリマーとブレンドされるフリーラジカル工程をへて生成された少なくとも1種のエチレンポリマー樹脂
である。ポリマー発泡体は、好ましくは25kg/m3より低い密度を有する。
【0006】
1.発泡体を製造するための成分
本発明のポリマー発泡体に好適な熱可塑性樹脂は、押し出し法により発泡可能なすべてのタイプの熱可塑性ポリマー及びそれらのブレンドを含む。本発明に好適な熱可塑性ポリマー樹脂の例は、ポリスチレン及びポリオレフィンの樹脂を含むがこれらに限定されず、そしてポリエチレン樹脂、ポリプロピレン樹脂、並びにエチレン−スチレンインターポリマー(ESI)樹脂とポリオレフィン樹脂とのブレンド、例えばポリエチレン及びESIまたはプロプロピレン及びESIとポリエチレン樹脂とのブレンド、ポリエチレン樹脂のコポリマーを含み、ポリエチレン樹脂のブレンドが好ましい。これら樹脂の例は、低密度ポリエチレン樹脂、例えば0.9dg/分の溶融指数及び0.922g/cm3の密度を有するものである。
【0007】
前記のエチレン−スチレンインターポリマーは、i)1種以上のα−オレフィンモノマー、及びii)1種以上のビニルまたはビニリデン芳香族モノマーまたはそれらと1種以上の立体ヒンダード脂肪族または脂環族ビニルまたはビニリデンモノマー、そして任意にiii)1種以上の他の重合可能なエチレン性不飽和モノマーからなる、重合した形の実質的にランダムなインターポリマーである。
【0008】
用語「インターポリマー」は、少なくとも2種の異なるモノマーが重合してインターポリマーを製造するポリマーを示すのに本明細書で使用される。
【0009】
用語「実質的にランダム」は、本明細書で使用されるとき、 i)1種以上のα−オレフィンモノマー、及びii)1種以上のビニルまたはビニリデン芳香族モノマーまたはそれらと1種以上の立体ヒンダード脂肪族または脂環族ビニルまたはビニリデンモノマー、そして任意にiii)1種以上の他の重合可能なエチレン性不飽和モノマーを重合することから得られる実質的にランダムなインターポリマーであり、一般に、該インターポリマーのモノマーの分布が、J.C.Randallにより「POLYMER SEQUENCE DETERMINATION、Carbon−13 NMR Method」Academic Press、New York、1977、pp71−78に記載されていることいるように、一次または二次のMarkovian統計モデルによりまたはBernoulliの統計モデルにより記述できることを意味する。好ましくは、 i)1種以上のα−オレフィンモノマー、及びii)1種以上のビニルまたはビニリデン芳香族モノマーまたはそれらと1種以上の立体ヒンダード脂肪族または脂環族ビニルまたはビニリデンモノマー、そして任意にiii)1種以上の他の重合可能なエチレン性不飽和モノマーを重合することにより得られる実質的にランダムなインターポリマーは、3つより多い単位のビニルまたはビニリデン芳香族モノマーのブロック中のビニルまたはビニリデン芳香族モノマーの全量の15モル%以上含まない。より好ましくは、インターポリマーは、高度のイソタクチック性またはシンジオタクチック性の何れかを特徴としない。これは、実質的にランダムなインターポリマーの炭素−13NMRスペクトルにおいて、メソジアッド配列またはラセミジアッド配列の何れかを示す主鎖メチレン及びメチン炭素に相当するピーク領域が、主鎖メチレン及びメチン炭素の全ピーク領域の75%を越えてはならないことを意味する。以下に使用される用語「実質的にランダムなインターポリマー」は、上記のモノマーから製造される実質的にランダムなインターポリマーを意味する。
【0010】
実質的にランダムなインターポリマーを製造するのに有用な好適なα−オレフィンモノマーは、例えば、2−20個、好ましくは2−12個、さらに好ましくは2−8個の炭素原子を含有するα−オレフィンを含む。特に好適なのは、エチレン、プロピレン、ブテン−1、4−メチル−1−ペンテン、ヘキセン−1またはオクテン−1、または1種以上のプロピレン、ブテン−1、4−メチル−1−ペンテン、ヘキセン−1またはオクテン−1と組み合わされたエチレンである。最も好ましいのは、エチレン、またはエチレンとC3−8α−オレフィンとの組み合わせである。これらのα−オレフィンは、芳香族基を含まない。
【0011】
他の任意の重合可能なエチレン性不飽和モノマーの1種以上は、束縛環オレフィン、例えばノルボルネン及びC1−10アルキルまたはC6−10アリール置換ノルボルネンを含み、インターポリマーの例は、エチレン/スチレン/ノルボルネンである。
【0012】
実質的にランダムなインターポリマーを製造するのに使用できる好適なビニルまたはビニリデン芳香族モノマーは、例えば、以下の式
【0013】
最も好ましい実質的にランダムなインターポリマーは、エチレンとスチレンとのインターポリマー、そしてエチレン、スチレン及び少なくとも1種の3−8個の炭素原子を含むα−オレフィンのインターポリマーである。
【0014】
実質的にランダムなインターポリマーは、通常、0.5−65モル%、好ましくは1−55モル%、さらに好ましくは2−50モル%の少なくとも1種のビニルまたはビニリデン芳香族モノマーまたはそれと立体ヒンダード脂肪族または脂環族ビニルまたはビニリデンモノマーを含み、そして35−99.5モル%、好ましくは45−99モル%、さらに好ましくは50−98モル%の少なくとも1種の2−20個の炭素原子を含む脂肪族α−オレフィンを含有する。これらのインターポリマーは、WO98/10014に従って製造され、それは本明細書で参考として引用される。
【0015】
工程(A)により用意されるポリマー発泡体は、好ましくは、少なくとも1種のポリオレフィンからなる。1つの態様では、工程(A)で用意されるポリマー発泡体は、少なくとも2mmの平均気泡サイズ、300kg/m3以下のの密度、少なくとも0.2の平均吸音係数、及び少なくとも110℃の熱変形温度を有する多孔性の熱可塑性ポリマー発泡体であり、熱可塑性ポリマーが、
(A)(1)1.5以下のtanδ値、少なくとも7センチニュートン(cN)の溶融張力及び/または少なくとも10センチニュートン(cN)の溶融強さの少なくとも1つを有する少なくとも1種の主にアイソタクチックなプロピレンポリマー、そして任意に
(B)65/35以下の重量比でプロピレンポリマーとブレンドされるフリーラジカル工程をへて生成された少なくとも1種のエチレンポリマー
からなり;
発泡体は、少なくとも1つの表面の10平方センチ(cm2)あたり少なくとも1個の有孔チャンネルが平均して存在するように、少なくとも1つの表面から発泡体に延在する複数の有孔チャンネルを有する少なくとも1つの表面を有する。発泡体は、25kg/m3より低い密度を有する。
【0016】
用語「プロピレンポリマー」は、本明細書で使用されるとき、そのモノマー単位の少なくとも50重量%がプロピレンから直接由来するポリマーを意味する。プロピレンポリマーに含まれうるプロピレン以外の好適なエチレン性不飽和モノマーは、オレフィン、酢酸ビニル、アクリル酸メチル、アクリル酸エチル、メタクリル酸メチル。アクリル酸、イタコン酸、マレイン酸及び無水マレイン酸を含む。適切なプロピレンインターポリマーは、エチレン、C4−C101−オレフィン及びC4−C10ジエンから選ばれるオレフィンとプロピレンとのランダム、ブロック及びグラフトコポリマーまたはインターポリマーを含む。プロピレンインターポリマーは、またエチレン及びC4−C81−オレフィンからなる群から選ばれる1−オレフィンとプロピレンとのランダムインターポリマーを含む。 C4−C101−オレフィンは、線状及び分枝のC4−C101−オレフィン例えば1−ブテン、イソブチレン、1−ペンテン、3−メチル−1−ブテン、1−ヘキセン、3、4−ジメチル−1−ブテン、1−ヘプテン、3−メチル−1−ヘキセンなどを含む。 C4−C10ジエンの例は、1、3−ブタジエン、1、4−ペンタジエン、イソプレン、1、5−ヘキサジエン及び2、3−ジメチル−1、3−ヘキサジエンを含む。本明細書で使用されるとき、用語「インターポリマー」は、2種以上の異なるモノマーの反応から由来するポリマーを意味し、そして例えばコポリマー及びターポリマーを含む。
【0017】
プロピレンポリマー物質は、単に、1種以上のプロピレンホモポリマー、1種以上のプロピレンコポリマー及びプロピレンホモポリマー及びコポリマーのそれぞれの1種以上のブレンドからなる。ポリプロピレンは、好ましくは、少なくとも約70重量%、より好ましくは少なくとも約90重量%そしてさらにより好ましくは約100重量%のプロピレンモノマー由来単位からなる(即ちプロピレンホモポリマーが好ましい)。
【0018】
プロピレンポリマーは、好ましくは、少なくとも100000の重量平均分子量(Mw)を有する。Mwは、周知の方法で測定できる。
【0019】
プロピレンポリマーは、また好ましくは、1より小さい分枝指数を有する。分枝指数は、本発明について選択される長鎖の分枝の程度を定量化するアプローチである。分枝指数の定義及びこれを測定する方法は、米国特許4916198の3欄65行から4欄30行に記載されており、それは参考として本明細書に引用される。分枝指数は、より好ましくは、約0.9より小さく、そしてさらにより好ましくは約0.4より小さい。
【0020】
プロピレンポリマーは、1.5以下、好ましくは1.2以下、より好ましくは1.0以下そしてさらにより好ましくは0.8以下のtanδ値を有する。tanδは、毎秒1ラジアンの振動周波数で190℃でプロピレンポリマーの厚さ2.5mm直径25mmの試料を使用して、g´´/g´(但し、g´´はプロピレンポリマーの損失モジュラスであり、そしてg´はプロピレンポリマー溶融物の貯蔵モジュラスである)から計算できる。これらのパラメータは、機械的分光計例えばRheometrics、Inc.Piscataway、New Jersey、米国から市販されているRheometrics Model RMS−800を使用して測定できる。tanδ、g´及びg´´の値のこの測定をどのようにして行うかの詳細は、米国特許5527573の5欄、59−64行及び6欄、4−29行に示され、それは、本明細書において参考として引用される。
【0021】
さらにまたは別に、プロピレンポリマーは、好ましくは、少なくとも7センチニュートン(cN)、より好ましくは少なくとも10cNそしてさらにより好ましくは少なくとも15cNそしてなお好ましくは少なくとも20cNの溶融張力を有する。好ましくは、プロピレンポリマーは、60cN以下、より好ましくは40cN以下の溶融張力を有する。用語「溶融張力」は、本明細書を通して使用されるとき、Toyo Seiki Seisaku−syo,Ltd.から市販されているMelt Tension Tester Model 2として周知の装置を使用して、3.14メートル/分の一定な卷き取り速度及び20mm/分の押し出し速度で、230℃で直径2.1mm及び長さ40mmを有する毛管ダイから押し出された溶融ポリマー物質のストランドの張力cNの測定をいう。溶融張力を測定するこの方法は、ときには、「Chisso法」とよばれる。
【0022】
さらにまたは別に、プロピレンポリマーは、好ましくは、少なくとも10センチニュートン、より好ましくは少なくとも20cNそしてさらにより好ましくは少なくとも25cNそしてなお好ましくは少なくとも30cNの溶融強さを有する。好ましくは、プロピレンポリマーは、60cN以下、さらに好ましくは55cN以下の溶融強さを有する。用語「溶融強さ」は、本明細書を通して、Gottfert、Inc.から市販されているGottfert Rheotens(商標)溶融張力装置として知られている装置を使用して、0.030cc/秒の速度で190℃で41.9mmの長さ及び2.1mmの直径を有する毛管ダイから押し出され、そして一定の加速度で延伸されて制限延伸力または破壊時の強さを測定する溶融ポリマー物質のストランドの張力cNの測定をいう。
【0023】
本発明の方法で使用されるプロピレンポリマーは、好ましくは、また同じRheotens(商標)溶融張力装置及び上記の一般的な方法により測定して、少なくとも100%、より好ましくは少なくとも150%、最も好ましくは少なくとも200%の溶融伸びを有する。
【0024】
プロピレンポリマー物質は、好ましくは、また少なくとも0.01g/10分、より好ましくは少なくとも0.05g/10分、さらにより好ましくは少なくとも0.1g/10分、そしてなお好ましくは少なくとも0.5g/10分、そして10分あたり100gまで、より好ましくは10分あたり50gまで、さらにより好ましくは10分あたり20gまでそしてなお好ましくは10分あたり10gまでのメルトフローレートを有する。本明細書を通して、用語「メルトフローレート」は、American Society for Testing and Materials(ASTM)D−1238条件230℃/2.16kg(Condition Lに等しい)に従って行われた測定をいう。
【0025】
好ましいプロピレンポリマーは、分枝または高度に架橋したものを含む。分枝(または軽度の架橋)は、当業者に一般に周知の方法、例えば化学的または照射分枝/光架橋により得ることができる。最終のプロプロピレン樹脂生成物を製造するためにポリプロピレン樹脂を使用する前に分枝した/軽度に架橋したプロプロピレン樹脂として製造されるこれら樹脂の1つ及びこのポリプロピレン樹脂を製造する方法は、米国特許4916198に記載されており、それは本明細書に参考として引用される。分枝/軽度の架橋のポリプロピレン樹脂を製造する他の方法は、ポロプロピレン樹脂とともに押し出し機中に化学化合物を導入し、そして分枝/軽度の架橋反応を押し出し機中で生じさせることである。この方法は、多官能性アジドによる米国特許A3250731、アジド官能性シランによる米国特許A4714716(そして公開国際出願WO99/10424)及びマルチ−ビニル官能性モノマーと一緒のペルオキシドによるEP−A−879844に説明されており、これらのそれぞれは、本明細書で参考として引用される。照射技術は、米国特許A5605936及び5883151に説明されており、これらは本明細書に参考として引用される。発泡体を製造するのに使用されるポリマー組成物は、ASTM D2765−84、方法Aに従って、好ましくは10%より低い、より好ましくは5%より低いゲル含量を有する。
【0026】
用語「エチレンポリマー」は、本明細書で使用されるとき、そのモノマー単位の少なくとも50重量%がエチレンから直接由来するポリマーを意味する。エチレンポリマーは、フリーラジカル法により生成される少なくとも1種のエチレンポリマーである。エチレンポリマーは、好ましくは、触媒、特に本発明の発泡体を製造するのに使用される発泡可能な組成物に関する核形成剤として作用できる固体触媒または他の触媒の存在なしに製造される。エチレンポリマーは、好ましくは、低密度ポリエチレン(LDPE)、モノカルボン酸のビニルエステル例えば酢酸ビニル及びプロピオン酸ビニル、並びにモノエチレン性カルボン酸のエステル例えばアクリル酸(メタクリル酸)メチル、アクリル酸(メタクリル酸)エチル、アクリル酸(メタクリル酸)プロピル並びにこれらの混合物である。好適なエチレンインターポリマーは、本明細書に参考として引用される米国特許4101467において「ソフトエチレン性ポリマー」として記載されているものを含む。好ましいエチレンポリマーの特定の例は、LDPE、エチレン−酢酸ビニルコポリマー(EVA)、エチレン−アクリル酸エチルコポリマー(EEA)、及び/またはエチレン−アクリル酸コポリマー(EAA)並びにこれらの混合物を含む。
【0027】
エチレンポリマー中に配合されるエチレン以外のモノマーの量は、50重量%より少なく、より好ましくは30重量%以下、さらにより好ましくは10重量%以下そしてなお好ましくは1重量%以下である。エチレンポリマーは、好ましくは、低密度ポリエチレン(LDPE)である。
【0028】
上記のエチレンポリマーは、市販製品として容易に入手可能である及び/またはそれらの製法は周知である。例えば、Dow Chemical Companyは、上記のエチレンポリマーのいくつか例えば好ましいLDPEの周知の製造者である。
【0029】
エチレンポリマーは、少なくとも0.01g/10分、より好ましくは0.05g/10分そしてさらにより好ましくは少なくとも0.1g/10分、そして10分あたり100gまで、より好ましくは10分あたり50gまでそしてさらにより好ましくは10分あたり20gまでの範囲の溶融指数I2を有する。本明細書を通して、用語「溶融指数」は、ASTM D−1238条件190℃/2.16kgに従って行われる測定をいう。
【0030】
本発明の発泡体を製造するのに有用な発泡剤は、当業者に周知のすべてのタイプの発泡剤即ち物理的及び化学的発泡剤及びそれらの混合物を含み、無機発泡剤、有機発泡剤、及び化学的発泡剤を含む。好適な無機発泡剤は、二酸化炭素、窒素、アルゴン、水、空気及びヘリウムを含む。有機発泡剤は、1−6個の炭素原子を有する脂肪族炭化水素、1−3個の炭素原子を有する脂肪族アルコール、そして1−4個の炭素原子を有する完全にまたは部分的にハロゲン化した脂肪族炭化水素を含む。脂肪族炭化水素は、メタン、エタン、プロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン及びネオペンタンを含む。完全にまたは部分的にハロゲン化した脂肪族炭化水素は、クロロカーボン、フルオロカーボン及びクロロフルオロカーボンを含む。本発明で使用されるクロロカーボンは、塩化メチル、塩化メチレン、塩化エチル及び1、1、1−トリクロロエタンを含む。本発明で使用されるフルオロカーボンは、フッ化メチル、フッ化メチレン、フッ化エチル、1、1−ジフルオロエタン(HFC−152a)、1、1、1−トリフルオロエタン(HFC−143a)、1、1、1、2−テトラフルオロエタン(HFC−134a)、1、1、2、2−テトラフルオロメタン(HFC−134)、ペンタフルオロエタン(HFC−125)、ペルフルオロエタン、2、2−ジフルオロプロパン、1、1、1−トリフルオロプロパン及び1、1、1、3、3−ペンタフルオロプロパンを含む。本発明で使用される部分的に水素化されたクロロフルオロカーボンは、クロロジフルオロメタン(HCFC−22)、1、1−ジクロロ−1−フルオロエタン(HCFC−141b)、1−クロロ−1、1−ジフルオロ−エタン(HCFC−142b)、1、1−ジクロロ−2、2、2−トリフルオロエタン(HCFC−123)及び1−クロロ−1、2、2、2−テトラフルオロエタン(HCFC−124)である。完全にハロゲン化されたクロロフルオロカーボンも使用されるが、環境上の理由から好まれない。本発明で使用される化学的発泡剤は、アゾジカーボンアミド、アゾジイソブチロニトリル、ベンゼンスルホニルヒドラジド、4、4−オキシベンゼンスルホニルセミ−カルバジド、p−トルエンスルホニルセミ−カルバジド、N、N´−ジメチル−N、N´−ジニトロソテレフタラミド及びトリヒドラジントリアジン、重炭酸ナトリウム及び重炭酸ナトリウムとクエン酸との混合物を含む。すべてのこれらの発泡剤の混合物も本発明の範囲内に入る。成形可能なビーズを製造する押し出し法及びパッチ法用の好ましい発泡剤は、物理的発泡剤であり、揮発性の有機発泡剤が好ましく、低級炭化水素(例えばプロパン、ブタン及びイソブタン)が最も好ましい。架橋発泡法用の好ましい発泡剤は、分解可能な発泡剤及び窒素である。
【0031】
発泡体形成ゲルを製造するためにポリマー溶融物質に配合される発泡剤の量は、予定の密度を達成するために必要に応じ変化する。
【0032】
本発明の発泡体は、任意に、断熱能力を高めるために、赤外線吸収剤(透過ブロッカー)例えばカーボンブラック、グラファイトまたは二酸化チタンをさらに含む。利用されるとき、赤外線吸収剤は、発泡体中のポリマーブレンドの重量に基づいて、1.0−25重量%そして好ましくは2.0−10.0重量%を占める。カーボンブラックは、当業者に周知の任意のタイプ、例えばファーナスブラック、サーマルブラック、アセチレンブラック及びチャンネルブラックである。
【0033】
本発明の発泡体が寸法安定性を示すことが好ましい。安定性コントロール剤は、前記の発泡体から実質的に独立気泡の構造の厚い(即ち4mmより厚い)シート及び平板製品(12mmより厚い)を製造するのに特に望ましい。対照的に、追加の安定性コントロール剤は、実質的に連続気泡の発泡体を形成するとき、恐らく必要ないかまたは望ましくない。
【0034】
寸法安定性は、発泡体の発泡後30秒以内に測定された、発泡体の最初の体積の%としてエージング中の発泡体の体積をとることにより測定される。この定義を用いて、1月以内に最初の体積の80%以上を回復する発泡体は、良いとされるが、85%以上を回復する発泡体が好ましく、そして90%以上を回復する発泡体が特に好ましい。体積は、好適な方法例えば水による体積置換により測定される。
【0035】
好ましい安定性コントロール剤は、C10−24脂肪酸のアミド及びエステルを含む。これらの剤は、米国特許3644230及び4214054に教示されている。最も好ましい剤は、ステアリルステアラミド、グリセロールモノステアレート、グリセロールモノベンネート及びソルビトールモノステアレートを含む。代表的には、これらの安定性コントロール剤は、ポリマーの100部あたり0.1−10部に及ぶ量で使用される。
【0036】
種々の添加物例えば無機充填剤、顔料、抗酸化剤、酸捕捉剤、紫外線吸収剤、難燃剤、加工助剤または押し出し助剤も、発泡体に配合できる。任意に、核形成剤は、発泡可能なブレンド中に添加できる。本発明の発泡体を製造するのに使用される核形成剤の量は、所望の気泡サイズ、発泡温度及び核形成剤の組成に従って変化する。例えば、大きな気泡サイズが望まれるとき、ほとんどまたは全く核形成剤を使用してはならない。有用な核形成剤は、炭酸カルシウム、ステアリン酸バリウム、ステアリン酸カルシウム、タルク、粘土、二酸化チタン、シリカ、ステアリン酸バリウム、珪藻土そしてクエン酸と重炭酸ナトリウムとの混合物を含む。利用されるとき、使用される核形成剤の量は、ポリマー樹脂ブレンドの100重量部あたり0.01−5重量部(pph)に及ぶ。
【0037】
2.発泡体の製法
本発明のポリマー発泡体は、当業者に周知の技術及び方法により製造でき、そして分解可能な発泡剤及び架橋を使用して押し出し法及びバッチ法を含み、押し出し法が好ましい。
【0038】
押し出し発泡法では、ポリマー成分は、ポリマー溶融物に転換され、そして発泡剤さらにもし所望ならば他の添加物をポリマー溶融物中に配合して発泡可能なゲルを形成する。次に、発泡可能なゲルをダイを通して減圧または低圧のゾーン(発泡化を促進して所望の製品を形成する)に押し出す。減圧は、発泡可能なゲルがダイを通して押し出される前に維持されるそれより低い。
【0039】
発泡可能なゲルがダイを通して押し出される前に、発泡可能なゲルは、溶融混合を促進する温度から、発泡可能な組成物の成分ポリマーの融点(Tm)の30℃以内に一般にある低い温度に冷却される。
【0040】
発泡剤は、例えば押し出し機、ミキサーまたはブレンダーによるような当業者に周知の任意の手段によりポリマー溶融物中に配合または混合される。発泡剤は、溶融ポリマー物質の実質的な発泡を防ぎそして一般に発泡剤をそのなかに均一に分散されるのに充分な高い圧力でポリマー溶融物と混合される。任意に、核形成剤が、ポリマー溶融物中にブレンドされるか、または可塑化または溶融化の前にポリマー物質とドライブレンドされる。
【0041】
任意の従来の発泡剤が、本発明による発泡体を製造するのに使用される。米国特許5348795は、3欄15−61行で多数の発泡剤を開示しており、その教示は、本明細書で参考として引用される。米国特許5527573も、4欄66行から5欄、20行にかけて多数の好適な発泡剤を開示しており、その教示は、本明細書で参考として引用される。好ましい発泡剤は、1−9個の炭素原子を有する脂肪族炭化水素特にプロパン、n−ブタン及びイソブタンを含む。
【0042】
押し出し法では、気泡サイズは、いくつかのパラメータにより影響をうけ、それらは、発泡剤のタイプ及びレベル、ポリマーのタイプ、ダイオリフィスの形状、ダイにおけるせん断速度、核形成剤のレベル、気泡拡大剤の使用及び発泡温度を含む。気泡サイズを大きくするためには、気泡核形成剤は通常添加されない。その代わり、気泡拡大剤が添加される。パラメータの残りのなかで、発泡剤のタイプ及びレベルが、気泡サイズに最大の影響を有する。元来、比較的高い溶解性を有しそして比較的低いレベルで小さい分子サイズを有する発泡剤は、大きな気泡サイズを生ずる。これらの発泡剤の例は、プロパン、n−ブタン、イソブタン、n−ペンタン、塩化メチル、塩化メチレン、塩化エチル、メタノール、エタノール、ジメチルエーテル、水、そしてこれらの発泡剤の1種以上を含む混合した発泡剤を含む。高圧フリーラジカル法により製造された分枝エチレン性ポリマー樹脂は、これらの発泡剤により発泡したとき、大きな気泡サイズをもたらし勝ちである。気泡サイズを拡大する添加物は、一般に、ポリマー樹脂を可塑化するのに使用される化合物である。気泡サイズ拡大剤の例は、米国特許4229396に記載されたような比較的低い融点を有するワックス状の物質、そして米国特許5489407に記載されたような非ワックス状の低分子量化合物を含む。さらに、ダイオリフィスで比較的低いせん断速度は、大きな気泡サイズを生ずる。
【0043】
本発明のポリマー発泡体は、架橋または非架橋である。ポリマーの発泡構造を製造しそしてそれらを加工する方法は、C.P.Park「Polyolefin Foam」9章、Handbook of Polymer Foams and Technology、D.Klempner及びK.C.Frisch編、Hanser Publishers、Munich,Vienna,New York,Barcelona(1991)に教示されている。
【0044】
本発明の非架橋発泡体は、従来の押し出し発泡法により製造される。発泡体の構造は、一般に、熱可塑性ポリマー樹脂(即ちポリマー物質)を加熱して可塑化したまたは溶融したポリマー物質を形成し、そのなかに発泡剤を配合して発泡可能なゲルを形成し、そしてゲルをダイを通して押し出して発泡体製品を形成することにより製造される。発泡剤と混合する前に、ポリマー物質をそのガラス転移温度または融点以上の温度に加熱する。発泡剤は、当業者に周知の任意の手段例えば押し出し機、ミキサー、ブレンダーなどにより溶融したポリマー物質中に配合または混合される。発泡剤は、溶融ポリマー物質の実質的な発泡を防ぎそして一般に発泡剤をそのなかに均一に分散されるのに充分な高い圧力でポリマー溶融物と混合される。任意に、核形成剤が、ポリマー溶融物中にブレンドされるか、または可塑化または溶融化の前にポリマー物質とドライブレンドされる。発泡可能なゲルは、代表的には、低温度に冷却されて発泡構造の物理的特徴を最適にする。ゲルを次に所望の形状のダイを通して減圧または低圧のゾーンに運び、発泡構造を形成する。低圧のゾーンは、発泡可能なゲルがダイを通して押し出される前に維持されるそれより低い圧である。低圧は、大気圧より上または大気圧より下(真空)であるが、好ましくは大気圧のレベルである。
【0045】
本発明の非架橋発泡体は、またマルチオリフィスダイを通して熱可塑性ポリマー樹脂(即ち、ポリマー物質)を押し出すことにより合体したストランドの形で形成できる。オリフィスは、溶融した押し出し物の隣接する流れ間の接触が発泡化工程中で生じそして接触する表面が、一体となった発泡体の構造を生ずるのに充分な接着で互いに接着するように用意される。ダイを出る溶融した押し出し物の流れは、ストランドまたはプロフィルの形をとり、それらは、望ましくは、発泡し、合体し、そして互いに接着して一体化した構造を形成する。望ましくは、合体した個々のストランドまたはプロフィルは、一体化した構造で接着したままで、発泡体の製造、成形及び使用に遭遇する応力下でのストランドの離層を防がねばならない。合体したストランドの形の発泡構造を製造する装置及び方法は、米国特許A3573152及び4824720に教示されており、それらのそれぞれは本明細書に参考として引用される。
【0046】
本発明の発泡構造は、また物品に成形するのに好適な非架橋発泡ビーズに形成できる。発泡ビーズは、押し出し法またはバッチ法により製造できる。押し出し法では、従来の発泡体押し出し装置に付着したマルチ孔ダイから出る発泡ビーズは、顆粒化されて発泡ビーズを形成する。バッチ法では、分離した樹脂粒子例えば顆粒化樹脂ペレットは、それらが実質的に不溶な液体媒体例えば水に懸濁され、オートクレーブまたは他の耐圧容器中で高温及び高圧で液体媒体中に発泡剤を導入することにより発泡剤を含浸させ、そして発泡ビーズを形成するために大気圧または減圧の領域に急速に放出して発泡させる。この方法は、米国特許A4379859及び4464484に教示され、それらのそれぞれは本明細書に参考として引用される。
【0047】
本発明の架橋した発泡体は、分解可能な発泡剤を使用する架橋発泡法または従来の押し出し法の何れかにより製造できる。
【0048】
分解可能な発泡剤を使用する架橋発泡法を利用するときは、本発明の架橋した発泡体は、熱可塑性ポリマー樹脂(即ちポリマー物質)を分解可能な発泡剤とブレンドし加熱して発泡可能な可塑化したまたは溶融したポリマー物質を形成し、発泡可能な溶融したポリマー物質をダイを通して押し出し、溶融したポリマー物質に架橋を導入し、そして溶融したポリマー物質を高温度に曝して発泡剤を放出させて発泡構造を形成することにより製造される。ポリマー物質及び化学的発泡剤は、例えば押し出し機、ミキサー、ブレンダーのような当業者に周知の任意の手段により混合または溶融ブレンドされる。化学的発泡剤は、好ましくは、ポリマー物質を溶融した形に加熱する前にポリマー物質とドライブレンドされるが、またポリマー物質が溶融した相にあるとき添加できる。架橋化は、架橋剤の添加または照射により誘導される。発泡を行うための架橋の誘導及び高温度への曝露は、同時にまたは順次行われる。もし架橋剤が使用されるならば、それは、化学的発泡剤と同じ方法でポリマー物質中に配合される。さらに、もし架橋剤が使用されるならば、発泡可能な溶融したポリマー物質は、好ましくは150℃より低い温度に加熱または曝されて架橋剤または発泡剤の分解を防ぎ、そして早まった架橋化を防ぐ。もし照射架橋化が使用されるならば、発泡可能な溶融したポリマー物質は、好ましくは160℃より低い温度に加熱または曝されて、発泡剤の分解を防ぐ。発泡可能な溶融したポリマーは、所望の形状のダイを通して押し出されるかまたは運ばれて、発泡可能な構造を形成する。発泡可能な構造は、次に例えばオーブン中で高温度(代表的には150−250℃)で架橋及び発泡して発泡構造を形成する。照射架橋化が使用されるとき、発泡可能な構造は照射されてポリマー物質を架橋し、それは次に上記のように高温度で発泡する。構造は、有利には、架橋剤または照射の何れかを使用して上記の方法に従いシートまたは薄い平板で製造される。
【0049】
分解可能な発泡剤を使用する架橋発泡法における架橋剤または照射の使用に加えて、架橋化は、またC.P.Park、同上、9章に記載されたようなシラン架橋化によって達成できる。
【0050】
本発明の架橋した発泡体は、また英国特許2145961Aに記載されたような、ロング−ランド(long−land)ダイを利用する押し出し法により連続する平板構造に製造できる。その方法では、分解可能な発泡剤及び架橋剤は、押し出し機中で混合され、混合物は加熱されて、ロング−ランドダイでポリマーを架橋させそして発泡剤を分解させ、そして発泡構造が成形されそしてダイから離され、発泡構造及びダイの接触は、適切な潤滑物質により滑らかにされる。
【0051】
本発明の架橋した発泡体は、また物品に成形するのに好適な発泡ビーズに形成できる。発泡ビーズを製造するには、分離した樹脂粒子例えば顆粒化樹脂ペレットを、それらが実質的に不溶な液体媒体例えば水に懸濁し、オートクレーブまたは他の耐圧容器中で高温及び高圧で液体媒体中に発泡剤を導入することにより発泡剤を含浸させ、そして大気圧または減圧の領域に急速に放出して発泡させて発泡ビーズを形成する。他の方法では、ポリマービーズは、発泡剤により含浸され、冷却され、容器から放出され、次に加熱または水蒸気により発泡される。上記の方法の別法では、スチレンモノマーを架橋剤とともに懸濁したペレット中に含浸させてポリマー物質とのグラフトインターポリマーを形成する。発泡剤は、樹脂ペレット中に、懸濁中または別に非水性状態で含浸される。発泡可能なビーズは、次に水蒸気による加熱により発泡しそして発泡可能なポリスチレン発泡ビーズの従来の成形法により成形される。
【0052】
発泡ビーズは、次に当業者に周知の任意の手段、例えば発泡ビーズを型に装入し、型を圧縮してビーズを圧縮しそしてビーズを例えば水蒸気により加熱してビーズの合体及び融着を行って物品を形成することにより成形できる。任意に、ビーズは、型に装入する前に、空気または他の発泡剤と予備加熱される。上記の方法及び成形法の優れた教示は、C.P.Park、同上、227−233ページ、米国特許3886100、3959189、4168353及び4429059に見いだされる。発泡ビーズは、また、ポリマー、架橋剤及び分解可能な混合物の混合物を好適な混合装置または押し出し機中に調製し、そして混合物をペレットに形成しそしてペレットを加熱して架橋化及び発泡化を行うことにより製造できる。
【0053】
物品に成形するのに好適な架橋した発泡ビーズを製造する他の方法は、ポリマー物質を溶融しそしてそれを従来の発泡押し出し装置中で物理的な発泡剤と混合して本質的に連続する発泡ストランドを形成する。発泡ストランドは、顆粒化またはペレット化されて発泡ビーズを形成する。発泡ビーズは、次に照射により架橋される。架橋された発泡ビーズは、次に合体及び成形されて、他の発泡ビーズ法のために上記のような種々の物品を形成する。この方法のさらなる教示は、米国特許3616365及びC.P.Park、同上、224−228ページに見いだされる。
【0054】
さらに、シラン架橋技術が押し出し法に使用できる。この方法の教示は、 C.P.Park、同上、9章及び米国特許4714716に見いだされる。シラン架橋法が従来の押し出し法で利用されるとき、ポリマーはビニル官能シランまたはアジド官能シランによりグラフトされそして押し出されて発泡体を形成する。押し出された発泡体は、次に架橋を進展させるために温かい湿度の高い空気に曝される。
【0055】
本発明の架橋した発泡体は、ポリマー物質、架橋剤及び発泡剤を混合してスラブを形成し、混合物を型中で加熱して架橋剤がポリマー物質を架橋しそして発泡剤が分解し、さらに型中の圧力を低下することにより発泡体を発泡させることによりブン(bun)ストックの形で製造できる。任意に、圧力の低下により形成されるブンストックは、再加熱されてさらなる発泡を行うことができる。
【0056】
架橋されたポリマーシートは、ポリマーシートを高エネルギービームにより照射することによって、または化学的架橋剤を含むポリマーシートを加熱することによって製造される。架橋されたポリマーシートは、所望の形状に切断され、そして高圧下さらにポリマーの軟化点より高い温度で窒素を含浸される。圧力を低下させると、バブルの核形成とシートのいくらかの発泡とが生ずる。シートを軟化点より高い温度で加圧下低圧容器中で再加熱し、そして圧力を低下させると発泡体が発泡する。
【0057】
工程(A)で用意されるポリマー発泡体の密度は、好ましくは、100kg/m3より低く、さらに好ましくは60kg/m3以下、さらにより好ましくは40kg/m3以下そしてより好ましくは25kg/m3以下であり、そして少なくとも5kg/m3、好適には少なくとも10kg/m3の密度を有する。好ましくは、工程(A)で用意されるポリマー発泡体の平均気泡サイズは、少なくとも2mm、さらに好ましくは少なくとも3mmであり、1つの態様では、好ましくは4mmより小さく、例えば3.9mmまでである。さらに、上記の方法で製造された発泡体は、連続気泡または独立気泡を有する。
【0058】
3.有孔チャンネルの付与
本発明の発泡体は、少なくとも1つの表面の10平方センチあたり少なくとも1個、好ましくは少なくとも5個、より好ましくは少なくとも10個、さらにより好ましくは少なくとも20個そしてなお好ましくは少なくとも30個の有孔チャンネルが平均して存在するように、好ましくは少なくとも1つの表面から発泡体に延在する有孔チャンネル、より好ましくは複数の有孔チャンネルを有する。用語「複数」は、本明細書で使用されるとき、少なくとも2個を意味する。好ましい態様では、本発明の発泡体は、少なくとも7個の有孔チャンネルを含む。
【0059】
有孔チャンネルは、好ましくは少なくとも1つの表面で少なくとも0.1mm、より好ましくは少なくとも0.5mmそしてさらにより好ましくは少なくとも1mmの平均直径を有し、そして好ましくはASTM D3756に従って測定した発泡体の平均気泡サイズまでの平均直径を有する。発泡体の1つ以上の表面は、好ましくは、少なくとも1つの表面から発泡体に延在する、1平方センチあたり少なくとも4個の有孔チャンネルを平均で有する。
【0060】
代表的には、孔を開けるには、1つ以上の尖った鋭い物体により基体発泡体を刺すことからなる。好適な尖った鋭い物体は、針、スパイク、ピンまたは釘を含む。さらに、孔を開けるには、ドリル、レーザー切断、高圧流体切断、エア・ガン、または発射体からなる。異なる目的即ち発泡体からの発泡剤の放出の加速のために、好適な有孔チャンネルをいかに作るかの記述は、米国特許A5585058で提供され、それは本明細書に参考として引用される。
【0061】
さらに、基体発泡体は、発泡中発泡体を延伸することにより細長い気泡を有するように製造できる。このような延伸は、水平方向の気泡サイズを変化させることなくまたはしばしばそれを増大することなく、細長い気泡を生ずる。従って、延伸は、垂直方向に垂直な方向に平均気泡サイズを増大させ(EH平均)、そして孔を開けることを助ける。
【0062】
基体発泡体の孔開けは、正方形のパターン及び三角形のパターンを含む任意のパターンで行うことができる。それにより基体発泡体に孔を開ける鋭い尖った物体の特別な直径の選択は、多くのファクター(平均気泡サイズ、目的とする孔の間隔を含む)に依存するが、本発明の或る発泡体の製造に有用な尖った鋭い物体は、代表的には、1−4mmの直径を有する。工程(B)は、好ましくは、工程(B)により形成される有孔チャンネルの平均直径の2倍以上の平均距離で互いに離れているポリマー発泡体の表面の少なくとも7つの異なる場所で行われる。有孔チャンネルは、好ましくは、0.5−3mmの範囲の平均直径を有する。
【0063】
工程(A)のポリマー発泡体は、好ましくは、少なくとも25mmの工程(B)により孔を開けられた表面に垂直な平均厚さを有し、そして工程(A)のポリマー発泡体が、好ましくは、ポリマー発泡体の表面の下少なくとも5mmの平均深さに、工程(B)に従って孔を開けられる。
【0064】
圧縮が、気泡を開ける追加の手段として使用できる。圧縮は、発泡体の1つ以上の表面に力を働かすのに充分な任意の手段により行うことができ、従って発泡体内の気泡を破裂させる。孔開け中またはその後の圧縮は、気泡の壁に高い圧力差が生ずるため、孔開けにより生ずるチャンネルに隣接する気泡の壁を破裂させるのに特に有効である。さらに、針で刺すこととは異なり、圧縮は、すべての方向に面する気泡の壁を破裂させることができ、それにより音響の吸収に望まれる曲がりくねった路を生成する。
【0065】
基体発泡体の独立気泡の機械的な開通は、気泡の壁及び支柱に大きなサイズの孔を形成することにより基体の気流の抵抗性を低下させる。何れにしても、それによりそれが行う特別の手段に関係なく、基体である熱可塑性ポリマー発泡体内の独立気泡のこのような機械的開通は、音響の吸収及び音響の絶縁の用途に発泡体の有用性を拡大するのに働く。
【0066】
もちろん、機械的に開通された気泡の%は、多数のファクター(気泡のサイズ、気泡の形状、開通のための手段及び基体発泡体に適用される開通のための手段の適用の程度を含む)に依存する。工程(B)後のASTM D2856方法Aによるポリマー発泡体の連続気泡含量は、それにもかかわらず好ましくは、50%以下である。1つの態様では、工程(B)後のASTM D2856方法Cによるポリマー発泡体の連続気泡含量は、約50%以下である。
【0067】
方法は、好ましくは、式
PD≧X/(ACS)2
Z×%OCC/(100−%OCC)≦(PD)
(式中、「PD」は、工程(B)により形成される1平方センチあたりの有孔チャンネルの数を表し;「ACS」は、ASTM D3576に従ってミリメートルで測定された工程(A)で用意されるポリマー発泡体の平均気泡サイズを表し;「%OCC」は、ASTM D2856方法Aに従って測定して工程(B)により形成される有孔ポリマー発泡体の連続気泡含量%を表し;「X」は、好ましくは4に等しく、さらに好ましくは6に等しくそしてさらにより好ましくは7に等しい正の整数であり;そして「Z」は、好ましくは1に等しく、さらに好ましくは1.5に等しくそしてさらにより好ましくは2に等しい正の数である)
の両者または1つにより行われる。
【0068】
4.性能及び有用性
本発明の発泡体は、優れた吸音の能力を有する。音響を吸収する能力を測定する1つの方法は、250、500、1000及び2000HzでASTM E−1050に従って発泡体の吸音係数を測定し、次にこれらの吸音係数の相加平均を計算することである。その測定が本発明の発泡体によりなされるとき、平均の吸音係数は、好ましくは少なくとも約0.2、より好ましくは少なくとも約0.3、さらにより好ましくは少なくとも約0.4そしてなお好ましくは少なくとも約0.5である。
【0069】
本発明の発泡体は、20−20000Hz、好ましくは50−5000Hzそしてより好ましくは250−2000Hzの範囲で音響を吸収するのに有用であり、好ましくは、吸音能力は、前記の好ましい平均吸音係数に等しい。例えば、発泡体は、燃焼エンジンを備えた車両のような少なくとも50デシベルの音響強度に面して配置できる。
【0070】
本発明の発泡体の他の利点は、高い平均吸音係数が低い水吸収により達成されることである。それは、その近辺の金属パーツの腐食を制限することを助け、細菌及びかびの成長を避け、そしてそれが必要とされる断熱値を改良するのに望ましい。本発明の発泡体は、14日の曝露のテスト期間に基づいて温かい水飽和雰囲気と発泡体(発泡体は、発泡体サンプルの表面上に水を凝縮させるために、約0℃以下の温度に維持される)との間の50℃の温度勾配でEuropean Norm(EN)12088に従って測定されたとき、好ましくは、水を10容量%より多く、5容量%より多く、3容量%より多く、より好ましくは1.5容量%より多くそしてさらにより好ましくは1容量%より多く吸収しない。
【0071】
工程(B)により製造されたポリマー発泡体は、好ましくは、 DIM52616に従って10℃の平均温度で測定して90mW/m゜K以下、さらに好ましくは70mW/m゜K以下、さらにより好ましくは60mW/m゜K以下の熱伝導率を有する。好ましくは、工程(B)により製造されるポリマー発泡体は、前記の好ましい容量%の範囲の1以下の水吸収を有し、そして20℃で水に工程(B)により製造されるポリマー発泡体の有孔表面を曝露し、次にポリマー発泡体から表面の水分を除いた後に測定される熱伝導率は、なお前記の好ましい熱伝導率の範囲内にある。
【0072】
前記の性質は、本発明を、特に戸外の環境または高湿度の環境例えば海洋の環境に曝される車両における音響絶縁として有用にする。
【0073】
以下の実施例は、本発明の範囲を説明するが、決してそれを制限するものではない。別に述べていない限り、すべての部及び%は重量により、そしてすべての温度は℃である。
【0074】
【実施例】
実施例 1
本実施例は、本発明で使用される発泡体及び押し出し法による発泡体の製造方法を説明している。表1では、本実施例で使用される発泡体がリストされている。装置は、原料供給、溶融及び計量のための通常の連続ゾーンの終わりに混合及び冷却のための2つの追加のゾーンを有するスクリュータイプ押し出し機である。冷却ゾーンの末端に、ほぼ方形の形状の開口を有するダイオリフィスが結合している。
【0075】
0.9g/10分(ASTM D−1238 190℃/2.16kg)の溶融指数及び0.923g/cm3の密度を有する低密度ポリエチレン(LDPE)樹脂及びエチレン−スチレンインターポリマー(ESI)樹脂を、均一な速度で99/1の比で押し出し機中に供給する。さらに、難燃剤、ブラック着色剤コンセントレート、モノステアリン酸グリセロール(GMS)及び抗酸化剤を、予定された速度で供給して所望のレベルの有効な成分を達成する。ESI樹脂は、INDEX(商標)DS 201(The Dow Chemical Companyから市販)である。樹脂は、エチレン及びスチレンの約70:30(重量)のコポリマーであり、そして1.1(ASTM D−1238 190℃/2.16kg)の溶融指数を有する。難燃剤コンセントレートは、それぞれ37.5%の塩素化パラフィンワックス(Dover Chemical Corp.から市販されているClorez(商標)760)及び三酸化アンチモン、さらに25%の低密度ポリエチレン(1.8の溶融指数及び0.923g/cm3の密度)からなる。難燃剤コンセントレートは、有効なレベルの難燃剤化合物が樹脂の100部あたり22.5部(pph)である速度で押し出し機中に供給される。カーボンブラックコンセントレートは、Cabot Plastics Internationalから市販されているPlasblak(商標)PE3037であり、それは2g/10分のメルトフローレート( ASTM D−1238条件230℃/2.16kgに従って測定)を有するLDPE基本樹脂中に混合された25%カーボンブラックである。有効なカーボンブラックのレベルは、0.375pphである。GMS(ICI Americasから市販されているAtmer(商標)129)は、1.5pphの速度で混合ゾーン中に溶融注入される。抗酸化剤(Ciba Geigy Corp.から市販されているIrganox(商標)1010)を約0.3pphの速度で供給する。すべての固体の全供給速度は、約1723kg/時であった。
【0076】
押し出し機ゾーンで維持される温度は、供給ゾーンで約160℃、溶融ゾーンで200℃、計量ゾーンで230℃そして混合ゾーンで190℃である。イソブタンを7.2pphの均一の速度で混合ゾーン中に注入する。冷却ゾーン及びダイブロックの温度は、次第に低下されて良好な品質の発泡体を製造する。112℃の冷却ゾーン温度及び112℃のダイ温度で、約43kg/m3の密度及び約1.7mmの平均気泡サイズを有する実質的に独立気泡の発泡体を得る。発泡体は、約43mmの厚さ及び750mmの幅を有する(表1参照)。
発泡体の寸法、密度及び気泡サイズを測定し、そして結果を表1に示す。
【0077】
【表1】
発泡体の平板に、発泡体から発泡剤の放出を加速するために、約10mm×10mmの正方形のパターンで直径2mmの針で孔を開ける。表1にリストされた他の発泡体物質は、樹脂のタイプ、添加物のタイプ及びレベル及び発泡剤のレベルの僅かな変更で同様な方法により製造される。すべての発泡体は、1平方センチあたり約1個の孔の孔密度に相当する10mm×10mmのパターンで孔を開けられる。これらの発泡体の連続気泡含量は、ASTM D2856により測定されそして表2に示される。
【0079】
10mm×10mmのパターンで孔を開けられた上記の発泡体に、10mm×10mmのパターンの孔の間に直径2mmの針によりさらに孔を開けられて、5mm×5mmの正方形の孔のパターンの孔を有する発泡体が生成する。得られた孔密度は、1平方センチあたり約4個の孔である。
【0080】
テスト試料は、ASTM D2856方法C及びAに従って連続気泡含量%を測定するために、発泡体の厚さ方向に直径29mmの円筒をくり抜き、次に円筒の一端を切り落として厚さ約55mmの試料にすることより調製される。厚さが55mmより薄い発泡体では、一端の表層のみを除いた。従って、テスト試料は、側面及び一端から表層を除きそして他端で表層を有する円筒である。多孔性の発泡体(テストNo.1.6)では、直径約45mm及び長さ35mmの円筒状テスト試料(側面及び両端から表層を除いた)を使用した。10mm×10mmのパターンの孔を有する発泡体本体の追加の孔開けにより導入される連続気泡含量%の増加は、それぞれの発泡体本体について計算される。
上記の連続気泡%測定の結果を、下記の表2に示される。
【0081】
【表2】
表2に示されるように、10mm×10mmの孔のパターンを有する発泡体は、たとえこれらの発泡体が1平方センチあたり約1個の孔の密度で孔を開けられているとしても、20%より低い連続気泡含量(方法Aによる)を有する。比較テスト発泡体5の追加の孔開けは、小さい平均気泡サイズのために、その発泡体の連続気泡含量をわずか8%増加させたに過ぎなかった。
【0083】
発泡体の吸音係数は、インピーダンス管を使用してASTM E−1050により測定される。装置は、ともにBrueel and Kjaer A/S,Naerum,Denmarkから入手できるモデル4206音響インピーダンス管及びモデル3555信号分析器である。この装置は、垂直の入射吸音係数を測定する。
【0084】
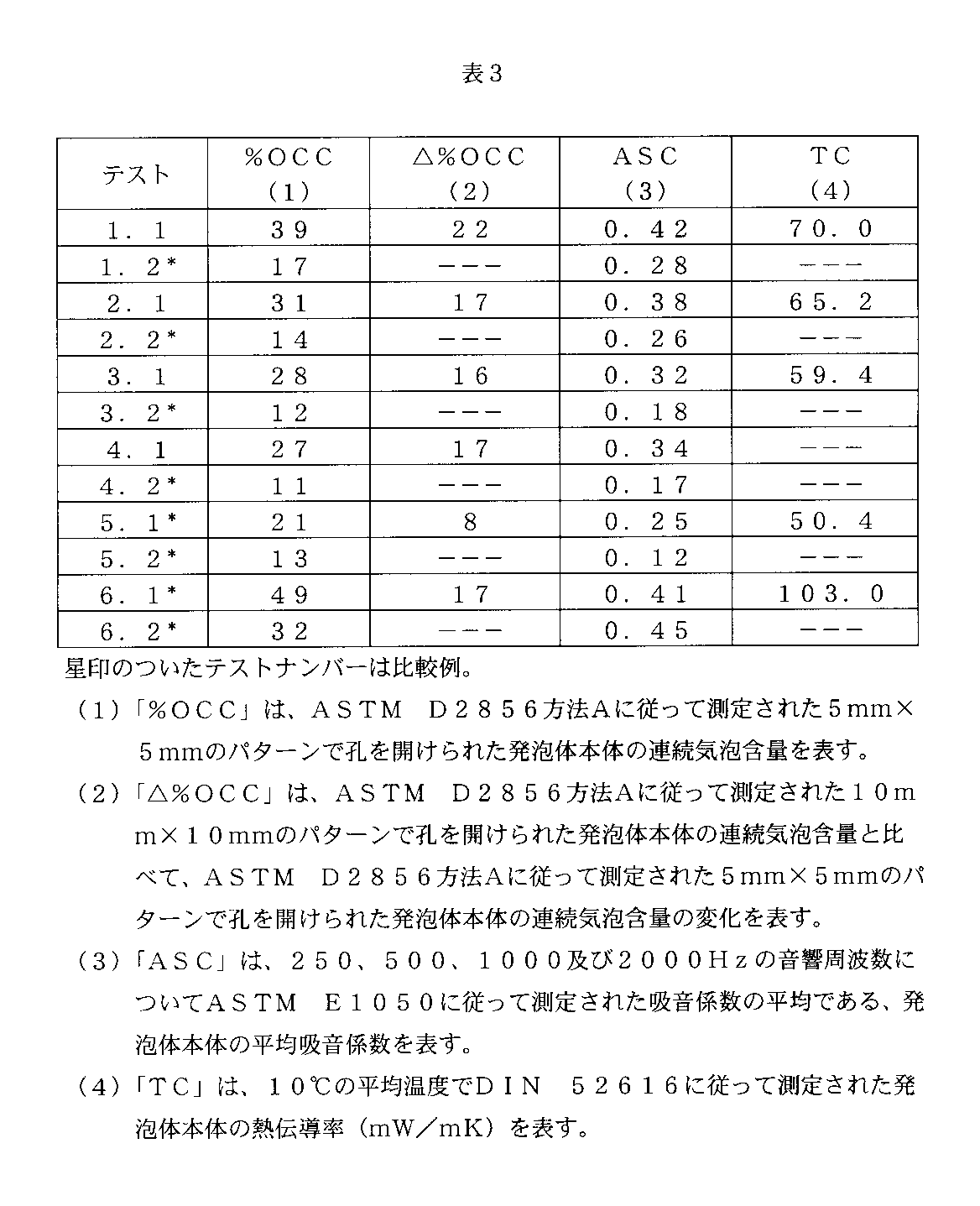
連続気泡の測定に使用されたのと同じ試料は、表層を有しない末端を切断することにより円筒が厚さ35mmに短くされた後に、使用される。比較テストNo.6の発泡体では、29mmの円筒から直径45mmの試料をくり抜く。従って、比較テストNo.6の発泡体の試料は表層を有することがなく、一方他の発泡体の試料は一端に表層を有する。先ず、吸音を、入射する波に向かう側面に表層を有するように置かれた試料について測定され、そして次に試料は、入射する波に面する表層を切断して、ひっくり返された後にテストされる。吸音データは、表3に示される。
【0085】
【表3】
データは、多孔性発泡体(比較テストNo.6)を除いて、1孔/cm2の発泡体は、0.3より低いASCを有する。表層の除去は、発泡体の吸音能力をわずかに増加させるが、ASC値は、0.3を超えない。孔開けは、本発明による発泡体の吸音性能を顕著に増大させるが、1.1mmの気泡サイズを有する発泡体(比較テストNo.5)に関するASCは、さらに0.3より低い。
【0087】
表3からも分かるように、1.7−2.6mmの中間の気泡サイズを有する発泡体は、50−60mW/m゜Kの範囲の熱伝導率を有し、それは比較例No.6の多孔性発泡体の熱伝導率より顕著に低い。従って、発泡体は、驚くべきことに、良好な吸音性と断熱性との両者を達成する問題を解決する。
Claims (20)
- (A)1.5mmから4mmの範囲の平均気泡サイズ、及びASTM D2856、方法Aに従って測定して40%以下の連続気泡含量を有するポリマー発泡体を用意し、そして
(B)ASTM D2856、方法Aに従って測定して発泡体の連続気泡含量が、工程(A)のポリマー発泡体に比較して少なくとも10%増大してASTM D2856、方法Aに従って測定して少なくとも20%の連続気泡含量を有する有孔ポリマー発泡体を得るように、工程(A)で用意されたポリマー発泡体にポリマー発泡体の表面で孔を開けて、その表面からポリマー発泡体中に延在する複数の有孔チャンネルを形成し、
孔開け工程(B)は、工程(B)で形成される有孔チャンネルの平方センチメートルあたりの数、「PD」、が式(I)によって決定される値を有するように行われ、
PD≧X/(ACS) 2 (I)
(ここで、「ACS」は、ASTM D3576に従ってミリメートルで測定された工程(A)で用意されるポリマー発泡体の平均気泡サイズを表し、「X」は4に等しい)ここでPDは10平方センチメートルあたり少なくとも30有孔チャンネルであり、及び/またはACSは少なくとも3mmであることを特徴とする改良された断熱性能を有する多孔性の吸音ポリマー発泡体を製造する方法。 - 工程(B)が、工程(B)により形成される有孔チャンネルの平均直径の2倍以上の平均距離で互いに離れているポリマー発泡体の表面の少なくとも7つの異なる場所で行われる請求項1の方法。
- 工程(B)が、0.1から3mmの範囲の平均直径を有する有孔チャンネルを形成する請求項1または2の方法。
- 工程(A)のポリマー発泡体が、工程(B)により孔を開けられた表面に垂直な少なくとも25mmの平均厚さを有する請求項1乃至3の何れか1つの項の方法。
- 工程(A)のポリマー発泡体が、ポリマー発泡体の表面の下少なくとも5mmの平均深さに、工程(B)に従って孔を開けられる請求項4の方法。
- ASTM D2856、方法Aによるポリマー発泡体の連続気泡含量が、工程(B)の後に50%以下である請求項1乃至5のいずれか1つの項の方法。
- 式(II)に従って行われる請求項1乃至6の何れか1つの項の方法。
Z×%OCC/(100−%OCC)≦(PD) (II)
(ここで、「PD」は、工程(B)により形成される平方センチメートルあたりの有孔チャンネルの数を表し;「%OCC」は、ASTM D2856、方法Aに従って測定された工程(B)により形成される有孔ポリマー発泡体の連続気泡含量パーセントを表し;そして「Z」は、1に等しい正の整数である) - ASTM D2856、方法Cによるポリマー発泡体の連続気泡含量が、工程(B)の後に50%以下である請求項1乃至7の何れか1つの項の方法。
- 工程(A)で用意されるポリマー発泡体の平均気泡サイズが、2から4mmの範囲である請求項1乃至8の何れか1つの項の方法。
- 工程(A)で用意されるポリマー発泡体の密度が、40kg/m3より低い請求項1乃至9の何れか1つの項の方法。
- 工程(A)で用意されるポリマー発泡体が、ポリプロピレン樹脂を含有する熱可塑性ポリマー発泡体である請求項1乃至10の何れか1つの項の方法。
- 工程(A)で用意されるポリマー発泡体が、25kg/m 3 を下回る密度及び少なくとも2mmの平均気泡サイズ、少なくとも0.2の平均吸音係数、及び少なくとも110℃の熱変形温度を有する多孔性の熱可塑性ポリマー発泡体であり、熱可塑性ポリマーが、
(A)(1)1.5以下のtanδ値、(2)少なくとも7センチニュートン(cN)の溶融張力及び/または(3)少なくとも10センチニュートン(cN)の溶融強さを有する少なくとも1種の主にアイソタクチックなプロピレンポリマー、そして
(B)65:35以下の重量比でプロピレンポリマーとブレンドされるフリーラジカル工程をへて生成された少なくとも1種のエチレンポリマー樹脂
からなる請求項1乃至11の何れか1つの項の方法。 - 式(I)の「X」が6に等しい請求項1乃至12の何れか1つの項の方法。
- 式(I)の「X」が7に等しい請求項1乃至12の何れか1つの項の方法。
- 式(I)の「ACS」が少なくとも3mmである請求項1乃至14の何れか1つの項の方法。
- 前記方法により得られた多孔質の吸音ポリマーが、工程(B)により製造されるポリマー発泡体の有孔表面を10℃で水に曝露し、次にポリマー発泡体から表面の水分を除いた後に測定して70mW/mK以下の熱伝導率を有する請求項1乃至14の何れか1つの項の方法。
- 請求項1乃至16の何れか1つの項の方法に従って得ることのできる多孔性のポリマー発泡体。
- 音響絶縁としての請求項17のポリマー発泡体の用途。
- 戸外の環境に曝される車両における請求項18の用途。
- 高湿度の環境における請求項18または19の用途。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US19072100P | 2000-03-17 | 2000-03-17 | |
| US60/190,721 | 2000-03-17 | ||
| PCT/US2001/004589 WO2001070479A1 (en) | 2000-03-17 | 2001-02-13 | Acoustic absorption polymer foam having improved thermal insulating performance |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003528173A JP2003528173A (ja) | 2003-09-24 |
| JP4884635B2 true JP4884635B2 (ja) | 2012-02-29 |
Family
ID=22702486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001568713A Expired - Fee Related JP4884635B2 (ja) | 2000-03-17 | 2001-02-13 | 改良された断熱性能を有する吸音性ポリマー発泡体 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US7018700B2 (ja) |
| EP (1) | EP1268155B1 (ja) |
| JP (1) | JP4884635B2 (ja) |
| KR (1) | KR100686487B1 (ja) |
| AT (1) | ATE292551T1 (ja) |
| AU (2) | AU3820001A (ja) |
| CA (1) | CA2402555A1 (ja) |
| DE (1) | DE60109908T2 (ja) |
| ES (1) | ES2236186T3 (ja) |
| HU (1) | HUP0204552A2 (ja) |
| MX (1) | MXPA02008939A (ja) |
| NO (1) | NO20024419L (ja) |
| PT (1) | PT1268155E (ja) |
| WO (1) | WO2001070479A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60104576T2 (de) * | 2000-02-14 | 2004-12-16 | Nichias Corp. | Schaumkörper mit Formgedächtnis und Verfahren zu dessen Herstellung |
| CA2473611C (en) | 2002-02-22 | 2010-03-16 | Dow Global Technologies Inc. | Thermoplastic foam containing particulate additive |
| DE10212729B4 (de) * | 2002-03-22 | 2010-03-04 | Gefinex Gesellschaft für innovative Extrusionsprodukte mbH | Polyethylenschäume mit geringer dynamischer Steifigkeit |
| JP3875974B2 (ja) * | 2003-04-11 | 2007-01-31 | 西川ゴム工業株式会社 | 遮音性シート |
| US9359481B2 (en) | 2003-11-26 | 2016-06-07 | Owens Corning Intellectual Capital, Llc | Thermoplastic foams and method of forming them using nano-graphite |
| US7605188B2 (en) * | 2004-12-31 | 2009-10-20 | Owens Corning Intellectual Capital, Llc | Polymer foams containing multi-functional layered nano-graphite |
| US8568632B2 (en) * | 2003-11-26 | 2013-10-29 | Owens Corning Intellectual Capital, Llc | Method of forming thermoplastic foams using nano-particles to control cell morphology |
| US20080287560A1 (en) * | 2004-12-31 | 2008-11-20 | Loh Roland R | Polymer foams containing multi-functional layered nano-graphite |
| US7358282B2 (en) | 2003-12-05 | 2008-04-15 | Kimberly-Clark Worldwide, Inc. | Low-density, open-cell, soft, flexible, thermoplastic, absorbent foam and method of making foam |
| US7291382B2 (en) | 2004-09-24 | 2007-11-06 | Kimberly-Clark Worldwide, Inc. | Low density flexible resilient absorbent open-cell thermoplastic foam |
| US7389802B2 (en) * | 2004-12-30 | 2008-06-24 | The Goodyear Tire & Rubber Co. | Tire with double layer innerliner |
| US20090197069A1 (en) * | 2005-03-31 | 2009-08-06 | Kaneka Corporation | Expandable Thermoplastic Resin Particles And Foamed Article Using The Same |
| US20060235097A1 (en) * | 2005-04-14 | 2006-10-19 | Mahoney Debra-Jean F | Permeable foam |
| EP1876200A4 (en) * | 2005-04-27 | 2011-11-02 | Prime Polymer Co Ltd | Extruded propylene resin composite |
| US9187608B2 (en) * | 2005-09-08 | 2015-11-17 | Owens Corning Intellectual Capital, Llc | Polystyrene foam containing a modifier-free nanoclay and having improved fire protection performance |
| US8158689B2 (en) | 2005-12-22 | 2012-04-17 | Kimberly-Clark Worldwide, Inc. | Hybrid absorbent foam and articles containing it |
| US7430912B2 (en) * | 2005-12-28 | 2008-10-07 | International Automotive Components Group North America, Inc. | Random incident absorber approximation |
| KR100751549B1 (ko) * | 2006-01-24 | 2007-08-23 | 주식회사드림 | 방음 단열재의 제조방법 |
| EP1820818A1 (de) * | 2006-02-15 | 2007-08-22 | Trocellen GmbH | Verfahren zur Herstellung eines offenzelligen, vernetzten Polyolefinschaumes |
| WO2007117663A2 (en) * | 2006-04-06 | 2007-10-18 | Dow Global Technologies, Inc. | Expandable polyolefin compositions and insulated vehicle parts containing expanded polyolefin compositions |
| KR100860305B1 (ko) * | 2006-05-02 | 2008-09-25 | 박정부 | 인계 난연제를 이용한 난연성 폴리머 폼 제조방법 및 그에의해 제조된 난연성 폴리머 폼 |
| US9752004B2 (en) * | 2006-06-22 | 2017-09-05 | Owens Corning Intellectual Capital, Llc | Cell size enlargers for polystyrene foams |
| US20080242752A1 (en) * | 2007-03-28 | 2008-10-02 | Yadollah Delaviz | Polystyrene foams incorporating nanographite and HFC-134 |
| WO2008124810A1 (en) * | 2007-04-10 | 2008-10-16 | World Properties, Inc. | Foam articles and methods of producing the same |
| ITMI20071003A1 (it) | 2007-05-18 | 2008-11-19 | Polimeri Europa Spa | Compositi a base di polimeri vinilaromatici aventi migliorate proprieta' di isolamento termico e procedimento per la loro preparazione |
| KR20100023794A (ko) * | 2007-06-27 | 2010-03-04 | 아사히 파이바 그라스 가부시끼가이샤 | 폴리올레핀계 수지의 발포 보드 및 그 제조 방법 |
| KR100954903B1 (ko) * | 2007-11-19 | 2010-04-27 | 가부시키가이샤 티에스피 | 종이와 전분을 이용한 발포단열재의 제조방법 |
| US20100240295A1 (en) * | 2009-03-20 | 2010-09-23 | Salman Akhtar | Air handling system |
| DE102010003366A1 (de) * | 2010-03-26 | 2011-09-29 | Chemische Fabrik Budenheim Kg | Laserinduziertes Kunststoffschäumen |
| US8853289B2 (en) | 2010-05-18 | 2014-10-07 | Scott C. Smith | Foam compositions for selective recovery of oil spills and other applications |
| US9279041B2 (en) | 2011-06-23 | 2016-03-08 | Total Research & Technology Feluy | Expandable vinyl aromatic polymers |
| US8434591B2 (en) | 2011-09-21 | 2013-05-07 | Robert Bosch Gmbh | Acoustic barrier |
| WO2013181484A1 (en) | 2012-05-31 | 2013-12-05 | Corning Incorporated | Stiff interlayers for laminated glass structures |
| WO2015031590A2 (en) | 2013-08-30 | 2015-03-05 | Corning Incorporated | Light-weight, high stiffness glass laminate structure |
| EP2949446B1 (en) * | 2014-05-27 | 2025-02-26 | Volvo Car Corporation | Method for creating a porous sound absorbing surface in a moulded vehicle part, and a cover |
| MX390616B (es) * | 2014-10-03 | 2025-03-21 | Pirelli | Neumatico a prueba de sonido para ruedas de vehiculos. |
| US10350861B2 (en) | 2015-07-31 | 2019-07-16 | Corning Incorporated | Laminate structures with enhanced damping properties |
| CN106046483B (zh) * | 2016-06-27 | 2020-06-16 | 湖北祥源新材科技股份有限公司 | 吸音隔热聚烯烃发泡片材及其制备方法 |
| DE102016222392B4 (de) | 2016-11-15 | 2021-04-08 | Ideal Automotive Gmbh | Verfahren zum Herstellen einer Verbundplatte, Verfahren zur Herstellung eines Verkleidungsteils, Verbundplatte und Verkleidungsteil |
| KR101940965B1 (ko) | 2016-12-07 | 2019-01-21 | 스미토모 고무 고교 가부시키가이샤 | 공기입 타이어 |
| US11074899B2 (en) | 2018-03-15 | 2021-07-27 | International Business Machines Corporation | VOC sequestering acoustic foam |
| CN112759268A (zh) * | 2019-11-06 | 2021-05-07 | 南京航空航天大学 | 一种隔热吸音梯度多孔泡沫玻璃 |
| CN111574780B (zh) * | 2020-06-30 | 2021-10-12 | 北京奥克森节能环保科技有限公司 | 一种石墨挤塑板 |
| JP7129507B1 (ja) * | 2021-02-25 | 2022-09-01 | 美津濃株式会社 | 架橋発泡用樹脂組成物 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5842035A (ja) * | 1981-09-04 | 1983-03-11 | Kyocera Corp | カメラのオ−トクラツチ機構 |
| JPH0465443A (ja) * | 1990-07-06 | 1992-03-02 | Sanwa Kako Kk | 不燃性架橋ポリオレフイン連続気泡体およびその製造方法 |
| JPH0873642A (ja) * | 1994-09-06 | 1996-03-19 | Sekisui Chem Co Ltd | 耐熱性発泡体 |
Family Cites Families (54)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3239585A (en) * | 1962-05-11 | 1966-03-08 | Dow Chemical Co | Shock treatment of plastic foams |
| US3386877A (en) * | 1964-11-02 | 1968-06-04 | Dow Chemical Co | Cellular thermoplastic article having selected open cells and its manufacture |
| US4154785A (en) * | 1974-10-22 | 1979-05-15 | The Furukawa Electric Co., Ltd. | Method of manufacturing a tough board of thermoplastic resin foam having integral skins and a dense intermediate layer |
| US4211590A (en) * | 1978-07-21 | 1980-07-08 | Inmont Corporation | Method of making perforated contoured trim panel |
| US4229326A (en) * | 1979-02-02 | 1980-10-21 | Morin Boris P | Method for producing graft copolymers of cellulose or protein fiber with vinyl monomers |
| US4229396A (en) | 1979-03-21 | 1980-10-21 | The Dow Chemical Company | Method of extruding thermoplastic resin foams having enlarged cell-sizes |
| JPS57191040A (en) * | 1981-05-22 | 1982-11-24 | Sanwa Kako Kk | Manufacture of rubber molding having good property from vulcanized rubber |
| JPS5842035U (ja) * | 1981-09-17 | 1983-03-19 | ロンシール工業株式会社 | 吸音性表面材 |
| US4423101A (en) * | 1981-10-13 | 1983-12-27 | Johnson & Johnson | Absorbent products |
| JPS5930871A (ja) | 1982-08-13 | 1984-02-18 | Hokushin:Kk | 吹付材料 |
| SE8204882L (sv) | 1982-08-26 | 1984-02-27 | Hans Eriksson | Absorbtionsmaterial till filterarrangemang |
| US4548775A (en) * | 1984-01-05 | 1985-10-22 | Sekisui Kaseihin Kogyo Kabushiki Kaisha | Method for production of thermoplastic resin foams |
| DE3514817A1 (de) | 1984-04-27 | 1985-10-31 | Linde Ag, 6200 Wiesbaden | Verfahren zum herstellen eines traegermaterials aus polyolefin |
| US4714716A (en) * | 1984-11-16 | 1987-12-22 | The Dow Chemical Company | Lightly crosslinked linear olefinic polymer foams and process for making |
| DE3445656A1 (de) * | 1984-12-14 | 1986-06-26 | Irbit Research + Consulting Ag, Freiburg/Fribourg | Schaumstoff-schallabsorptionskoerper |
| IN166935B (ja) * | 1985-01-31 | 1990-08-11 | Himont Inc | |
| NO167039C (no) | 1985-01-31 | 1991-09-25 | Himont Inc | Fremgangsmaate for fremstilling av polypropylen med langkjedede forgreninger og anvendelse av dette |
| JPS62273826A (ja) | 1986-05-23 | 1987-11-27 | Musashi Kasei Kogyo Kk | 液水の含浸材 |
| US4741945A (en) * | 1986-07-30 | 1988-05-03 | Arco Chemical Company | Automotive trim panel |
| DE3741499A1 (de) * | 1987-12-08 | 1989-06-22 | Helmut Pelzer | Verfahren zur perforation von mit kunststoff-folien versiegelten formteilen |
| GB2215658A (en) * | 1988-03-17 | 1989-09-27 | Ford Motor Co | Manufacture of foamed seat cushions |
| JPH02188233A (ja) | 1989-01-17 | 1990-07-24 | Sanwa Kako Kk | プラスチック連続気泡体の製造方法 |
| WO1990014159A1 (en) | 1989-05-23 | 1990-11-29 | Eco Corporation | Oil spill clean-up material |
| US5116881A (en) * | 1990-03-14 | 1992-05-26 | James River Corporation Of Virginia | Polypropylene foam sheets |
| US5206082A (en) * | 1991-03-25 | 1993-04-27 | The Dow Chemical Company | Nondistorted polyethylene foam structures and process for making |
| DE69210997T3 (de) * | 1991-04-30 | 1999-12-16 | The Dow Chemical Co., Midland | Perforierter plastikschaum und sein herstellungsverfahren |
| US5585058A (en) * | 1991-04-30 | 1996-12-17 | The Dow Chemical Company | Method for providing accelerated release of a blowing agent from a plastic foam |
| US5527573A (en) * | 1991-06-17 | 1996-06-18 | The Dow Chemical Company | Extruded closed-cell polypropylene foam |
| US5242634A (en) * | 1991-08-06 | 1993-09-07 | Sanwa Kako Company Limited | Method of producing open-cell foams of cross-linked polyolefins |
| US5567742A (en) * | 1992-02-04 | 1996-10-22 | The Dow Chemical Company | Dimensionally-stable polypropylene foam expanded with inorganic blowing agents |
| US5348795A (en) * | 1992-12-09 | 1994-09-20 | The Dow Chemical Company | Process for making a dimensionally-stable open-cell polypropylene foam with organic blowing agents |
| US5776390A (en) * | 1992-12-15 | 1998-07-07 | Scriptoria N.V. | Method of forming boards of foam polyolefin using needle punching to release blowing agent |
| DK0674579T3 (da) | 1992-12-17 | 2000-08-07 | Dow Chemical Co | Ekstruderet propylenpolymerskum med åbne celler og fremgangsmåde til fremstilling deraf |
| CA2150722C (en) | 1992-12-17 | 2004-05-25 | Chung P. Park | Extruded closed-cell propylene polymer foam and methods of making the same |
| SE508401C2 (sv) * | 1993-06-09 | 1998-10-05 | Sca Hygiene Prod Ab | Absorberande struktur och absorberande alster, som innefattar strukturen ifråga |
| US5414027A (en) * | 1993-07-15 | 1995-05-09 | Himont Incorporated | High melt strength, propylene polymer, process for making it, and use thereof |
| DE4325879C3 (de) * | 1993-08-02 | 1999-05-20 | Depron Bv | Folie aus einem thermoplastischen Kunststoffschaum, Verfahren zu ihrer Herstellung sowie ihre Verwendung |
| US6007890A (en) * | 1993-11-19 | 1999-12-28 | The Dow Chemical Company | Acoustic insulating panels or elements |
| US5929129A (en) * | 1994-09-19 | 1999-07-27 | Sentinel Products Corp. | Crosslinked foamable compositions of silane-grafted, essentially linear polyolefins blended with polypropylene |
| JP3523943B2 (ja) * | 1995-08-11 | 2004-04-26 | 日本ユニカー株式会社 | 高発泡絶縁ポリエチレン用の発泡性樹脂組成物及びこれを被覆して作った高発泡絶縁ポリエチレン被覆電線 |
| US5817705A (en) * | 1996-10-15 | 1998-10-06 | Tenneco Protective Packaging Inc. | Short time frame process for producing extruded closed cell low density propylene polymer foams |
| US5667728A (en) * | 1996-10-29 | 1997-09-16 | Sealed Air Corporation | Blowing agent, expandable composition, and process for extruded thermoplastic foams |
| DE19720975A1 (de) * | 1997-05-20 | 1998-11-26 | Danubia Petrochem Polymere | Polyolefinschaumstoffe hoher Wärmeformbeständigkeit |
| DE19724312C1 (de) * | 1997-06-10 | 1998-12-10 | Danubia Petrochem Polymere | Feinzellige Polyolefinschaumstoffe, deren Herstellverfahren und Verwendung |
| US5962545A (en) * | 1997-06-23 | 1999-10-05 | The Dow Chemical Company | Method of enhancing open cell formation in alkenyl aromatic polymer foams |
| AR016890A1 (es) * | 1997-08-27 | 2001-08-01 | Dow Chemical Co | Procedimiento para la preparacion de mezclas acopladas de interpolimeros de alfa-olefina/monomero alifatico de vinilo o de monomero de vinilo alifaticoimpedido con poliolefinas, composiciones, articulos espumas y proceso para la formacion de un articulo |
| US6030696A (en) * | 1997-09-30 | 2000-02-29 | Sealed Air Corporation | Extruded polyolefin foam in thicker grades and plank and process therefor |
| BR9910334A (pt) * | 1998-05-27 | 2001-01-09 | Dow Chemical Co | Forração de teto veicular compreendida de uma folha termoplástica termoformável e processo para sua montagem e instalação no veìculo |
| HUP0103328A3 (en) | 1998-08-28 | 2003-06-30 | Dow Global Technologies Inc Mi | Foams prepared from blends of syndiotactic polypropylenes and thermoplastic polymers |
| CN1232572C (zh) * | 1998-09-17 | 2005-12-21 | 陶氏环球技术公司 | 多孔泡沫材料 |
| ES2255760T3 (es) | 1998-09-17 | 2006-07-01 | Dow Global Technologies Inc. | Poliolefinas acusticas de celdilla abierta y procedimiento de fabricacion. |
| US6207254B1 (en) * | 1999-01-28 | 2001-03-27 | Sealed Air Corporation | Partially perforated foam |
| US6541105B1 (en) * | 1999-09-16 | 2003-04-01 | Dow Global Technologies Inc. | Acoustical open-cell polylefins and process for making |
| MXPA02008937A (es) * | 2000-03-17 | 2003-04-25 | Dow Global Technologies Inc | Espuma de poliolefina macrocelular que tiene una temperatura de servicio elevada para aplicaciones acusticas. |
-
2001
- 2001-02-13 KR KR1020027012195A patent/KR100686487B1/ko not_active Expired - Lifetime
- 2001-02-13 PT PT01910609T patent/PT1268155E/pt unknown
- 2001-02-13 AU AU3820001A patent/AU3820001A/xx active Pending
- 2001-02-13 CA CA002402555A patent/CA2402555A1/en not_active Abandoned
- 2001-02-13 JP JP2001568713A patent/JP4884635B2/ja not_active Expired - Fee Related
- 2001-02-13 AT AT01910609T patent/ATE292551T1/de not_active IP Right Cessation
- 2001-02-13 DE DE60109908T patent/DE60109908T2/de not_active Expired - Lifetime
- 2001-02-13 MX MXPA02008939A patent/MXPA02008939A/es unknown
- 2001-02-13 AU AU2001238200A patent/AU2001238200B2/en not_active Ceased
- 2001-02-13 WO PCT/US2001/004589 patent/WO2001070479A1/en not_active Ceased
- 2001-02-13 US US10/204,718 patent/US7018700B2/en not_active Expired - Lifetime
- 2001-02-13 ES ES01910609T patent/ES2236186T3/es not_active Expired - Lifetime
- 2001-02-13 US US09/783,574 patent/US20010036970A1/en not_active Abandoned
- 2001-02-13 HU HU0204552A patent/HUP0204552A2/hu unknown
- 2001-02-13 EP EP01910609A patent/EP1268155B1/en not_active Expired - Lifetime
-
2002
- 2002-09-16 NO NO20024419A patent/NO20024419L/no not_active Application Discontinuation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5842035A (ja) * | 1981-09-04 | 1983-03-11 | Kyocera Corp | カメラのオ−トクラツチ機構 |
| JPH0465443A (ja) * | 1990-07-06 | 1992-03-02 | Sanwa Kako Kk | 不燃性架橋ポリオレフイン連続気泡体およびその製造方法 |
| JPH0873642A (ja) * | 1994-09-06 | 1996-03-19 | Sekisui Chem Co Ltd | 耐熱性発泡体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2001070479A1 (en) | 2001-09-27 |
| JP2003528173A (ja) | 2003-09-24 |
| MXPA02008939A (es) | 2004-10-15 |
| AU2001238200B2 (en) | 2004-10-21 |
| NO20024419D0 (no) | 2002-09-16 |
| HUP0204552A2 (en) | 2003-05-28 |
| DE60109908D1 (de) | 2005-05-12 |
| DE60109908T2 (de) | 2006-02-09 |
| KR20030007467A (ko) | 2003-01-23 |
| CA2402555A1 (en) | 2001-09-27 |
| EP1268155B1 (en) | 2005-04-06 |
| US20010036970A1 (en) | 2001-11-01 |
| EP1268155A1 (en) | 2003-01-02 |
| US20040039072A1 (en) | 2004-02-26 |
| KR100686487B1 (ko) | 2007-02-23 |
| AU3820001A (en) | 2001-10-03 |
| PT1268155E (pt) | 2005-08-31 |
| ATE292551T1 (de) | 2005-04-15 |
| US7018700B2 (en) | 2006-03-28 |
| NO20024419L (no) | 2002-09-16 |
| ES2236186T3 (es) | 2005-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4884635B2 (ja) | 改良された断熱性能を有する吸音性ポリマー発泡体 | |
| AU2001238200A1 (en) | Acoustic absorption polymer foam having improved thermal insulating performance | |
| US6720362B1 (en) | Perforated foams | |
| JP4987207B2 (ja) | 音響的用途のための高い作業温度を有する高分子ポリオレフィン発泡体 | |
| KR100588251B1 (ko) | 기포질 열가소성 중합체 발포체 및 이의 제조방법 | |
| AU765546B2 (en) | Acoustical open-cell polyolefins and process for making | |
| RU2232781C2 (ru) | Пенопласты, полученные из смеси синдиотактичных полипропиленов и термопластичных полимеров | |
| AU2001238232A1 (en) | Macrocellular polyolefin foam having a high service temperature for acoustical applications | |
| KR19990067741A (ko) | 고용융 강도 프로필렌 중합체 물질로부터 우수한 저온 인성을 갖는 발포성 제품을 제조하는 방법 | |
| JP4119539B2 (ja) | ポリオレフィン系樹脂押出発泡体の製造方法及びその押出発泡体、押出発泡体の熱成形方法 | |
| MXPA01002803A (en) | Perforated foams | |
| MXPA01002795A (en) | Acoustical open-cell polyolefins and process for making | |
| MXPA01002165A (en) | Foams prepared from blends of syndiotactic polypropylenes and thermoplastic polymers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111108 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141216 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4884635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |