JP4842467B2 - 合成樹脂製キャップ - Google Patents
合成樹脂製キャップ Download PDFInfo
- Publication number
- JP4842467B2 JP4842467B2 JP2001256477A JP2001256477A JP4842467B2 JP 4842467 B2 JP4842467 B2 JP 4842467B2 JP 2001256477 A JP2001256477 A JP 2001256477A JP 2001256477 A JP2001256477 A JP 2001256477A JP 4842467 B2 JP4842467 B2 JP 4842467B2
- Authority
- JP
- Japan
- Prior art keywords
- cap
- wall
- band
- top wall
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Closures For Containers (AREA)
Description
【発明の属する技術分野】
本発明は、タンパーエビンデント性を有する合成樹脂製キャップ、特にタンパーエビデントバンドを区画する弱化線を後加工で形成するキャップにおける弱化線の加工性に優れた合成樹脂製キャップに関する。
【0002】
【従来の技術】
スカート壁下端部にタンパーエビデントバンド(以下、「TEバンド」という)を有するポリプロピレンやポリエチレン等の合成樹脂製キャップを、PETボトル等材質の相違する合成樹脂製ボトル、あるいはガラス製ボトルや金属製ボトルに装着することが広く行われている。使用済み容器のリサイクルを図るためには、材質が相違するボトルとキャップを別々に回収する必要があるが、開栓後にキャップから切り離されたTEバンドは通常ボトル口から工具等を使用しないで簡単に除去することができず、そのままボトル口に残っている状態で破棄される場合が多く、リサイクル性を阻害している。そのため、従来ボトル口部に残ったTEバンドを工具を使用しないでも簡単に除去できるようにTEバンドに縦方向に切れ目を設けた合成樹脂製キャップ(以下、単にキャップという)が提案されている。このようなキャップをエコキャップと称している。
【0003】
TEバンド付きキャップの場合、TEバンドの係止力を確保するためにTEバンド部を肉厚としたものが多いが、特に上記のように縦方向切れ目を有する場合は、TEバンドの拡がりによるすっぽ抜けを防ぎ係止力を確実に確保するためにTEバンド部が肉厚となっている。このような肉厚のTEバンド部を有するキャップにおいて、TEバンドを区画する弱化線を後加工でカッターによりスリットを形成して設ける場合、カッターのカッティング抵抗が大きくなり、キャップが空回りして切れ方が安定しない場合がある。そのため、安定したカッテイングができず、種々の不都合を生じることがある。例えば、カッター刃のうねりで切り口が波打つ等の現象や、TEバンドに厚肉部と薄肉部が存在するキャップにおいては薄肉部に樹脂白化や割れが発生することがあった。
【0004】
【発明が解決しようとする課題】
そこで本発明は、TEバンドとスカート壁下端との間に形成される弱化線をカッターで後加工により形成する合成樹脂キャップにおいて、スリット加工時に、カッターによる切断抵抗が大きくなり、キャップが空回りして切れ方が安定しないために発生する、切り口のうねり、樹脂白化や割れを防ぐために、TEバンドが厚肉であっても回転中のキャップの空回り等の現象の発生を確実に防ぐことができる合成樹脂製キャップを提供することを目的する。
【0005】
【課題を解決するための手段】
上記問題点を解決する本発明の合成樹脂製キャップは、天壁と、該天壁の周縁から垂下する略円筒型スカート壁と、該スカート壁の下端に弱化線を介してタンパーエビデントバンドとを有する合成樹脂製キャップにおいて、前記弱化線がキャップ成形後にカッターで切断して形成されたものであり、前記天壁内面に前記弱化線形成時にキャップが空回りするのを防止する空回り防止突起を設けてなり、前記キャップは、プルリングを有する中栓と組み合わされてボトル口に装着されるキャップであり、前記天壁内面に、前記中栓に形成された注出口と係合する注出口栓壁を有し、前記空回り防止突起は、放射状に等間隔で均一に形成された径方向に延びる複数個の放射状リブからなり、且つ前記注出口栓壁の内側で中心部を除いて中心から半径方向に所定距離離れた位置に設けられていることを特徴とする。
前記タンパーエビデントバンドは、該バンドを横断する縦切れ目を有し、該縦切れ目が、タンパーエビデントバンドの厚み方向の切れ目入口と切れ目出口を周方向縦切れ目を経て周方向にずらして形成され、前記縦切れ目部が厚み方向に薄肉片からなる重なり部を有しているように構成することによって、体裁のよいエコキャップを得ることができる。さらに、前記キャップの形態は、プルリングを有する中栓と組み合わされてボトル口に装着されるキャップにも適用でき、その場合、前記天壁内面に、中栓のボトル口との嵌合部の上面を抑える中栓係合環状壁、且つその内側に中栓に形成された注出口と係合する注出口係合環状壁を有し、前記空回り防止突起は、前記注出口係合環状壁の内側に設けるのが望ましい。
【0006】
【発明の実施の形態】
以下、本発明に係る合成樹脂キャップの実施形態を図1及び図2に基づき詳細に説明する。
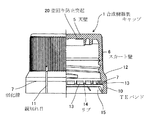
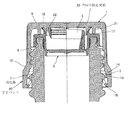
図1及び図2は、本発明に係るキャップ1の実施形態を示し、本実施形態のキャップは、図3に示すように、プルリング3を有する中栓2と組み合わせて使用するねじキャップに適用した場合を示している。キャップ1は、天壁5と、該天壁の周縁から垂下する略円筒型のスカート壁6と、該スカート壁の下端に弱化線7を介して破断可能に設けられたTEバンド10とを有してなり、弱化線7は、キャップ成形後の後加工でカッターによりスリットを形成してなるものである。TEバンド10の外径は、スカート壁6の外径より若干大きく形成され、スカート壁下端部から傾斜部12を経てTEバンドに連なっており、その傾斜部下端内周面とTEバンド内周面に僅かな段差部13を有して連なっている。その段差部に軸方向に細幅のリブ14が所定ピッチで複数本突出形成されている。弱化線7は、後述する方法で、カッターにより、前記リブ14が位置する間のスカート壁下端を、段差面13に至る肉厚分だけを全周に亘って切断してスリットを入れることにより形成される。それにより、リブ14のみが周方向に間欠的に残り、該リブがスカート壁下端とTEバンド上端を接続するブリッジとして機能する。なお、図中15は、キャップ開栓時にボトル口頸部に係止して、TEバンドの上昇を阻止するフラップである。
【0007】
本実施形態のキャップ1は、開封後ボトル口からTEバンド10を簡単に除去でき、ボトルとキャップを分別収集してリサイクルし易いように、TEバンド10に縦方向に完全な縦切れ目11を形成してある。しかしながら、単に縦方向に完全な切れ目を形成した場合、ボトルにキャッピングした状態で、縦切れ目が開きボトル口が露見して体裁が悪くなる。それを避けるために、本実施形態のキャップでは、縦切れ目11をTEバンド10の厚み方向の切れ目入口111と切れ目出口112を段差状の周方向縦切れ目113を経て周方向にずらし、縦切れ目部が厚み方向に重なり部を持たせることによって、縦切れ目から直接ボトル口が露見するのを防いでいる。そして、本実施形態では、該周方向縦切れ目を介して周方向に重なっている薄肉片部が拡開しないように、前記周方向縦切れ目113間に1以上の微小ブリッジ19を設けてある。本実施形態のキャップにおけるTEバンドは、縦切れ目を有していない通常のTEバンドよりも全体としては肉厚となっているため、カッターにより周方向のスリットを形成する場合、切断抵抗が大きくなり、キャップが空回りしてしまうことがあり、良好なカッテイングができなくなることがある。その問題を解決するために、本発明では、キャップの天壁5の内面に回り止め用の突起20を設けてある。
【0008】
キャップのTEバンドの肉厚は1.2〜2.5mmの範囲、縦切れ目部の薄肉部の厚さは0.25〜1.0mmの範囲が望ましく、本実施形態ではTEバンドの肉厚を略1.8mmとなるように形成してある。TEバンドの肉厚を上記範囲に形成することによって、TEバンドに完全な縦切れ目線を形成してあっても、不正開栓が可能な程拡がることがなく、確実にタンパーエビデント機能を果たすことができる。しかも、本実施形態のキャップは、縦切れ目部の周方向縦切れ目113に微小ブリッジ19が1乃至複数本形成されているので、該微小ブリッジを破断しない限り、TEバンドを拡げることができないので、より確実に不正開栓を防止することができる。また、縦切れ目11をTEバンド10の厚み方向の切れ目入口111と切れ目出口112を段差状の周方向縦切れ目113を経て周方向にずらしてあるので、キャップ1をボトルにキャッピングすると、段差状の切れ目113に対応する薄肉部同士が外方に拡がり、周方向に噛み合う位置関係となるため、薄肉部が拡開しないようになっている。それにより、TEバンドの係止力を確実に維持すると共に、縦切れ目が目立つことがなく体裁のよいキャップが得られる。
【0009】
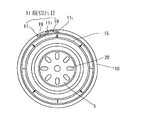
天壁5の内面には、スリット形成時に、カッターの抵抗により後述する弱化線形成装置のキャップ天壁係合部材とキャップ間の摩擦力を高めて空回りするのを防止するために、複数の微細な突起からなる空回り防止突起20を設けてある。該空回り防止突起20は、本実施形態では中心から半径方向に所定距離離れた位置に、放射状に等間隔で均一に形成された複数個の放射状リブで構成している。空回り防止突起をこのように中心部を除いて放射状リブで形成することによって、キャップ天壁係合部材と天壁内面との摩擦力が均一に高まり切断抵抗の増大に対して効果的に空回りを防止することができる。空回り防止突起を設ける位置として、天壁内面の中心位置を避けたのは天壁内面中心部には、通常湯だまりがあるからである。しかしながら、空回り防止突起20の大きさや形状は上記のものに限定されず、例えば多数の点状突起、あるいは直線、円弧あるいはその組合せなどの任意の形状のものを選択できるが、少なくとも弱化線形成装置のキャップ天壁係合部材が係合する位置に設ける必要がある。また、空回り防止突起20の高さは、本実施形態では、空回り防止効果を高める範囲としては、0.1〜1.0mmの範囲が好ましく、本実施形態では0.2mmに形成してある。なお、本実施形態のキャップの天壁内面には、図3に示すように、中栓2の容器係合壁頂面17に係合する環状垂下壁21と、中栓の注出口19に嵌合する環状の注出口栓壁22が設けられており、上記空回り防止突起20は注出口栓壁22の内側に設けられている。
【0010】
以上のような構成からなる本実施形態のキャップは、射出成形機によって全体が一体成形され、次いでフラップ折曲装置に供給され、フラップ片15をTEバンド10の内側に折り返してから、弱化線形成装置に供給され、TEバンドとスカート壁との境目に周方向にスリットを形成する。弱化線形成装置の一実施形態の要部が図4及び図5に示されている。該図面により、弱化線形成装置の概略を説明する。
【0011】
本実施形態の弱化線形成装置は、ターレット本体30の外周部に、キャップを1個づつ上下より挾持し、且つターレット本体の回転に伴ってキャップを自転させる多数のキャップ挾持装置31が等間隔に配置され、該キャップ挾持装置が公転する経路に面して2個の予備カッティング用カッター組立体と2個の本カッティング用カッター組立体が順次配置されている。キャップ挾持装置31は、ターレット本体30のポケットの下顎部32に設けられたキャップ受け部と上顎部33に設けられたキャップ押え部とから構成されている。キャップ受け部は、下顎部に固定されたスリーブ34に軸方向摺動可能にリフター軸35が嵌合され、該リフター軸35の頂部にキャップ支持回転台36が設けられている。キャップ支持回転台は、キャップを反転した状態でキャップ天面が載る台板と、該台板の下面中心から下方に延びる軸部有し、該軸部をベアリングに回転自在に嵌合し、その下端部リフター軸35の頂部に設けられられた所定深さの縦穴内に位置させている。そして、該縦穴の下面と軸部との間にキャップ挾持圧調整用のバネ37が設けられている。リフター軸35の下部には、装置本体固定部分に設けられた円筒カムに嵌合するカムフォロワーが設けられ、ターレット本体が回転するのに応じてキャップ支持回転台が上下して、キャップ押え部材との間で所定の挟持圧でキャップを挟持するようになっている。
【0012】
一方、キャップ押え部は、ターレット本体の上顎部33に垂下して設けられ、上顎部33に回転可能に設けられたスピンドル40の下端にキャップ天壁係合部材41を取り付けて構成されている。該キャップ天壁係合部材41が、キャップ支持回転台36に載って上昇してくるキャップ1の天壁内面と係合して、キャップ支持回転台36とでキャップ1を挟持する。キャップ天壁係合部材41は、スピンドル40の下端に螺合され、その中央部にねじ孔が形成されて中央部下端が開口した状態となり、キャップ天壁係合部材41がキャップの天壁の内面中央部にある湯だまりに直接接触しないようにして、その下端が環状部でキャップ天壁内面を均一に押圧して、カッティング中の空回りを防止するようになっている。環状部の下端面は、上記合成樹脂キャップの天壁内面に形成された空回り防止突起20とより効果的に係合するように、格子状又は菱形格子状の溝が設けられた形状に形成されている。
なお、キャップ天壁係合部材41は、その上部が、カッター50でスリットを形成する際のスカート壁下端部をバックアップするバックアップ部材も兼ねている。スピンドル40の途中には、歯車42が設けら、固定部に設けられた大歯車43と噛み合っており、ターレット本体が回転することに応じて、スピンドル40が自転し、それによりキャップ1を介してキャップ支持回転台36も共に回転して、キャップを自転させる。
【0013】
本実施形態の装置では、弱化線形成時のカッティング圧力の分散を図るために、1度に全厚の切込を行うのでなく、カッターによる切込深さを予備カッティングと本カッティングの2段階に分けて行うようにしてある。それにより、カッターの切込抵抗を低減させ、カッター刃のうねりや、切断抵抗によるTEバンド薄肉部の白化現象や割れの発生を防ぐようにしている。そのため、カッター装置51は、図示してないが、2組の予備カッティング用カッター組立体と2組の本カッティング用カッター組立体の4組のカッター組立体から構成され、各カッター組立体はターレット本体30の回転経路の外周部に配置されている。各カッター組立体は、それぞれ支柱に固定されたカッター支持台52、該カッター支持台にターレット本体方向に変位可能に支持されているカッター取付台53とから構成されている。カッター取付台53は、カッター支持台52に設けられたリニアガイド55に摺動可能に装着され、バネ56によって常時カムローラ45に圧接するように付勢されている。
【0014】
以上のような構成からなる弱化線形成装置において、キャップ供給位置で供給ターレットから、ターレット本体30と一体に回転しているキャップ支持回転台36の台板上にキャップ1が供給される。ターレット本体の回転に伴って、リフーター軸35が上昇し、台板上のキャップ内面にキャップ天壁係合部材41が嵌合し、その底面がキャップ天壁内面に形成された空回り防止突起と係合し、キャップ天壁係合部材41と台板とでキャップ天壁5を挟持する。その際の挟持圧は、周方向スリット形成時に切断抵抗によってキャップが空周りしない保持力が得られなけれはならず、リフター軸35とキャップ支持回転台36との間に設けられたバネ37のクッション量(ばね圧)を調節することによって得られる。従って、クッション量の小さいスプリングを選択することによって、強い挟持圧が得られ、クッション量が多いスプリングを選択するとこによって、挟持圧を小さくすることができる。
【0015】
キャップ天壁係合部材41とキャッブ支持回転台36とでキャップ天壁5が挟持されると同時に、スピンドルの回転力がキャッブ支持回転台36に伝達され、キャップ支持回転台36もキャップを挟持した状態で一体に回転する。従って、キャップは回転しながら、予備カッティング用カッター組立体及び本カッティング用カッター組立体が配置されて位置を通過することにより、それぞれに所定の切込厚さになるように設定されているカッターが切り込み、周方向スリットの予備カッティングに続いて本カッティングの2段階で周方向スリットを形成する。その際、キャップ天壁係合部材41とキャッブ支持回転台36との挾持圧が強過ぎるとキャップ面を損傷させる恐れがあり、また挾持圧を強くしても必ずしも摩擦力が向上せずに、切断抵抗が増大すると空回りする場合があるが、本発明のキャップは、天壁内面に空回り防止突起20が形成されているので、キャップ天壁係合部材41の下面が該空回り防止突起20と係合し、低い挾持圧でも確実にキャップの空回りを防止することができる。そのため、切り口が安定し、良好にスリットを形成できると共に、キャップに対して衝撃も少なく、前記のようにTEバンドに薄肉部があっても白化現象や割れ等が生じることなく。スリットを形成することができる。
【0016】
【発明の効果】
以上のように、本発明によれば、TEバンドを区画する弱化線を後加工により形成する合成樹脂製キャップにおいて、天壁内面に空回り防止突起を設けてあるので、TEパンドがボトル口から容易に除去可能に縦切り込み線を入れた、いわゆるエコキャップと呼ばれるTEバンドの肉厚が厚いキャップであっても、周方向のスリット形成中にカッターにかかる負荷の増大でキャップが空回りすることがなく、切れ方が安定する。そのため、切り口が安定し、良好にスリットを形成できると共に、キャップに対して衝撃も少なく、TEバンドに薄肉部があっても白化現象や割れ等が生じることなく、スリットを形成することができる。そして、製造時の歩留まりが良く、且つ体裁も良く、タンパーエビデンス性とリサイクル性にも優れ、商品価値の高い合成樹脂製キャップを提供することができる。
【図面の簡単な説明】
【図1】本発明の実施形態に係る合成樹脂キャップの一部断面正面図である。
【図2】その底面図である。
【図3】本発明の実施形態に係る合成樹脂キャップをボトルに装着した状態の正面断面図である。
【図4】弱化線形成装置での弱化線形成加工状態を示す正面断面図である。
【図5】その要部拡大図である。
【符号の説明】
1 合成樹脂製キャップ 2 中栓
5 天壁 6 スカート壁
7 弱化線 10 TEバンド
11 縦切れ目 111 切れ目入口
112 切れ目出口 113 周方向縦切れ目
12 傾斜部 13 段差
14 リブ 17 容器係合壁頂面
21 環状垂下壁 20 空回り防止突起
50 カッター刃 30 ターレット本体
31 キャップ挾持装置 35 リフター軸
36 キャップ支持回転台 40 スピンドル
41 キャップ天壁係合部材 51 カッター装置
52 カッター支持台
Claims (3)
- 天壁と、該天壁の周縁から垂下する略円筒型スカート壁と、該スカート壁の下端に弱化線を介してタンパーエビデントバンドとを有する合成樹脂製キャップにおいて、
前記弱化線がキャップ成形後にカッターで切断して形成されたものであり、
前記天壁内面に前記弱化線形成時にキャップが空回りするのを防止する空回り防止突起を設けてなり、
前記キャップは、プルリングを有する中栓と組み合わされてボトル口に装着されるキャップであり、前記天壁内面に、前記中栓に形成された注出口と係合する注出口栓壁を有し、
前記空回り防止突起は、放射状に等間隔で均一に形成された径方向に延びる複数個の放射状リブからなり、
且つ前記注出口栓壁の内側で中心部を除いて中心から半径方向に所定距離離れた位置に設けられていることを特徴とする合成樹脂製キャップ。 - 前記タンパーエビデントバンドは、該バンドを横断する縦切れ目を有し、該縦切れ目が、タンパーエビデントバンドの厚み方向の切れ目入口と切れ目出口を周方向縦切れ目を経て周方向にずらして形成され、前記縦切れ目部が厚み方向に薄肉片からなる重なり部を有している請求項1に記載の合成樹脂製キャップ。
- 前記天壁内面に、前記中栓の容器係合壁頂面と係合する環状垂下壁と、該環状垂下壁の内側に前記中栓に形成された注出口と係合する注出口栓壁を有している請求項1又は2に記載の合成樹脂製キャップ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001256477A JP4842467B2 (ja) | 2001-08-27 | 2001-08-27 | 合成樹脂製キャップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001256477A JP4842467B2 (ja) | 2001-08-27 | 2001-08-27 | 合成樹脂製キャップ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003072795A JP2003072795A (ja) | 2003-03-12 |
| JP4842467B2 true JP4842467B2 (ja) | 2011-12-21 |
Family
ID=19084286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001256477A Expired - Fee Related JP4842467B2 (ja) | 2001-08-27 | 2001-08-27 | 合成樹脂製キャップ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4842467B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4537735B2 (ja) * | 2004-03-10 | 2010-09-08 | 大日本印刷株式会社 | 注出口用キャップおよびそのキャップと注出口との組合体 |
| JP2007076681A (ja) * | 2005-09-13 | 2007-03-29 | Dainippon Printing Co Ltd | キャップおよびそのキャップを備える容器 |
| JP5023636B2 (ja) * | 2006-09-27 | 2012-09-12 | 凸版印刷株式会社 | 容器用プラスチックキャップのタンパーエビデントバンドの形成方法 |
| JP6687921B2 (ja) * | 2014-12-27 | 2020-04-28 | 株式会社プラン・ドゥ | 発炎筒用の転がり防止具およびこれを備えた発炎筒 |
| IT202000029525A1 (it) * | 2020-12-02 | 2022-06-02 | Sacmi | Apparato e metodo di taglio per incidere una capsula |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58139462A (ja) * | 1982-02-15 | 1983-08-18 | Hitachi Ltd | 固体撮像素子 |
| JPS61287560A (ja) * | 1985-05-31 | 1986-12-17 | 日本クラウンコルク株式会社 | 容器蓋における弱化ライン形成方法及び装置 |
| JP2977100B2 (ja) * | 1991-05-13 | 1999-11-10 | 株式会社柴崎製作所 | 合成樹脂製キャップおよびその製造方法 |
| JPH0690893A (ja) * | 1992-09-16 | 1994-04-05 | Toshiba Corp | 内視鏡 |
| JP3168361B2 (ja) * | 1992-11-16 | 2001-05-21 | 日本クラウンコルク株式会社 | 容器蓋 |
| JP3208613B2 (ja) * | 1993-03-03 | 2001-09-17 | 日本クラウンコルク株式会社 | 合成樹脂製容器蓋における縦スリット成形方法及び装置 |
| JP3577122B2 (ja) * | 1994-12-05 | 2004-10-13 | 日本クラウンコルク株式会社 | 除去容易なキャップ |
| JP4349698B2 (ja) * | 1999-08-24 | 2009-10-21 | 日本クラウンコルク株式会社 | プラスチックキャップ |
-
2001
- 2001-08-27 JP JP2001256477A patent/JP4842467B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003072795A (ja) | 2003-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2627570B1 (en) | Improved tamper-evident closure and package | |
| US3929246A (en) | Plastic container cap unit with integral sealing ring | |
| JP7473358B2 (ja) | 合成樹脂製容器蓋及びこれを製造する方法並びにこの方法を遂行するための後加工装置 | |
| JPH07237646A (ja) | 合成樹脂製シェルと合成樹脂製ライナーとを具備する容器蓋 | |
| US20100258520A1 (en) | Method and machine for making a stopper for the neck of a container, and stopper as produced by this method | |
| US7077278B2 (en) | Screw cap comprising a tamper-evident band | |
| NZ232297A (en) | Tamper indicating plastics closure; frangible band with internal interference on container neck | |
| JP7470372B2 (ja) | キャップ | |
| JP4842467B2 (ja) | 合成樹脂製キャップ | |
| JP2013199278A (ja) | シュリンクラベル付き容器及びシュリンクラベル | |
| EP1465813B1 (en) | Method for providing a hinged guarantee closure, a hinged guarantee closure and container with a hinged guarantee closure | |
| RU2258647C2 (ru) | Предохранительная крышка для бутылок и тому подобного | |
| JP4447733B2 (ja) | キャップ | |
| JP4698090B2 (ja) | 金属製ピルファープルーフキャップ | |
| US20040055990A1 (en) | Screw cap with a guarantee strip | |
| JP4580599B2 (ja) | 合成樹脂製キャップの弱化線形成装置 | |
| JP2007131341A (ja) | 容器蓋 | |
| JPH08133315A (ja) | キャップ装着方法とその装置及びキャップ保持部材並びに合成樹脂製キャップ | |
| JPS5968220A (ja) | 合成樹脂製容器蓋成形装置 | |
| JPH01235615A (ja) | 合成樹脂製容器蓋の成形方法 | |
| JP4467867B2 (ja) | 合成樹脂製キャップおよび閉止装置、並びに容器詰め飲料 | |
| TWM616561U (zh) | 改良的瓶蓋防盜結構 | |
| JP3374253B2 (ja) | タンパーエビデント機能を備えた合成樹脂製容器蓋の製造方法 | |
| JP7081986B2 (ja) | 合成樹脂製容器蓋 | |
| WO2007062364A2 (en) | Scallop cap closures |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110601 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110928 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111006 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4842467 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |