JP4840407B2 - 圧電部品を製造するための圧入装置 - Google Patents
圧電部品を製造するための圧入装置 Download PDFInfo
- Publication number
- JP4840407B2 JP4840407B2 JP2008135907A JP2008135907A JP4840407B2 JP 4840407 B2 JP4840407 B2 JP 4840407B2 JP 2008135907 A JP2008135907 A JP 2008135907A JP 2008135907 A JP2008135907 A JP 2008135907A JP 4840407 B2 JP4840407 B2 JP 4840407B2
- Authority
- JP
- Japan
- Prior art keywords
- press
- fitting
- piezoelectric element
- piston
- piezoelectric
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Automatic Assembly (AREA)
Description
この圧入装置の圧入方法は、圧入荷重に対する圧入部材および被圧入部材の圧入方向への変形量や、圧入部材を押圧する圧入装置の圧入方向への変形量を考慮することなく目標圧入量の近傍まで圧入部材を圧入する荒圧入工程と、圧入時に圧入荷重を測定し、上記変形量を加味して圧入する本圧入工程とからなる。
すなわち、特許文献2では、第一部材の筒状開口部に第二部材を圧入する装置であって、圧入軸方向に筒状開口部の側壁を圧縮し、第一部材を挟持するクランプと、筒状開口部に第二部材を圧入する圧入手段とを備える圧入装置を開示している。
これにより、圧入軸方向に筒状開口部の側壁を圧縮し、第一部材をクランプし、クランプされた第一部材の筒状開口部に第二部材を圧入するようにしている。
さらに特許文献2では、第二部材を筒状開口部に圧入する圧入手段として、第二部材に当接する当接部材と、当接部材に圧入方向の衝撃を与える圧電素子アクチュエータとを備えている。
これにより、圧電素子アクチュエータを用いて第二部材に圧入方向の衝撃を与えつつ、筒状開口部に第二部材を圧入するようにしている。
上記圧電アクチュエータとしては、積層型の圧電素子を収納ケース内に密閉収容したものが知られている(例えば特許文献3参照)。
そこで、本発明者は、特許文献2のように、組み付ける部品に圧電素子アクチュエータがあることに着目し、圧入荷重を圧電素子で計測することで、ロードセルを不要とし、また、圧入部品が弾性体に支持されていることから、弾性体を予め所定量変形させて圧入することにより、圧入終了後の復元量を安定化し、圧入精度が向上することを見出した。
本発明は、以上のような背景から提案されたものであって、圧電部品を製造するに当たり、圧電素子に部品を高精度に圧入する際、圧電素子自体の起電力を利用することで、圧入装置で用いられるロードセルや位置決めセンサなどのセンサ類を不要とした、圧電部品を製造するための圧入装置を提供することを目的とする。
また、ピストン(26)を、圧電素子23上端に追従して、偏在することなく全体的に当接させることができ、バネ部材(27)の緩衝作用により、略均圧状態で当接することができる。
図1に、圧電部品10を製造する工程において用いられる圧入装置11を示す。
この圧入装置11は、圧電部品10を製造する工程において、圧電部品10における圧入部材(後述)を、被圧入部材である圧電素子(後述)に所定量、圧入する工程を行うものである。
すなわち、圧入装置11は、被圧入部材である圧電素子をクランプし保持するワーク保持部12と、圧入部材を被圧入部材に向けて押圧する圧入手段である加圧動作部13と、加圧動作部13における圧入パンチ(後述)のピストンが圧電素子に接触することで発生する接触電圧にかかる出力信号等を受信し、加圧動作部13を操作する制御信号を出力する制御部14とを備えている。
加圧動作部13は、圧入部材に当接する圧入パンチ17とサーボモータ18と、伝達機構部19を介してサーボモータ18に連結され圧入パンチ17に当接するボールネジ20とを有する。
また、かかる圧入パンチ17には、中心軸に同心的に圧入部材であるパイプ24が把持され、中心軸に同心的に、圧入パンチ17に対して独立的に昇降動作するピストン押圧具25を配設している。
そして、ピストン押圧具25には、ピストン26を、ピストン押圧具25の中心軸に対して適宜角度偏向した状態でバネ部材27を介して揺動可能に取付けている。
ピストン26は、圧入パンチ17にパイプ24を把持した際に、パイプ24内において所定の間隔Gを以って、圧電素子23上端面と対向するようにしている。
制御部14は、前述のように、加圧動作部13における圧入パンチ17のピストン26が圧電素子23に接触することで発生する接触電圧にかかる出力信号等を受信し、加圧動作部13を操作する制御信号を出力する構成であるが、圧入加工時に、圧入装置11におけるワーク保持部12に、圧電素子23を支える支持基部22を保持した際に、支持基部22内の圧電素子端子23aの先端部のターミナル部22aに、電気的に接続される電圧計28の電圧信号を取り込んでいる。
そして、制御部14は、かかる電圧計28によって得られる圧入パンチ17のピストン26が圧電素子23に接触することで発生する接触電圧にかかる出力信号等に基づいて、後述する手順に従って、加圧動作部13のサーボモータ18を作動制御するように構成されている。
先ず、圧入装置11におけるテーブル15上のワーク保持部12に、被圧入部材である圧電素子23を支える支持基部22を保持する。
次いで、支持基部22内の圧電素子端子23aの先端部のターミナル部22aに、電圧計28を接続する。
ここで、加圧動作部13における圧入パンチ17に、圧入部材である円筒状のパイプ24を把持する。次に、圧入パンチ17中心部に同軸的に設けられたピストン押圧具25を所定量下降させる。これにより、ピストン押圧具25に支持されたピストン26が接触し、圧入パンチ17に把持されるパイプ24との位置関係が相対的に変わることなく維持される。
ピストン26は、ピストン押圧具25にバネ部材27を介して偏向状態に保持されているが、ピストン26は、バネ部材27のバネ力に抗して変位し、圧電素子23上端に密接させることができる。このようにすることで、ピストン26は、圧電素子23上端に追従して、偏在することなく全体的に当接させることができる。また、この場合、バネ部材27の緩衝作用により、略均圧状態で当接することができる。
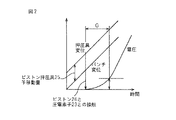
従って、制御部14は、パイプ24が所定の位置まで圧入されたことを、接触電圧にかかる出力信号によって把握することができる。なお、パイプ24がどの程度圧入されたかは、電圧計28を用いたことにより、目視によって確認することもできる。
そして、パイプ24が所定位置まで圧入された状態の圧電部品10として取出すことができ、かかる圧電部品10を後続の工程へと送ることができる。
しかも、前述の圧入方法によって、圧電部品のパイプ内の圧電素子に偏芯が生じることないように、パイプを圧電素子に高精度に圧入することができ、高品質な圧電部品を製造することができる。
11 圧入装置
12 ワーク保持部
13 加圧動作部
14 制御部
15 テーブル
16 フレーム
17 圧入パンチ
18 サーボモータ
19 伝達機構部
20 ボールネジ
21 変位センサ
22 支持基部
22a ターミナル部
23 圧電素子
23a 圧電素子端子
24 パイプ
25 ピストン押圧具
26 ピストン
27 バネ部材
28 電圧計
G 隙間
Claims (2)
- 圧入部材としての収納ケース(24)を圧入する被圧入部材としての圧電素子(23)を保持するワーク保持部(12)と、
前記収納ケース(24)を把持すると共に前記圧電素子(23)に圧入するための圧入パンチ(17)と、
前記圧入パンチ(17)に同軸的に配置して、圧入パンチ(17)とは独立して作動可能なピストン押圧具(25)と、
前記ピストン押圧具(25)に、バネ部材(27)を介して変動可能に支持して、前記圧電素子(23)端面に当接し押圧するピストン(26)と、
前記圧入パンチ(17)に押圧力を付与する加圧動作部(13)と、
前記加圧動作部(13)により、前記ピストン押圧具(25)を予め作動させて前記圧電素子(23)端面に前記ピストン(26)を当接した状態で、前記圧入パンチ(17)を作動させて前記収納ケース(24)を前記圧電素子(23)に圧入し、前記ピストン(26)と圧電素子(23)との接触によって生じる電圧を監視して、このピストン−圧電素子接触電圧が所定電圧に達した時点で、前記加圧動作部(13)を停止させ、前記加圧動作部(13)を逆転駆動して、前記圧入パンチ(17)およびピストン押圧具(25)を退動させる制御部(14)と、
を具備していて、
前記ピストン(26)は、前記ピストン押圧具(25)に、ピストン押圧具(25)の中心軸に対して適宜角度偏向した状態でバネ部材(27)を介して揺動可能に取付けていることを特徴とする圧電部品を製造するための圧入装置。 - 前記ワーク保持部(12)に保持した圧電素子(23)の端子に、ピストン−圧電素子接触電圧を計測する電圧計(28)を接続してなることを特徴とする請求項1に記載の圧電部品を製造するための圧入装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008135907A JP4840407B2 (ja) | 2008-05-23 | 2008-05-23 | 圧電部品を製造するための圧入装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008135907A JP4840407B2 (ja) | 2008-05-23 | 2008-05-23 | 圧電部品を製造するための圧入装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009279723A JP2009279723A (ja) | 2009-12-03 |
| JP4840407B2 true JP4840407B2 (ja) | 2011-12-21 |
Family
ID=41450726
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008135907A Expired - Fee Related JP4840407B2 (ja) | 2008-05-23 | 2008-05-23 | 圧電部品を製造するための圧入装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4840407B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU181819U1 (ru) * | 2017-08-14 | 2018-07-26 | федеральное государственное бюджетное образовательное учреждение высшего образования "Ижевский государственный технический университет имени М.Т. Калашникова" | Мехатронный пьезомодуль для сборки с запрессовкой керамических деталей |
| RU2732020C2 (ru) * | 2018-06-06 | 2020-09-10 | федеральное государственное бюджетное образовательное учреждение высшего образования "Ижевский государственный технический университет имени М.Т. Калашникова" | Способ сборки высокоточных конических керамических соединений с натягом |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3511799B2 (ja) * | 1996-04-15 | 2004-03-29 | 株式会社デンソー | 圧入連結部材の製造方法及び製造装置 |
| JP4244085B2 (ja) * | 1999-03-17 | 2009-03-25 | 株式会社デンソー | 圧入装置及び圧入方法 |
| JP2004142028A (ja) * | 2002-10-24 | 2004-05-20 | Toyota Motor Corp | 圧入方法と圧入装置 |
| JP2005335017A (ja) * | 2004-05-27 | 2005-12-08 | Kyoho Mach Works Ltd | 圧入装置 |
| JP2008041983A (ja) * | 2006-08-08 | 2008-02-21 | Denso Corp | 圧電アクチュエータ |
-
2008
- 2008-05-23 JP JP2008135907A patent/JP4840407B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009279723A (ja) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103042295B (zh) | 点焊装置的加压控制方法 | |
| CN103228389B (zh) | 具有力传感器、弹簧以及调整元件的焊头 | |
| US9108265B2 (en) | Spot welding apparatus | |
| JP5926439B1 (ja) | 超音波接合装置 | |
| CN102689088A (zh) | 点焊装置及点焊方法 | |
| JP4943917B2 (ja) | 溶接装置及び溶接方法 | |
| JP4840407B2 (ja) | 圧電部品を製造するための圧入装置 | |
| US9040866B2 (en) | Spot welding apparatus | |
| JP5380906B2 (ja) | かしめ装置およびかしめ方法 | |
| JP2009000731A (ja) | リッドの仮止め装置 | |
| JP2022015562A (ja) | 摩擦攪拌点接合装置及び摩擦攪拌点接合方法 | |
| JP5860281B2 (ja) | スポット溶接装置 | |
| JP5813466B2 (ja) | スポット溶接装置 | |
| JP2013071172A (ja) | スポット溶接装置 | |
| JP2002035951A (ja) | 被溶接部材位置検出方法およびその装置 | |
| JP2010005891A (ja) | 熱かしめ装置および熱かしめ方法 | |
| JPH11291060A (ja) | 抵抗溶接方法およびその装置 | |
| WO2000010767A1 (en) | Resistance welding device | |
| JP5969747B2 (ja) | スポット溶接装置 | |
| JP2002219579A (ja) | 溶接ロボットの制御方法および装置 | |
| JP2009160612A (ja) | スポット溶接装置 | |
| JPH10180562A (ja) | しまり嵌合方法およびしまり嵌合装置 | |
| JP7255119B2 (ja) | インダイレクトスポット溶接装置及び溶接方法 | |
| JP2014018861A (ja) | プロジェクションナットの溶接装置および溶接方法 | |
| JPH09295158A (ja) | スポット溶接ガン |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100607 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110906 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110919 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4840407 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |