JP4792139B2 - ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 - Google Patents
ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 Download PDFInfo
- Publication number
- JP4792139B2 JP4792139B2 JP2005286938A JP2005286938A JP4792139B2 JP 4792139 B2 JP4792139 B2 JP 4792139B2 JP 2005286938 A JP2005286938 A JP 2005286938A JP 2005286938 A JP2005286938 A JP 2005286938A JP 4792139 B2 JP4792139 B2 JP 4792139B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- molding
- glass
- lens
- glass lens
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 title claims description 184
- 238000004519 manufacturing process Methods 0.000 title claims description 34
- 238000000465 moulding Methods 0.000 claims description 122
- 230000003287 optical effect Effects 0.000 claims description 104
- 239000000463 material Substances 0.000 claims description 101
- 238000012546 transfer Methods 0.000 claims description 60
- 238000000034 method Methods 0.000 claims description 34
- 230000002093 peripheral effect Effects 0.000 claims description 34
- 239000006060 molten glass Substances 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 4
- 239000002994 raw material Substances 0.000 description 7
- 238000003384 imaging method Methods 0.000 description 5
- 238000005498 polishing Methods 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000007667 floating Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000005304 optical glass Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 238000013518 transcription Methods 0.000 description 2
- 230000035897 transcription Effects 0.000 description 2
- FEJLPMVSVDSKHJ-UHFFFAOYSA-N CC(C)CC[N+]([O-])=O Chemical compound CC(C)CC[N+]([O-])=O FEJLPMVSVDSKHJ-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052581 Si3N4 Inorganic materials 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 150000001721 carbon Chemical class 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 229910000510 noble metal Inorganic materials 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B11/00—Pressing molten glass or performed glass reheated to equivalent low viscosity without blowing
- C03B11/06—Construction of plunger or mould
- C03B11/08—Construction of plunger or mould for making solid articles, e.g. lenses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/10—Cutting-off or severing the glass flow with the aid of knives or scissors or non-contacting cutting means, e.g. a gas jet; Construction of the blades used
- C03B7/12—Cutting-off or severing a free-hanging glass stream, e.g. by the combination of gravity and surface tension forces
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2215/00—Press-moulding glass
- C03B2215/40—Product characteristics
- C03B2215/46—Lenses, e.g. bi-convex
- C03B2215/49—Complex forms not covered by groups C03B2215/47 or C03B2215/48
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Surface Treatment Of Glass (AREA)
Description
ここで、芯取り加工とは、成形体の外周など(多くの場合、プレス成形によって形成された自由表面部)を研磨し、不要な部位を除去するとともに、得ようとする光学素子の外径中心軸と、光軸とを一致させることをいう。
このため、特許文献6に記載された方法によれば、予備成形されたガラス素材(ガラス体)は、表面にキズや汚れ等の欠陥がなく、重量精度の高いガラス素材を得ることができるとされているものの、一定の間隔や流量で溶融ガラスを滴下、又は流下したとしても、ガラス素材の容積が均一となるように管理するのは、ガラス素材の容積の大小にかかわらず困難であり、特に、容積が小さく軽量になったときに困難となる傾向が強い。
このようにすれば、平面転写部により、得られるガラスレンズに光軸に直交する面を有する平坦面が転写形成され、この平坦面を種々の光学機器に取り付ける際の基準面として機能させる上で好ましい。
このようにすれば、得られるガラスレンズにおいて、胴型の内周面が転写されて形成される外周面の径を肉厚方向に沿って一定としつつ、光軸と平行に形成されている部分の面積を十分に確保することができる。
また、本発明にかかるガラスレンズは、前記外周面が、前記成形型の光軸に平行な内周面の転写によって形成された第二被転写面である構成とすることができる。
前記胴型は、前記下型及び前記上型を収容するとともに、前記下型及び前記上型のプレス軸に直交する方向の相互位置を規制するものとすることができる。
このような構成とすることで、上記のようなガラスの製造方法に好適に利用して、プレス成形におけるガラス素材の容積のばらつきを吸収しつつ、種々の光学機器への取り付け精度の高いガラスレンズを、歩留まりよく、安定して製造することができるようになり、また、得られるガラスレンズを光学機器に取り付ける際の精度を高くする上で、前記凸部は、前記平面転写部よりもさらに外側に位置させている。
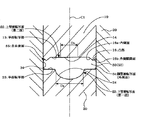
ここで、図1は、ガラス素材50をプレス成形するプレス工程の概略を示す説明図であり、成形型は、上型10、下型20、及び胴型30を備えて構成されている。そして、これらの型部材の素材には、金属のほか、超硬合金、酸化ケイ素、窒化ケイ素などの硬質素材を用いることができる。
また、胴型30は、上型10と下型20の間に形成される成形空間を包囲する機能をもつとともに、上下型10,20を収容し、上下型10,20の中心軸C1に直交する方向の相互位置を規制しており、これによって、上下型10,20の同軸性が確保されている。
このため、上下型10,20と胴型30とのクリアランスは、要求される光学素子の偏心精度を考慮すると10μm以下、特に、5μm以下とすることが好ましく、成形しようとする光学素子に要求される光学性能に応じて、さらに小さくすることもできる。
このとき、転写面となる上下型10,20の成形面14,24や、胴型30の内周面34には、ガラス素材50との融着を防止するとともに、プレス成形時の滑り性を向上させるために、例えば、貴金属膜、炭素膜、水素化炭素膜などの公知の離型膜を形成することができる。
なお、一般に、レンズ面は、光学機器に取り付けられる状態において、物体(光源)側を第一面、像側を第二面とするが、本発明においては、いずれの側を上型10側または下型20側としても良い。図示するガラスレンズ51は、上型被転写面52が第二面となり、下型被転写面53が第一面となるものを例に挙げている。
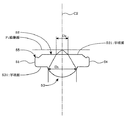
ここで、図3に概念的に示すように、光学有効径D1,D2は、結像面Pに結像する光束が通過する最外周部分であり、各レンズ面に対して設定される。各面の光学機能面(所定の球面、非球面などの光学機能を呈する形状をもった面)は、光学有効径と等しいか、又はそれより大きい径をもつ。
これにより、種々の光学機器に取り付ける際のレンズの位置決めを、光軸C2に直交する平坦面531,521や、光軸C2と平行な外周面54を利用して、高精度に行うことができ、例えば、取り付けられる光学機器の他部品や、他のレンズに対する偏心(特に、軸の傾き)を防止することができる。
一方、バリの発生を避けるために、ガラス素材50の容積を少なめに設定するなどして、その容積が不足してしまうと、ガラスレンズ51の外周面54の面積が十分に確保できなくなってしまう。
そして、ガラスレンズ51を光学機器に取り付ける際の精度をより高くするためには、平面転写部15のさらに外側に凸部16が位置するようにして、基準面となる平坦面521が光学機能面の近くに形成されるようにするのが好ましい。
このようにすることで、ガラスレンズ51に形成される自由表面55が、常に、平坦面521を含む面と、外周面54を含む面とによって囲まれる領域内に位置することとなり、自由表面55が、レンズを取り付ける際の基準面となる平坦面521や、外周面54から外方に突出することがない。これにより、ガラスレンズ51の取り付け精度が低下するのを有効に回避することができる。
本実施形態では、上記内側面16aは、傾斜平面、又は曲面であるのが好ましく、その場合、凸部16を中心軸C1と垂直な平面に投影したときの、凸部16の内側面16aの長さPと、外側傾斜面16bの長さQの関係は、P>Qであることがより好ましい。このようにすることで、Pの傾斜角を抑制し、光学機能面近傍での歪の形成を抑止できる。
また、自由表面55が形成される部分の幅(中心軸C1に垂直な面に投影したときの幅)が大きいほど、ガラス素材50の容積のばらつきをより多く吸収することができるが、レンズの取り付け精度をより高く確保するためには、自由表面55の幅は、基準面となる平坦部521の幅(同様に投影した幅)より小さくなるようにするのが好ましい。したがって、外側傾斜面16aの幅(中心軸C1に垂直な面に投影したときの幅)Qは、平面転写部15(平坦部521)の幅より小さく、より好ましくは、1/10以下が好ましい。
凸部16を形成することにより、ガラス素材50の容積のばらつきを吸収してバリの発生を抑制し、これによってガラスレンズ51に形成される平坦面の位置決め機能が損なわれないようにすることに鑑みれば、光学機器に取付ける際の基準面が必要な側や、取り付け精度の感度が高い側に設けるのが好ましい。
例えば、図示する例のように、第二面52の光学有効径D2の方が小さい場合には、第二面52を形成する上型10の成形面14に凸部16を形成するというようにすると、光学有効径D2の外側の部分の面積が比較的広くなり、基準面となる平坦面521の面積や、凸部16の幅を十分に確保することができるため好ましい。
このようにすれば、成形型の温度が相対的に低くなり、成形型の昇温、降温のサイクルタイムを短縮できるとともに、成形型の熱による劣化を抑制できるため好ましい。
ガラス素材50は、例えば、ブロック状の光学ガラスから所定の大きさに切り出し、研磨によって球形などに冷間加工したり、溶融ガラスを受け型に滴下、又は流下しつつ適切な手段で分離し、受け型内で固化して予備成形(熱間成形)したりすることによって作製することができる。
一方、熱間成形による場合は、ガラス素材50の容積を一定に維持することが困難であるという不利があるものの、表面にキズや汚れなどの欠陥のないガラス素材50を得ることができる上、生産効率が非常に高いという点で有利である。
したがって、ガラス素材50の容積にばらつきがあっても、レンズを光学機器に取り付ける際の基準面となる平坦面521や、外周面54を十分な面積で形成しつつ、ガラス素材50の容積のバラツキを吸収することができる本実施形態は、熱間成形によりガラス素材50が作製される場合に好適である。
このとき、流出パイプ80は、周囲に設けられたヒータ81によって適切に温度制御され、流出パイプ80から一定の流量で滴下するよう、溶融ガラス50aの粘度の調節を行う。
このようにして、ほぼ球形に予備成形されたガラス素材50は、浮上状態のまま、又は軟化点以下の温度で浮上状態を解除して、室温まで冷却される。
14 成形面
15 平面転写部
16 凸部
16a 内側面
16b 外側傾斜面
20 下型
24 成形面
25 平面転写部
30 胴型
34 内周面
50 ガラス素材
51 成形体(ガラスレンズ)
52 上型被転写面
521 平坦面
53 下型被転写面
531 平坦面
55 自由表面
C1 中心軸
C2 光軸
D1 第一面の光学有効径
D2 第二面の光学有効径
Claims (11)
- 互いに対向する成形面を有する下型及び上型と、前記上型と前記下型の間に形成される成形空間を包囲する胴型とを備えた成形型の内部にガラス素材を配置して、加熱により軟化した前記ガラス素材をプレス成形することにより、
前記下型の成形面、前記上型の成形面、及び前記胴型の内周面を、それぞれ転写してなる下型被転写面、上型被転写面、及び外周面を有するガラスレンズを製造するにあたり、
前記下型の成形面と前記上型の成形面の少なくとも一方における、前記下型被転写面又は前記上型被転写面の光学有効径の外側に相当する部位に、平面転写部を形成しておくとともに、前記平面転写部のさらに外側には、対向する他方の成形面側に突出する凸部を前記平面転写部が形成された前記下型又は前記上型と一体に形成しておき、
前記平面転写部に前記ガラス素材を接触させるとともに、前記凸部の少なくとも一部に前記ガラス素材が接触しないようにしてプレス成形を行うことを特徴とするガラスレンズの製造方法。 - 前記平面転写部が、前記成形型の中心軸と垂直な平面を有することを特徴とする請求項1のガラスレンズの製造方法。
- 前記凸部が、前記成形面の外周縁に沿って形成されていることを特徴とする請求項1に記載のガラスレンズの製造方法。
- 前記凸部が、成形面の半径方向中心側に位置する内側面と、成形面の半径方向外側に位置する外側傾斜面とを有し、前記外側傾斜面の少なくとも一部に、ガラス素材が接触しないようにしてプレス成形を行うことを特徴とする請求項1〜3のいずれか1項に記載のガラスレンズの製造方法。
- 前記成形型の中心軸を含む平面にそれぞれ、前記内側面を投影したときの高さをL、前記外側傾斜面を投影したときの高さをMとしたときに、L≧Mであることを特徴とする請求項4に記載のガラスレンズの製造方法。
- 前記ガラス素材の重量ばらつきが、所定の値に対して±0.1〜3%であることを特徴とする請求項1〜5のいずれか1項に記載のガラスレンズの製造方法。
- 製造されるガラスレンズの体積が、1〜150mm3であることを特徴とする請求項1〜6のいずれか1項に記載のガラスレンズの製造方法。
- 溶融ガラスを受け型に流下、又は滴下することによって予備成形したガラス素材を用いることを特徴とする請求項1〜7のいずれか1項に記載のガラスレンズの製造方法。
- 所定の光学有効径を有する二つのレンズ面と、光軸に平行な外周面とを有するとともに、
前記レンズ面の少なくともいずれか一方における光学有効径の外側に、成形型の転写によって形成した第一被転写面と、自由表面とを有し、
前記第一被転写面は、光軸に垂直な平坦面と、前記平坦面より光軸方向レンズ内部側にある第一の面とを有し、
前記自由表面が、前記平坦面より光軸方向レンズ内部側にあり、かつ、前記第一の面より前記光学有効径の外側にあることを特徴とするガラスレンズ。 - 前記外周面が、前記成形型の光軸に平行な内周面の転写によって形成された第二被転写面であることを特徴とする請求項9に記載のガラスレンズ。
- 互いに対向する成形面を有する下型及び上型と、前記上型と前記下型の間に形成される成形空間を包囲する胴型とを備えたモールドプレス成形型であって、
前記下型の成形面と前記上型の成形面の少なくとも一方の、得ようとするガラスレンズの光学有効径の外側に相当する部位に形成された前記成形型の中心軸と垂直な平面を有する平面転写部と、前記平面転写部のさらに外側に位置し、かつ、対向する他方の成形面側に突出するように前記平面転写部が形成された前記下型又は前記上型と一体に形成された凸部とを有するとともに、
前記凸部が、成形面の半径方向中心側に位置する内側面と、成形面の半径方向外側に位置する外側傾斜面とを有しており、
前記成形型の中心軸を含む平面にそれぞれ、前記内側面を投影したときの高さをL、前記外側傾斜面を投影したときの高さをMとしたときに、L≧Mであることを特徴とするモールドプレス成形型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005286938A JP4792139B2 (ja) | 2005-09-30 | 2005-09-30 | ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005286938A JP4792139B2 (ja) | 2005-09-30 | 2005-09-30 | ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007091568A JP2007091568A (ja) | 2007-04-12 |
| JP4792139B2 true JP4792139B2 (ja) | 2011-10-12 |
Family
ID=37977697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005286938A Expired - Fee Related JP4792139B2 (ja) | 2005-09-30 | 2005-09-30 | ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4792139B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009029683A (ja) * | 2007-07-30 | 2009-02-12 | Fujinon Corp | 成形品の離型方法及び装置 |
| JP5085383B2 (ja) * | 2008-03-19 | 2012-11-28 | Hoya株式会社 | 情報記録媒体用基板ガラスブランク、情報記録媒体用基板、情報記録媒体それぞれの製造方法 |
| US20110215492A1 (en) * | 2008-11-19 | 2011-09-08 | Toshiya Tomisaka | Manufacturing method of aspheric surface lens |
| JP2011006312A (ja) * | 2009-06-29 | 2011-01-13 | Konica Minolta Opto Inc | 光学素子の製造方法、光学素子製造用の金型装置及び光学素子 |
| JP5840843B2 (ja) * | 2011-01-12 | 2016-01-06 | ナブテスコ株式会社 | 産業用ロボット用減速機 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0751446B2 (ja) * | 1988-06-30 | 1995-06-05 | ホーヤ株式会社 | ガラス体の成形方法およびその装置 |
| JPH0446025A (ja) * | 1990-06-13 | 1992-02-17 | Matsushita Electric Ind Co Ltd | 光学部品成形用金型 |
| JP2000001322A (ja) * | 1998-06-09 | 2000-01-07 | Asahi Optical Co Ltd | 光学素子成形装置および光学素子の製造方法 |
| JP4090672B2 (ja) * | 2000-06-29 | 2008-05-28 | Hoya株式会社 | プレス成形体の製造方法及び装置並びに成形型分解装置 |
| JP4310799B2 (ja) * | 2003-02-28 | 2009-08-12 | コニカミノルタホールディングス株式会社 | 光学素子成形方法、光学素子成形用の成形型及び光学素子 |
| JP2006045038A (ja) * | 2004-08-09 | 2006-02-16 | Sumitomo Electric Ind Ltd | 成形型およびそれを用いた成形方法 |
-
2005
- 2005-09-30 JP JP2005286938A patent/JP4792139B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007091568A (ja) | 2007-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4274830B2 (ja) | ホルダ付光学素子の製造方法 | |
| JP3224472B2 (ja) | 光学レンズ及びその成形用型 | |
| JP4792139B2 (ja) | ガラスレンズ、ガラスレンズの製造方法、及びモールドプレス成形型 | |
| JP2005320199A (ja) | 光学ガラス素子およびその製造方法 | |
| JP4848165B2 (ja) | 光学素子の製造方法、及びガラスレンズ | |
| KR101633874B1 (ko) | 비구면 렌즈의 성형금형 | |
| JP4549820B2 (ja) | モールドプレス成形型及びその製造方法、並びに光学素子の製造方法 | |
| JP5565265B2 (ja) | ガラス成形体の製造方法 | |
| JPWO2010122844A1 (ja) | ガラス成形体の製造装置 | |
| JP2949956B2 (ja) | 光学素子成形用金型および光学素子 | |
| KR100847967B1 (ko) | 몰드 프레스 성형 몰드 및 광학소자의 제조방법 | |
| JPH10101346A (ja) | ガラスプリフォーム、及びそれを用いた光学素子の製造方法 | |
| JP4677303B2 (ja) | ガラス光学素子の製造方法 | |
| JP2819866B2 (ja) | ガラスレンズ成形装置およびその熱緩衝材 | |
| JP4784454B2 (ja) | 光学素子の製造方法及び製造装置 | |
| JP5652398B2 (ja) | ガラスゴブの製造方法及びガラス成形体の製造方法 | |
| JP4957623B2 (ja) | 溶融ガラス滴の微小化方法、ガラスゴブの製造方法、及びガラス成形体の製造方法 | |
| JP2020071361A (ja) | 反射防止構造体付き光学素子、製造用金型、反射防止構造体付き光学素子の製造方法及び撮像装置 | |
| JP2009096675A (ja) | 光学素子の成形装置 | |
| JP2004345880A (ja) | 玉枠付レンズの製造方法 | |
| JP2008074636A (ja) | 光学素子の製造方法及び製造装置 | |
| CN109415236B (zh) | 模压成型用玻璃坯料和使用该玻璃坯料的光学元件的制造方法 | |
| JP5003603B2 (ja) | ガラスゴブの製造方法及びガラス成形体の製造方法 | |
| JP2004277242A (ja) | 光学素子成形型およびその成形方法と製造装置 | |
| JPWO2008149671A1 (ja) | 光学素子の製造方法及び光学素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110719 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110723 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140729 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4792139 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |